

Automotive injection molding is a very crucial process in mass production of automotive part components. To ensure the success of this process companies need to address their batch-to-batch stability problems in order to achieve continuous production.
Structural components such as chassis brackets and battery frames not only require extremely precise dimensional tolerance but also require consistent mechanical performances.
Besides, ordinary injection molding plants will encounter assembly failures and even safety hazards which are caused by the fluctuations of shrinkage rates.
Also, suppliers who are not certified by IATF 16949 will not be able to supply Tier 1 suppliers or OEMs directly. Besides, these projects will be subjected to secondary audits and must be rectified.
In this article we'll look how you can identify if a supplier really has the capacity to produce injection molding automotive structural components in mass production. The discussion will be based solely on the key technology of injection molding to ensure that you stay clear of common pitfalls when selecting suppliers.
Core Answer Overview
|
Key Dimensions
|
Core Requirements/Standards
|
Technical Indicators
|
Customer Benefits
|
Common Pain Points
|
|---|---|---|---|---|
|
Quality System
|
Certification - IATF 16949
|
Cpk 1.33
|
Tier 1 suppliers & OEMs can directly connect, avoiding secondary audits.
|
Small or no certification causes project delay and increased rectification costs.
|
|
Shrinkage Control
|
Pressure holding at 3 stages + mold cavity pressure sensor
|
Shrinkage rate < 0.3%
|
Structural components withstand fatigue better, reducing failure risk.
|
Shrinkage causes cracks that hamper structural safety.
|
|
Long Glass Fiber Retention
|
Low compression ratio screw (< 2.0:1) + low back pressure
|
Fiber retention length > 6mm (70% percentage)
|
Maintains material reinforcement effect, increases structural strength.
|
Fiber breakage negatively affects tensile and impact toughness.
|
|
Internal Defect Detection
|
Ultrasonic resonance method / X-ray CT
|
Detects > 0.2mm porosity
|
Prevents flawed products from entering market, lowers recall chances.
|
Microcracks are invisible to the naked eye and prone to fracture under dynamic loads.
|
|
Mold Cooling
|
3D printed conformal cooling channels
|
25% shorter cycle time, warpage rate < 0.5%
|
Reduced unit cost, improved production stability.
|
Uneven cooling leads to warpage and high scrap rates.
|
Key Takeaways:
- Structural parts suppliers must meet the minimum requirement of being certified to IATF 16949. Without this certification, suppliers are not allowed to provide products directly to Tier 1 suppliers or OEMs.
- To rectify structural component defects, a comprehensive solution is required entailing the closed loop monitoring of process parameters (three stage holding pressure, variable mold temperature, low shear screw) as well as online non destructive testing (ultrasound/CT).
- The initial cost of conformal cooling molds is 15%-20% higher, but if one takes into account the whole lifecycle, the total expenditure is lower. Put differently, a bit more spending now leads to bigger savings in the future.
Why Choose JS Precision For Automotive Injection Molding? Expertise In Structural Component Manufacturing
The primary point when selecting an automotive injection molding supplier is to look at how they can transform technical superiority into guaranteed mass production and cost reduction. This is essentially what JS Precision, with 20 years of industry experience, is continuously doing for you.
Being a factory accredited with ISO 9001:2015 and IATF 16949 norms, JS Precision has manufactured and shipped 300,000+ precision components globally, directly to customers who include 1,000+ (among which are automotive Tier 1 suppliers and well known OEMs) clients.
Our hands on knowledge and practical experience is so comprehensive that we can fulfill your every automotive injection molding need accurately.
Through a partnership with JS Precision, you will be able to take advantage of our ethics of complying with the IATF 16949:2016 international automotive industry core quality standard.
This will result in full traceability, starting from the mold design going all the way to mass production delivery, thus, completely eradicating quality control loopholes.
JS Precision is really good at automotive structural component production. We can offer you a complete solution from DFM analysis to mass production.
If you want to reduce the shrinkage rate of crossbeams for battery casings, for instance, like a new energy vehicle company, JS Precision can assist you from 5.2% to 0.27% completely solving the shrinkage problem greatly improving your chance of PPAP audit success and avoiding project delay.
Using JS Precision means you will be saving money directly.
You will get a price discount of 30% immediately by utilizing the factory of JS Precision and the resources of 600+ certified suppliers, the discount comes with a guarantee of the 99.2% on time delivery rate which prevents production schedule disruptions due to supply delays.
In addition, our engineers are always ready to help you immediately with any injection molding issues you may encounter.
If you are going for process optimization of complex structural parts or cost control, we are able to give you solutions that provide significant reduction of trial-and-error costs while increasing production efficiency.
If you are concerned about batch stability and cost control in automotive injection molding, contact JS Precision engineers to obtain free mass production case studies and Cpk data for similar structural parts, helping you quickly assess supplier suitability.
Why Can Automotive Injection Molding Suppliers That Comply With IATF 16949 Fundamentally Solve The Batch Stability Problem Of Structural Components?
Injection molding batch stability plays a big role in determining the safety and assembly pass rate of automotive structural parts, while the IATF 16949 certification is the main assurance of this.
Besides this, the automotive injection molding process requires much higher control standards than making it almost impossible for average injection molding plants to meet the standards of OEM. However, compliant suppliers can prevent the quality fluctuations from happening at the system level.
Mandatory Process Capability Requirement of Cpk 1.33
According to IATF 16949, a critical dimension with Cpk 1.33 is necessary (with a yield of over 99.99%).
The critical dimension tolerance when it comes to automotive structural parts is in most cases 0.05mm. As regular injection molding plants don't have SPC systems, they get shrinkage variations of 0.15mm which can easily cause assembly failures.
In a nutshell, it's like every single part that you make has to perfectly fit into the automotive assembly place.
So, an SPC system is very much like a super precise "dimensional manager, " but as ordinary injection molding plants don't have this manager, their parts are very likely to differ in size, making them not suitable for assembly or use.
PFMEA Driven Parameter Closed Loop Control
IATF 16949 strongly requires the use of PFMEA and the integration of all injection molding process parameters in real time SPC monitoring. Risk assessment is a key focus of the 2025 revised audit. Those suppliers without certification and with incomplete mold maintenance records are the ones that will be failed at the OEM's audits.
Qualification Thresholds for Direct Supply to Tier 1 Suppliers and OEMs
OAEM PPAP audits require a critical dimension Cpk 1.33 along with complete FMEA, control plan, and MSA report. Suppliers lacking IATF 16949 certification will not be able to pass Tier 1 audits and it is a risk that will lead them to have secondary audits and result in delays for their customers.
To quickly confirm a automotive injection molding companies' IATF 16949 compliance, contact JS Precision for a free "IATF 16949 Supplier Audit Checklist" to efficiently identify qualification risks and mitigate project risks.

Figure 1: A collection of automotive injection molded parts, including door panels and dashboard components, annotated with numerous numerical dimensions, indicating the precision and scale of production for structural applications.
How To Eliminate Shrinkage Holes In Thick Walled Structural Components Using Multi-Stage Pressure Holding In The Production Of Injection Molding Automotive Parts?
Shrinkage cavities in thick walled injection molding automotive parts (wall thickness > 6mm) are an industry wide challenge. They not only compromise the quality of the part but in some cases, may involve safety considerations.
However, a scientific three stage pressure holding process that is well understood can be used to overcome this problem completely.
Causes and consequences of shrinkage cavities in thick walled structural components
During the cooling of thick walled structural components, the outer solidified shell is first to form, and the inside remains in the molten state.
Unless there is a compensation mechanism for the shrinkage of the core, shrinkage cavities will appear. Shrinkage rates, if not controlled, may reach up to 3%–5%, and this in turn leads to a decrease in the fatigue life of the structural component.
Design of Three Stage Pressure Holding Curve Parameters (Decrease Increase Stabilize)
- Decreased pressure: After the product is filled, lower the pressure to 40%–50% of the filling pressure in order to avoid flash.
- Increased pressure: Before the gate is frozen, raise the pressure to 80%–90%, hold at this level for 35 seconds to make up for the shrinkage.
- Pressure stabilization: Keep pressure at 50%–60% until the gate is frozen.
Cavity pressure sensor's trigger and switching mechanism
The cavity pressure sensor (ranges 0–2000 bar, medium temperature 0–400) is placed at an important position in the mold. It will change over automatically when the pressure reaches the inflection point of the material's PVT curve, thereby doing away with any human errors.
Verification of Sinking Cavity Reduction to Below 0.3%
Combining three stage pressure holding with a mold cavity pressure sensor can bring down the sinking cavity occurrence to under 0.3% without lengthening the molding cycle. The only suppliers capable of process development are those that can provide specific parameters.
Basically, that is exactly how one goes about "patchworking" the "internal cavities" of a thick walled injection molding automotive part. Reducing pressure to avoid overflow, increasing pressure to make up for shrinkage, and stabilizing pressure for shaping.
These three stages lead to a harmonious, defect free internal structure just like a precise "internal repair" of the product, both production schedule and quality are ensured.
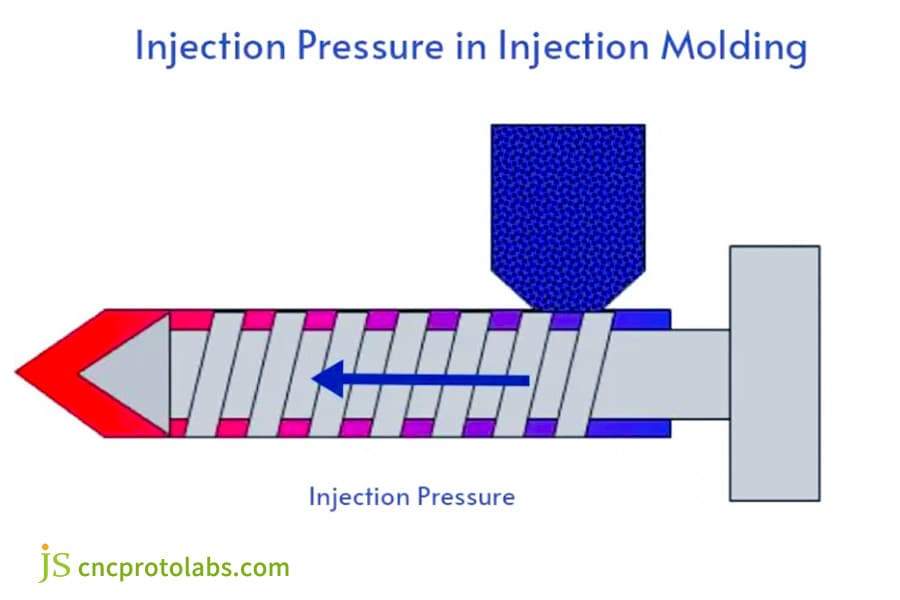
Figure 2: A technical diagram illustrating the injection pressure mechanism within an injection molding machine, showing the hopper, screw, and direction of material flow, crucial for process control in automotive part manufacturing.
How To Quickly Determine The Mass Production Capability Of Automotive Injection Molding Companies For Structural Components?
Automotive injection molding companies vary widely in quality. To do a rapid screening of suppliers based on three main indicators, you should prioritize the following indicators.
Indicator 1: Fiber Orientation Prediction and Shrinkage Compensation in Mold Flow Analysis
Items fabricated from a 30%+ glass fiber reinforced polymer tend to exhibit anisotropic shrinkage. When only mold flow analysis reports show shrinkage compensation values in the X/Y/Z directions, it's clear the supplier has the capability for dimensional control.
Indicator 2: Sequential Valve Hot Runner (SVG) Experience
Weld lines in heavy duty components are often in areas under stress and the strength of the weld line is only 60%–80% of the base material strength. With sequential valve hot runners, these weld lines can be relocated to non stress areas. Suppliers without SVG experience will not be able to meet strength requirements.
Indicator 3: Online X-ray or CT Inspection Capability
Industrial CT provides 1μm accuracy and online X-ray detects porosity of >0.2mm. Both are of paramount importance for safety structural components. Suppliers must provide CPK reports along with defect statistics to enable direct verification.
|
Supplier Type
|
Fiber Orientation Compensation
|
SVG Experience
|
Online Inspection Capability
|
CPK Report
|
Mass Production Compatibility
|
|---|---|---|---|---|---|
|
High Quality Suppliers (e.g., JS Precision)
|
Provide X/Y/Z three axis compensation values.
|
10+ automotive structural component SVG case studies.
|
Equipped with online CT/X-ray, detection accuracy 0.2mm.
|
Provides complete reports for the past 6 months.
|
Directly connects with OEMs, stable mass production.
|
|
Ordinary Suppliers
|
Only provide basic fill analysis.
|
Have simple SVG applications, no automotive case studies.
|
Offline inspection, detection accuracy 0.5mm.
|
Only provides single batch reports.
|
Suitable for small batch trial production, prone to problems in large batches.
|
|
Unqualified Suppliers
|
No fiber orientation analysis.
|
No SVG experience.
|
Only visual inspection, no non destructive testing equipment.
|
Cannot provide CPK reports.
|
Lacks mass production capability for structural components.
|
To quickly assess the mass production capabilities of automotive injection molding companies , contact JS Precision. We will arrange for an engineer to conduct a one-on-one supplier qualification review and provide a free assessment report.
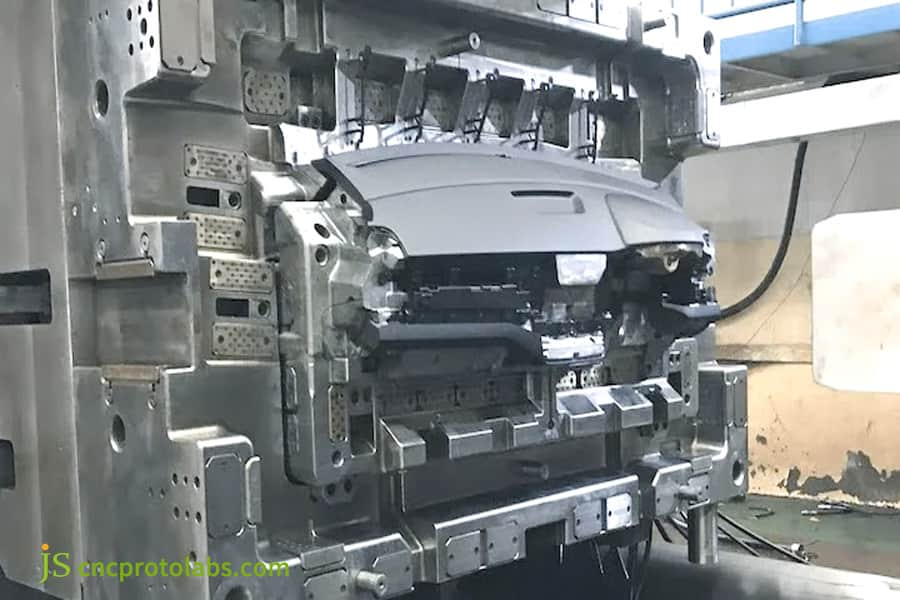
Figure 3: A close-up view inside an industrial injection molding machine, showing a large, partially formed black automotive component as it is being ejected or separated from the metal mold.
How To Avoid Fiber Breakage In The Production Of Long Glass Fiber Structural Components In Automotive Injection?
Long glass fiber reinforced plastic (LFT) structural parts are a major feature of automotive chassis and other such components. Fiber fracture leads to a decrease in strength. However, one can easily sidestep this issue if one correctly executes the automotive injection process.
Fiber breakage mechanism and the consequences in LFT injection molding
The starting length of glass fiber in LFT granules is 10-12 mm. Use of a traditional screw (compression ration 2.5:1-3.5:1) will end up breaking it down to 0.5-1.0 mm, below 1 mm, the reinforcement property is lost.
Low Compression Ratio Screw and Dispersing Mixing Head Design
If you want to eliminate fiber fracture, then a low compression ratio screw (<2.0:1) will be more than enough, combined with low back pressure, high speed, and a dispersing mixing head will reduce shearing and uniformly disperse the glass fiber.
Low Back Pressure and Barrel Temperature Gradient Settings
Back pressure 5 bar & barrel temperature 5-10℃ higher in the rear section than the front section are the measures that can help to reduce glass fiber breakage.
Verification of Fiber Retention Length by Ash Combustion Method
As shown in the below table, the process parameters and fiber retention effects of LFT structural components with different glass fiber contents vary, which can be a reference for the mass production.
|
Glass fiber content (%)
|
Screw compression ratio
|
Back pressure (bar)
|
Barrel tail section temperature (°C)
|
Percentage of fibers retaining length ≥6mm (%)
|
Finished product tensile strength (MPa)
|
|---|---|---|---|---|---|
|
30
|
1.8:1
|
3.5
|
235
|
78
|
128
|
|
35
|
1.7:1
|
4.0
|
240
|
75
|
136
|
|
40
|
1.6:1
|
4.5
|
245
|
72
|
143
|
|
45
|
1.5:1
|
5.0
|
250
|
70
|
151
|
|
50
|
1.4:1
|
5.0
|
255
|
68
|
158
|
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
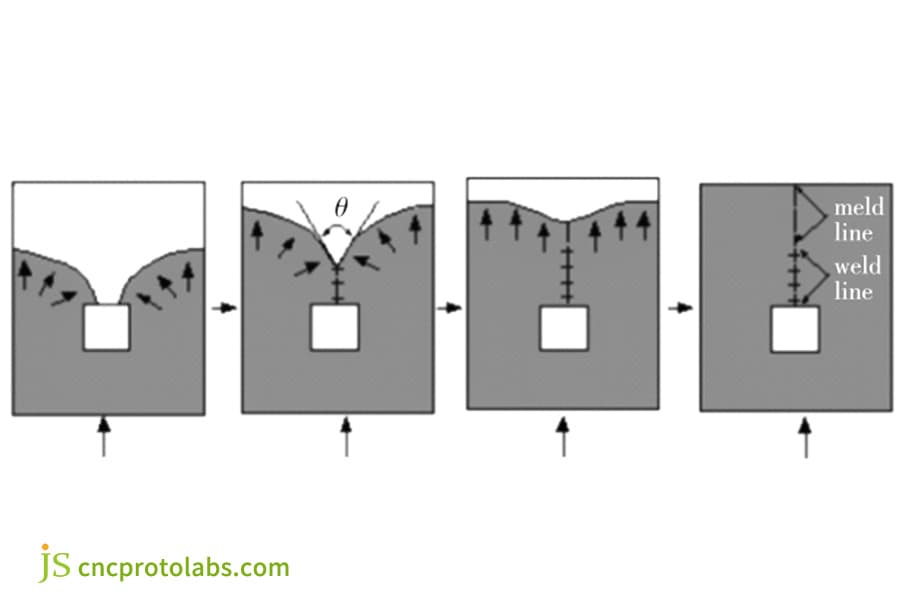
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
|
Mold Type
|
Initial Cost (USD)
|
Injection Cycle (seconds)
|
Annual Capacity (10,000 pieces)
|
Scrap Rate (%)
|
Total Cost Over 3 Years (USD)
|
|---|---|---|---|---|---|
|
Traditional Drilling Cooling Mold
|
50,000
|
70
|
40
|
5
|
120,000 (2 sets of molds + scrap cost)
|
|
3D Printed Conformal Cooling Mold
|
60,000 (20% higher)
|
52
|
55
|
1.5
|
78,000 (1 set of mold + low scrap cost)
|
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
- The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
- The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
- The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
FAQs
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Summary
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

