

Le moulage par injection automobile est un processus crucial dans la production en série de composants de pièces automobiles. Pour garantir le succès de ce processus, les entreprises doivent résoudre leurs problèmes de stabilité d'un lot à l'autre afin d'assurer une production continue.
Les composants structurels tels que les supports de châssis et les cadres de batterie nécessitent non seulement une tolérance dimensionnelle extrêmement précise, mais nécessitent également des performances mécaniques constantes.
En outre, les usines de moulage par injection ordinaires seront confrontées à des défaillances d'assemblage et même à des risques pour la sécurité qui sont causés par les fluctuations des taux de retrait.
De plus, les fournisseurs qui ne sont pas certifiés par l'IATF 16949 ne pourront pas approvisionner directement les fournisseurs de niveau 1 ou les équipementiers. Par ailleurs, ces projets seront soumis à des audits secondaires et devront être rectifiés.
Dans cet article, nous verrons comment déterminer si un fournisseur a réellement la capacité de produire des composants structurels moulage par injection automobile en production de masse. La discussion sera basée uniquement sur la technologie clé du moulage par injection pour garantir que vous évitez les pièges courants lors de la sélection des fournisseurs.
Présentation de la réponse principale
|
Dimensions clés
|
Exigences/normes de base
|
Indicateurs techniques
|
Avantages client
|
Points douloureux courants
|
|---|---|---|---|---|
|
Système qualité
|
Certification - IATF 16949
|
Cpk 1.33
|
Les fournisseurs et équipementiers de niveau 1 peuvent se connecter directement, évitant ainsi les audits secondaires.
|
Une certification faible ou inexistante entraîne un retard du projet et une augmentation des coûts de rectification.
|
|
Contrôle du retrait
|
Maintien de pression à 3 étages + capteur de pression cavité moule
|
Taux de retrait < 0,3%
|
Les composants structurels résistent mieux à la fatigue, réduisant le risque de défaillance.
|
Le retrait provoque des fissures qui nuisent à la sécurité structurelle.
|
|
Rétention longue de la fibre de verre
|
Vis à faible taux de compression (< 2,0:1) + faible contre-pression
|
Longueur de rétention des fibres > 6 mm (pourcentage de 70 %)
|
Maintient l'effet de renforcement du matériau, augmente la résistance structurelle.
|
La rupture des fibres affecte négativement la résistance à la traction et aux chocs.
|
|
Détection des défauts internes
|
Méthode de résonance ultrasonore / CT à rayons X
|
Détecte une porosité > 0,2 mm
|
Empêche les produits défectueux d'entrer sur le marché et réduit les chances de rappel.
|
Les microfissures sont invisibles à l'œil nu et sujettes à la fracture sous des charges dynamiques.
|
|
Refroidissement des moules
|
Canaux de refroidissement conformes imprimés en 3D
|
Temps de cycle 25 % plus court, taux de déformation < 0,5 %
|
Coût unitaire réduit, stabilité de production améliorée.
|
Un refroidissement inégal entraîne des déformations et des taux de rebut élevés.
|
Principaux points à retenir :
- Les fournisseurs de pièces structurelles doivent satisfaire à l'exigence minimale de certification IATF 16949. Sans cette certification, les fournisseurs ne sont pas autorisés à fournir des produits directement aux fournisseurs ou aux équipementiers de niveau 1.
- Pour corriger les défauts des composants structurels, une solution complète est nécessaire, impliquant la surveillance en boucle fermée des paramètres du processus (pression de maintien à trois niveaux, température variable du moule, vis à faible cisaillement) ainsi que des tests non destructifs en ligne (ultrasons/CT).
- Le coût initial des moules de refroidissement conformes est 15 à 20 % plus élevé, mais si l'on prend en compte l'ensemble du cycle de vie, la dépense totale est inférieure. En d'autres termes, dépenser un peu plus maintenant entraînera des économies plus importantes à l'avenir.
Pourquoi choisir JS Precision pour le moulage par injection automobile ? Expertise en fabrication de composants structurels
Le point principal lors de la sélection d'un fournisseur de moulage par injection automobile est d'examiner comment il peut transformer sa supériorité technique en une production de masse garantie et une réduction des coûts. C'est essentiellement ce que JS Precision, avec 20 ans d'expérience dans l'industrie, fait continuellement pour vous.
En tant qu'usine accréditée selon les normes ISO 9001:2015 et IATF 16949, JS Precision a fabriqué et expédié plus de 300 000 composants de précision dans le monde, directement à des clients dont plus de 1 000 (parmi lesquels des fournisseurs automobiles de niveau 1 et des équipementiers bien connus).
Nos connaissances pratiques et notre expérience pratique sont si complètes que nous pouvons répondre avec précision à tous vos besoins en matière de moulage par injection automobile.
Grâce à un partenariat avec JS Precision, vous pourrez profiter de notre éthique de conformité à la norme internationale de qualité de base de l'industrie automobile IATF 16949:2016.
Cela se traduira par une traçabilité complète, depuis la conception du moule jusqu'à la livraison en production de masse, éliminant ainsi complètement les failles du contrôle qualité.
JS Precision est vraiment bon dans la production de composants structurels automobiles. Nous pouvons vous proposer une solution complète depuis l'analyse DFM jusqu'à la production de masse.
Si vous souhaitez réduire le taux de retrait des traverses des boîtiers de batterie, par exemple, comme une entreprise de véhicules à énergie nouvelle, JS Precision peut vous aider de 5,2 % à 0,27 % à résoudre complètement le problème de retrait, améliorant ainsi considérablement vos chances de réussite de l'audit PPAP et évitant les retards du projet.
En utilisant JS Precision, vous économiserez directement de l'argent.
Vous obtiendrez immédiatement une remise de 30 % en utilisant l'usine de JS Precision et les ressources de plus de 600 fournisseurs certifiés. La remise est accompagnée d'une garantie d'un taux de livraison à temps de 99,2 % qui évite les perturbations du calendrier de production dues à des retards d'approvisionnement.
De plus, nos ingénieurs sont toujours prêts à vous aider immédiatement pour tout problème de moulage par injection que vous pourriez rencontrer.
Si vous souhaitez optimiser les processus de pièces structurelles complexes ou contrôler les coûts, nous sommes en mesure de vous proposer des solutions qui permettent une réduction significative des coûts d'essais et d'erreurs tout en augmentant l'efficacité de la production.
Si vous êtes préoccupé par la stabilité des lots et le contrôle des coûts dans le moulage par injection automobile, contactez les ingénieurs de JS Precision pour obtenir des études de cas gratuites sur la production de masse et des données Cpk pour des pièces structurelles similaires, vous aidant ainsi à évaluer rapidement l'adéquation des fournisseurs.
Pourquoi les fournisseurs de moulage par injection automobile conformes à la norme IATF 16949 peuvent-ils résoudre fondamentalement le problème de stabilité des lots des composants structurels ?
La stabilité des lots de moulage par injection joue un rôle important dans la détermination de la sécurité et du taux de réussite de l'assemblage des pièces structurelles automobiles, tandis que la certification IATF 16949 en est la principale garantie.
En outre, le processus de moulage par injection automobile nécessite des normes de contrôle bien plus strictes, ce qui rend presque impossible pour les usines de moulage par injection moyennes de répondre aux normes des équipementiers. Cependant, des fournisseurs conformes peuvent empêcher les fluctuations de qualité de se produire au niveau du système.
Exigence obligatoire en matière de capacité de processus du Cpk 1.33
Selon la norme IATF 16949, une dimension critique avec Cpk 1,33 est nécessaire (avec un rendement supérieur à 99,99 %).
La tolérance dimensionnelle critique lorsqu'il s'agit de pièces structurelles automobiles est dans la plupart des cas de 0,05 mm. Comme les usines de moulage par injection classiques ne disposent pas de systèmes SPC, elles subissent des variations de retrait de 0,15 mm ce qui peut facilement provoquer des échecs d'assemblage.
En un mot, c'est comme si chaque pièce que vous fabriquez devait s'intégrer parfaitement dans le lieu d'assemblage automobile.
Ainsi, un système SPC ressemble beaucoup à un "gestionnaire dimensionnel" super précis, mais comme les usines de moulage par injection ordinaires ne disposent pas de ce gestionnaire, leurs pièces sont très susceptibles de différer en taille, ce qui les rend impropres à l'assemblage ou à l'utilisation.
Contrôle en boucle fermée des paramètres pilotés par PFMEA
La norme IATF 16949 exige fortement l'utilisation de la PFMEA et l'intégration de tous les paramètres du processus de moulage par injection dans la surveillance SPC en temps réel. L’évaluation des risques est un élément clé de l’audit révisé de 2025. Les fournisseurs sans certification et dont les dossiers de maintenance des moules sont incomplets sont ceux qui échoueront aux audits des OEM.
Seuils de qualification pour l'approvisionnement direct des fournisseurs et équipementiers de niveau 1
Les audits OAEM PPAP nécessitent une dimension critique Cpk 1.33 ainsi qu'une FMEA complète, un plan de contrôle et un rapport MSA. Les fournisseurs non certifiés IATF 16949 ne pourront pas passer les audits de niveau 1 et c'est un risque qui les amènera à réaliser des audits secondaires et entraînera des retards pour leurs clients.
Pour confirmer rapidement la conformité d'une entreprise de moulage par injection automobile à la norme IATF 16949, contactez JS Precision pour obtenir une « liste de contrôle d'audit des fournisseurs IATF 16949 » gratuite afin d'identifier efficacement les risques de qualification et d'atténuer les risques du projet.

Figure 1 : Une collection de pièces automobiles moulées par injection, y compris des panneaux de porte et des composants de tableau de bord, annotées avec de nombreuses dimensions numériques, indiquant la précision et l'échelle de production pour les applications structurelles.
Comment éliminer les trous de retrait dans les composants structurels à parois épaisses en utilisant le maintien de la pression à plusieurs étages dans la production de pièces automobiles moulées par injection ?
Les cavités de retrait dans les pièces automobiles moulées par injection à parois épaisses (épaisseur de paroi > 6 mm) constituent un défi à l'échelle de l'industrie. Non seulement ils compromettent la qualité de la pièce, mais dans certains cas, peuvent impliquer des considérations de sécurité.
Cependant, un processus scientifique de maintien de la pression en trois étapes bien compris peut être utilisé pour surmonter complètement ce problème.
Causes et conséquences des cavités de retrait dans les éléments structurels à parois épaisses
Lors du refroidissement des composants structurels à parois épaisses, la coque externe solidifiée se forme en premier et l'intérieur reste à l'état fondu.
À moins qu'il n'y ait un mécanisme de compensation du retrait du noyau, des cavités de retrait apparaîtront. Les taux de retrait, s'ils ne sont pas contrôlés, peuvent atteindre jusqu'à 3 à 5 %, ce qui entraîne à son tour une diminution de la durée de vie en fatigue du composant structurel.
Conception des paramètres de courbe de maintien de pression à trois étages (diminution augmentation stabilisation)
- Diminution de la pression : Une fois le produit rempli, abaissez la pression entre 40 et 50 % de la pression de remplissage afin d'éviter les éclairs.
- Pression accrue : Avant que le portail ne gèle, augmentez la pression entre 80 % et 90 %,maintenez ce niveau pendant 35 secondes pour compenser le retrait.
- Stabilisation de la pression : Maintenir la pression entre 50 % et 60 % jusqu'à ce que la porte soit gelée.
Mécanisme de déclenchement et de commutation du capteur de pression de cavité
Le capteur de pression d'empreinte (plages 0 à 2 000 bars, température du fluide 0 à 400) est placé à un endroit important dans le moule. Elle changera automatiquement lorsque la pression atteint le point d'inflexion de la courbe PVT du matériau, éliminant ainsi toute erreur humaine.
Vérification de la réduction des cavités de naufrage en dessous de 0,3 %
La combinaison du maintien de la pression en trois étapes avec un capteur de pression de la cavité du moule peut réduire l'apparition de la cavité d'enfoncement à moins de 0,3 % sans allonger le cycle de moulage. Les seuls fournisseurs capables de développer des processus sont ceux qui peuvent fournir des paramètres spécifiques.
En gros, c'est exactement comme ça qu'on procède pour "patchworker" les "cavités internes" d'une pièce automobile moulée par injection à parois épaisses. Réduire la pression pour éviter le débordement, augmenter la pression pour compenser le retrait et stabiliser la pression pour le façonnage.
Ces trois étapes conduisent à une structure interne harmonieuse et sans défaut, tout comme une "réparation interne" précise du produit, le calendrier de production et la qualité sont assurés.

Figure 2 : Un schéma technique illustrant le mécanisme de pression d'injection dans une machine de moulage par injection, montrant la trémie, la vis et la direction du flux de matériaux, essentiels pour le contrôle des processus dans la fabrication de pièces automobiles.
Comment déterminer rapidement la capacité de production de masse des entreprises de moulage par injection automobile pour les composants structurels ?
Les entreprises de moulage par injection automobile varient considérablement en termes de qualité. Pour effectuer une sélection rapide des fournisseurs sur la base de trois indicateurs principaux, vous devez donner la priorité aux indicateurs suivants.
Indicateur 1 : Prédiction de l'orientation des fibres et compensation du retrait dans l'analyse du flux de moule
Les articles fabriqués à partir d'un polymère renforcé à plus de 30 % de fibres de verre ont tendance à présenter un retrait anisotrope. Lorsque seuls les rapports d'analyse du flux de moule affichent des valeurs de compensation de retrait dans les directions X/Y/Z, il est clair que le fournisseur a la capacité de contrôler les dimensions.
Indicateur 2 : Expérience des canaux chauds à vanne séquentielle (SVG)
Les lignes de soudure des composants robustes se trouvent souvent dans des zones soumises à des contraintes et la résistance de la ligne de soudure ne représente que 60 à 80 % de la résistance du matériau de base. Avec les canaux chauds à vannes séquentielles, ces lignes de soudure peuvent être déplacées vers des zones sans contrainte. Les fournisseurs sans expérience SVG ne seront pas en mesure de répondre aux exigences de résistance.
Indicateur 3 : Capacité d'inspection par rayons X ou tomodensitométrie en ligne
Le scanner industriel offre une précision de 1 μm et les rayons X en ligne détectent une porosité >0,2 mm. Les deux revêtent une importance capitale pour les composants structurels de sécurité. Les fournisseurs doivent fournir des rapports CPK ainsi que des statistiques sur les défauts pour permettre une vérification directe.
|
Type de fournisseur
|
Compensation d'orientation des fibres
|
Expérience SVG
|
Capacité d'inspection en ligne
|
Rapport CPK
|
Compatibilité avec la production de masse
|
|---|---|---|---|---|---|
|
Fournisseurs de haute qualité (par exemple, JS Precision)
|
Fournir des valeurs de compensation sur trois axes X/Y/Z.
|
Plus de 10 études de cas SVG sur des composants structurels automobiles.
|
Équipé d'un scanner/rayon X en ligne, précision de détection 0,2 mm.
|
Fournit des rapports complets pour les 6 derniers mois.
|
Connexion directe avec les OEM, production de masse stable.
|
|
Fournisseurs ordinaires
|
Fournissez uniquement une analyse de remplissage de base.
|
Avoir des applications SVG simples, pas d'études de cas automobiles.
|
Inspection hors ligne, précision de détection 0,5 mm.
|
Fournit uniquement des rapports sur un seul lot.
|
Convient à la production d'essais en petits lots, sujette à des problèmes dans les grands lots.
|
|
Fournisseurs non qualifiés
|
Aucune analyse d'orientation des fibres.
|
Aucune expérience SVG.
|
Uniquement inspection visuelle, pas d'équipement de test non destructif.
|
Impossible de fournir des rapports CPK.
|
Manque de capacité de production de masse pour les composants structurels.
|
Pour évaluer rapidement les capacités de production de masse des entreprises de moulage par injection automobile, contactez JS Precision. Nous ferons en sorte qu'un ingénieur effectue un examen individuel de la qualification du fournisseur et fournisse un rapport d'évaluation gratuit.
Figure 3 : Vue rapprochée de l'intérieur d'une machine de moulage par injection industrielle, montrant un grand composant automobile noir partiellement formé alors qu'il est éjecté ou séparé du moule métallique.
Comment éviter la rupture des fibres lors de la production de composants structurels en fibre de verre longue dans l'injection automobile ?
Les pièces structurelles longues en plastique renforcé de fibres de verre (LFT) constituent une caractéristique majeure des châssis automobiles et d'autres composants similaires. La fracture des fibres entraîne une diminution de la résistance. Cependant, on peut facilement contourner ce problème si l'on exécute correctement le processus d'injection automobile.
Mécanisme de rupture des fibres et conséquences dans le moulage par injection LFT
La longueur initiale de la fibre de verre dans les granulés LFT est de 10 à 12 mm. L'utilisation d'une vis traditionnelle (rapport de compression 2,5:1-3,5:1) finira par la briser à 0,5-1,0 mm, en dessous de 1 mm, la propriété de renforcement est perdue.
Conception de tête de mélange à vis et à dispersion à faible taux de compression
Si vous souhaitez éliminer la fracture des fibres, une vis à faible taux de compression (<2,0 : 1) sera plus que suffisante, combinée à une faible contre-pression, une vitesse élevée et une tête de mélange dispersante réduira le cisaillement et dispersera uniformément la fibre de verre.
Paramètres de faible contre-pression et de gradient de température du baril
Une contre-pression de 5 bars et une température du canon de 5 à 10 ℃ plus élevée dans la section arrière que dans la section avant sont les mesures qui peuvent aider à réduire la casse des fibres de verre.
Vérification de la longueur de rétention des fibres par méthode de combustion des cendres
Comme le montre le tableau ci-dessous, les paramètres de processus et les effets de rétention des fibres des composants structurels LFT avec différentes teneurs en fibres de verre varient, ce qui peut servir de référence pour la production de masse.
|
Teneur en fibres de verre (%)
|
Taux de compression à vis
|
Contre-pression (bar)
|
Température de la section arrière du canon (°C)
|
Pourcentage de fibres retenant une longueur ≥6 mm (%)
|
Résistance à la traction du produit fini (MPa)
|
|---|---|---|---|---|---|
|
30
|
1.8:1
|
3.5
|
235
|
78
|
128
|
|
35
|
1.7:1
|
4.0
|
240
|
75
|
136
|
|
40
|
1.6:1
|
4.5
|
245
|
72
|
143
|
|
45
|
1.5:1
|
5.0
|
250
|
70
|
151
|
|
50
|
1.4:1
|
5.0
|
255
|
68
|
158
|
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
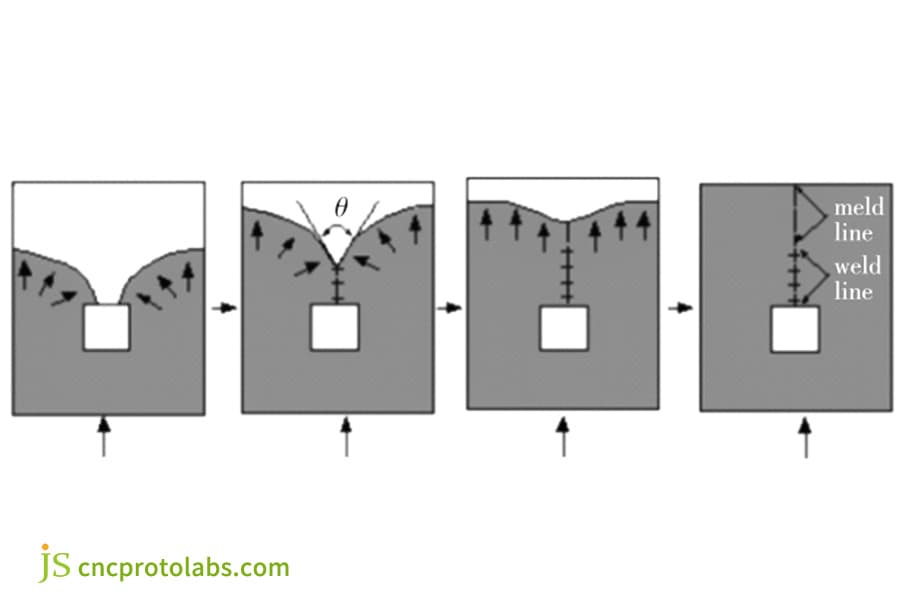
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
|
Mold Type
|
Initial Cost (USD)
|
Injection Cycle (seconds)
|
Annual Capacity (10,000 pieces)
|
Scrap Rate (%)
|
Total Cost Over 3 Years (USD)
|
|---|---|---|---|---|---|
|
Traditional Drilling Cooling Mold
|
50,000
|
70
|
40
|
5
|
120,000 (2 sets of molds + scrap cost)
|
|
3D Printed Conformal Cooling Mold
|
60,000 (20% higher)
|
52
|
55
|
1.5
|
78,000 (1 set of mold + low scrap cost)
|
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
- The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
- The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
- The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
FAQs
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Summary
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

