

精密CNC旋削加工サービスは、産業オートメーション向け部品の製造における重要な支援技術の一つです。
ロボット関節の再現性が±0.02mmという極めて高い精度で求められ、アクチュエータが10,000時間もの間、一切の不具合なく動作することが期待される場合、貴社の精密部品サプライヤーが本当にそのようなハイエンドな要求に応えられると、どれほど確信できますか?
一般的に、エンジニアは精度、納期、コストという課題を同時に満たすことが非常に難しいと感じており、特に自動部品加工においてはその傾向が顕著である。
この記事は、精密CNC旋盤加工サービスが産業オートメーションをどのように決定づけるのかを明確にし、適切な製造上の意思決定を支援することを目的としています。
主要な回答の概要
| コアディメンション | コアディメンション | あなたにとっての価値 |
| プロセスパフォーマンス | CNC旋盤装置は、許容誤差±0.01mm、表面粗さRa0.4μmの加工が可能で、ロボットの関節やロボットの軸などを製作できます。 | 可動部品の嵌合精度が非常に高くなり、システム全体の信頼性が向上するという保証が得られる。 |
| 品質基準 | ISO 9001:2015は基本的な品質管理規格であり、AS9100は航空宇宙分野向け、AGMA 12は歯車の精度に関する規格である。 | 不要な費用を避けるため、用途に適した規格を選択してください。 |
| コスト要因 | 材料費(30~40%)、公差要件(±0.01mmは±0.05mmよりも40%高価)、バッチサイズが単価を決定します。 | コスト構造を理解し、設計を改善することで、最大20~30%のコスト削減が可能です。 |
| サプライヤー選定 | 機械設備(多軸旋盤など)を確認し、検査の種類(CMMによる総合検査能力など)を検討し、事例研究(自動化業界での経験)をチェックする。 | 自動化を真に理解している機械加工サプライヤーと提携しましょう。 |
主な結論
- 精度の許容範囲: ±0.01mmが分岐点であり、より厳しい公差では追加の研削工程が必要となり、コストが40~60%増加する。
- 素材に関しては、 7075アルミニウムが最も軽量(重量が60%少ない)、17-4PHステンレス鋼は耐腐食性に優れ、 PEEKプラスチックは少量の荷物には適している。
- バッチ効果に注意してください。生産量が10個から100個に増加すると、単位コストが40~60%低下します。重要なのは、デバッグのコスト償却です。
- 検査レベル: DVT/PVTによる全工程検証により、量産時の問題点を80%削減できます。
この記事を信頼する理由 JS Precision の 20 年以上にわたる CNC 加工の経験 精密加工とは何か
JS Precisionは精密製造において長い歴史を持ち、特にCNC旋削加工技術は業界をリードする技術の一つです。
当社はこれまで、主に産業用ロボット、車両自動化、医療機器分野において、200万個以上のCNC旋削加工部品を世界中に納入してきました。
本稿では、実際の生産データとプロセス検証事例に基づき、低コストで高精度部品を製造するためのCNC加工の秘訣を解説します。本稿で紹介するすべてのプロセスパラメータは、 ASME Y14.5-2018規格の寸法要件を満たしています。
JS Precisionは、高精度CNC旋削加工サービスのリーディングカンパニーの一つです。当社工場には50台以上の多軸旋盤とスイス型旋盤があり、±0.001mmの公差で部品を製造することが可能です。
航空宇宙分野や産業オートメーション分野に加え、極めて厳しい公差が求められるハイエンドな加工も得意としています。
このチームは、産業オートメーション向けのコンポーネントプロジェクトを1000件以上実施し、業界で最も一般的な200以上の課題を解決してきました。
言うまでもなく、アクチュエータのシール不良やロボット関節の嵌合精度不足といった問題も解決された。
最後に、一例として、ある有名ロボット会社の関節軸部品の再設計を挙げます。 これにより、機械全体の故障率が1.2%から0.1%に低下しただけでなく、納期も50%短縮することができた。
JS Precision社で製造されるCNC旋削加工部品は、CMM(三次元測定機)とSPC(統計的工程管理)による徹底的な検査を受けています。同社の品質システムは、ISO 9001:2015やAS9100Dといった国際規格に基づいており、 Automation Solutions Inc.のような一流顧客の厳しい要求にも応えています。
20年以上にわたる業界経験により、当社は精密CNC旋盤加工に関する深い知識と、産業オートメーション部品の要件に関する包括的な理解を培ってきました。設計最適化から量産、納品まで、お客様に包括的なサービスを提供することが可能です。
精密自動化部品の加工精度、納期、コストでお困りの場合は、JS Precisionのエンジニアにご連絡ください。お客様のご要望に合わせた精密CNC旋削加工サービスをご提供いたします。当社の専門チームがお客様のプロジェクトを確実にサポートいたします。
精密CNC旋削加工サービスとは何ですか?また、それらはどのようにロボットアーム製造を可能にするのでしょうか?
ロボットアームの量産は、高精度CNC旋盤加工サービスを基盤としている。主要な加工方法であるCNC旋盤加工は、 産業オートメーション技術における部品の高精度を保証する上で重要な役割を果たしている。
精密CNC旋削加工サービス:その概要と技術的基盤
精密CNC旋削加工サービスとは、コンピュータ制御による回転切削加工によって棒材を精密な円筒形部品に加工する工程を指し、これらの部品はロボットの関節動作や動力伝達を支える上で不可欠なものです。
自動化技術と旋削加工プロセス
産業オートメーション技術において、±0.02mmの再現精度と動作安定性は、ジョイントシャフトやハーモニック減速機など、精密CNC旋削加工によって製造される部品によって直接影響を受ける特性である。
原材料から完成品まで:生産サイクル全体
JS Precisionでは、高精度CNC旋盤加工技術により、棒材の準備から最終洗浄、梱包までを網羅しています。メートル法の高精度CNC加工により、部品は自動化システムに必要なレベルまで仕上げられます。
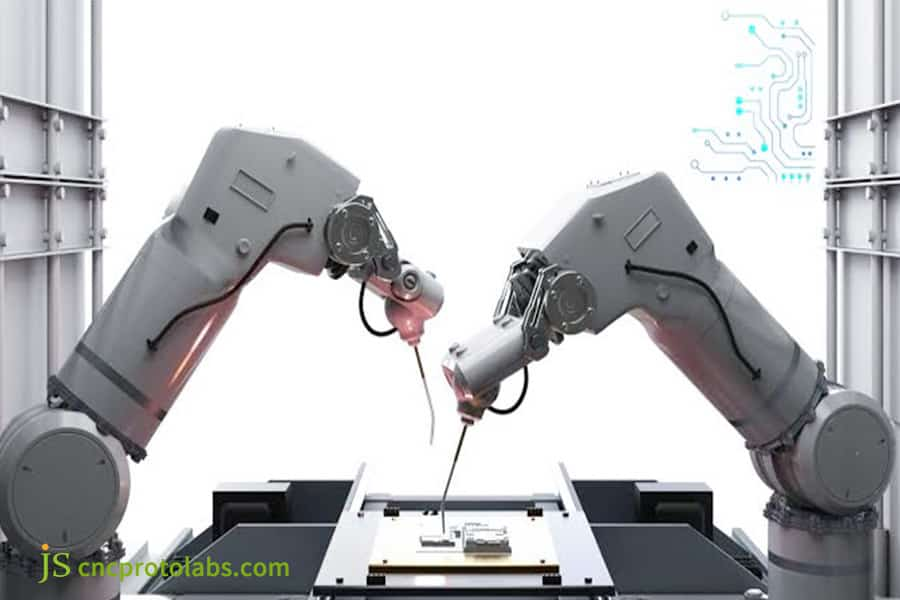
図1:最新の製造環境において、2台の産業用ロボットアームが連携してCNC加工作業を行っている。一方のロボットアームは金属部品の位置決めを行い、もう一方のロボットアームは精密な加工を行っている。
産業オートメーション技術において、高精度CNC加工が不可欠な理由とは?
産業オートメーション技術では、これまで以上に高い精度と安定性を備えた部品が求められます。高精度CNC加工は、高精度CNC加工の高度な応用例として、これらの要求を満たし、機器の性能を決定づける中核的な手段となります。
再現性の物理的基礎
高精度CNC加工により誤差が確実に除去され、CNC旋削加工された部品の嵌合クリアランスが0.01mm以下となることで、ロボットの繰り返し精度は±0.02mmを実現しています。
高速動作時の熱安定性
自動化装置が連続運転する場合でも、高精度CNC加工とチタン合金などの材料を組み合わせることで、部品の熱変形を0.01mm以下に抑えることができ、これは産業オートメーション技術の温度上昇や適合性に関する要件を満たすのに十分である。
寿命と信頼性に関する基本保証
アクチュエータの設計寿命が1万~2万時間であるため、部品の表面品質を管理するには高精度CNC加工が不可欠です。これにより、疲労寿命が30%以上向上するなど、様々なメリットが得られます。
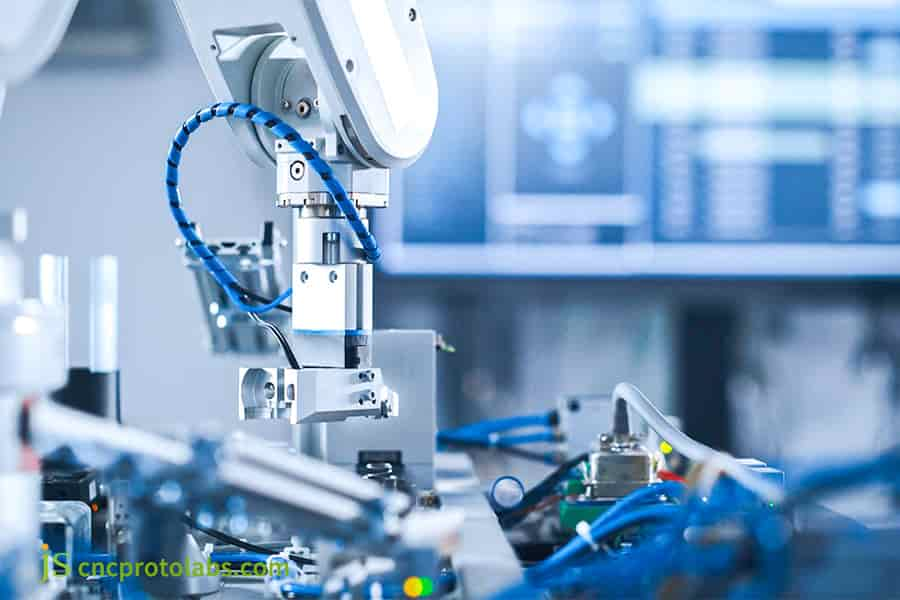
図2:高度な工場のぼやけた背景にロボットアームが見える、金属部品を精密旋削加工しているCNC工作機械のクローズアップ画像。
精密CNC旋盤加工で製造できる主要な自動化コンポーネントは何ですか?
高精度CNC旋削加工サービスは、自動化産業における様々な円筒形部品の加工に対応可能です。高精度CNC加工により、ロボット、アクチュエータ、その他の機器を含むCNC旋削部品の精度と性能が保証されます。
ロボット関節およびアームの高精度部品
ロボットの関節部減速機やベアリングなどには、様々なCNC旋削加工部品が使用されています。高精度CNC加工により、0.01mm以下のクリアランスとRa 0.4μm以下の表面粗さを実現できるため、産業オートメーション技術の精度要件に完全に適合します。
各種伝動システム用ギアおよびシャフト
伝動システムには、サーボモーターシャフトや遊星歯車キャリアなどのCNC旋削加工部品が必要です。高精度CNC旋削加工により、高速かつ高負荷の要求を満たすAGMA 12レベルの精度(歯ピッチ誤差±0.007mm)の部品を製造することが可能です。
技術アクチュエータハウジングおよび主要構造部品
アクチュエータシリンダーバレルや、シール面の精度を精密CNC旋削加工(円筒度≤0.005mm)で制御した油圧バルブスリーブなどの部品は、 Automation Solutions Inc.などの顧客に確かなサポートを提供しています。
自動システムにおけるコア旋削部品の加工パラメータ表
| コンポーネント名 | 加工公差 | 表面粗さ Ra | 適用材料 | コアプロセス |
| ロボット関節軸 | ±0.005mm | 0.2μm | 17-4PHステンレス鋼 | 多軸旋削+研削 |
| サーボモーター軸 | ±0.01mm | 0.4μm | 40億ルピー | 精密旋削加工+熱処理 |
| 円筒形バレル | ±0.008mm | 0.4μm | 6061アルミニウム | ホーニング加工+仕上げ旋削加工 |
| 遊星歯車キャリア | ±0.01mm | 0.8μm | 20CrMnTi | フライス加工と旋削加工の複合 |
| 油圧バルブスリーブ | ±0.003mm | 0.2μm | 真鍮 H62 | ミラーターニング |
アクチュエータアセンブリに使用されるCNC旋削加工部品には、どのような品質基準が適用されますか?
CNC旋削加工部品の品質は、機器の性能に直接影響します。高精度CNC加工は、国際規格に準拠している必要があります。
高精度CNC加工品質システムは、これらの規格が確実に実施され、ハイエンド顧客の要求が満たされることを保証する手段の一つです。
国際品質基準の理解
CNC旋削加工部品は、用途に応じて、ISO 2768-M、 AGMA 2000 、ISO 9001:2015、AS9100Dなどの様々な国際規格に準拠させることができます。
アクチュエータ部品の主要品質指標
アクチュエータのCNC旋削加工部品においては、部品の主要指標であるシール性と耐摩耗性を制御するために、高精度CNC加工に重点を置く必要があります。主要指標は、真円度0.005mm、表面粗さ(Ra)0.4μmです。
検査計画:初回品から量産までの検証プロセス
- 試作品段階: CMM(三次元測定機)と3Dスキャンによる完全な検査を行い、図面と実物製品の適合性を確認します。
- EV R/DVT ステージ:負荷要件への適合性を確認するためのエンジニアリング検証。
- 量産段階: SPC管理とバッチサンプリング検査を実施し、バッチの一貫性を確保する。
アクチュエータ部品の品質基準と検査方法の対応表
| 品質指標 | 標準要件 | 検査機器 | 点検頻度 |
| 寸法公差 | ±0.01mm | 座標測定機 | 初回生産品は全数検査、量産品は10%抜き取り検査。 |
| 表面粗さ | Ra≤0.4μm | 表面粗さ測定器 | バッチサンプリング検査20%。 |
| 円筒形 | ≤0.005mm | 真円度測定器 | 初回生産品は全数検査、量産品は5%抜き取り検査。 |
| 硬度 | HRC 50-60 | ロックウェル硬度計 | バッチサンプリング検査15%。 |
| 同軸性 | ≤0.01mm | ランアウトテスター | 初回生産品は全数検査、量産品は抜き取り検査で8%実施。 |

図3:スプラインやキー溝などの特徴を備えた、精密に加工された3本のステンレス鋼製シャフトを、ニュートラルな背景に表示した図。
高精度加工において、旋削加工とその他の加工方法の違いは何ですか?
高精度CNC加工の分野において、旋削加工はフライス加工や研削加工などの工程を補完するものです。高精度CNC加工は品質の核心となる要件であり、複数の工程を連携させることで、CNC旋削加工部品の最適な加工結果を実現できます。
旋削加工とフライス加工:回転対称性と複雑な形状
旋削加工は、回転対称性を持ち、一度の段取りで加工できるシャフトの製造に最適です。
一方、フライス加工はハウジングなどの非回転構造物の加工に適しています。さらに、これらの技術はいずれも、旋削とフライス加工を組み合わせたプロセスを用いることで、二次的な段取り誤差を回避することができます。
旋削加工 vs. 研削加工:効率性 vs. 究極の精度
効率的な高精度CNC加工により、IT6~IT7(±0.01mm)の公差を持つ部品を製造できます。
一方、研削加工は処理時間が長くなるものの、さらに高い精度を実現できる。±0.01mmは、これら2つの加工方法のベンチマークとして十分通用するだろう。
旋削加工と積層造形:バッチサイズと複雑さの比較
- 旋削加工:中規模から大規模なバッチサイズは旋削加工で処理できます。実際、高精度CNC旋削加工はバッチ生産のコストを大幅に削減できます。
- 積層造形:積層造形によって複雑な構造物を製造することは可能ですが、仕上げには後から旋削加工などの機械加工が必要になります。
- 相補性: 「積層造形+旋削加工」を組み合わせることで、構造的な複雑さと表面精度を同時に実現できる。
高精度部品に最適な加工方法の組み合わせをお探しですか?JS Precisionのエンジニアが、お客様の部品要件に基づき、旋削加工と他の加工方法のコストと精度を比較し、無料のコスト計算をご提供いたします。
精密CNC旋削加工サービスを選ぶ際に、コストをどのように考慮すべきか?
高精度CNC旋削加工サービスの価格は、多くの要因によって決まります。CNC旋削加工部品の設計とロットサイズはコスト最適化の鍵となり、部品構成を理解することで、加工コストを大幅に削減できます。
CNC旋削加工部品の価格に影響を与える主な要因
材料費(30~40%)と公差要件は、精密CNC旋削加工のコストに大きな影響を与えます。例えば、±0.01mmの精度での加工は、±0.05mmの精度での加工よりも約40%コストが高くなります。
予算とパフォーマンス要件を整合させる方法
段階的な精度戦略を採用することで、コストと性能のバランスを取ることができます。非嵌合面には高精度CNC加工は不要であり、重要な嵌合面には高精度CNC加工が用いられ、特別なベンチマークは旋削加工や研削加工と組み合わせて使用されます。
長期パートナーシップとバッチ生産のコストメリット
バッチサイズを10個から100個に増やすことで、CNC旋削加工部品の単価を40~60%削減できます。JS Precisionと年間契約を結ぶことで、生産能力の確保と長期的な調達コストの削減につながります。
異なるバッチサイズと公差におけるCNC旋削加工の単価参考表(7075アルミニウムシャフトを例として)
| バッチサイズ(個数) | ±0.05mmの公差(米ドル/個) | ±0.01mmの公差(米ドル/個) | ±0.005mmの公差(米ドル/個) |
| 10 | 85 | 120 | 180 |
| 50 | 55 | 77 | 110 |
| 100 | 32 | 45 | 68 |
| 500 | 20 | 28 | 42 |
| 1000 | 15 | 21 | 31 |
自動化ソリューションの成功事例にはどのようなものがありますか?
JS Precisionは、高精度CNC旋削加工サービスを提供することで、産業オートメーション技術の発展に貢献し、多くの部品に関する課題解決を支援してきました。当社のCNC旋削加工部品は様々な業界で使用されており、Automation Solutions Inc.とのパートナーシップは、当社の高精度CNC加工ツールと技術の証です。
事例研究1:複雑なロボット部品の製造例
- チャレンジ:
欧州のロボットメーカーが製造する6軸協働ロボットの関節部品(17-4PHステンレス鋼製、公差±0.005mm、表面粗さRa 0.2μm)は、元のサプライヤーから調達した場合、歩留まりがわずか82%にとどまり、深刻な納期遅延とロボット全体の量産の中断につながった。
- 解決:
JS Precision社は支援策を講じ、高精度CNC加工ソリューションを導入しました。最大限の効率性を実現するため、円筒の内外面加工を単一のフライス盤・旋盤加工機で実施しました。
仕上げ切削は、切削工程中の熱変形の影響を最小限に抑えるため、CBN工具を用いて行いました。同時に、全数CMM検査と表面粗さサンプリングを実施しました。海上輸送においては、腐食防止のため真空包装と独立した区画を使用しました。
- 結果:
部品の歩留まりは98.5%に向上しました。単価は22ドル削減されました。納期は18週間から10週間に短縮されました。ロボット全体の繰り返し精度は±0.02mm以内に維持され、産業オートメーション技術のアプリケーション要件を満たしています。

図4:ステンレス鋼製の、完成した複雑なロボットアーム関節部品2個。高品質な機械加工仕上げが特徴。
事例研究2:生産ライン効率向上のためのオーダーメイドギアソリューション
- チャレンジ:
Automation Solutions Inc.の送電線に使用されているギアボックスの騒音レベルが許容限度(78dB)を超えており、ギアの寿命は5000時間未満だった。主な原因は、ギア加工の精度不足であった。
- 解決:
精密CNC旋削加工による歯車ブランクの仕上げ後、JS Precisionの歯車専門家は、歯車の噛み合いを向上させるために歯形を調整し(8μmのキャンバー)、浸炭焼入れ処理(HRC 60±2)、さらに歯車研削(AGMA 12グレード)を施しました。これは、歯車処理の最適な組み合わせでした。
すべての工程において高精度CNC加工を用いることで、精度を厳密に管理した。
- 結果:
ギアボックスの騒音は68dBまで低減され、ギアの寿命は3倍の15000時間に延び、CNC旋削加工部品の伝達効率は15%向上し、生産ラインの稼働安定性が大幅に向上した。
事例研究3:最高級のリニアモジュールスライダーコンポーネントソリューション
- チャレンジ:
北米のオートメーションシステムインテグレーターは、高性能でありながら低価格なリニアモジュールスライダー部品の入手を強く望んでいた。当初輸入していた部品は価格が高すぎたため、製品の市場競争力に悪影響を与えていた。
- 解決:
JS Precisionは、輸入材料の代替として中国製の高品質20CrMnTiを選択し、最も重要な焼入れ工程を維持しながら、 精密CNC旋削加工を行うことで、非嵌合面の公差を最適化するだけでなく、重要な嵌合面の高精度CNC加工の要件を損なうことなく、加工難易度も低減しています。
- 結果:
部品材料費は35%削減され、単位コストは18ドル減少し、性能は設計要件を完全に満たし、顧客の年間購入量は5,000個から30,000個に増加した。
これらの事例は、貴社のプロジェクトにおける課題と類似していますか?JS Precisionの産業オートメーション技術セクションから、さらに多くの部品加工事例をご覧になり、ニーズに合った高精度CNC旋削加工サービスソリューションを見つけてください。または、プロジェクト要件を直接送信して、カスタマイズされたソリューションをご提案することも可能です。
精密部品製造プロジェクトを始めるには?
プロフェッショナルな高精度CNC旋削加工サービスプロバイダーを選ぶことは非常に重要です。JS Precisionは、幅広いサービスを提供するだけでなく、より効率的で高精度なCNC旋削加工部品を提供しており、産業オートメーション技術のニーズに完璧に合致しています。
設計から最終製品までの重要な段階
- DFM分析: JS Precisionのエンジニアが図面を微調整し、精密CNC旋削加工の流れを妨げないようにします。
- 見積もり確定:材料、公差、およびロットサイズに基づいて、精密CNC旋削加工サービスの明確な見積もりを作成します。
- 試作品製作:高精度CNC加工により、1~10個の試作品の精度が保証され、 7~10営業日以内に完成可能です。
- EVT/DVT検証:部品はシステム要件を満たしているだけでなく、プロセス最適化も通過しています。
- 量産納品: SPC管理とバッチごとの全数検査により、異なるバッチのCNC旋削部品の安定性と品質の一貫性を確保します。
効果的な技術図面と要件
精密CNC旋削加工のご依頼をいただく際は、加工ミスを防ぐため、以下の情報をご提供ください。
3D/2D図面、材料の説明、熱処理要件、表面処理仕様、年間推定消費量、目標単価、および納期。
試作品製作および小ロット試作
JS Precisionは、一点ものの試作品も製作可能です。1~10個は主に設計検証を目的としており、 10~50個は最高のコストパフォーマンスを提供し、 50~500個はSPCデータの蓄積を可能にし、500個以上は大量購入価格を適用できるため、当社は様々な顧客のニーズに対応できます。
精密部品プロジェクトを開始する準備はできましたか?技術図面と要件をJS Precisionにご提出いただければ、精密CNC旋削加工サービスの詳細な見積もりを迅速に入手し、効率的な精密製造における協業を開始できます。
よくある質問
Q1:CNC旋盤加工ではどの程度の精度を実現できますか?
標準的な精密CNC旋削加工では±0.01mmの公差を実現でき、精密機械加工では±0.005mm、研削加工では±0.002mmの公差を実現できるため、ハイエンドの自動化部品の要求に適しています。
Q2:ロボットの関節部品には、一般的にどのような材料が使用されていますか?
ロボット関節旋削用の機械部品は、主に7075アルミニウム(最軽量)、17-4PHステンレス鋼(耐腐食性)、20CrMnTi(耐摩耗性)で作られており、必要に応じて選択できます。
Q3:少量生産のカスタムCNC部品の最小注文数量は?
JS Precisionでは、最小注文数量1個からご注文いただけます。1~10個のご注文の場合、デバッグ費用はお客様負担となりますが、10~50個のご注文は最も費用対効果が高く、小ロットでのテストニーズに適しています。
Q4:CNC旋盤加工の価格を構成する主な要素は何ですか?
精密CNC旋削加工の価格は、主に材料費(30~40%)、機械加工費、熱処理費、検査費で構成されます。表面処理費は含まれておらず、別途料金が発生します。
Q5:図面を提供してからサンプルを入手するまでどれくらい時間がかかりますか?
単純な旋削加工部品であれば、7~10日で試作品を作成できます。複雑な部品の場合は、主要工程だけでなく、材料調達やスクリプトのデバッグ時間も含まれるため、2~3週間かかります。
Q6:AGMAグレード12ギアとはどういう意味ですか?
AGMAグレード12は、優れた品質のCNC加工によって達成可能な最高レベルの歯車です。歯ピッチ誤差はわずか±0.007mmで、歯車の研削は避けられません。このタイプの歯車は、高速精密伝動に使用できます。
Q7:バッチの一貫性を確保するにはどうすればよいですか?
当社では、SPC工程管理、初回品全数検査、バッチ抜き取り検査を組み合わせることで、旋削加工部品のバッチごとの一貫性を確保しています。コア寸法のCPK値は1.33で、精密加工の基準を満たしています。
Q8:陽極酸化処理は寸法に影響しますか?
はい、陽極酸化処理によって旋削加工部品の寸法は変化します。通常、陽極酸化膜の厚さは5~25μmです。精密なCNC旋削加工を行う場合は、寸法の逆数による誤差を許容範囲内に収める必要があります。
Q9:CNC旋盤とスイス型自動旋盤の違いは何ですか?
スイス型自動旋盤は、直径42mm未満の細身のシャフト加工に最適なソリューションであり、より高い精度を実現します。CNC旋盤は、大径で複雑な部品の製造を可能にするツールであり、より広い加工範囲を備えています。
Q10:輸出梱包に関して特別な要件はありますか?
輸出される旋削加工部品は、防錆油、VCI(気相防錆剤)紙、独立した仕切り、真空包装で梱包されており、海上輸送中の汚染、腐食、損傷を防ぐ効果的な方法です。
Q11:プロトタイプ段階ではどのようなテストが必要ですか?
試作段階では、旋削精度と部品組立の有効性を徹底的に確認するために、包括的なCMM検査、表面粗さ測定、硬度試験、および組立検証が必要です。
Q12:信頼できるCNC加工業者を見分けるにはどうすればよいですか?
信頼できる高精度CNC旋盤加工業者を選定するには、加工設備、品質認証(ISO/AS9100) 、および同業他社における自動部品加工の事例を確認することが必須です。
まとめ
高精度CNC旋削加工サービスは、産業オートメーションシステムの安定稼働に不可欠です。CNC旋削加工された部品一つひとつの加工品質は、自動化機器の性能、寿命、安定性を左右する決定的な要素となります。
20年以上にわたる高精度CNC加工の経験を持つJS Precisionは、産業オートメーション技術のニーズを深く理解しています。信頼できるパートナーとして、高精度CNC旋削加工により、精度、納期、コストという3つの主要な課題を解決いたします。
図面をお送りいただければ、無料のDFM解析とお見積もりをご提供いたします。JS Precisionを、自動化成功への道のりにおける信頼できるパートナーとしてお選びください。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

