

Automobilspritzguss ist ein sehr wichtiger Prozess bei der Massenproduktion von Automobilbauteilen. Um den Erfolg dieses Prozesses sicherzustellen, müssen Unternehmen ihre Stabilitätsprobleme von Charge zu Charge angehen, um eine kontinuierliche Produktion zu erreichen.
Strukturkomponenten wie Fahrgestellhalterungen und Batterierahmen erfordern nicht nur äußerst genaue Maßtoleranzen, sondern auch eine konstante mechanische Leistung.
Darüber hinaus kommt es in gewöhnlichen Spritzgießanlagen zu Montagefehlern und sogar zu Sicherheitsrisiken, die durch Schwankungen der Schrumpfraten verursacht werden.
Außerdem können Lieferanten, die nicht nach IATF 16949 zertifiziert sind, Tier-1-Lieferanten oder OEMs nicht direkt beliefern. Darüber hinaus werden diese Projekte sekundären Audits unterzogen und müssen korrigiert werden.
In diesem Artikel schauen wir uns an, wie Sie herausfinden können, ob ein Lieferant wirklich über die Kapazitäten verfügt, Spritzguss-Automobilbauteile in Massenproduktion herzustellen. Die Diskussion basiert ausschließlich auf der Schlüsseltechnologie des Spritzgießens, um sicherzustellen, dass Sie bei der Lieferantenauswahl gängige Fallstricke vermeiden.
Kernantwortübersicht
|
Schlüsseldimensionen
|
Kernanforderungen/Standards
|
Technische Indikatoren
|
Kundenvorteile
|
Häufige Problempunkte
|
|---|---|---|---|---|
|
Qualitätssystem
|
Zertifizierung – IATF 16949
|
Cpk 1,33
|
Tier-1-Lieferanten und OEMs können sich direkt verbinden und so Sekundäraudits vermeiden.
|
Eine geringe oder keine Zertifizierung führt zu Projektverzögerungen und erhöhten Korrekturkosten.
|
|
Schrumpfungskontrolle
|
Druckhaltung in 3 Stufen + Formhohlraum-Drucksensor
|
Schrumpfungsrate < 0,3 %
|
Strukturkomponenten halten Ermüdungserscheinungen besser stand und verringern das Ausfallrisiko.
|
Schrumpfung führt zu Rissen, die die strukturelle Sicherheit beeinträchtigen.
|
|
Lange Glasfaserretention
|
Schraube mit niedrigem Kompressionsverhältnis (< 2,0:1) + geringer Gegendruck
|
Faserrückhaltelänge > 6 mm (70 % Prozentsatz)
|
Behält die Materialverstärkungswirkung bei und erhöht die strukturelle Festigkeit.
|
Faserbruch wirkt sich negativ auf die Zug- und Schlagzähigkeit aus.
|
|
Interne Fehlererkennung
|
Ultraschallresonanzverfahren / Röntgen-CT
|
Erkennt eine Porosität von > 0,2 mm
|
Verhindert den Markteintritt fehlerhafter Produkte und verringert die Wahrscheinlichkeit eines Rückrufs.
|
Mikrorisse sind für das bloße Auge unsichtbar und neigen unter dynamischen Belastungen zum Bruch.
|
|
Formkühlung
|
3D-gedruckte konforme Kühlkanäle
|
25 % kürzere Zykluszeit, Verzugsrate < 0,5 %
|
Reduzierte Stückkosten, verbesserte Produktionsstabilität.
|
Ungleichmäßige Kühlung führt zu Verzug und hohen Ausschussraten.
|
Wichtige Erkenntnisse:
- Zulieferer von Strukturteilen müssen die Mindestanforderungen einer Zertifizierung nach IATF 16949 erfüllen. Ohne diese Zertifizierung ist es Lieferanten nicht gestattet, Produkte direkt an Tier-1-Lieferanten oder OEMs zu liefern.
- Um strukturelle Bauteilfehler zu beheben, ist eine umfassende Lösung erforderlich, die eine geschlossene Regelkreisüberwachung der Prozessparameter (dreistufiger Nachdruck, variable Formtemperatur, Schnecke mit geringer Scherung) sowie zerstörungsfreie Online-Prüfung (Ultraschall/CT) umfasst.
- Die Anschaffungskosten für konforme Kühlformen sind 15–20 % höher, wenn man jedoch den gesamten Lebenszyklus berücksichtigt, sind die Gesamtausgaben geringer. Anders ausgedrückt: Etwas mehr Ausgaben führen jetzt zu größeren Einsparungen in der Zukunft.
Warum sollten Sie sich für JS Precision für den Automobilspritzguss entscheiden? Fachwissen in der Herstellung von Strukturbauteilen
Der wichtigste Punkt bei der Auswahl eines Automobilspritzgusslieferanten besteht darin, zu prüfen, wie er technische Überlegenheit in garantierte Massenproduktion und Kostensenkung umwandeln kann. Das ist im Wesentlichen das, was JS Precision mit 20 Jahren Branchenerfahrung kontinuierlich für Sie tut.
Als Fabrik, die nach den Normen ISO 9001:2015 und IATF 16949 akkreditiert ist, hat JS Precision weltweit über 300.000 Präzisionskomponenten hergestellt und direkt an über 1.000 Kunden geliefert (darunter Tier-1-Zulieferer der Automobilindustrie und bekannte OEMs). Kunden.
Unser praktisches Wissen und unsere praktische Erfahrung sind so umfassend, dass wir alle Ihre Spritzgussanforderungen im Automobilbereich präzise erfüllen können.
Durch eine Partnerschaft mit JS Precision können Sie von unserer Ethik der Einhaltung des internationalen Kernqualitätsstandards der Automobilindustrie IATF 16949:2016 profitieren.
Dies führt zu einer vollständigen Rückverfolgbarkeit, angefangen bei der Formkonstruktion bis hin zur Auslieferung in die Massenproduktion, wodurch Lücken in der Qualitätskontrolle vollständig beseitigt werden.
JS Precision ist wirklich gut in der Produktion von Strukturkomponenten für die Automobilindustrie. Wir können Ihnen eine Komplettlösung von der DFM-Analyse bis zur Massenproduktion anbieten.
Wenn Sie beispielsweise die Schrumpfungsrate von Querträgern für Batteriegehäuse reduzieren möchten, beispielsweise bei einem Unternehmen für neue Energiefahrzeuge, kann JS Precision Ihnen dabei helfen, die Schrumpfungsrate von 5,2 % auf 0,27 % zu senken. Das Schrumpfungsproblem vollständig lösen, wodurch sich Ihre Erfolgsaussichten bei der PPAP-Prüfung erheblich erhöhen und Projektverzögerungen vermieden werden.
Mit JS Precision sparen Sie direkt Geld.
Sie erhalten sofort einen Preisnachlass von 30 %, indem Sie die Fabrik von JS Precision und die Ressourcen von über 600 zertifizierten Lieferanten nutzen. Der Rabatt geht einher mit einer Garantie einer pünktlichen Lieferung von 99,2 %, die Unterbrechungen des Produktionsplans aufgrund von Lieferverzögerungen verhindert.
Darüber hinaus sind unsere Ingenieure immer bereit, Ihnen bei allen Spritzgussproblemen sofort zu helfen.
Wenn Sie eine Prozessoptimierung komplexer Strukturteile oder eine Kostenkontrolle anstreben, können wir Ihnen Lösungen anbieten, die eine erhebliche Reduzierung der Trial-and-Error-Kosten bei gleichzeitiger Steigerung der Produktionseffizienz ermöglichen.
Wenn Sie Bedenken hinsichtlich der Chargenstabilität und Kostenkontrolle beim Automobilspritzguss haben, wenden Sie sich an die Ingenieure von JS Precision, um kostenlose Fallstudien zur Massenproduktion und Cpk-Daten für ähnliche Strukturteile zu erhalten, die Ihnen dabei helfen, die Eignung des Lieferanten schnell zu beurteilen.
Warum können Automobil-Spritzgusszulieferer, die IATF 16949 einhalten, das Problem der Chargenstabilität von Strukturbauteilen grundsätzlich lösen?
Die Stabilität der Spritzgusschargen spielt eine große Rolle bei der Bestimmung der Sicherheit und der Erfolgsquote bei der Montage von Automobilstrukturteilen, wobei die IATF 16949-Zertifizierung die wichtigste Garantie dafür ist.
Darüber hinaus erfordert der Automobil-Spritzgussprozess weitaus höhere Kontrollstandards, die es für durchschnittliche Spritzgussbetriebe fast unmöglich machen, die OEM-Standards zu erfüllen. Allerdings können konforme Lieferanten verhindern, dass es auf Systemebene zu Qualitätsschwankungen kommt.
Obligatorische Prozessfähigkeitsanforderung von Cpk 1.33
Laut IATF 16949 ist eine kritische Dimension mit Cpk 1,33 erforderlich (bei einer Ausbeute von über 99,99 %).
Die kritische Maßtoleranz bei Automobilstrukturteilen beträgt in den meisten Fällen 0,05 mm. Da normale Spritzgießbetriebe nicht über SPC-Systeme verfügen, kommt es zu Schrumpfungsschwankungen von 0,15 mm, die leicht zu Montagefehlern führen können.
Kurz gesagt: Jedes einzelne Teil, das Sie herstellen, muss perfekt in den Montageort der Automobilindustrie passen.
Ein SPC-System ähnelt also stark einem hochpräzisen „Dimensionsmanager“, aber da gewöhnliche Spritzgießbetriebe nicht über diesen Manager verfügen, ist es sehr wahrscheinlich, dass sich ihre Teile in der Größe unterscheiden, sodass sie nicht für die Montage oder Verwendung geeignet sind.
PFMEA-gesteuerte Parameter-Regelung mit geschlossenem Regelkreis
IATF 16949 fordert dringend den Einsatz von PFMEA und die Integration aller Parameter des Spritzgussprozesses in die Echtzeit-SPC-Überwachung. Die Risikobewertung ist ein zentraler Schwerpunkt der überarbeiteten Prüfung 2025. Lieferanten ohne Zertifizierung und mit unvollständigen Werkzeugwartungsaufzeichnungen werden bei den OEM-Audits durchfallen.
Qualifikationsschwellen für die Direktlieferung an Tier-1-Lieferanten und OEMs
OAEM PPAP-Audits erfordern eine kritische Dimension Cpk 1.33 zusammen mit einer vollständigen FMEA, einem Kontrollplan und einem MSA-Bericht. Lieferanten ohne IATF 16949-Zertifizierung können Tier-1-Audits nicht bestehen und es besteht ein Risiko, das dazu führt, dass sie sekundäre Audits durchführen und zu Verzögerungen für ihre Kunden führt.
Um die IATF 16949-Konformität eines Automobilspritzgussunternehmens schnell zu bestätigen, kontaktieren Sie JS Precision für eine kostenlose „IATF 16949-Lieferantenaudit-Checkliste“, um Qualifikationsrisiken effizient zu identifizieren und Projektrisiken zu mindern.

Abbildung 1: Eine Sammlung von Spritzgussteilen für die Automobilindustrie, darunter Türverkleidungen und Armaturenbrettkomponenten, versehen mit zahlreichen numerischen Abmessungen, die die Präzision und den Produktionsumfang für Strukturanwendungen anzeigen.
Wie lassen sich Schwundlöcher in dickwandigen Strukturbauteilen durch mehrstufige Druckhaltung bei der Herstellung von Spritzguss-Automobilteilen beseitigen?
Schwundhohlräume in dickwandigen Spritzguss-Automobilteilen (Wandstärke > 6 mm) sind eine branchenweite Herausforderung. Sie beeinträchtigen nicht nur die Qualität des Teils, sondern können in manchen Fällen auch Sicherheitsaspekte mit sich bringen.
Ein wissenschaftlich gut verstandener dreistufiger Druckhalteprozess kann jedoch verwendet werden, um dieses Problem vollständig zu lösen.
Ursachen und Folgen von Lunkerbildung in dickwandigen Bauteilen
Beim Abkühlen von dickwandigen Bauteilen bildet sich zunächst die äußere erstarrte Schale, die Innenseite bleibt im geschmolzenen Zustand.
Solange es keinen Kompensationsmechanismus für die Schrumpfung des Kerns gibt, entstehen Lunker. Die Schrumpfungsraten können, wenn sie nicht kontrolliert werden, bis zu 3–5 % erreichen, was wiederum zu einer Verringerung der Ermüdungslebensdauer der Strukturkomponente führt.
Entwurf der dreistufigen Druckhaltekurvenparameter (Abnahme, Erhöhung, Stabilisierung)
- Reduzierter Druck: Nachdem das Produkt eingefüllt ist, senken Sie den Druck auf 40–50 % des Fülldrucks, um Gratbildung zu vermeiden.
- Erhöhter Druck: Bevor der Anschnitt einfriert, erhöhen Sie den Druck auf 80–90 % undhalten Sie diesen Wert 35 Sekunden lang, um die Schrumpfung auszugleichen.
- Druckstabilisierung: Halten Sie den Druck bei 50–60 %, bis der Anguss eingefroren ist.
Auslöse- und Schaltmechanismus des Werkzeuginnendrucksensors
Der Werkzeuginnendrucksensor (Bereiche 0–2000 bar, Mediumtemperatur 0–400)wird an einer wichtigen Stelle im Werkzeug platziert. Die Umschaltung erfolgt automatisch, wenn der Druck den Wendepunkt der PVT-Kurve des Materials erreicht, wodurch menschliche Fehler vermieden werden.
Überprüfung der Senkung des Hohlraums auf unter 0,3 %
Durch die Kombination einer dreistufigen Druckhaltung mit einem Formhohlraum-Drucksensor kann das Auftreten sinkender Hohlräume auf unter 0,3 % gesenkt werden, ohne den Formzyklus zu verlängern. Die einzigen Lieferanten, die zur Prozessentwicklung in der Lage sind, sind diejenigen, die spezifische Parameter bereitstellen können.
Im Grunde ist es genau so, wie man beim „Patchwork“ der „inneren Hohlräume“ eines dickwandigen Spritzguss-Automobilteils vorgeht. Reduzieren Sie den Druck, um ein Überlaufen zu vermeiden, erhöhen Sie den Druck, um Schrumpfung auszugleichen, und stabilisieren Sie den Druck für die Formgebung.
Diese drei Stufen führen zu einer harmonischen, fehlerfreien inneren Struktur, genau wie zu einer präzisen „inneren Reparatur“ des Produkts. Sowohl Produktionsplan als auch Qualität werden sichergestellt.

Abbildung 2: Ein technisches Diagramm, das den Einspritzdruckmechanismus in einer Spritzgießmaschine veranschaulicht und den Trichter, die Schnecke und die Richtung des Materialflusses zeigt, die für die Prozesssteuerung bei der Herstellung von Automobilteilen von entscheidender Bedeutung sind.
Wie lässt sich schnell die Massenproduktionsfähigkeit von Automobilspritzgussunternehmen für Strukturkomponenten ermitteln?
Automobilspritzgussunternehmen unterscheiden sich stark in der Qualität. Um ein schnelles Screening von Lieferanten anhand von drei Hauptindikatoren durchzuführen, sollten Sie die folgenden Indikatoren priorisieren.
Indikator 1: Vorhersage der Faserorientierung und Schrumpfungskompensation in der Formflussanalyse
Artikel, die aus einem über 30 % glasfaserverstärkten Polymer hergestellt sind, neigen dazu, anisotrope Schrumpfung zu zeigen. Wenn nur in Mold-Flow-Analyseberichten Schrumpfungskompensationswerte in den X-/Y-/Z-Richtungen angezeigt werden, ist es klar, dass der Lieferant über die Fähigkeit zur Maßkontrolle verfügt.
Indikator 2: Sequential Valve Hot Runner (SVG)-Erfahrung
Schweißnähte in hochbelastbaren Bauteilen befinden sich häufig in Bereichen, die unter Spannung stehen, und die Festigkeit der Schweißnaht beträgt nur 60–80 % der Festigkeit des Grundmaterials. Mit sequentiellen Ventil-Heißkanälen können diese Schweißnähte in spannungsfreie Bereiche verlegt werden. Lieferanten ohne SVG-Erfahrung können die Festigkeitsanforderungen nicht erfüllen.
Indikator 3: Online-Röntgen- oder CT-Inspektionsfähigkeit
Industrielle CT bietet eine Genauigkeit von 1 μm und Online-Röntgen erkennt Porositäten von >0,2 mm. Beides ist für sicherheitstechnische Bauteile von größter Bedeutung. Lieferanten müssen CPK-Berichte zusammen mit Fehlerstatistiken bereitstellen, um eine direkte Überprüfung zu ermöglichen.
|
Lieferantentyp
|
Faserausrichtungskompensation
|
SVG-Erlebnis
|
Online-Inspektionsfunktion
|
CPK-Bericht
|
Massenproduktionskompatibilität
|
|---|---|---|---|---|---|
|
Hochwertige Lieferanten (z. B. JS Precision)
|
Stellen Sie Kompensationswerte für die drei Achsen X/Y/Z bereit.
|
10+ SVG-Fallstudien zu Automobilstrukturkomponenten.
|
Ausgestattet mit Online-CT/Röntgen, Erkennungsgenauigkeit 0,2 mm.
|
Bietet vollständige Berichte für die letzten 6 Monate.
|
Direkte Verbindung zu OEMs, stabile Massenproduktion.
|
|
Gewöhnliche Lieferanten
|
Nur grundlegende Füllanalyse bereitstellen.
|
Verfügen Sie über einfache SVG-Anwendungen, keine Automobil-Fallstudien.
|
Offline-Inspektion, Erkennungsgenauigkeit 0,5 mm.
|
Stellt nur Einzelstapelberichte bereit.
|
Geeignet für Kleinserien-Versuchsproduktion, bei großen Chargen anfällig für Probleme.
|
|
Unqualifizierte Lieferanten
|
Keine Faserorientierungsanalyse.
|
Keine SVG-Erfahrung.
|
Nur Sichtprüfung, keine zerstörungsfreie Prüfausrüstung.
|
CPK-Berichte können nicht bereitgestellt werden.
|
Mangelnde Massenproduktionsfähigkeit für Strukturkomponenten.
|
Um schnell die Massenproduktionsfähigkeiten von Automobilspritzgussunternehmen zu beurteilen, wenden Sie sich an JS Precision. Wir beauftragen einen Techniker mit der Durchführung einer persönlichen Überprüfung der Lieferantenqualifikation und stellen Ihnen einen kostenlosen Bewertungsbericht zur Verfügung.
Abbildung 3: Eine Nahaufnahme im Inneren einer industriellen Spritzgussmaschine, die ein großes, teilweise geformtes schwarzes Automobilbauteil zeigt, während es aus der Metallform ausgeworfen oder getrennt wird.
Wie vermeidet man Faserbrüche bei der Herstellung langglasfaseriger Strukturbauteile in der Automobilspritztechnik?
Strukturteile aus langglasfaserverstärktem Kunststoff (LFT) sind ein Hauptmerkmal von Automobilchassis und anderen derartigen Komponenten. Ein Faserbruch führt zu einem Festigkeitsverlust. Dieses Problem kann jedoch leicht umgangen werden, wenn man den Automotive-Injektionsprozess korrekt ausführt.
Faserbruchmechanismus und die Folgen beim LFT-Spritzgießen
Die Ausgangslänge der Glasfasern in LFT-Granulat beträgt 10–12 mm. Die Verwendung einer herkömmlichen Schraube (Kompressionsverhältnis 2,5:1–3,5:1) führt letztendlich zu einem Bruch auf 0,5–1,0 mm, unter 1 mm geht die Verstärkungseigenschaft verloren.
Schrauben- und Dispergiermischkopfdesign mit niedrigem Kompressionsverhältnis
Wenn Sie Faserbrüche vermeiden möchten, dann ist eine Schnecke mit niedrigem Kompressionsverhältnis (<2,0:1) mehr als ausreichend, kombiniert mit geringem Gegendruck, hoher Geschwindigkeit und einem Dispergiermischkopf, der die Scherung reduziert und die Glasfaser gleichmäßig verteilt.
Einstellungen für niedrigen Gegendruck und Lauftemperaturgradienten
Ein Gegendruck von 5 bar und eine um 5–10 ℃ höhere Lauftemperatur im hinteren Bereich als im vorderen Bereich sind Maßnahmen, die zur Reduzierung von Glasfaserbrüchen beitragen können.
Überprüfung der Faserretentionslänge durch Ascheverbrennungsmethode
Wie in der folgenden Tabelle gezeigt, variieren die Prozessparameter und Faserretentionseffekte von LFT-Strukturbauteilen mit unterschiedlichen Glasfasergehalten, was als Referenz für die Massenproduktion dienen kann.
|
Glasfasergehalt (%)
|
Schraubenkompressionsverhältnis
|
Gegendruck (bar)
|
Temperatur des Laufheckabschnitts (°C)
|
Prozentsatz der Fasern mit einer Länge von ≥6 mm (%)
|
Zugfestigkeit des fertigen Produkts (MPa)
|
|---|---|---|---|---|---|
|
30
|
1,8:1
|
3.5
|
235
|
78
|
128
|
|
35
|
1,7:1
|
4.0
|
240
|
75
|
136
|
|
40
|
1,6:1
|
4.5
|
245
|
72
|
143
|
|
45
|
1,5:1
|
5.0
|
250
|
70
|
151
|
|
50
|
1.4:1
|
5.0
|
255
|
68
|
158
|
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
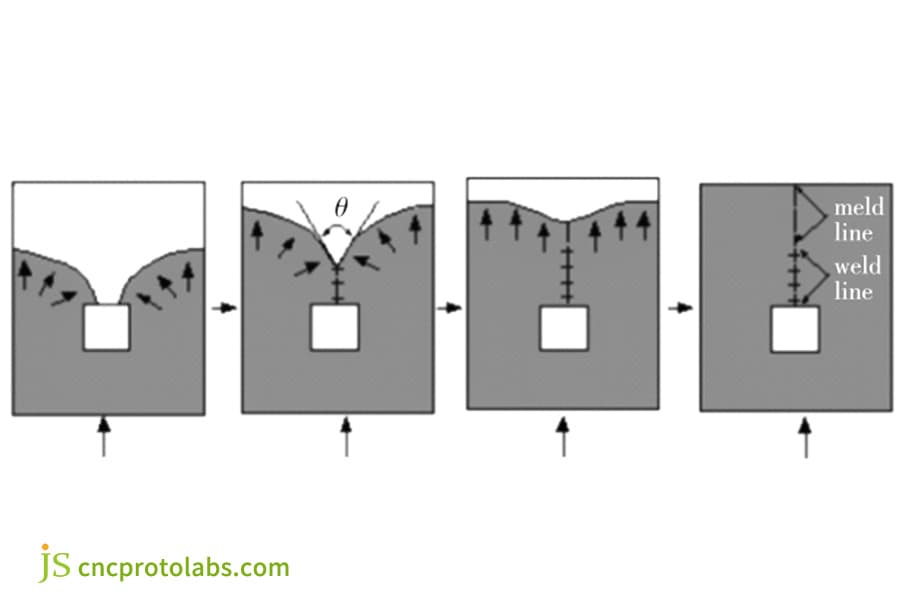
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
|
Mold Type
|
Initial Cost (USD)
|
Injection Cycle (seconds)
|
Annual Capacity (10,000 pieces)
|
Scrap Rate (%)
|
Total Cost Over 3 Years (USD)
|
|---|---|---|---|---|---|
|
Traditional Drilling Cooling Mold
|
50,000
|
70
|
40
|
5
|
120,000 (2 sets of molds + scrap cost)
|
|
3D Printed Conformal Cooling Mold
|
60,000 (20% higher)
|
52
|
55
|
1.5
|
78,000 (1 set of mold + low scrap cost)
|
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
- The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
- The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
- The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
FAQs
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Zusammenfassung
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

