Поставщик автомобильного литья под давлением: соответствие IATF 16949 для структурных компонентов
Написал
JS Точность
Опубликовано
Apr 10 2026
литье под давлением
Следуйте за нами
Литье под давлением в автомобилестроении — очень важный процесс в массовом производстве компонентов автомобильных деталей. Чтобы обеспечить успех этого процесса, компаниям необходимо решить проблемы стабильности от партии к партии, чтобы обеспечить непрерывное производство.
Конструктивные компоненты, такие как кронштейны шасси и аккумуляторные рамы, не только требуют чрезвычайно точного допуска по размерам, но также требуют стабильных механических характеристик.
Кроме того, на обычных установках для литья под давлением случаются сбои при сборке и даже угрозы безопасности, вызванные колебаниями степени усадки.
Кроме того, поставщики, не сертифицированные по стандарту IATF 16949, не смогут напрямую осуществлять поставки поставщикам уровня 1 или OEM-производителям. Кроме того, эти проекты будут подвергаться вторичной проверке и должны быть исправлены.
В этой статье мы рассмотрим, как можно определить, действительно ли у поставщика есть возможность производить автомобильные конструктивные компоненты литьем под давлением в массовом производстве. Обсуждение будет основано исключительно на ключевой технологии литья под давлением, чтобы вы избежали распространенных ошибок при выборе поставщиков.
Обзор основных ответов
<дел>
<голова>
<тр>
Основные параметры
Основные требования/стандарты
Технические индикаторы
Преимущества для клиентов
Общие проблемы
<тело>
<тр>
Система качества
Сертификация – IATF 16949
Cpk 1.33
Поставщики и OEM-производители уровня 1 могут подключаться напрямую, избегая вторичного аудита.
Небольшое количество сертификатов или их отсутствие приводит к задержке проекта и увеличению затрат на исправление.
<тр>
Контроль усадки
Удержание давления на 3 ступенях + датчик давления в полости пресс-формы
Коэффициент усадки < 0,3 %
Компоненты конструкции лучше выдерживают усталость, снижая риск отказа.
Усадка приводит к образованию трещин, которые снижают безопасность конструкции.
<тр>
Длинное удержание стекловолокна
Винт с низкой степенью сжатия (< 2,0:1) + низкое противодавление
Длина удержания волокна > 6 мм (70% процентов)
Сохраняет эффект армирования материала, повышает прочность конструкции.
Повреждение волокон отрицательно влияет на растяжение и ударную вязкость.
<тр>
Обнаружение внутренних дефектов
Метод ультразвукового резонанса/рентгеновская КТ
Обнаруживает пористость > 0,2 мм
Предотвращает попадание на рынок дефектной продукции, снижает вероятность отзыва.
Микротрещины невидимы невооруженным глазом и склонны к разрушению при динамических нагрузках.
<тр>
Охлаждение пресс-формы
Конформные каналы охлаждения, напечатанные на 3D-принтере
Время цикла короче на 25 %, коэффициент коробления < 0,5 %
Снижение себестоимости единицы продукции, повышение стабильности производства.
Неравномерное охлаждение приводит к деформированию и высокому проценту брака.
Основные выводы:
<ул>
Поставщики структурных деталей должны соответствовать минимальным требованиям сертификации по стандарту IATF 16949. Без этой сертификации поставщикам не разрешается поставлять продукцию напрямую поставщикам уровня 1 или OEM-производителям.
Для устранения дефектов структурных компонентов требуется комплексное решение, включающее мониторинг параметров процесса с обратной связью (трехступенчатое давление выдержки, переменная температура формы, шнек с низким сдвигом), а также онлайн-неразрушающий контроль (УЗИ/КТ).
Первоначальная стоимость конформных охлаждающих форм на 15–20 % выше, но если принять во внимание весь жизненный цикл, общие затраты ниже. Другими словами, немного больше расходов сейчас приведет к большей экономии в будущем.
Почему следует выбирать JS Precision для литья под давлением в автомобилестроении? Опыт производства структурных компонентов
Основной момент при выборе поставщика автомобильного литья под давлением — это посмотреть, как он может превратить техническое превосходство в гарантированное массовое производство и снижение затрат. По сути, именно это компания JS Precision с 20-летним опытом работы в отрасли постоянно делает для вас.
Являясь заводом, аккредитованным в соответствии со стандартами ISO 9001:2015 и IATF 16949, компания JS Precision произвела и поставила более 300 000 прецизионных компонентов по всему миру, напрямую клиентам, среди которых более 1000 (среди которых поставщики автомобильной промышленности уровня 1 и известные OEM-производители). клиенты.
Наши знания и практический опыт настолько обширны, что мы можем точно удовлетворить любые ваши потребности в автомобильном литье под давлением.
Благодаря партнерству с JS Precision вы сможете воспользоваться преимуществами нашей этики соответствия международному стандарту качества IATF 16949:2016.
Это приведет к полной отслеживаемости, начиная с проектирования пресс-формы и заканчивая поставкой массового производства, что полностью устранит лазейки в контроле качества.
JS Precision действительно хорош в производстве компонентов автомобильных конструкций. Мы можем предложить вам комплексное решение: от анализа DFM до массового производства.
Если вы хотите снизить степень усадки поперечин для корпусов аккумуляторов, например, как компания, занимающаяся разработкой новых энергетических транспортных средств, JS Precision может помочь вам с 5,2% до 0,27%, полностью решая проблему усадки, что значительно повышает ваши шансы на успех аудита PPAP и позволяет избежать задержек в проекте.
Использование JS Precision означает, что вы напрямую экономите деньги.
Вы сразу же получите скидку 30 %, воспользовавшись услугами фабрики JS Precision и ресурсами более 600 сертифицированных поставщиков. Скидка сопровождается гарантией своевременной доставки в размере 99,2 %, что предотвращает сбои в производственном графике из-за задержек поставок.
Кроме того, наши инженеры всегда готовы немедленно помочь вам с любыми проблемами, с которыми вы можете столкнуться при литье под давлением.
Если вы собираетесь оптимизировать процессы изготовления сложных конструктивных деталей или контролировать затраты, мы можем предложить вам решения, которые обеспечивают значительное сокращение затрат на метод проб и ошибок при одновременном повышении эффективности производства.
<блок-цитата>
Если вас беспокоит стабильность партии и контроль затрат при литье автомобилей под давлением, свяжитесь с инженерами JS Precision, чтобы получить бесплатные тематические исследования массового производства и данные Cpk для аналогичных конструктивных деталей, которые помогут вам быстро оценить пригодность поставщика.
Почему поставщики автомобильного литья под давлением, соответствующие стандарту IATF 16949, могут фундаментально решить проблему стабильности партии конструктивных компонентов?
Стабильность партии литья под давлением играет большую роль в определении безопасности и скорости сборки автомобильных конструкционных деталей, а сертификация IATF 16949 является основной гарантией этого.
Помимо этого, процесс автомобильного литья под давлением требует гораздо более высоких стандартов контроля, чем делает практически невозможным для обычных предприятий по литью под давлением соответствие стандартам OEM. Однако поставщики, соответствующие требованиям, могут предотвратить колебания качества на уровне системы.
Обязательные требования к возможностям процесса для Cpk 1.33
Согласно IATF 16949 необходим критический размер с Cpk 1,33 (с выходом более 99,99%).
Критический допуск на размер деталей автомобильных конструкций в большинстве случаев составляет 0,05 мм. Поскольку обычные предприятия по литью под давлением не имеют систем SPC, они имеют отклонения в усадке до 0,15 мм, что может легко привести к сбоям при сборке.
Короче говоря, это похоже на то, что каждая деталь, которую вы делаете, должна идеально вписываться в место сборки автомобиля.
Итак, система SPC очень похожа на сверхточный «менеджер размеров», но поскольку обычные литьевые заводы не имеют этого менеджера, их детали, скорее всего, будут различаться по размеру, что делает их непригодными для сборки или использования.
Управление управляемыми параметрами PFMEA с замкнутым контуром
IATF 16949 настоятельно требует использования PFMEA и интеграции всех параметров процесса литья под давлением в систему SPC-мониторинга в реальном времени. Оценка рисков является ключевым моментом пересмотренного аудита 2025 года. Поставщики, не имеющие сертификации и имеющие неполные записи об обслуживании пресс-форм, не пройдут аудит OEM.
Квалификационные пороги для прямых поставок поставщикам и OEM-производителям уровня 1
Аудиты PPAP OAEM требуют критического измерения Cpk 1.33, а также полного FMEA, плана контроля и отчета MSA. Поставщики, не имеющие сертификата IATF 16949, не смогут пройти аудит уровня 1, и это риск, который заставит их пройти вторичный аудит и приведет к задержкам для их клиентов.
<блок-цитата>
Чтобы быстро подтвердить соответствие компаний, занимающихся литьем автомобилей под давлением, стандарту IATF 16949, свяжитесь с JS Precision, чтобы получить бесплатный «Контрольный список аудита поставщиков IATF 16949», позволяющий эффективно выявлять квалификационные риски и снижать риски проекта.
Рис. 1. Коллекция автомобильных деталей, отлитых под давлением, включая дверные панели и компоненты приборной панели, с многочисленными числовыми размерами, указывающими на точность и масштаб производства для структурных применений.
Как устранить усадочные отверстия в толстостенных конструктивных элементах с помощью многоступенчатой выдержки давлением при производстве литьевых автомобильных деталей?
Усадочные полости в толстостенных автомобильных деталях, полученных литьем под давлением (толщина стенок > 6 мм), представляют собой серьезную проблему для всей отрасли. Они не только ухудшают качество детали, но в некоторых случаях могут быть связаны с соображениями безопасности.
Однако для полного решения этой проблемы можно использовать научный трехэтапный процесс поддержания давления, который хорошо изучен.
Причины и последствия образования усадочных полостей в толстостенных элементах конструкций
При охлаждении толстостенных конструктивных элементов первой формируется внешняя затвердевшая оболочка, а внутренняя остается в расплавленном состоянии.
Если не будет механизма компенсации усадки сердечника, появятся усадочные полости. Темпы усадки, если их не контролировать, могут достигать 3–5%,а это, в свою очередь, приводит к снижению усталостной долговечности конструктивного элемента.
Расчет параметров трехступенчатой кривой удержания давления (стабилизация снижения, увеличения)
<ул>
Пониженное давление: После наполнения продукта уменьшите давление до 40–50 % от давления наполнения, чтобы избежать вспышки.
Увеличенное давление: Прежде чем ворота замерзнут, поднимите давление до 80–90%, удерживайте на этом уровне 35 секунд, чтобы компенсировать усадку.
Стабилизация давления. Поддерживайте давление на уровне 50–60 %, пока ворота не замерзнут.
Спусковой механизм и механизм переключения датчика давления в полости
Датчик давления в полости (диапазон 0–2000 бар, температура среды 0–400) расположен в важном месте в форме. Оно автоматически переключится, когда давление достигнет точки перегиба кривой PVT материала, тем самым исключая любые человеческие ошибки.
Проверка уменьшения оседающей полости ниже 0,3%
Сочетание трехступенчатого поддержания давления с датчиком давления в полости пресс-формы может снизить возникновение провалов в полости до уровня менее 0,3% без удлинения цикла формования. Единственные поставщики, способные разработать процесс, — это те, которые могут предоставить конкретные параметры.
По сути, именно так то и происходит «лоскутная обработка» «внутренних полостей» толстостенных автомобильных деталей, отлитых под давлением. Уменьшаем давление, чтобы избежать перелива, увеличиваем давление, чтобы компенсировать усадку, и стабилизируем давление для формования.
Эти три этапа приводят к гармоничной, бездефектной внутренней структуре, а также к точному «внутреннему ремонту» продукта, при этом обеспечивается как график производства, так и качество.
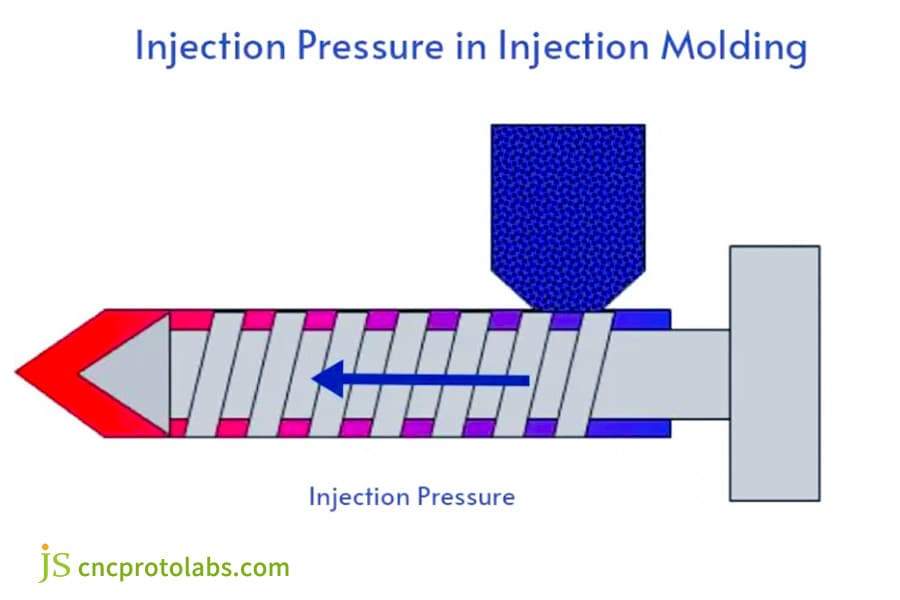
Рис. 2. Техническая схема, иллюстрирующая механизм давления впрыска в машине для литья под давлением, показывающий бункер, шнек и направление потока материала, что имеет решающее значение для управления процессом при производстве автомобильных деталей.
Как быстро определить возможности массового производства автомобильных компаний, занимающихся литьем под давлением структурных компонентов?
Компании, занимающиеся литьем под давлением автомобилей, сильно различаются по качеству. Чтобы провести быструю проверку поставщиков на основе трех основных показателей, вам следует расставить приоритеты по следующим показателям.
Индикатор 1: Прогнозирование ориентации волокон и компенсация усадки при анализе текучести пресс-формы
Предметы, изготовленные из полимера, армированного стекловолокном более 30%, имеют тенденцию проявлять анизотропную усадку. Когда только отчеты по анализу текучести пресс-формы показывают значения компенсации усадки в направлениях X/Y/Z, очевидно, что поставщик имеет возможность контролировать размеры.
Индикатор 2: Опыт работы с последовательными клапанами в горячем режиме (SVG)
Линии сварных швов в компонентах, предназначенных для тяжелых условий эксплуатации, часто находятся в зонах, находящихся под напряжением, и прочность линии сварного шва составляет всего 60–80 % прочности основного материала. В горячеканальных системах с последовательными клапанами эти линии сварки можно переместить в ненапряженные зоны. Поставщики без опыта работы с SVG не смогут удовлетворить требования к прочности.
Индикатор 3: Возможность онлайн-рентгенографии или компьютерной томографии
Промышленная КТ обеспечивает точность 1 мкм, а онлайн-рентгенография обнаруживает пористость >0,2 мм. Оба имеют первостепенное значение для обеспечения безопасности структурных компонентов. Поставщики должны предоставлять отчеты CPK вместе со статистикой дефектов, чтобы обеспечить прямую проверку.
<дел>
<голова>
Тип поставщика
Компенсация ориентации волокна
Возможность работы с SVG
Возможность онлайн-проверки
Отчет CPK
Совместимость с массовым производством
<тело>
Высококачественные поставщики (например, JS Precision)
Укажите значения компенсации по трем осям X/Y/Z.
10+ примеров использования SVG для компонентов автомобильных конструкций.
Оснащен онлайн-компьютерной/рентгеновской системой, точность обнаружения 0,2 мм.
Предоставляет полные отчеты за последние 6 месяцев.
Напрямую сотрудничает с OEM-производителями, стабильное массовое производство.
Обычные поставщики
Обеспечивает только базовый анализ заполнения.
Имейте простые SVG-приложения, без автомобильных исследований.
Офлайн-проверка, точность обнаружения 0,5 мм.
Предоставляет только отдельные пакетные отчеты.
Подходит для пробного мелкосерийного производства, при больших партиях могут возникнуть проблемы.
Неквалифицированные поставщики
Анализ ориентации волокна отсутствует.
Нет опыта работы с SVG.
Только визуальный осмотр, без оборудования для неразрушающего контроля.
Невозможно предоставить отчеты CPK.
Не хватает возможностей массового производства структурных компонентов.
<блок-цитата>
Чтобы быстро оценить возможности массового производства компаний, занимающихся литьем под давлением автомобилей, свяжитесь с JS Precision. Мы организуем, чтобы инженер провел индивидуальную проверку квалификации поставщика и предоставил бесплатный отчет об оценке.
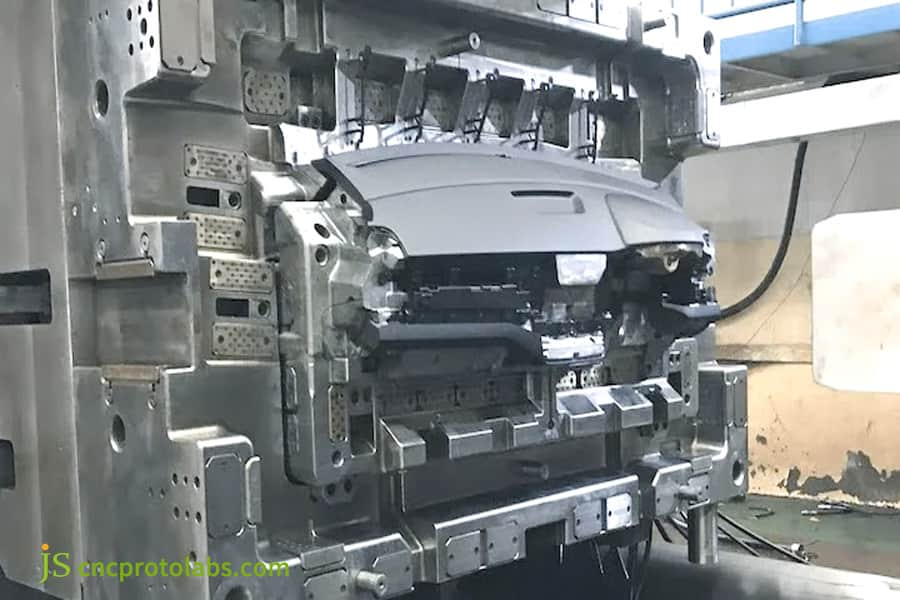
Рис. 3. Крупный план внутри промышленной машины для литья под давлением: большой, частично сформированный черный автомобильный компонент в процессе его извлечения или отделения от металлической формы.
Как избежать разрыва волокон при производстве структурных компонентов из длинного стекловолокна методом литья под давлением в автомобильной промышленности?
Длинные детали конструкции из армированного стекловолокном пластика (LFT) являются основной особенностью автомобильных шасси и других подобных компонентов. Разрушение волокон приводит к снижению прочности. Однако эту проблему можно легко обойти, если правильно выполнить процесс автомобильного впрыска.
Механизм разрыва волокон и последствия при литье под давлением LFT
Исходная длина стекловолокна в гранулах ЛФТ составляет 10-12 мм. Использование традиционного винта (коэффициент сжатия 2,5:1-3,5:1) приведет к разрушению его до 0,5-1,0 мм, ниже 1 мм армирующие свойства теряются.
Конструкция шнека с низкой степенью сжатия и диспергирующей смесительной головки
Если вы хотите исключить разрушение волокна, то шнека с низкой степенью сжатия (<2,0:1) будет более чем достаточно в сочетании с низким противодавлением, высокой скоростью и диспергирующей смесительной головкой, которые уменьшат сдвиг и равномерно диспергируют стекловолокно.
Настройки низкого противодавления и градиента температуры ствола
Противодавление 5 бар и температура ствола на 5–10 ℃ выше в задней части, чем в передней, — это меры, которые могут помочь уменьшить разрыв стекловолокна.
Проверка длины удерживания волокна методом сжигания золы
Как показано в таблице ниже, параметры процесса и эффекты удержания волокна структурных компонентов LFT с различным содержанием стекловолокна различаются, что может служить ориентиром для массового производства.
<дел>
<голова>
<тр>
Содержание стекловолокна (%)
Коэффициент сжатия винта
Обратное давление (бар)
Температура хвостовой части ствола (°C)
Процент волокон, сохраняющих длину ≥6 мм (%)
Прочность готового изделия на разрыв (МПа)
<тело>
<тр>
30
1,8:1
3.5
235
78
128
<тр>
35
1,7:1
4.0
240
75
136
<тр>
40
1.6:1
4.5
245
72
143
<тр>
45
1.5:1
5.0
250
70
151
<тр>
50
1.4:1
5.0
255
68
158
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
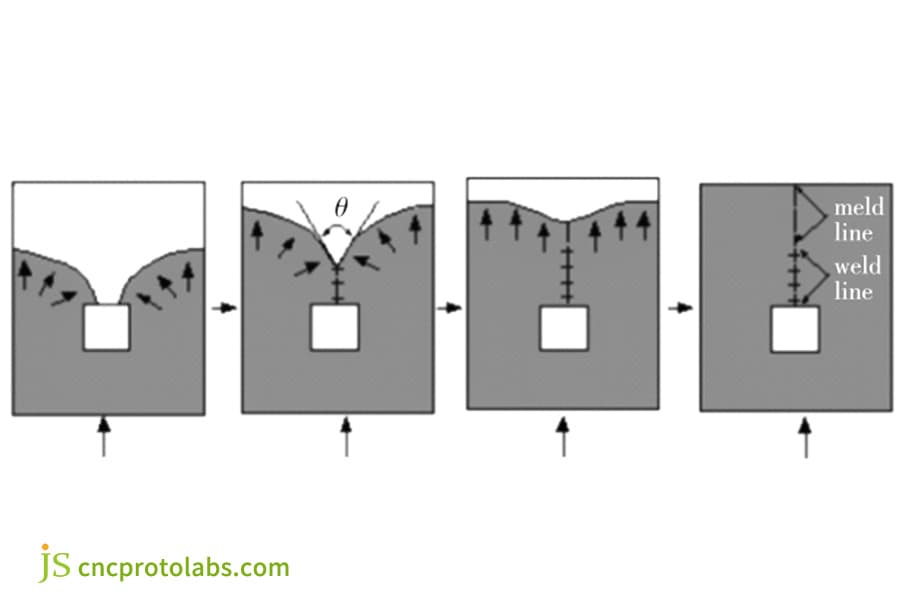
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
<дел>
<голова>
<тр>
Mold Type
Initial Cost (USD)
Injection Cycle (seconds)
Annual Capacity (10,000 pieces)
Scrap Rate (%)
Total Cost Over 3 Years (USD)
<тело>
<тр>
Traditional Drilling Cooling Mold
50,000
70
40
5
120,000 (2 sets of molds + scrap cost)
<тр>
3D Printed Conformal Cooling Mold
60,000 (20% higher)
52
55
1.5
78,000 (1 set of mold + low scrap cost)
<блок-цитата>
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
<ул>
The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
<блок-цитата>
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
FAQs
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Summary
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.