Fornecedor de moldagem por injeção automotiva: compatível com IATF 16949 para componentes estruturais
Escrito por
Precisão JS
Publicado
Apr 10 2026
moldagem por injeção
Siga-nos
A moldagem por injeção automotiva é um processo crucial na produção em massa de componentes de peças automotivas. Para garantir o sucesso deste processo, as empresas precisam resolver seus problemas de estabilidade entre lotes, a fim de alcançar uma produção contínua.
Componentes estruturais, como suportes de chassi e estruturas de bateria, não exigem apenas tolerância dimensional extremamente precisa, mas também desempenhos mecânicos consistentes.
Além disso, fábricas comuns de moldagem por injeção encontrarão falhas de montagem e até mesmo riscos de segurança que são causados pelas flutuações nas taxas de encolhimento.
Além disso, os fornecedores que não são certificados pela IATF 16949 não poderão fornecer fornecedores Tier 1 ou OEMs diretamente. Além disso, estes projetos serão submetidos a auditorias secundárias e deverão ser retificados.
Neste artigo, veremos como você pode identificar se um fornecedor realmente tem capacidade para produzir componentes estruturais automotivos para moldagem por injeção na produção em massa. A discussão será baseada exclusivamente na principal tecnologia de moldagem por injeção para garantir que você fique longe de armadilhas comuns ao selecionar fornecedores.
Visão geral da resposta principal
Dimensões principais
Requisitos/padrões principais
Indicadores Técnicos
Benefícios ao cliente
Pontos problemáticos comuns
Sistema de Qualidade
Certificação - IATF 16949
Cpk 1,33
Fornecedores e OEMs de nível 1 podem se conectar diretamente, evitando auditorias secundárias.
Uma certificação pequena ou nenhuma certificação causa atraso no projeto e aumento dos custos de retificação.
Controle de redução
Retenção de pressão em 3 estágios + sensor de pressão da cavidade do molde
Taxa de redução <0,3%
Os componentes estruturais suportam melhor a fadiga, reduzindo o risco de falhas.
O encolhimento causa rachaduras que prejudicam a segurança estrutural.
Longa retenção de fibra de vidro
Parafuso de baixa taxa de compressão (<2,0:1) + baixa contrapressão
Comprimento de retenção de fibra > 6 mm (porcentagem de 70%)
Mantém o efeito de reforço do material, aumenta a resistência estrutural.
A quebra da fibra afeta negativamente a resistência à tração e ao impacto.
Detecção de defeitos internos
Método de ressonância ultrassônica / tomografia computadorizada de raios X
Detecta porosidade > 0,2 mm
Evita que produtos defeituosos entrem no mercado e reduz as chances de recall.
As microfissuras são invisíveis a olho nu e propensas a fraturar sob cargas dinâmicas.
Resfriamento de molde
Canais de resfriamento conformados impressos em 3D
Tempo de ciclo 25% mais curto, taxa de empenamento <0,5%
Custo unitário reduzido, maior estabilidade de produção.
O resfriamento irregular leva a empenamento e altas taxas de sucata.
Principais vantagens:
Os fornecedores de peças estruturais devem atender ao requisito mínimo de serem certificados pela IATF 16949. Sem esta certificação, os fornecedores não estão autorizados a fornecer produtos diretamente a fornecedores de Nível 1 ou OEMs.
Para corrigir defeitos de componentes estruturais, é necessária uma solução abrangente que envolva o monitoramento de circuito fechado dos parâmetros do processo (pressão de retenção de três estágios, temperatura variável do molde, parafuso de baixo cisalhamento), bem como testes não destrutivos on-line (ultrassom/TC).
O custo inicial dos moldes de resfriamento conformados é 15%-20% maior, mas se levarmos em conta todo o ciclo de vida, o gasto total é menor. Em outras palavras, um pouco mais de gastos agora leva a maiores economias no futuro.
Por que escolher a JS Precision para moldagem por injeção automotiva? Especialização em Fabricação de Componentes Estruturais
O ponto principal ao selecionar um fornecedor de moldagem por injeção automotiva é ver como ele pode transformar a superioridade técnica em produção em massa garantida e redução de custos. Isso é essencialmente o que a JS Precision, com 20 anos de experiência no setor, faz continuamente por você.
Sendo uma fábrica credenciada pelas normas ISO 9001:2015 e IATF 16949, a JS Precision fabricou e enviou mais de 300.000 componentes de precisão em todo o mundo, diretamente para clientes que incluem mais de 1.000 (entre os quais fornecedores automotivos de nível 1 e OEMs conhecidos).
Nosso conhecimento prático e experiência prática são tão abrangentes que podemos atender com precisão todas as suas necessidades de moldagem por injeção automotiva.
Através de uma parceria com a JS Precision, você poderá aproveitar nossa ética de conformidade com o padrão de qualidade central da indústria automotiva internacional IATF 16949:2016.
Isso resultará em rastreabilidade total, desde o projeto do molde até a entrega da produção em massa, erradicando completamente as lacunas no controle de qualidade.
A JS Precision é realmente boa na produção de componentes estruturais automotivos. Podemos oferecer a você uma solução completa, desde a análise DFM até a produção em massa.
Se você deseja reduzir a taxa de encolhimento de travessas para carcaças de baterias, por exemplo, como uma nova empresa de veículos de energia, a JS Precision pode ajudá-lo de 5,2% a 0,27% resolvendo completamente o problema de encolhimento , melhorando significativamente suas chances de sucesso na auditoria PPAP e evitando atrasos no projeto.
Usar JS Precision significa que você economizará dinheiro diretamente.
Você obterá um desconto imediato de 30% ao utilizar a fábrica da JS Precision e os recursos de mais de 600 fornecedores certificados. O desconto vem com uma garantia de 99,2% de taxa de entrega no prazo, o que evita interrupções no cronograma de produção devido a atrasos no fornecimento.
Além disso, nossos engenheiros estão sempre prontos para ajudá-lo imediatamente com qualquer problema de moldagem por injeção que você possa encontrar.
Se você busca otimização de processos de peças estruturais complexas ou controle de custos, podemos fornecer soluções que proporcionam redução significativa de custos de tentativa e erro e, ao mesmo tempo, aumentam a eficiência da produção.
Se você está preocupado com a estabilidade do lote e o controle de custos na moldagem por injeção automotiva, entre em contato com os engenheiros da JS Precision para obter gratuitamente estudos de caso de produção em massa e dados de Cpk para peças estruturais semelhantes, ajudando você a avaliar rapidamente a adequação do fornecedor.
Por que os fornecedores de moldagem por injeção automotiva que atendem à IATF 16949 podem resolver fundamentalmente o problema de estabilidade de lote de componentes estruturais?
A estabilidade do lote de moldagem por injeção desempenha um grande papel na determinação da segurança e da taxa de aprovação na montagem de peças estruturais automotivas, enquanto a certificação IATF 16949 é a principal garantia disso.
Além disso, o processo de moldagem por injeção automotiva exige padrões de controle muito mais elevados, tornando quase impossível para fábricas médias de moldagem por injeção atender aos padrões do OEM. No entanto, os fornecedores em conformidade podem evitar que as flutuações de qualidade aconteçam no nível do sistema.
Requisito obrigatório de capacidade de processo de Cpk 1,33
De acordo com a IATF 16949, é necessária uma dimensão crítica com Cpk 1,33 (com um rendimento superior a 99,99%).
A tolerância de dimensão crítica quando se trata de peças estruturais automotivas é, na maioria dos casos, de 0,05 mm. Como as fábricas normais de moldagem por injeção não possuem sistemas SPC, elas apresentam variações de encolhimento de 0,15 mm, o que pode facilmente causar falhas na montagem.
Resumindo, é como se cada peça que você fabrica tivesse que se encaixar perfeitamente no local de montagem automotiva.
Portanto, um sistema SPC é muito parecido com um "gerenciador dimensional" superpreciso, mas como as fábricas de moldagem por injeção comuns não possuem esse gerenciador, é muito provável que suas peças tenham tamanhos diferentes, tornando-as inadequadas para montagem ou uso.
Controle de malha fechada de parâmetro acionado por PFMEA
A IATF 16949 exige fortemente o uso de PFMEA e a integração de todos os parâmetros do processo de moldagem por injeção no monitoramento do SPC em tempo real. A avaliação de riscos é um foco principal da auditoria revisada de 2025. Aqueles fornecedores sem certificação e com registros incompletos de manutenção de moldes serão os que serão reprovados nas auditorias do OEM.
Limites de qualificação para fornecimento direto para fornecedores de nível 1 e OEMs
As auditorias OAEM PPAP exigem uma dimensão crítica Cpk 1.33 junto com FMEA completo, plano de controle e relatório MSA. Os fornecedores que não tenham a certificação IATF 16949 não poderão passar nas auditorias de Nível 1 e é um risco que os levará a realizar auditorias secundárias e resultará em atrasos para seus clientes.
Para confirmar rapidamente a conformidade de uma empresa de moldagem por injeção automotiva com a IATF 16949, entre em contato com a JS Precision para obter uma "Lista de verificação de auditoria de fornecedores da IATF 16949" gratuita para identificar com eficiência os riscos de qualificação e mitigar os riscos do projeto.
Figura 1: uma coleção de peças automotivas moldadas por injeção, incluindo painéis de portas e componentes de painel, anotadas com inúmeras dimensões numéricas, indicando a precisão e a escala de produção para aplicações estruturais.
Como eliminar furos de contração em componentes estruturais de paredes espessas usando retenção de pressão em vários estágios na produção de peças automotivas para moldagem por injeção?
Cavidades de contração em peças automotivas de moldagem por injeção de paredes espessas (espessura de parede > 6 mm) são um desafio de todo o setor. Eles não apenas comprometem a qualidade da peça, mas, em alguns casos, podem envolver considerações de segurança.
No entanto, um processo científico de retenção de pressão em três estágios que seja bem compreendido pode ser usado para superar esse problema completamente.
Causas e consequências de cavidades de contração em componentes estruturais de paredes espessas
Durante o resfriamento de componentes estruturais de paredes espessas, a camada externa solidificada é a primeira a se formar e a parte interna permanece no estado fundido.
A menos que haja um mecanismo de compensação para o encolhimento do núcleo, aparecerão cavidades de contração. As taxas de contração, se não forem controladas, podem atingir até 3%–5%, e isso, por sua vez, leva a uma diminuição na vida à fadiga do componente estrutural.
Projeto de parâmetros de curva de retenção de pressão de três estágios (diminuição, aumento, estabilização)
Diminuição da pressão: Depois que o produto for preenchido, diminua a pressão para 40%–50% da pressão de enchimento para evitar flash.
Aumento da pressão: Antes de a comporta congelar, aumente a pressão para 80%–90%,mantenha esse nível por 35 segundos para compensar o encolhimento.
Estabilização de pressão: Mantenha a pressão entre 50% e 60% até que a comporta congele.
Acionador e mecanismo de comutação do sensor de pressão da cavidade
O sensor de pressão da cavidade (faixas de 0 a 2.000 bar, temperatura média de 0 a 400) é colocado em uma posição importante no molde. Ele mudará automaticamente quando a pressão atingir o ponto de inflexão da curva PVT do material, eliminando assim quaisquer erros humanos.
Verificação da redução da cavidade de afundamento para menos de 0,3%
A combinação de retenção de pressão de três estágios com um sensor de pressão da cavidade do molde pode reduzir a ocorrência de afundamento da cavidade para menos de 0,3% sem prolongar o ciclo de moldagem. Os únicos fornecedores capazes de desenvolver processos são aqueles que podem fornecer parâmetros específicos.
Basicamente, é exatamente assim que se faz o "remendo" das "cavidades internas" de uma peça automotiva moldada por injeção com paredes espessas. Reduzindo a pressão para evitar transbordamento, aumentando a pressão para compensar o encolhimento e estabilizando a pressão para moldar.
Essas três etapas levam a uma estrutura interna harmoniosa e livre de defeitos, assim como um "reparo interno" preciso do produto, tanto o cronograma de produção quanto a qualidade são garantidos.
Figura 2: Diagrama técnico que ilustra o mecanismo de pressão de injeção dentro de uma máquina de moldagem por injeção, mostrando o funil, o parafuso e a direção do fluxo de material, crucial para o controle do processo na fabricação de peças automotivas.
Como determinar rapidamente a capacidade de produção em massa de empresas de moldagem por injeção automotiva para componentes estruturais?
As empresas de moldagem por injeção automotiva variam muito em qualidade. Para fazer uma triagem rápida de fornecedores com base em três indicadores principais, você deve priorizar os seguintes indicadores.
Indicador 1: Predição da Orientação da Fibra e Compensação de Encolhimento na Análise do Fluxo do Molde
Itens fabricados com polímero reforçado com fibra de vidro com mais de 30% tendem a apresentar encolhimento anisotrópico. Quando apenas os relatórios de análise de fluxo do molde mostram valores de compensação de contração nas direções X/Y/Z, fica claro que o fornecedor tem capacidade para controle dimensional.
Indicador 2: Experiência de câmara quente com válvula sequencial (SVG)
As linhas de solda em componentes pesados geralmente ficam em áreas sob tensão e a resistência da linha de solda é apenas 60%–80% da resistência do material base. Com câmaras quentes de válvula sequencial, essas linhas de solda podem ser realocadas para áreas sem tensão. Fornecedores sem experiência em SVG não conseguirão atender aos requisitos de resistência.
Indicador 3: Capacidade de inspeção on-line de raios X ou tomografia computadorizada
A tomografia computadorizada industrial fornece precisão de 1 μm e a radiografia on-line detecta porosidade >0,2 mm. Ambos são de suma importância para a segurança dos componentes estruturais. Os fornecedores devem fornecer relatórios de CPK junto com estatísticas de defeitos para permitir a verificação direta.
Tipo de fornecedor
Compensação de orientação de fibra
Experiência SVG
Capacidade de inspeção on-line
Relatório CPK
Compatibilidade de produção em massa
Fornecedores de alta qualidade (por exemplo, JS Precision)
Forneça valores de compensação de três eixos X/Y/Z.
Mais de 10 estudos de caso SVG de componentes estruturais automotivos.
Equipado com tomografia computadorizada/raio-X on-line, precisão de detecção de 0,2 mm.
Fornece relatórios completos dos últimos 6 meses.
Conecta-se diretamente com OEMs, produção em massa estável.
Fornecedores comuns
Fornece apenas análise de preenchimento básica.
Tenha aplicativos SVG simples, sem estudos de caso automotivos.
Inspeção offline, precisão de detecção de 0,5 mm.
Fornece apenas relatórios de lote único.
Adequado para produção experimental de pequenos lotes, propenso a problemas em lotes grandes.
Fornecedores não qualificados
Sem análise de orientação de fibra.
Sem experiência com SVG.
Apenas inspeção visual, sem equipamento de teste não destrutivo.
Não é possível fornecer relatórios de CPK.
Não possui capacidade de produção em massa para componentes estruturais.
Para avaliar rapidamente as capacidades de produção em massa das empresas de moldagem por injeção automotiva, entre em contato com a JS Precision. Providenciaremos que um engenheiro conduza uma análise individual de qualificação do fornecedor e forneça um relatório de avaliação gratuito.
Figura 3: close-up de dentro de uma máquina de moldagem por injeção industrial, mostrando um grande componente automotivo preto parcialmente formado enquanto é ejetado ou separado do molde de metal.
Como evitar a quebra de fibras na produção de componentes estruturais de fibra de vidro longa em injeção automotiva?
As peças estruturais de plástico reforçado com fibra de vidro longa (LFT) são uma característica importante dos chassis automotivos e de outros componentes semelhantes. A fratura da fibra leva a uma diminuição na resistência. No entanto, esse problema pode ser facilmente contornado se o processo de injeção automotiva for executado corretamente.
Mecanismo de quebra de fibra e as consequências na moldagem por injeção LFT
O comprimento inicial da fibra de vidro em grânulos LFT é de 10-12 mm. O uso de um parafuso tradicional (taxa de compressão 2,5:1-3,5:1) acabará quebrando-o para 0,5-1,0 mm, abaixo de 1 mm, a propriedade de reforço é perdida.
Design de parafuso de baixa taxa de compressão e cabeça de mistura de dispersão
Se você deseja eliminar a fratura da fibra, então um parafuso de baixa taxa de compressão (<2,0:1) será mais que suficiente, combinado com baixa contrapressão, alta velocidade e um cabeçote de mistura dispersante reduzirá o cisalhamento e dispersará uniformemente a fibra de vidro.
Configurações de baixa contrapressão e gradiente de temperatura do barril
A contrapressão de 5 bar e a temperatura do cilindro 5-10°C mais alta na seção traseira do que na seção frontal são as medidas que podem ajudar a reduzir a quebra da fibra de vidro.
Verificação do comprimento de retenção da fibra pelo método de combustão de cinzas
Conforme mostrado na tabela abaixo, os parâmetros do processo e os efeitos de retenção de fibra dos componentes estruturais LFT com diferentes teores de fibra de vidro variam, o que pode ser uma referência para a produção em massa.
Conteúdo de fibra de vidro (%)
Taxa de compressão do parafuso
Contrapressão (bar)
Temperatura da seção da cauda do cano (°C)
Porcentagem de fibras retendo comprimento ≥6mm (%)
Resistência à tração do produto acabado (MPa)
30
1,8:1
3,5
235
78
128
35
1,7:1
4.0
240
75
136
40
1,6:1
4,5
245
72
143
45
1,5:1
5.0
250
70
151
50
1.4:1
5.0
255
68
158
The finished product is first burnt at 600℃ to remove the resin, after that glass fiber length is measured under a microscope. The percentage of glass fibers that are >6mm in length is 70% and that is considered the pass level. Automotive injection suppliers that can provide testing data have mass production capabilities.
How Can Variable Mold Temperature Technology Solve The Floating Fiber Problem For Injection Molding Automotive Structural Components?
In injection molding automotive, high glass fiber (PA66+GF50) structural components are prone to floating fibers, which affect appearance and fatigue life. Variable mold temperature technology can effectively solve this problem, balancing appearance and performance.
What Causes Fiber Floating and Why Is It Risky in a High Glass Fiber Structural Part?
When parts with high glass fiber content are filled, the different speeds of the glass fiber and the melt result in fiber floating (Ra3.2μm). A higher mold temperature can reduce this speed differential and thus fiber floating can be improved.
Rapid RHCM Process Parameters
With RHCM, the mold surface is heated up to HDT+10℃ (260℃ for PA66+GF50) just before the filling and then immediately it is cooled down after filling, fiber floating is not much of a problem any more.
Low Shear Gate Fit Impact
A low shear gate gives an evenly distributed glass fiber in the core layer. Together with RHCM, it dramatically lessens fiber floating and also increases surface gloss.
Economical Aspects of 80% Reduction in Floating Fiber Area
Variable mold temperature technology can reduce the floating fiber area by 80%, lowering Ra to 0.8μm, which is good for coating and welding. Despite the fact that mold costs increase by 15%–20%, it is more economical in the long run.
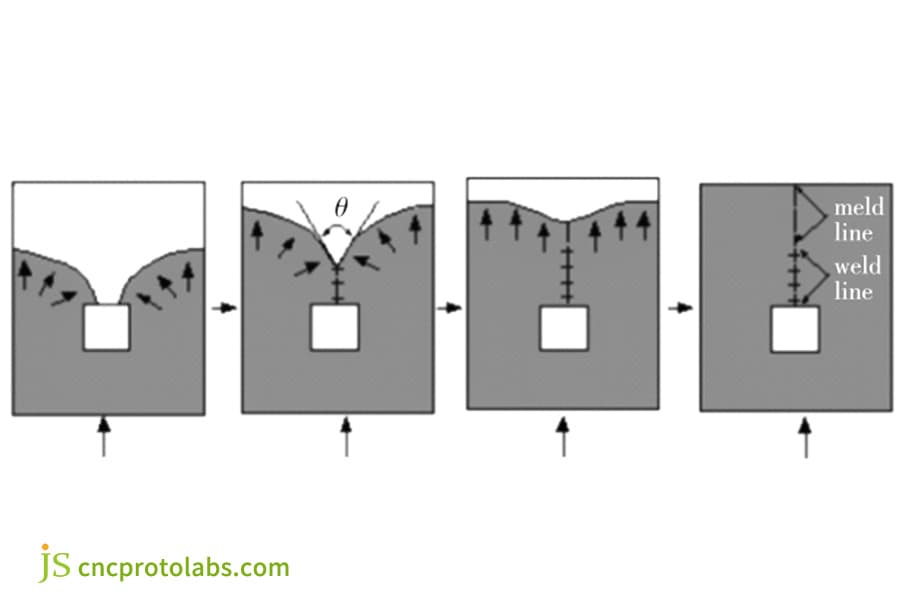
Figure 4: A four-stage diagram illustrating how weld lines form as molten plastic flows around an obstacle and converges within a mold cavity, a critical quality consideration for structural components.
How To Quickly Detect Weld Lines And Hidden Cracks Inside Injection Molded Structural Components?
Welding marks and hidden cracks are hidden safety hazards in injection molded, invisible to the naked eye and prone to breakage under dynamic loads. Professional testing is required to ensure mass production quality.
Hazards and Detection Challenges of Weld Line Cracks
Microcracks of 10–100μm are typical in the weld line area and are even under the surface, which cannot be seen through surface inspection. Thus, ultrasonic NDT can be one of the most effective methods to locate these kinds of flaws, helping to prevent the occurrence of accidents due to unsafe conditions.
Ultrasonic Resonance Method Detection Principle and Parameters
Ultrasonic testing (110MHz) technique mainly involves determining the speed of sound propagation and attenuation coefficient by defects resolution 0.5mm and sound velocity accuracy within 1%.
Rejection Criterion for 20% Sound Velocity Attenuation
From the weld line area, 5 to 10 checking points .individually sampled. That area of sound velocity attenuation that exceeds the standard value by 20% is considered as the point of rejection.
IATF 16949 Specification for Weld Line Tensile Strength 80% of Body Material
The IATF 16949 standard specifies the weld line's tensile strength to be not less than 80% of the body material. Making use of ultrasonic testing and tensile data supplier shows good quality control.
Why Can Conformal Cooling Of Structural Component Molds Reduce The Total Cost When Estimating Injection Mold Cost?
Conformal cooling molds cost more upfront, but real world cases have proved that their life cycle cost is much lower rise to.
Cycle bottlenecks and capacity limitations of traditional drilling cooling
Linear cooling channels made of traditional material cannot fit to the shape of the product, which leads to uneven cooling, elongation of cycle time and product warping. Number of molds sets required for 500,000 cycles of use doubles the cost.
Reduced cycle time by conformal cooling in 3D printing
Cooling channels of the 3D printed part conformal cooling are more efficient by 35%40% leading to a 25% reduction in cycle time. No new investment is required if one mold can produce capacity.
Conformal cooling save from shrinkage and scrapping costs
Conformal cooling reduces warpage up to the level of 0.5% while other metrics such as cycle time and deformation are improved by 20% and 15% respectively. This leads to the total life cycle cost of conformal cooling being significantly lower than that of traditional molds.
Metaphorically speaking, it's like installing a "personalized air conditioner" inside the mold. Only having fixed "vents" leads to the inconsistent and inefficient cooling in traditional cooling.On the other hand, conformal cooling is designed to match the part, so it can cool the part evenly from all sides.
This yields time saving, scrap reduction and, long term cost effectiveness comes from getting two "ordinary air conditioners" (traditional molds) installed.
Mold Type
Initial Cost (USD)
Injection Cycle (seconds)
Annual Capacity (10,000 pieces)
Scrap Rate (%)
Total Cost Over 3 Years (USD)
Traditional Drilling Cooling Mold
50,000
70
40
5
120,000 (2 sets of molds + scrap cost)
3D Printed Conformal Cooling Mold
60,000 (20% higher)
52
55
1.5
78,000 (1 set of mold + low scrap cost)
If you want a precise estimate on injection mold cost and get a cost comparison chart for conformal cooling and traditional cooling, please reach out to JS Precision for free full lifecycle cost accounting services. They'll assist you in choosing a more economical mold solution.
JS Precision Case Study: Breakthrough In Mass Production Of Battery Shell Beam Structural Components
Practical skills with automotive injection molding depend, after all, on case studies and data. JS Precision took on the mass production problem of battery casing crossbeams for a new energy vehicle that is a market leader.
With professional process optimization and strict quality control, we broke through mass production, which not only made the breakthrough point but also manifested their prowess in the injection molding of automotive structural components field.
Project Background
The battery casing crossbeams of a new energy vehicle are composed of PA66+GF35, with a wall thickness of 6.8mm, and a yearly production of 180,000 units.
The customer is a Tier 1 supplier, setting the following requirements: critical dimension Cpk 1.33, shrinkage rate < 0.5%, weld line strength 80% of the base material, direct surface coating capability, unit cost $12, and PPAP pass at the first trial.
Challenges Encountered
Mass production of this part encountered three main problems.
The wall thickness was 6.8 mm, and the original shrinkage rate of the mold was around 5.2%, while the internal pore diameter was at the maximum 1.8 mm, all of which were far from the customer's requirements.
The glass fiber led to anisotropic shrinkage, thereby the dimension deviation was about 0.12 mm which was beyond the tolerance of 0.08 mm.
The weld line strength at the gate junction was just 62% of the base material, which meant it failed the collision safety test.
Solutions
JS Precision engineering team worked on developing a full process optimization plan, one step at a time they managed to address all the mass production bottlenecks.
1. Optimizing pressure holding at three stages:
The team decided to use a down up stable pressure curve (pressure decrease 45bar pressure increase 85bar, 4 seconds holding stabilized at 55bar) plus a mold cavity pressure sensor at 320bar triggering the switch, which brought the shrinkage rate down to 0.27%.
2. Fiber orientation compensation:
By performing Moldflow mold flow analysis, mold shrinkage compensation values in the X/Y/Z directions were obtained, then the mold cavity was subject to reverse compensation, resulting in the dimensional pass rate rising to 99.4%.
3.Sequential valve hot runner: This system regulates the order of opening of two gates, which subsequently lead to weld lines in the non-stressed area, and the weld line strength goes up to 86%.
4. Variable mold temperature technology:
Initially, the mold surface is heated with steam at a temperature of 265℃ and then there is rapid cooling after filling. The fiber floating area was reduced by 78%, and the surface Ra was 0.76μm, which met the requirements for direct painting.
Final Results
The project was achieved through process optimization, fulfilling all customer requirements:
Critical dimension Cpk=1.41, shrinkage rate 0.27%, weld line strength 86%, PPAP pass rate on the first submission, and a 99.2% yield rate of 180,000 units produced. The conformal cooling mold reduced the injection cycle to 58 seconds and lowered the unit cost to $10.9, which enabled the customer to save 9% in costs.
If you are also facing mass production challenges for injection molding automotive structural parts, send your part drawings, material grades, and annual production volume to JS Precision. Receive a customized mass production solution and cost quote within 48 hours to help you quickly achieve mass production breakthroughs.
Perguntas frequentes
Q1: What are the main requirements of IATF 16949 for injection molded structural parts?
Critical dimension Cpk >= 1.33, offering full FMEA documentation, control plans, and MSA reports to ensure complete process traceability as well as meeting Tier 1 and OEM supply requirements.
Q2: How to manage shrinkage cavities of auto structural parts with wall thickness >6mm?
Making use of a three stage pressure holding process (lowering increasing stabilizing), paired with mold cavity pressure sensor trigger for switching, will get the shrinkage rate under 0.3% without lengthening the molding cycle.
Q3: How to know if an injection molding supplier can produce structural parts on a large scale?
The 3 main parameters: Are the mold flow analysis yielding values of fiber orientation shrinkage compensation? Do they have sequential valve hot runner technology? What is the capacity of their online X-ray/CT inspection system?
Q4: How to eliminate floating fibers in high glass fiber structural components using variable mold temperature technology?
Raising the mold surface temperature to HDT+10 before filling and quick cooling it after filling, along with a low shear gate, will cut the floating fiber area down by over 80%.
Q5: Is the added mold cost of variable mold temperature technology worth it?
Absolutely. The cost of the mold goes up by 15%20%, but it removes the problem of floating fibers, saves from secondary processing, increases yield, and reduces the overall cost over time.
Q6: What weld line strength should IATF 16949 standards require?
The tensile strength of the weld line should be at least 80% of the strength of the body, thus satisfying the automotive structural components collision safety criteria.
Q7: What makes conformal cooling molds initially more costly and yet more economical?
Conformal cooling can reduce the injection molding cycle time by roughly 25%. One production capacity set is the same as two sets of traditional molds, which lowers mold investment and scrap rate, therefore resulting in a lower total life cycle cost.
Q8: How do you determine the total life cycle cost of an injection mold?
Different options are analyzed using a thorough calculation of the mold cost, capacity sharing cost, scrap cost, and maintenance fee to select the most cost effective plan over the course of three years.
Summary
Choosing an IATF 16949-certified supplier is very important if you want your automotive structural part projects to be successful.
Structural parts made by injection molding of metal do not give any chance for trial and error, details affect vehicle safety. Only suppliers who can handle the main technical problems are the ones with the right practical skills.
An automotive injection molding supplier that can answer the above seven technical questions means:
✅ True process control capability (not just a certificate).
✅ Practical experience in solving core defects such as shrinkage, floating fibers, and weld marks.
✅ Transparent and traceable cost structure.Picking the right partner might save you time and help you cut the costs.
Share your part designs, materials, and estimated yearly production figure with JS Precision. Get relevant reports and quotations within 48 hours.
Contact us immediately to arrange a 30 minute technical review, obtain exclusive trial mold scheduling and production price protection, and solve all production difficulties.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.