Fornitore di stampaggio a iniezione per il settore automobilistico: conforme allo standard IATF 16949 per componenti strutturali
Scritto da
Precisione JS
Pubblicato
Apr 10 2026
stampaggio ad iniezione
Seguici
Lo stampaggio a iniezione automobilistico è un processo cruciale nella produzione di massa di componenti automobilistici. Per garantire il successo di questo processo, le aziende devono affrontare i problemi di stabilità da lotto a lotto al fine di ottenere una produzione continua.
I componenti strutturali come le staffe del telaio e i telai delle batterie non solo richiedono tolleranze dimensionali estremamente precise, ma richiedono anche prestazioni meccaniche costanti.
Inoltre, i normali impianti di stampaggio a iniezione incontrano guasti di assemblaggio e persino rischi per la sicurezza causati dalle fluttuazioni dei tassi di ritiro.
Inoltre, i fornitori che non sono certificati dallo standard IATF 16949 non saranno in grado di fornire direttamente fornitori di livello 1 o OEM. Inoltre, questi progetti saranno sottoposti a controlli secondari e dovranno essere corretti.
In questo articolo vedremo come identificare se un fornitore ha davvero la capacità di produrre componenti strutturali per stampaggio a iniezione automobilistico nella produzione di massa. La discussione si baserà esclusivamente sulla tecnologia chiave dello stampaggio a iniezione per garantire di evitare le insidie comuni nella selezione dei fornitori.
Panoramica delle risposte principali
Dimensioni chiave
Requisiti/standard fondamentali
Indicatori tecnici
Vantaggi per il cliente
Punti critici comuni
Sistema di qualità
Certificazione - IATF 16949
Cpk 1.33
I fornitori e gli OEM di livello 1 possono connettersi direttamente, evitando audit secondari.
Una certificazione piccola o assente causa ritardi nel progetto e maggiori costi di rettifica.
Controllo del ritiro
Mantenimento della pressione a 3 stadi + sensore di pressione nella cavità dello stampo
Tasso di ritiro < 0,3%
I componenti strutturali resistono meglio alla fatica, riducendo il rischio di guasti.
Il restringimento provoca crepe che ostacolano la sicurezza strutturale.
Ritenzione lunga della fibra di vetro
Vite a basso rapporto di compressione (< 2,0:1) + bassa contropressione
Lunghezza di ritenzione della fibra > 6 mm (percentuale 70%)
Mantiene l'effetto di rinforzo del materiale, aumenta la resistenza strutturale.
La rottura delle fibre influisce negativamente sulla resistenza alla trazione e agli urti.
Rilevamento difetti interni
Metodo di risonanza ultrasonica / TC a raggi X
Rileva una porosità > 0,2 mm
Impedisce l'ingresso sul mercato di prodotti difettosi, riduce le possibilità di richiamo.
Le microfessure sono invisibili a occhio nudo e soggette a fratture sotto carichi dinamici.
Raffreddamento dello stampo
Canali di raffreddamento conformali stampati in 3D
Tempo di ciclo più breve del 25%, tasso di deformazione < 0,5%
Costo unitario ridotto, migliore stabilità della produzione.
Il raffreddamento non uniforme porta a deformazioni e tassi di scarto elevati.
Concetti principali:
I fornitori di parti strutturali devono soddisfare il requisito minimo di essere certificati secondo IATF 16949. Senza questa certificazione, i fornitori non sono autorizzati afornire prodotti direttamente a fornitori di livello 1 o OEM.
Per correggere i difetti dei componenti strutturali, è necessaria una soluzione completa che comprenda il monitoraggio a circuito chiuso dei parametri di processo (pressione di mantenimento a tre stadi, temperatura variabile dello stampo, vite a basso taglio) nonché test non distruttivi online (ultrasuoni/TC).
Il costo iniziale degli stampi di raffreddamento conformato è 15%-20% più alto, ma se si prende in considerazione l'intero ciclo di vita, la spesa totale è inferiore. In altre parole, una spesa leggermente maggiore ora porta a maggiori risparmi in futuro.
Perché scegliere JS Precision per lo stampaggio a iniezione automobilistico? Competenza nella produzione di componenti strutturali
Il punto principale quando si seleziona un fornitore di stampaggio a iniezione per il settore automobilistico è considerare come può trasformare la superiorità tecnica in produzione di massa garantita e riduzione dei costi. Questo è essenzialmente ciò che JS Precision, con 20 anni di esperienza nel settore, fa continuamente per te.
Essendo una fabbrica accreditata con le norme ISO 9001:2015 e IATF 16949, JS Precision ha prodotto e spedito oltre 300.000 componenti di precisione in tutto il mondo, direttamente a clienti che includono oltre 1.000 clienti (tra cui fornitori automobilistici di primo livello e noti OEM).
La nostra conoscenza pratica e la nostra esperienza pratica sono così complete che possiamo soddisfare ogni vostra esigenza di stampaggio a iniezione automobilistica in modo accurato.
Grazie alla partnership con JS Precision, potrai trarre vantaggio dalla nostra etica di conformità allo standard di qualità fondamentale dell'industria automobilistica internazionale IATF 16949:2016.
Ciò si tradurrà in una tracciabilità completa, a partire dalla progettazione dello stampo fino alla consegna della produzione di massa, eliminando completamente le lacune del controllo qualità.
JS Precision è davvero brava nella produzione di componenti strutturali automobilistici. Possiamo offrirti una soluzione completa dall'analisi DFM alla produzione di massa.
Se desideri ridurre il tasso di restringimento delle traverse per gli involucri delle batterie, ad esempio, come un'azienda di veicoli che producono energia, JS Precision può aiutarti dal 5,2% allo 0,27% risolvendo completamente il problema del restringimento migliorando notevolmente le tue possibilità di successo dell'audit PPAP ed evitando ritardi nel progetto.
Utilizzare JS Precision significa risparmiare direttamente denaro.
Riceverai immediatamente uno sconto sul prezzo del 30% utilizzando la fabbrica di JS Precision e le risorse di oltre 600 fornitori certificati, lo sconto viene fornito con una garanzia del tasso di consegna puntuale del 99,2% che impedisce interruzioni del programma di produzione dovute a ritardi nella fornitura.
Inoltre, i nostri ingegneri sono sempre pronti ad aiutarti immediatamente con qualsiasi problema di stampaggio a iniezione che potresti riscontrare.
Se stai cercando l'ottimizzazione del processo di parti strutturali complesse o il controllo dei costi, siamo in grado di fornirti soluzioni che forniscono una significativa riduzione dei costi di tentativi ed errori aumentando allo stesso tempo l'efficienza della produzione.
Se sei preoccupato per la stabilità dei lotti e il controllo dei costi nello stampaggio a iniezione automobilistico, contatta gli ingegneri di JS Precision per ottenere casi di studio gratuiti sulla produzione di massa e dati Cpk per parti strutturali simili, aiutandoti a valutare rapidamente l'idoneità del fornitore.
Perché i fornitori di stampaggio a iniezione automobilistico conformi alla norma IATF 16949 possono risolvere radicalmente il problema della stabilità dei lotti dei componenti strutturali?
La stabilità dei lotti di stampaggio a iniezione gioca un ruolo importante nel determinare la sicurezza e il tasso di successo dell'assemblaggio delle parti strutturali automobilistiche, mentre la certificazione IATF 16949 ne è la principale garanzia.
Oltre a ciò, il processo di stampaggio a iniezione automobilistico richiede standard di controllo molto più elevati rispetto a quelli che rendono quasi impossibile per gli impianti di stampaggio a iniezione medi soddisfare gli standard OEM. Tuttavia, i fornitori conformi possono impedire che le fluttuazioni della qualità si verifichino a livello di sistema.
Requisito obbligatorio di capacità del processo di Cpk 1.33
Secondo IATF 16949 è necessaria una dimensione critica con Cpk 1,33 (con un rendimento superiore al 99,99%).
La tolleranza dimensionale critica quando si tratta di parti strutturali automobilistiche è nella maggior parte dei casi 0,05 mm. Poiché i normali impianti di stampaggio a iniezione non dispongono di sistemi SPC, subiscono variazioni di ritiro di 0,15 mm che possono facilmente causare errori di assemblaggio.
In poche parole, è come se ogni singola parte che realizzi dovesse adattarsi perfettamente al luogo di assemblaggio automobilistico.
Quindi, un sistema SPC è molto simile a un "gestore dimensionale" super preciso, ma poiché i normali impianti di stampaggio a iniezione non dispongono di questo gestore, è molto probabile che le loro parti differiscano in dimensioni, rendendole non adatte all'assemblaggio o all'uso.
Controllo ad anello chiuso dei parametri basato su PFMEA
IATF 16949 richiede fortemente l'uso di PFMEA e l'integrazione di tutti i parametri del processo di stampaggio a iniezione nel monitoraggio SPC in tempo reale. La valutazione del rischio è un obiettivo chiave dell'audit rivisto del 2025. Quei fornitori senza certificazione e con registri di manutenzione dello stampo incompleti sono quelli che non verranno superati dagli audit dell'OEM.
Soglie di qualificazione per la fornitura diretta a fornitori e OEM di livello 1
Gli audit PPAP OAEM richiedono una dimensione critica Cpk 1.33 insieme a FMEA completa, piano di controllo e rapporto MSA. I fornitori privi di certificazione IATF 16949 non saranno in grado di superare gli audit di livello 1 ed è un rischio che li porterà a sottoporsi a audit secondarie comporterà ritardi per i loro clienti.
Per confermare rapidamente la conformità alla norma IATF 16949 di un'azienda di stampaggio a iniezione del settore automobilistico, contatta JS Precision per una "lista di controllo di verifica dei fornitori IATF 16949" gratuita per identificare in modo efficiente i rischi di qualificazione e mitigare i rischi di progetto.
Figura 1: una raccolta di parti automobilistiche stampate a iniezione, inclusi pannelli di portiere e componenti del cruscotto, annotate con numerose dimensioni numeriche, che indicano la precisione e la scala di produzione per applicazioni strutturali.
Come eliminare i fori da ritiro nei componenti strutturali a pareti spesse utilizzando il mantenimento della pressione multistadio nella produzione di parti automobilistiche mediante stampaggio a iniezione?
Le cavità da ritiro nei parti automobilistiche per stampaggio a iniezione a pareti spesse (spessore delle pareti > 6 mm) rappresentano una sfida a livello di settore. Non solo compromettono la qualità del componente ma, in alcuni casi,possono comportare considerazioni sulla sicurezza.
Tuttavia, un processo scientifico di mantenimento della pressione in tre fasi ben compreso può essere utilizzato per superare completamente questo problema.
Cause e conseguenze delle cavità da ritiro nei componenti strutturali a pareti spesse
Durante il raffreddamento dei componenti strutturali a pareti spesse, si forma per primo il guscio esterno solidificato, mentre l'interno rimane allo stato fuso.
A meno che non vi sia un meccanismo di compensazione per il restringimento del nucleo, appariranno delle cavità da ritiro. I tassi di ritiro, se non controllati, possono raggiungere il 3%–5%, e questo a sua volta porta ad una diminuzione della vita a fatica del componente strutturale.
Progettazione dei parametri della curva di mantenimento della pressione a tre stadi (diminuzione aumento stabilizzazione)
Diminuzione della pressione: dopo aver riempito il prodotto, abbassare la pressione al 40%–50% della pressione di riempimento per evitare bave.
Aumento della pressione: prima che il cancello si congeli, aumentare la pressione all'80%–90%,mantenere questo livello per 35 secondi per compensare il restringimento.
Stabilizzazione della pressione: mantieni la pressione al 50%–60% finché il cancello non è congelato.
Trigger e meccanismo di commutazione del sensore di pressione della cavità
Il sensore di pressione della cavità (campi 0–2000 bar, temperatura media 0–400) è posizionato in una posizione importante nello stampo. Cambierà automaticamente quando la pressione raggiunge il punto di flesso della curva PVT del materiale, eliminando così qualsiasi errore umano.
Verifica della riduzione della cavità di affondamento al di sotto dello 0,3%
La combinazione del mantenimento della pressione a tre stadi con un sensore di pressione della cavità dello stampo può ridurre il fenomeno dell'affondamento della cavità a meno dello 0,3% senza allungare il ciclo di stampaggio. Gli unici fornitori in grado di sviluppare processi sono quelli che possono fornire parametri specifici.
Fondamentalmente, questo è esattamente il modo in cui si procede al "patchworking" delle "cavità interne" di un componente automobilistico stampato a iniezione con pareti spesse. Ridurre la pressione per evitare il traboccamento, aumentare la pressione per compensare il restringimento e stabilizzare la pressione per modellare.
Queste tre fasi portano ad una struttura interna armoniosa e priva di difetti proprio come una precisa "riparazione interna" del prodotto, sia il programma di produzione che la qualità sono garantiti.
Figura 2: un diagramma tecnico che illustra il meccanismo della pressione di iniezione all'interno di una macchina per lo stampaggio a iniezione, mostrando la tramoggia, la vite e la direzione del flusso di materiale, fondamentali per il controllo del processo nella produzione di componenti automobilistici.
Come determinare rapidamente la capacità di produzione di massa delle aziende di stampaggio a iniezione automobilistico per componenti strutturali?
Indicatore 1: previsione dell'orientamento delle fibre e compensazione del ritiro nell'analisi del flusso dello stampo
Gli articoli fabbricati con un polimero rinforzato con fibra di vetro superiore al 30% tendono a mostrare un ritiro anisotropo. Quando solo i report di analisi del flusso dello stampo mostrano valori di compensazione del ritiro nelle direzioni X/Y/Z, è chiaro che il fornitore ha la capacità di controllo dimensionale.
Indicatore 2: esperienza nel canale caldo con valvola sequenziale (SVG)
Le linee di saldatura nei componenti per carichi pesanti si trovano spesso in aree sotto stress e la resistenza della linea di saldatura è solo il 60%–80% della resistenza del materiale di base. Con i canali caldi a valvole sequenziali, queste linee di saldatura possono essere riposizionate in aree non soggette a sollecitazioni. I fornitori senza esperienza SVG non saranno in grado di soddisfare i requisiti di resistenza.
Indicatore 3: capacità di ispezione radiografica o TC online
La TC industriale fornisce una precisione di 1 μm e la radiografia online rileva una porosità > 0,2 mm. Entrambi sono di fondamentale importanza per i componenti strutturali di sicurezza. I fornitori devono fornire rapporti CPK insieme alle statistiche sui difetti per consentire la verifica diretta.
Tipo fornitore
Compensazione dell'orientamento della fibra
Esperienza SVG
Funzionalità di ispezione online
Rapporto CPK
Compatibilità con la produzione di massa
Fornitori di alta qualità (ad es. JS Precision)
Fornisci valori di compensazione dei tre assi X/Y/Z.
Oltre 10 casi di studio SVG di componenti strutturali automobilistici.
Dotato di TC/raggi X online, precisione di rilevamento 0,2 mm.
Fornisce report completi per gli ultimi 6 mesi.
Si connette direttamente con gli OEM, produzione di massa stabile.
Fornitori ordinari
Fornisci solo analisi di riempimento di base.
Avere semplici applicazioni SVG, nessun case study automobilistico.
Ispezione offline, precisione di rilevamento 0,5 mm.
Fornisce solo report batch singoli.
Adatto per produzione di prova in piccoli lotti, soggetto a problemi in lotti di grandi dimensioni.
Fornitori non qualificati
Nessuna analisi dell'orientamento delle fibre.
Nessuna esperienza SVG.
Solo ispezione visiva, nessuna attrezzatura per controlli non distruttivi.
Impossibile fornire report CPK.
Manca la capacità di produzione di massa per i componenti strutturali.
Per valutare rapidamente le capacità di produzione di massa delle aziende di stampaggio a iniezione del settore automobilistico, contatta JS Precision. Faremo in modo che un ingegnere conduca una revisione individuale della qualificazione del fornitore e fornisca un rapporto di valutazione gratuito.
Figura 3: vista ravvicinata all'interno di una macchina per lo stampaggio a iniezione industriale, che mostra un componente automobilistico nero di grandi dimensioni, parzialmente formato, mentre viene espulso o separato dallo stampo di metallo.
Come evitare la rottura delle fibre nella produzione di componenti strutturali lunghi in fibra di vetro nell'iniezione automobilistica?
Le parti strutturali lunghe in plastica rinforzata con fibra di vetro (LFT) sono una caratteristica importante dei telai automobilistici e di altri componenti simili. La frattura delle fibre porta ad una diminuzione della resistenza. Tuttavia, è possibile aggirare facilmente questo problema se si esegue correttamente il processo di iniezione automobilistica.
Meccanismo di rottura delle fibre e conseguenze nello stampaggio a iniezione LFT
La lunghezza iniziale della fibra di vetro nei granuli LFT è di 10-12 mm. L'uso di una vite tradizionale (rapporto di compressione 2,5:1-3,5:1) finirà per romperla a 0,5-1,0 mm, al di sotto di 1 mm si perde la proprietà di rinforzo.
Vite a basso rapporto di compressione e design della testa di miscelazione a dispersione
Se si desidera eliminare la frattura della fibra, una vite a basso rapporto di compressione (<2,0:1) sarà più che sufficiente, combinata con bassa contropressione, alta velocità e una testa di miscelazione di dispersione ridurrà il taglio e disperderà uniformemente la fibra di vetro.
Impostazioni della bassa contropressione e del gradiente di temperatura della canna
La contropressione di 5 bar e la temperatura della canna di 5-10 ℃ più alta nella sezione posteriore rispetto alla sezione anteriore sono le misure che possono aiutare a ridurre la rottura della fibra di vetro.
Verifica della lunghezza di ritenzione delle fibre mediante metodo di combustione delle ceneri
Come mostrato nella tabella seguente, i parametri di processo e gli effetti di ritenzione delle fibre dei componenti strutturali LFT con diversi contenuti di fibra di vetro variano, che può essere un riferimento per la produzione di massa.
Contenuto di fibra di vetro (%)
Rapporto di compressione della vite
Contropressione (bar)
Temperatura della sezione di coda della canna (°C)
Percentuale di fibre che mantengono la lunghezza ≥6 mm (%)
Resistenza alla trazione del prodotto finito (MPa)
30
1.8:1
3.5
235
78
128
35
1.7:1
4.0
240
75
136
40
1.6:1
4.5
245
72
143
45
1.5:1
5.0
250
70
151
50
1.4:1
5.0
255
68
158
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
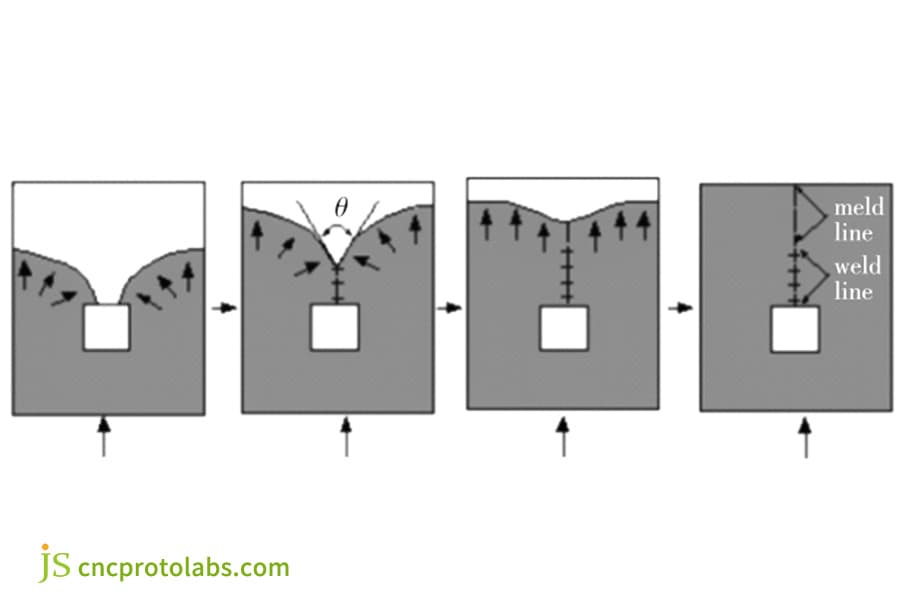
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
Mold Type
Initial Cost (USD)
Injection Cycle (seconds)
Annual Capacity (10,000 pieces)
Scrap Rate (%)
Total Cost Over 3 Years (USD)
Traditional Drilling Cooling Mold
50,000
70
40
5
120,000 (2 sets of molds + scrap cost)
3D Printed Conformal Cooling Mold
60,000 (20% higher)
52
55
1.5
78,000 (1 set of mold + low scrap cost)
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
Domande frequenti
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Riepilogo
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.
Esonero di responsabilità
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com