Proveedor de moldeo por inyección para automóviles: Cumple con IATF 16949 para componentes estructurales
Escrito por
Precisión JS
Publicado
Apr 10 2026
moldeo por inyección
Síguenos
El moldeo por inyección para automóviles es un proceso muy crucial en la producción en masa de componentes de piezas de automóviles. Para garantizar el éxito de este proceso, las empresas deben abordar sus problemas de estabilidad entre lotes para lograr una producción continua.
Los componentes estructurales, como los soportes del chasis y los marcos de la batería, no solo requieren una tolerancia dimensional extremadamente precisa, sino que también requieren un rendimiento mecánico constante.
Además, las plantas de moldeo por inyección ordinarias encontrarán fallos de montaje e incluso riesgos de seguridad causados por las fluctuaciones de las tasas de contracción.
Además, los proveedores que no estén certificados por IATF 16949 no podrán suministrar directamente a proveedores de nivel 1 ni a fabricantes de equipos originales. Además, estos proyectos estarán sujetos a auditorías secundarias y deberán ser rectificados.
En este artículo veremos cómo se puede identificar si un proveedor realmente tiene la capacidad de producir componentes estructurales automotrices de moldeo por inyección en producción en masa. La discusión se basará únicamente en la tecnología clave del moldeo por inyección para garantizar que se mantenga alejado de errores comunes al seleccionar proveedores.
Descripción general de las respuestas principales
Dimensiones clave
Requisitos/estándares básicos
Indicadores técnicos
Beneficios para el cliente
Puntos débiles comunes
Sistema de calidad
Certificación - IATF 16949
Cpk 1.33
Los proveedores de nivel 1 y los OEM pueden conectarse directamente, evitando auditorías secundarias.
Una certificación pequeña o nula provoca retrasos en el proyecto y mayores costos de rectificación.
Control de contracción
Mantenimiento de presión en 3 etapas + sensor de presión de la cavidad del molde
Tasa de contracción < 0,3%
Los componentes estructurales resisten mejor la fatiga, reduciendo el riesgo de fallas.
La contracción provoca grietas que obstaculizan la seguridad estructural.
Retención de fibra de vidrio larga
Tornillo de relación de compresión baja (< 2,0:1) + contrapresión baja
Longitud de retención de fibra > 6 mm (porcentaje del 70 %)
Mantiene el efecto de refuerzo del material y aumenta la resistencia estructural.
La rotura de la fibra afecta negativamente a la resistencia a la tracción y al impacto.
Detección de defectos internos
Método de resonancia ultrasónica/TC de rayos X
Detecta > 0,2 mm de porosidad
Evita que productos defectuosos entren al mercado y reduce las posibilidades de retirada.
Las microfisuras son invisibles a simple vista y propensas a fracturarse bajo cargas dinámicas.
Enfriamiento del molde
Canales de enfriamiento conformes impresos en 3D
Tiempo de ciclo 25 % más corto, tasa de deformación < 0,5 %
Costo unitario reducido, estabilidad de producción mejorada.
El enfriamiento desigual produce deformaciones y altas tasas de desechos.
Conclusiones clave:
Los proveedores de piezas estructurales deben cumplir el requisito mínimo de estar certificado según IATF 16949. Sin esta certificación, los proveedores no pueden proporcionar productos directamente a proveedores de nivel 1 ni a fabricantes de equipos originales.
Para rectificar los defectos de los componentes estructurales, se requiere una solución integral que implique el monitoreo de circuito cerrado de los parámetros del proceso (presión de mantenimiento de tres etapas, temperatura del molde variable, tornillo de baja cizalla), así como pruebas no destructivas en línea (ultrasonido/TC).
El coste inicial de los moldes de refrigeración conformal es entre un 15% y un 20% más alto, pero si se tiene en cuenta todo el ciclo de vida, el gasto total es menor. Dicho de otra manera, un poco más de gasto ahora genera mayores ahorros en el futuro.
¿Por qué elegir JS Precision para el moldeo por inyección de automóviles? Experiencia en fabricación de componentes estructurales
El punto principal a la hora de seleccionar un proveedor de moldeo por inyección para automóviles es analizar cómo puede transformar la superioridad técnica en producción en masa garantizada y reducción de costes. Esto es esencialmente lo que JS Precision, con 20 años de experiencia en la industria, hace continuamente por usted.
Al ser una fábrica acreditada con las normas ISO 9001:2015 e IATF 16949, JS Precision ha fabricado y enviado más de 300 000 componentes de precisión a nivel mundial, directamente a clientes que incluyen más de 1000 clientes (entre los que se encuentran proveedores automotrices de nivel 1 y conocidos fabricantes de equipos originales).
Nuestro conocimiento práctico y experiencia práctica son tan completos que podemos satisfacer con precisión todas sus necesidades de moldeo por inyección automotriz.
A través de una asociación con JS Precision, podrá aprovechar nuestra ética de cumplir con el estándar internacional de calidad central de la industria automotriz IATF 16949:2016.
Esto dará como resultado una trazabilidad total, desde el diseño del molde hasta la entrega de la producción en masa, erradicando por completo las lagunas de control de calidad.
JS Precision es realmente bueno en la producción de componentes estructurales para automóviles. Podemos ofrecerle una solución completa desde el análisis DFM hasta la producción en masa.
Si desea reducir la tasa de contracción de las vigas transversales de las carcasas de baterías, por ejemplo, como una empresa de vehículos de nueva energía, JS Precision puede ayudarlo de un 5,2 % a un 0,27 % resolviendo completamente el problema de la contracción, mejorando en gran medida sus posibilidades de éxito en la auditoría PPAP y evitando retrasos en el proyecto.
Utilizar JS Precision significa que ahorrarás dinero directamente.
Obtendrá un descuento de precio del 30 % inmediatamente al utilizar la fábrica de JS Precision y los recursos de más de 600 proveedores certificados; el descuento viene con una garantía de una tasa de entrega a tiempo del 99,2 % que evita interrupciones en el programa de producción debido a retrasos en el suministro.
Además, nuestros ingenieros siempre están listos para ayudarlo de inmediato con cualquier problema de moldeo por inyección que pueda encontrar.
Si busca la optimización de procesos de piezas estructurales complejas o el control de costos, podemos brindarle soluciones que brindan una reducción significativa de los costos de prueba y error al tiempo que aumentan la eficiencia de la producción.
Si le preocupa la estabilidad de los lotes y el control de costos en el moldeo por inyección de automóviles, comuníquese con los ingenieros de JS Precision para obtener estudios de casos de producción en masa gratuitos y datos de Cpk para piezas estructurales similares, lo que lo ayudará a evaluar rápidamente la idoneidad del proveedor.
¿Por qué los proveedores de moldeo por inyección para automóviles que cumplen con la IATF 16949 pueden resolver fundamentalmente el problema de estabilidad de los lotes de los componentes estructurales?
La estabilidad del lote de moldeo por inyección desempeña un papel importante a la hora de determinar la seguridad y el índice de aprobación del montaje de piezas estructurales de automóviles, mientras que la certificación IATF 16949 es la principal garantía de ello.
Además de esto, el proceso de moldeo por inyección automotriz requiere estándares de control mucho más altos que hacen que sea casi imposible que las plantas de moldeo por inyección promedio cumplan con los estándares de los OEM. Sin embargo, los proveedores que cumplan pueden evitar que se produzcan fluctuaciones de calidad a nivel del sistema.
Requisito obligatorio de capacidad de proceso de Cpk 1.33
Según IATF 16949, es necesaria una dimensión crítica con Cpk 1,33 (con un rendimiento superior al 99,99%).
La tolerancia de dimensión crítica cuando se trata de piezas estructurales de automóviles es en la mayoría de los casos de 0,05 mm. Como las plantas de moldeo por inyección normales no tienen sistemas SPC, obtienen variaciones de contracción de 0,15 mm lo que puede provocar fácilmente fallos de montaje.
En pocas palabras, es como si cada pieza que usted fabrica tuviera que encajar perfectamente en el lugar de ensamblaje del automóvil.
Por lo tanto, un sistema SPC es muy parecido a un "administrador dimensional" súper preciso, pero como las plantas de moldeo por inyección comunes no tienen este administrador, es muy probable que sus piezas difieran en tamaño, lo que las hace no aptas para su ensamblaje o uso.
Control de bucle cerrado con parámetros controlados por PFMEA
IATF 16949 requiere fuertemente el uso de PFMEA y la integración de todos los parámetros del proceso de moldeo por inyección en el monitoreo SPC en tiempo real. La evaluación de riesgos es un foco clave de la auditoría revisada de 2025. Aquellos proveedores sin certificación y con registros de mantenimiento de moldes incompletos son los que reprobarán las auditorías del OEM.
Umbrales de calificación para el suministro directo a proveedores de nivel 1 y OEM
Las auditorías OAEM PPAP requieren una dimensión crítica Cpk 1,33 junto con un FMEA completo, un plan de control y un informe MSA. Los proveedores que carezcan de la certificación IATF 16949 no podrán pasar las auditorías de Nivel 1 y es un riesgo que les llevará a realizar auditorías secundarias y generará retrasos para sus clientes.
Para confirmar rápidamente el cumplimiento de la norma IATF 16949 de una empresa de moldeo por inyección de automóviles, comuníquese con JS Precision para obtener una "Lista de verificación de auditoría de proveedores IATF 16949" gratuita para identificar de manera eficiente los riesgos de calificación y mitigar los riesgos del proyecto.
Figura 1: una colección de piezas moldeadas por inyección para automóviles, incluidos paneles de puertas y componentes del tablero, anotadas con numerosas dimensiones numéricas, que indican la precisión y escala de producción para aplicaciones estructurales.
¿Cómo eliminar los orificios de contracción en componentes estructurales de paredes gruesas utilizando la retención de presión en varias etapas en la producción de piezas automotrices de moldeo por inyección?
Las cavidades de contracción en piezas automotrices de moldeo por inyección de paredes gruesas (espesor de pared > 6 mm) son un desafío en toda la industria. No sólo comprometen la calidad de la pieza sino que, en algunos casos, pueden implicar consideraciones de seguridad.
Sin embargo, se puede utilizar un proceso científico de mantenimiento de presión de tres etapas que se comprende bien para superar este problema por completo.
Causas y consecuencias de las cavidades por contracción en componentes estructurales de paredes gruesas
Durante el enfriamiento de componentes estructurales de paredes gruesas, la capa exterior solidificada se forma primero y el interior permanece en estado fundido.
A menos que exista un mecanismo de compensación para la contracción del núcleo, aparecerán cavidades de contracción. Las tasas de contracción, si no se controlan, pueden alcanzar hasta el 3%-5%, y esto a su vez conduce a una disminución en la vida a fatiga del componente estructural.
Diseño de los parámetros de la curva de mantenimiento de presión de tres etapas (disminuir aumentar estabilizar)
Presión reducida: Después de llenar el producto, reduzca la presión al 40 %-50 % de la presión de llenado para evitar la inflamación.
Aumento de presión: antes de que la compuerta se congele, aumente la presión al 80 %-90 %, manténgala en este nivel durante 35 segundos para compensar la contracción.
Estabilización de presión: Mantenga la presión entre un 50% y un 60% hasta que la compuerta se congele.
Mecanismo de conmutación y gatillo del sensor de presión de cavidad
El sensor de presión de la cavidad (rango 0–2000 bar, temperatura del medio 0–400) se coloca en una posición importante del molde. Cambiará automáticamente cuando la presión alcance el punto de inflexión de la curva PVT del material, eliminando así cualquier error humano.
Verificación de la reducción de la cavidad hundida por debajo del 0,3 %
La combinación de mantenimiento de presión de tres etapas con un sensor de presión de la cavidad del molde puede reducir la ocurrencia de hundimiento de la cavidad a menos del 0,3% sin alargar el ciclo de moldeo. Los únicos proveedores capaces de desarrollar procesos son aquellos que pueden proporcionar parámetros específicos.
Básicamente, así es exactamente cómo se hace el "parcheado" de las "cavidades internas" de una pieza de automóvil de moldeo por inyección de paredes gruesas. Reducir la presión para evitar el desbordamiento, aumentar la presión para compensar la contracción y estabilizar la presión para dar forma.
Estas tres etapas conducen a una estructura interna armoniosa y libre de defectos, al igual que una "reparación interna" precisa del producto, garantizando tanto el cronograma de producción como la calidad.
Figura 2: Diagrama técnico que ilustra el mecanismo de presión de inyección dentro de una máquina de moldeo por inyección, mostrando la tolva, el tornillo y la dirección del flujo de material, crucial para el control del proceso en la fabricación de piezas de automóviles.
¿Cómo determinar rápidamente la capacidad de producción en masa de las empresas de moldeo por inyección de componentes estructurales para automóviles?
Las
empresas de moldeo por inyección para automóviles varían mucho en calidad. Para hacer un cribado rápido de proveedores en función de tres indicadores principales, debes priorizar los siguientes indicadores.
Indicador 1: Predicción de la orientación de la fibra y compensación de contracción en el análisis de flujo del molde
Los artículos fabricados con un polímero reforzado con más del 30 % de fibra de vidrio tienden a presentar una contracción anisotrópica. Cuando solo los informes de análisis de flujo del molde muestran valores de compensación de contracción en las direcciones X/Y/Z, está claro que el proveedor tiene la capacidad de controlar las dimensiones.
Indicador 2: Experiencia de canal caliente de válvula secuencial (SVG)
Las líneas de soldadura en componentes de alta resistencia suelen estar en áreas sometidas a tensión y la resistencia de la línea de soldadura es solo del 60 % al 80 % de la resistencia del material base. Con canales calientes de válvulas secuenciales, estas líneas de soldadura se pueden reubicar en áreas sin tensión. Los proveedores sin experiencia en SVG no podrán cumplir con los requisitos de resistencia.
Indicador 3: Capacidad de inspección por rayos X o tomografía computarizada en línea
La TC industrial proporciona una precisión de 1 μm y los rayos X en línea detectan una porosidad de >0,2 mm. Ambos son de suma importancia para los componentes estructurales de seguridad. Los proveedores deben proporcionar informes CPK junto con estadísticas de defectos para permitir la verificación directa.
Tipo de proveedor
Compensación de orientación de fibra
Experiencia SVG
Capacidad de inspección en línea
Informe CPK
Compatibilidad con producción en masa
Proveedores de alta calidad (por ejemplo, JS Precision)
Proporcione valores de compensación de tres ejes X/Y/Z.
Más de 10 estudios de casos SVG de componentes estructurales automotrices.
Equipado con CT/rayos X en línea, precisión de detección de 0,2 mm.
Proporciona informes completos de los últimos 6 meses.
Se conecta directamente con los OEM, producción en masa estable.
Proveedores ordinarios
Proporcione solo análisis de llenado básico.
Tenga aplicaciones SVG simples, sin estudios de casos de automoción.
Inspección fuera de línea, precisión de detección de 0,5 mm.
Solo proporciona informes de lotes únicos.
Adecuado para producción de prueba en lotes pequeños, propenso a problemas en lotes grandes.
Proveedores no calificados
Sin análisis de orientación de fibra.
Sin experiencia con SVG.
Solo inspección visual, no equipo de prueba no destructivo.
No se pueden proporcionar informes CPK.
Carece de capacidad de producción en masa de componentes estructurales.
Para evaluar rápidamente las capacidades de producción en masa de las empresas de moldeo por inyección de automóviles, comuníquese con JS Precision. Haremos los arreglos necesarios para que un ingeniero realice una revisión personalizada de la calificación del proveedor y proporcione un informe de evaluación gratuito.
Figura 3: Vista en primer plano del interior de una máquina de moldeo por inyección industrial, que muestra un gran componente automotriz negro parcialmente formado mientras se expulsa o se separa del molde de metal.
¿Cómo evitar la rotura de fibras en la producción de componentes estructurales largos de fibra de vidrio en inyección automotriz?
Las piezas estructurales largas de plástico reforzado con fibra de vidrio (LFT) son una característica importante de los chasis de automóviles y otros componentes similares. La fractura de la fibra conduce a una disminución de la fuerza. Sin embargo, uno puede evitar fácilmente este problema si ejecuta correctamente el proceso de inyección automotriz.
Mecanismo de rotura de la fibra y sus consecuencias en el moldeo por inyección LFT
La longitud inicial de la fibra de vidrio en los gránulos de LFT es de 10 a 12 mm. El uso de un tornillo tradicional (relación de compresión 2,5:1-3,5:1) terminará rompiéndolo hasta 0,5-1,0 mm, por debajo de 1 mm se pierde la propiedad de refuerzo.
Diseño de cabezal mezclador de dispersión y tornillo de baja relación de compresión
Si desea eliminar la fractura de la fibra, entonces un tornillo con una relación de compresión baja (<2,0:1) será más que suficiente, combinado con una contrapresión baja, alta velocidad y un cabezal mezclador de dispersión reducirá el cizallamiento y dispersará uniformemente la fibra de vidrio.
Configuración del gradiente de temperatura del barril y contrapresión baja
La contrapresión 5 bar y la temperatura del cilindro 5-10 ℃ más alta en la sección trasera que en la sección delantera son las medidas que pueden ayudar a reducir la rotura de la fibra de vidrio.
Verificación de la longitud de retención de fibras mediante el método de combustión de cenizas
Como se muestra en la siguiente tabla, los parámetros del proceso y los efectos de retención de fibra de los componentes estructurales LFT con diferentes contenidos de fibra de vidrio varían, lo que puede ser una referencia para la producción en masa.
Contenido de fibra de vidrio (%)
Relación de compresión del tornillo
Contrapresión (bar)
Temperatura de la sección de cola del barril (°C)
Porcentaje de fibras que retienen una longitud ≥6 mm (%)
Resistencia a la tracción del producto terminado (MPa)
30
1.8:1
3.5
235
78
128
35
1.7:1
4.0
240
75
136
40
1.6:1
4.5
245
72
143
45
1.5:1
5.0
250
70
151
50
1.4:1
5.0
255
68
158
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
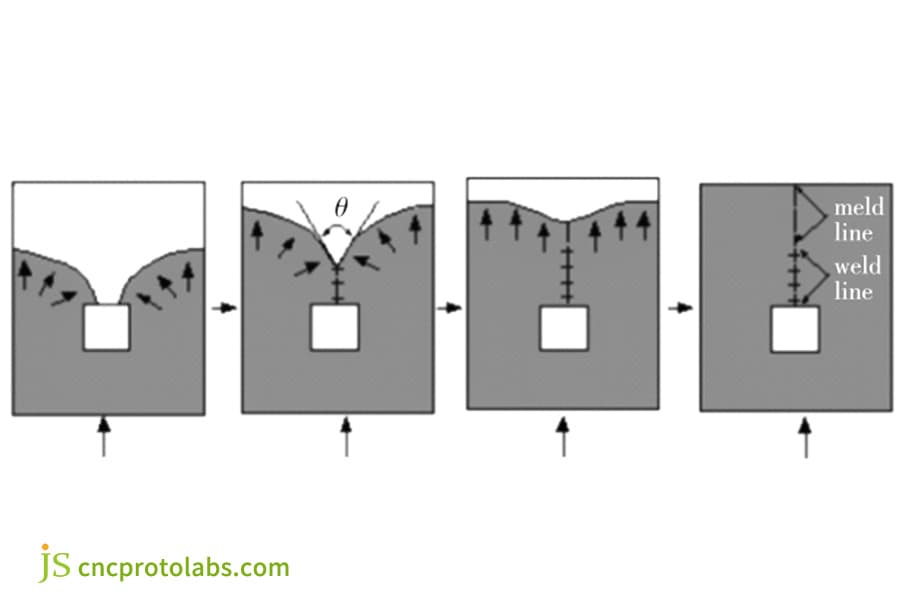
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
Mold Type
Initial Cost (USD)
Injection Cycle (seconds)
Annual Capacity (10,000 pieces)
Scrap Rate (%)
Total Cost Over 3 Years (USD)
Traditional Drilling Cooling Mold
50,000
70
40
5
120,000 (2 sets of molds + scrap cost)
3D Printed Conformal Cooling Mold
60,000 (20% higher)
52
55
1.5
78,000 (1 set of mold + low scrap cost)
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
Preguntas frecuentes
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Summary
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.