تعد عملية قولبة حقن السيارات عملية بالغة الأهمية في الإنتاج الضخم لمكونات أجزاء السيارة. ولضمان نجاح هذه العملية، تحتاج الشركات إلى معالجة مشكلات استقرار الدفعة إلى الدفعة من أجل تحقيق الإنتاج المستمر.
لا تتطلب المكونات الهيكلية، مثل أقواس الهيكل وإطارات البطاريات، تحملًا دقيقًا للغاية للأبعاد فحسب، بل تتطلب أيضًا أداء ميكانيكيًا متسقًا.
علاوة على ذلك، فإن مصانع القولبة بالحقن العادية سوف تواجه حالات فشل في التجميع وحتى مخاطر على السلامة والتي تنتج عن تقلبات معدلات الانكماش.
أيضًا، لن يتمكن الموردون غير المعتمدين بواسطة IATF 16949 من توفير موردي المستوى 1 أو مصنعي المعدات الأصلية مباشرةً. علاوة على ذلك، ستخضع هذه المشاريع لعمليات تدقيق ثانوية ويجب تصحيحها.
سننظر في هذه المقالة كيف يمكنك تحديد ما إذا كان المورد لديه حقًا القدرة على إنتاج المكونات الهيكلية المركبة بالحقن في الإنتاج الضخم. سوف تعتمد المناقشة فقط على التكنولوجيا الأساسية للقولبة بالحقن لضمان الابتعاد عن المخاطر الشائعة عند اختيار الموردين.
نظرة عامة على الإجابات الأساسية
النصائح الرئيسية:
- يجب أن يستوفي موردو الأجزاء الهيكلية الحد الأدنى من متطلبات الحصول على اعتماد IATF 16949. وبدون هذه الشهادة، لا يُسمح للموردين بتقديم المنتجات مباشرة إلى موردي المستوى 1 أو مصنعي المعدات الأصلية.
- لتصحيح عيوب المكونات الهيكلية، يلزم وجود حل شامل يستلزم مراقبة الحلقة المغلقة لمعلمات العملية (ضغط التثبيت ثلاثي المراحل، ودرجة حرارة القالب المتغيرة، ومسمار القص المنخفض) بالإضافة إلى الاختبار غير المدمر عبر الإنترنت (الموجات فوق الصوتية/التصوير المقطعي).
- التكلفة الأولية لقوالب التبريد المتوافقة هي أعلى بنسبة 15%-20%، ولكن إذا أخذنا في الاعتبار دورة الحياة بأكملها، فإن إجمالي الإنفاق يكون أقل. وبعبارة أخرى، يؤدي المزيد من الإنفاق الآن إلى توفير أكبر في المستقبل.
لماذا تختار دقة JS لقوالب حقن السيارات؟ الخبرة في تصنيع المكونات الهيكلية
النقطة الأساسية عند اختيار مورد قوالب حقن السيارات هي النظر في كيفية تحويل التفوق الفني إلى إنتاج ضخم وخفض التكاليف. وهذا هو ما تقوم به JS Precision بشكل مستمر من أجلك، مع 20 عامًا من الخبرة في المجال.
نظرًا لكونه مصنعًا معتمدًا بمعايير ISO 9001:2015 وIATF 16949، فقد قامت JS Precision بتصنيع وشحن أكثر من 300000+ من المكونات الدقيقة على مستوى العالم، مباشرة إلى العملاء الذين يشملون أكثر من 1000 (من بينهم موردو السيارات من المستوى 1 ومصنعو المعدات الأصلية المعروفون). العملاء.
تتمتع معرفتنا وخبرتنا العملية بالشمولية بحيث يمكننا تلبية كل احتياجاتك من قوالب حقن السيارات بدقة.
من خلال الشراكة مع JS Precision، ستتمكن من الاستفادة من أخلاقياتنا المتمثلة في الامتثال لمعايير الجودة الأساسية الدولية لصناعة السيارات IATF 16949:2016.
سيؤدي ذلك إلى إمكانية التتبع الكامل، بدءًا من تصميم القالب وصولاً إلى تسليم الإنتاج الضخم، وبالتالي، القضاء تمامًا على ثغرات مراقبة الجودة.
تعتبر JS Precision جيدة حقًا في إنتاج المكونات الهيكلية للسيارات. يمكننا أن نقدم لك حلاً متكاملاً بدءًا من تحليل سوق دبي المالي وحتى الإنتاج الضخم.
إذا كنت ترغب في تقليل معدل انكماش العوارض المتقاطعة لأغلفة البطاريات، على سبيل المثال، مثل شركة مركبات الطاقة الجديدة، فيمكن أن تساعدك JS Precision من 5.2% إلى 0.27% حل مشكلة الانكماش تمامًا مما يؤدي إلى تحسين فرصتك في نجاح تدقيق PPAP بشكل كبير وتجنب تأخير المشروع.
يعني استخدام JS Precision أنك ستوفر المال مباشرة.
سوف تحصل على خصم على السعر بنسبة 30% على الفور من خلال الاستفادة من مصنع JS Precision وموارد أكثر من 600 من الموردين المعتمدين، ويأتي الخصم مع ضمان بنسبة 99.2% في معدل التسليم في الوقت المحدد والذي يمنع انقطاع جدول الإنتاج بسبب تأخير العرض.
بالإضافة إلى ذلك، فإن مهندسينا على استعداد دائمًا لمساعدتك على الفور في حل أي مشكلات قد تواجهها في قوالب الحقن.
إذا كنت تريد تحسين عملية الأجزاء الهيكلية المعقدة أو التحكم في التكاليف، فنحن قادرون على إعطائك حلولًا توفر تقليلًا كبيرًا في تكاليف التجربة والخطأ مع زيادة كفاءة الإنتاج.
<اقتباس>إذا كنت قلقًا بشأن استقرار الدفعة والتحكم في التكلفة في قوالب حقن السيارات، فاتصل بمهندسي JS Precision للحصول على دراسات حالة مجانية للإنتاج الضخم وبيانات Cpk للأجزاء الهيكلية المماثلة، مما يساعدك على تقييم مدى ملاءمة الموردين بسرعة.
لماذا يستطيع موردو قوالب حقن السيارات الملتزمون بمعيار IATF 16949 حل مشكلة استقرار دفعة المكونات الهيكلية بشكل أساسي؟
يلعب استقرار مجموعة قوالب الحقن دورًا كبيرًا في تحديد معدل السلامة ومعدل نجاح تجميع الأجزاء الهيكلية للسيارات، في حين أن شهادة IATF 16949 هي الضمان الرئيسي لذلك.
إلى جانب ذلك، تتطلب عملية قولبة حقن السيارات معايير تحكم أعلى بكثير مما يجعل من المستحيل تقريبًا على مصانع قولبة الحقن المتوسطة تلبية معايير OEM. ومع ذلك، يمكن للموردين الملتزمين منع حدوث تقلبات الجودة على مستوى النظام.
متطلبات القدرة العملية الإلزامية لـ Cpk 1.33
وفقًا لـ IATF 16949، يعد البعد الحرج مع Cpk 1.33 ضروريًا (مع عائد يزيد عن 99.99%).
يبلغ التسامح مع البعد الحرج عندما يتعلق الأمر بالأجزاء الهيكلية للسيارات في معظم الحالات 0.05 ملم. نظرًا لأن مصانع القولبة بالحقن العادية لا تحتوي على أنظمة SPC، فإنها تحصل على اختلافات انكماش تبلغ 0.15 مم والتي يمكن أن تتسبب بسهولة في فشل التجميع.
باختصار، يبدو الأمر كما لو أن كل جزء تصنعه يجب أن يتناسب تمامًا مع مكان تجميع السيارة.
لذا، فإن نظام SPC يشبه إلى حد كبير "مدير الأبعاد" فائق الدقة، ولكن بما أن مصانع قولبة الحقن العادية لا تحتوي على هذا المدير، فمن المحتمل جدًا أن تختلف أجزائها في الحجم، مما يجعلها غير مناسبة للتجميع أو الاستخدام.
التحكم في الحلقة المغلقة بواسطة معلمات PFMEA
يتطلب IATF 16949 بشدة استخدام PFMEA ودمج جميع معلمات عملية القولبة بالحقن في مراقبة SPC في الوقت الفعلي. يعد تقييم المخاطر محورًا رئيسيًا لمراجعة الحسابات المنقحة لعام 2025. هؤلاء الموردون الذين ليس لديهم شهادة والذين لديهم سجلات غير كاملة لصيانة القالب هم الذين سيتم إخفاقهم في عمليات تدقيق الشركة المصنعة للمعدات الأصلية.
حدود التأهيل للتوريد المباشر للموردين ومصنعي المعدات الأصلية من المستوى 1
تتطلب عمليات تدقيق OAEM PPAP بُعدًا بالغ الأهمية Cpk 1.33 إلى جانب FMEA الكامل وخطة التحكم وتقرير MSA. لن يتمكن الموردون الذين يفتقرون إلى شهادة IATF 16949 من اجتياز عمليات تدقيق المستوى 1، وهذا خطر سيقودهم إلى إجراء عمليات تدقيق ثانوية ويؤدي إلى تأخير عملائهم.
<اقتباس>للتأكد سريعًا من امتثال شركات قوالب حقن السيارات لـ IATF 16949، اتصل بـ JS Precision للحصول على "قائمة تدقيق الموردين IATF 16949" المجانية لتحديد مخاطر التأهيل بكفاءة وتخفيف مخاطر المشروع.

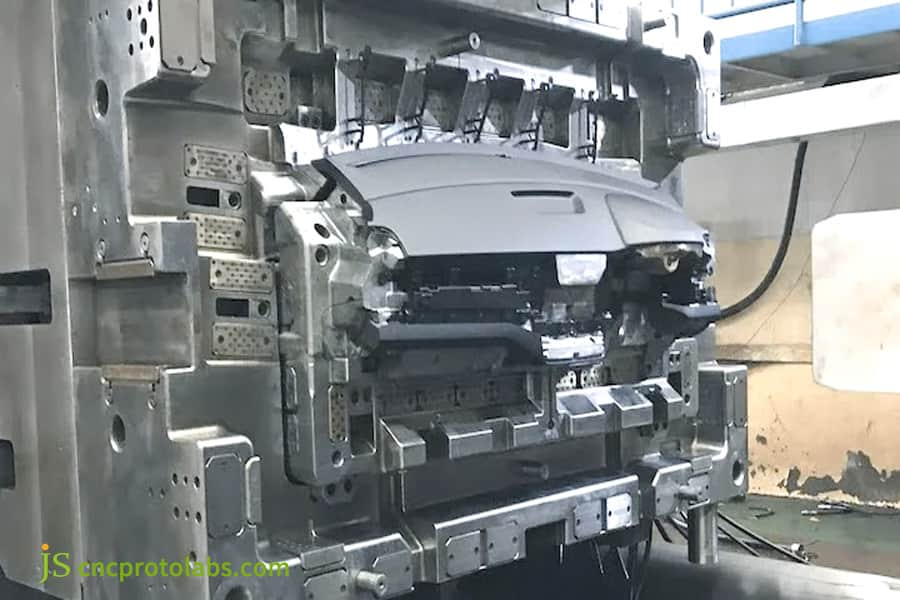
الشكل 1: مجموعة من الأجزاء المصبوبة بالحقن للسيارات، بما في ذلك ألواح الأبواب ومكونات لوحة القيادة، مشروحة بأبعاد رقمية عديدة، مما يشير إلى دقة وحجم الإنتاج للتطبيقات الهيكلية.
كيفية التخلص من ثقوب الانكماش في المكونات الهيكلية ذات الجدران السميكة باستخدام الضغط متعدد المراحل في إنتاج قطع غيار السيارات ذات القوالب بالحقن؟
تمثل تجاويف الانكماش في قطع غيار السيارات المصبوبة بالحقن (سمك الجدار> 6 مم) تحديًا على مستوى الصناعة. فهي لا تؤثر فقط على جودة الجزء، ولكن في بعض الحالات، قد تنطوي على اعتبارات تتعلق بالسلامة.
ومع ذلك، يمكن استخدام عملية علمية لحفظ الضغط مكونة من ثلاث مراحل ومفهومة جيدًا للتغلب على هذه المشكلة تمامًا.
أسباب وعواقب انكماش التجاويف في المكونات الهيكلية ذات الجدران السميكة
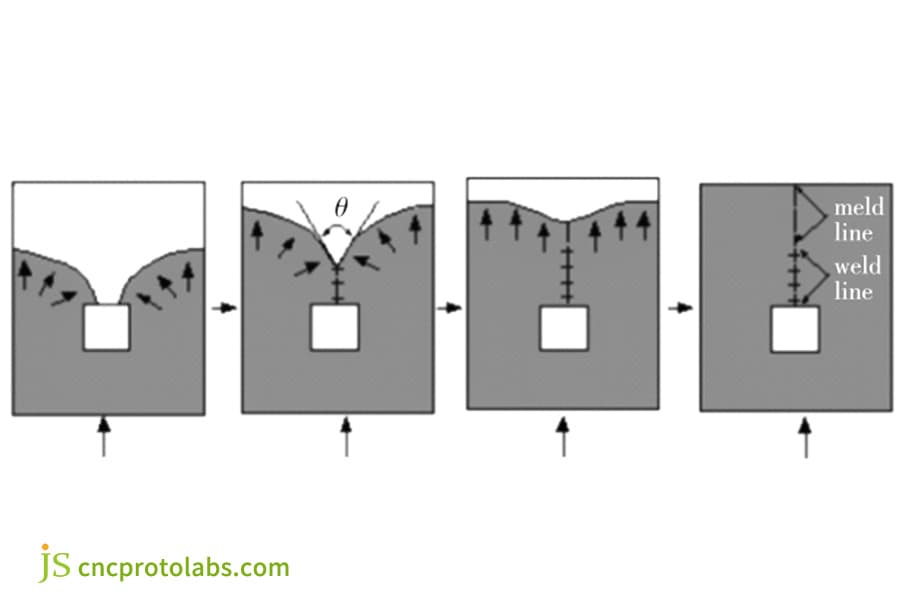
أثناء تبريد المكونات الهيكلية ذات الجدران السميكة، تتشكل القشرة الصلبة الخارجية أولاً، ويبقى الجزء الداخلي في الحالة المنصهرة.
ما لم تكن هناك آلية تعويض لانكماش اللب، ستظهر تجاويف الانكماش. إن معدلات الانكماش، إذا لم يتم التحكم فيها، قد تصل إلى 3%-5%، وهذا بدوره يؤدي إلى انخفاض في عمر الكلال للمكون الهيكلي.
تصميم معلمات منحنى تثبيت الضغط ثلاثي المراحل (تقليل زيادة التثبيت)
- انخفاض الضغط: بعد ملء المنتج، قم بخفض الضغط إلى 40%-50% من ضغط التعبئة لتجنب الوميض.
- زيادة الضغط: قبل أن تتجمد البوابة، ارفع الضغط إلى 80%-90%، استمر في هذا المستوى لمدة 35 ثانية لتعويض الانكماش.
- تثبيت الضغط: حافظ على الضغط عند نسبة 50%-60% حتى تتجمد البوابة.
آلية تشغيل وتبديل مستشعر ضغط التجويف
يتم وضع مستشعر ضغط التجويف (يتراوح من 0 إلى 2000 بار، ودرجة الحرارة المتوسطة من 0 إلى 400) في موضع مهم في القالب. وسوف يتغير تلقائيًا عندما يصل الضغط إلى نقطة انعطاف منحنى PVT للمادة، وبالتالي يتم التخلص من أي أخطاء بشرية.
التحقق من تقليل التجويف الغارق إلى أقل من 0.3%
يمكن أن يؤدي الجمع بين الضغط ثلاثي المراحل مع مستشعر ضغط تجويف القالب إلى تقليل حدوث تجويف الغرق إلى أقل من 0.3% دون إطالة دورة التشكيل. الموردون الوحيدون القادرون على تطوير العمليات هم أولئك الذين يمكنهم توفير معلمات محددة.
في الأساس، هذا هو بالضبط كيفية قيام المرء بـ "ترقيع" "التجويفات الداخلية" لجزء السيارة السميك ذو الجدران المحقونة. تقليل الضغط لتجنب التدفق الزائد، وزيادة الضغط لتعويض الانكماش، وتثبيت الضغط من أجل التشكيل.
تؤدي هذه المراحل الثلاث إلى بنية داخلية متناغمة وخالية من العيوب تمامًا مثل "الإصلاح الداخلي" الدقيق للمنتج، مع ضمان جدول الإنتاج والجودة.
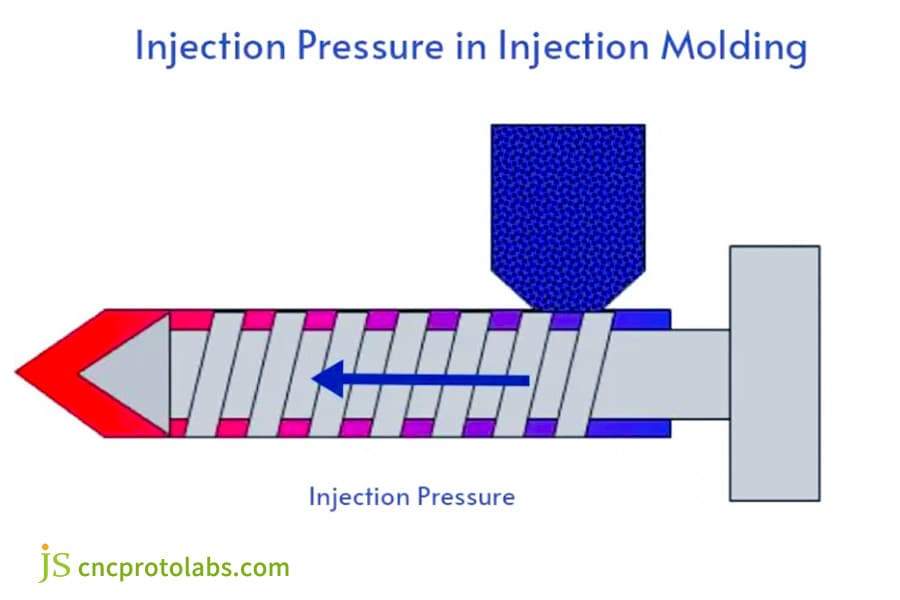
الشكل 2: رسم تخطيطي فني يوضح آلية ضغط الحقن داخل آلة قولبة الحقن، ويوضح القادوس والمسمار واتجاه تدفق المواد، وهو أمر بالغ الأهمية للتحكم في العمليات في تصنيع أجزاء السيارات.
كيفية تحديد قدرة الإنتاج الضخم لشركات قولبة حقن السيارات للمكونات الهيكلية بسرعة؟
تختلف شركات قولبة حقن السيارات بشكل كبير من حيث الجودة. لإجراء فحص سريع للموردين استنادًا إلى ثلاثة مؤشرات رئيسية، يجب عليك إعطاء الأولوية للمؤشرات التالية.
المؤشر 1: التنبؤ باتجاه الألياف وتعويض الانكماش في تحليل تدفق القالب
تميل العناصر المصنعة من البوليمر المقوى بالألياف الزجاجية بنسبة 30%+ إلى إظهار انكماش متباين الخواص. عندما تظهر تقارير تحليل تدفق القالب فقط قيم تعويض الانكماش في اتجاهات X/Y/Z، فمن الواضح أن المورد لديه القدرة على التحكم في الأبعاد.
المؤشر 2: تجربة تشغيل الصمامات التسلسلية الساخنة (SVG)
غالبًا ما تكون خطوط اللحام في المكونات الثقيلة في مناطق تحت الضغط وتكون قوة خط اللحام 60%-80% فقط من قوة المادة الأساسية. مع المجاري الساخنة للصمامات المتسلسلة، يمكن نقل خطوط اللحام هذه إلى مناطق غير مضغوطة. لن يتمكن الموردون الذين ليس لديهم خبرة في SVG من تلبية متطلبات القوة.
المؤشر 3: إمكانية الفحص عبر الإنترنت بالأشعة السينية أو الأشعة المقطعية
يوفر التصوير المقطعي الصناعي دقة تبلغ 1 ميكرومتر، كما تكتشف الأشعة السينية عبر الإنترنت مسامية أكبر من 0.2 مم. كلاهما لهما أهمية قصوى بالنسبة للمكونات الهيكلية للسلامة. يجب على الموردين تقديم تقارير CPK بالإضافة إلى إحصائيات العيوب لتمكين التحقق المباشر.