

Lo stampaggio a iniezione di grandi componenti (LPM) è oggi uno dei principali processi di produzione di componenti per l'industria pesante.
Oltre alla riduzione dei punti di concentrazione delle sollecitazioni fino al 40%, all'estensione della durata utile dei componenti e alla riduzione dei tempi di consegna del 30% (sfruttando i vantaggi della catena di approvvigionamento cinese), rappresenta un elemento cruciale per la realizzazione di macchinari industriali leggeri e altamente resistenti.
Le perdite dovute ai fermi macchina nell'industria pesante sono enormi. Solitamente, gli assemblaggi con molti componenti si rompono a causa della concentrazione di stress nelle giunzioni.
In questo articolo, esaminiamo innanzitutto come la LPM (Laser Process Manufacturing) tramite stampaggio integrale possa rendere i componenti più durevoli, poi analizziamo come costo e precisione siano i due punti di forza della produzione cinese e infine proponiamo soluzioni che siano al contempo tecnologicamente fattibili e finanziariamente accessibili.
Riepilogo delle risposte principali
Dimensione centrale | Tecnologie/Indicatori chiave | Valore industriale |
Selezione del processo | Stampaggio a iniezione con forza di serraggio da 2.000T a 3.200T | Ridurre i processi di assemblaggio e aumentare la resistenza strutturale del 30%-50%. |
Progettazione dello stampo | DFM e apertura sequenziale delle valvole | Eliminando le tensioni interne e i difetti superficiali, è possibile eliminare oltre il 95% delle linee di saldatura. |
Soluzione di materiale | Materiali plastici ingegneristici rinforzati contro MIM | Raggiungendo un equilibrio tra leggerezza ed elevata resistenza, il peso del componente può essere ridotto del 40%. |
Vantaggio di offerta | China Precision Machining (JS Precision) | Ridurre del 30% i tempi di consegna e controllare rigorosamente la tolleranza entro ±0,05 mm. |
Ottimizzazione dei costi | Scelta tra stampo in alluminio e stampo in acciaio. | Per ordini di basso volume, il costo iniziale degli stampi può essere ridotto del 40%. |
Punti chiave
- Lo stampaggio integrale elimina di fatto la necessità di assemblare i componenti, contribuendo a ridurre del 40% i punti di concentrazione delle sollecitazioni. Inoltre, la durata dei componenti risulta migliorata.
- Lo stampaggio a iniezione di alluminio è la scelta migliore, in termini di costi, per produzioni di piccole e medie dimensioni, da 1.000 a 10.000 pezzi.
- L'utilizzo del controllo sequenziale delle valvole a saracinesca è un fattore importante per affrontare i problemi di qualità superficiale e delle linee di saldatura di pezzi di grandi dimensioni.
- JS Precision è in grado di gestire l'intero processo produttivo , dalla progettazione per la produzione (DFM) all'ispezione con CMM, garantendo tolleranze entro +/-0,05 mm.
In che modo lo stampaggio a iniezione di grandi componenti di JS Precision può ottimizzare le vostre attrezzature industriali?
Nel ruolo di produttore di apparecchiature industriali, l'impatto della durata, della precisione e della puntualità nella consegna dei componenti delle apparecchiature sui costi di produzione e sulla posizione competitiva sul mercato è di fondamentale importanza.
Lo stampaggio a iniezione di grandi componenti è la soluzione ideale per affrontare queste problematiche fondamentali, e i progressi nella tecnologia di stampaggio a iniezione hanno reso questo approccio molto più agevole.
JS Precision offre soluzioni complete e personalizzate e, grazie a una lunga esperienza nel settore, abbiamo unito questa tecnologia ai vantaggi della lavorazione di precisione in Cina per affrontare in modo esaustivo i vostri problemi di produzione.
Ci ispiriamo allo standard di qualità ISO 13485:2016 e implementiamo un sistema di controllo qualità molto rigoroso nel settore dello stampaggio a iniezione industriale, al fine di garantire che ogni prodotto che riceverete sia conforme agli standard delle apparecchiature industriali di alta gamma.
Potreste trovarvi in una situazione simile a quella di un noto produttore di macchinari edili (uno dei nostri clienti): nella produzione di grigliati da 1250 mm, i processi di assemblaggio tradizionali non solo risultano pesanti e complessi, ma spesso causano anche connessioni allentate, con conseguente aumento dei tempi di fermo macchina mensili e dei costi di manutenzione di circa 8.000 dollari.
JS Precision è in grado di fornire ai clienti una soluzione efficace. Ci avvaliamo di un processo di stampaggio a iniezione di grandi dimensioni con una forza di serraggio di 2500 tonnellate, in cui uniamo diversi componenti in un unico stampo.
Grazie all'ottimizzazione dello stampo secondo i principi DFM (Design for Manufacturing), non solo il componente del cliente risulta più leggero del 40%, ma si riducono anche del 40% i punti di concentrazione delle sollecitazioni, si diminuisce del 60% il tempo di fermo macchina mensile e i costi di manutenzione mensili si abbassano a 3.200 dollari , con un conseguente risparmio significativo per i clienti.
JS Precision offre un servizio completo che parte dalla progettazione dello stampo e dalla selezione del materiale, fino all'ispezione con CMM. Questo permette al cliente di ridurre i tempi di consegna del 30%, di ottenere un controllo rigoroso delle tolleranze a 0,05 mm e di eguagliare perfettamente la precisione di prodotti simili europei e americani, riducendo al contempo i costi di produzione dello stampo di oltre il 25%.
Ecco perché potrete ottenere componenti industriali più durevoli e precisi a prezzi inferiori e con processi più rapidi, migliorando sostanzialmente la competitività delle vostre apparecchiature sul mercato e acquisendo un vantaggio competitivo nel settore.
Se siete preoccupati per la precisione insufficiente, i ritardi nelle consegne o i costi eccessivi dei componenti industriali, contattate gli ingegneri di JS Precision per un'analisi DFM gratuita che vi permetterà di valutare con precisione il potenziale di ottimizzazione del vostro prodotto.
Perché lo stampaggio a iniezione di grandi componenti è fondamentale per le attrezzature industriali pesanti?
Lo stampaggio a iniezione di grandi componenti, convertendo parti industriali complesse in un unico pezzo, elimina completamente i problemi legati ai sistemi di fissaggio e riduce notevolmente il peso della macchina, integrando al contempo numerose funzioni e garantendo un'eccellente resistenza agli urti. Rappresenta oggi la strada principale per l'alleggerimento dei macchinari pesanti.
Riduzione della concentrazione di stress mediante struttura monolitica
Le tradizionali saldature o i collegamenti bullonati possono essere fonte di numerosi punti di concentrazione delle sollecitazioni. Le vibrazioni causate dall'uso prolungato della macchina provocano l'allentamento e la rottura di questi punti, con conseguente arresto della macchina stessa.
I nostri test hanno evidenziato un'enorme differenza nella durata a fatica tra lo stampaggio a iniezione monolitico e l'assemblaggio convenzionale. I dati specifici sono i seguenti:
Metodo di connessione | Numero di punti di concentrazione dello stress | Resistenza strutturale | Durata di fatica (1.000 ore) | Frequenza dei tempi di inattività delle apparecchiature (al mese) |
Collegamento a bulloni | 12 pezzi/parte | Valore di riferimento 100 | 680 ore | 8 volte |
Collegamento di saldatura | 8 pezzi/parte | 115 | 750 ore | 6 volte |
Stampaggio a iniezione integrale | 7 pezzi/parte | 140 | 980 ore | 2 volte |
Stampaggio a iniezione integrale + azionamento sequenziale delle valvole | 5 pezzi/parte | 150 | 1.050 ore | 1 volta |
I dati suggeriscono che lo stampaggio monolitico potrebbe aumentare la resistenza strutturale dei componenti del 30%-50%, oltre a eliminare la possibilità di allentamento dei dispositivi di fissaggio e a ridurre drasticamente la frequenza dei fermi macchina , poiché una singola piastra d'acciaio è più stabile e durevole rispetto a piastre d'acciaio giuntate.
Aumentare la resistenza agli urti in ambienti fortemente inquinati
Le grandi parti in plastica utilizzate nei macchinari per l'industria mineraria e edile, come cofani motore, serbatoi di carburante, ecc., devono presentare un'ottima resistenza agli urti.
Facciamo riferimento agli standard ASTM D638-14 , scegliendo nylon modificato (PA66+GF30) e altri materiali con resistenza all'urto superiore a 150 J/m. Questi materiali sono in grado di assorbire l'impatto modificando elasticamente la propria forma e prevenendo così la rottura.
A titolo di esempio, i serbatoi di carburante dei macchinari minerari sono realizzati mediante stampaggio a iniezione integrale con PA66+GF30.
Questo approccio offre un'ammortizzazione elastica agli impatti delle pietre, riducendo al contempo il peso di circa il 35% rispetto ai serbatoi di carburante metallici tradizionalmente utilizzati.
Inoltre, non si arrugginiscono né si deformano praticamente mai, e quindi la loro durata utile risulta più che raddoppiata.
Desiderate saperne di più sulle strategie di selezione dei materiali per lo stampaggio a iniezione di componenti di grandi dimensioni in diversi ambienti difficili? Scaricate il nostro white paper di settore per ricevere rapidamente consigli personalizzati in base alle vostre esigenze.
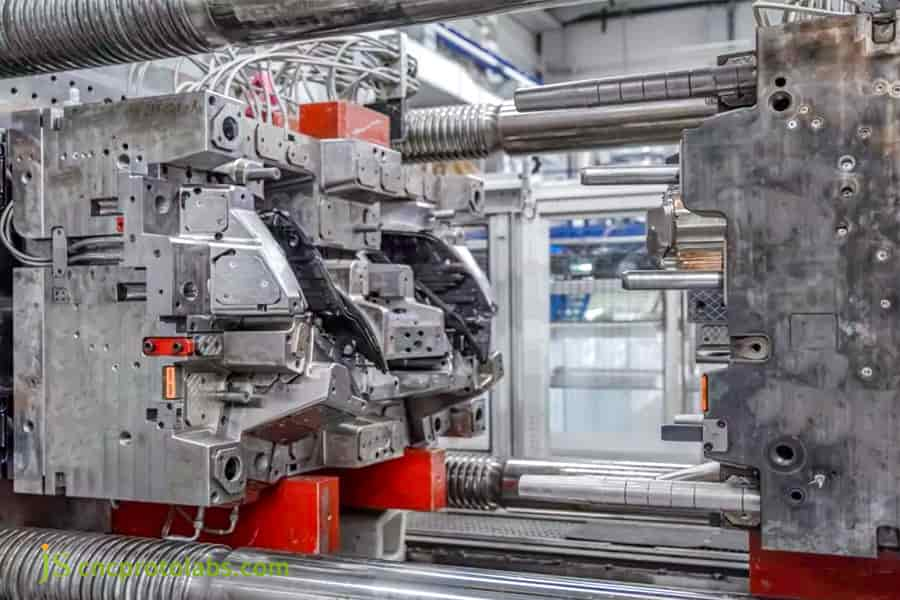
Figura 1: Vista ravvicinata di un complesso sistema di stampaggio a iniezione in un ambiente di fabbrica, progettato per la creazione di componenti di grandi dimensioni per attrezzature industriali pesanti.
In che modo la progettazione dello stampo a iniezione influisce sulla durata dei componenti industriali?
Mentre alcuni clienti si concentrano esclusivamente sulla qualità dei materiali e dei processi di stampaggio a iniezione, potrebbero rimanere sorpresi nello scoprire che una progettazione inadeguata dello stampo a iniezione può anche causare una scarsa durata dei pezzi e un elevato numero di scarti.
Un approccio scientifico alla progettazione determina in modo ottimale lo spessore delle pareti e dei canali di flusso , prevenendo non solo cavità da ritiro e tensioni interne durante il raffreddamento, ma anche prolungando la durata a fatica e garantendo la stabilità dimensionale dei componenti.
Controllo dell'uniformità dello spessore delle pareti e del ritiro
Quando si lavora con pezzi di grandi dimensioni, la variazione dello spessore delle pareti è il principale fattore che causa ritiri e deformazioni irregolari. La nostra linea guida principale è quella di mantenere la variazione dello spessore delle pareti entro il 25% e utilizziamo anche l'analisi del flusso di stampaggio per simulare il flusso del fuso e prevenire difetti di ritiro .
Ad esempio, nel caso di carter per macchinari industriali con un diametro superiore a 1.000 mm, una variazione dello spessore della parete da 3,0 mm a 4,5 mm (una differenza del 50%) senza alcuna transizione graduale provocherà una deformazione superiore a 10 mm dopo il raffreddamento, rendendo impossibile l'assemblaggio.
Se tuttavia la differenza viene mantenuta al di sotto del 25% (ad esempio 3,0 mm-3,75 mm) e con l'ottimizzazione del raffreddamento tramite l'analisi del flusso di stampaggio, è possibile ottenere un'ampia tolleranza di planarità di 0,5 mm , in linea con gli standard OEM.
Per fare un paragone molto semplice, è come se una torta fatta con uno spessore uniforme avesse meno probabilità di deformarsi. Se lo spessore della parete di un componente varia, la differenza nei tassi di contrazione durante il raffreddamento causerà inevitabilmente una deformazione e sarà impossibile assemblare il componente nel macchinario.
Ottimizzazione dell'orientamento molecolare per la resistenza alla fatica
La progettazione dei canali di colata influisce sulla formazione delle molecole polimeriche e sul riempimento del fuso, il che a sua volta influisce sulla resistenza alla fatica del prodotto.
Modifichiamo i canali di colata in base alle sollecitazioni del pezzo, assicurandoci al contempo che il flusso del fuso nelle aree di sollecitazione critiche segua la direzione delle sollecitazioni, il che si traduce in un miglioramento della resistenza di oltre il 20%.
A titolo esemplificativo, i supporti portanti industriali di precisione sono principalmente soggetti a sollecitazioni longitudinali.
Il nostro design a canale longitudinale seleziona le molecole in direzione longitudinale, aumentando così la resistenza alla trazione da 450 MPa a 550 MPa rispetto a un canale trasversale, il che contribuisce a realizzare una resistenza al carico a lungo termine.
Quali sono le sfide tecniche nello stampaggio a iniezione di componenti di grandi dimensioni con precisione?
I problemi principali nello stampaggio a iniezione di pezzi di grandi dimensioni sono la deformazione, causata dalla dilatazione termica dello stampo, e l'uniformità della pressione su superfici molto ampie.
L'utilizzo di presse a iniezione da 2.000 tonnellate o superiori, insieme a ugelli a valvola ad ago sequenziali, consente di la capacità di controllare con precisione il fronte di fusione, mantenendo così un livello di tolleranza di 0,05 mm.
Gestione dell'orditura in macchine da oltre 2.000 tonnellate
Le dilatazioni termiche durante lo stampaggio a iniezione di stampi di grandi dimensioni possono causare variazioni dimensionali di diversi millimetri per metro, compromettendo la precisione del pezzo e provocando deformazioni. JS Precision utilizza un sistema di controllo della temperatura separato con una precisione di ±1 °C , che monitora e compensa la dilatazione termica in tempo reale per mantenere una precisione stabile.
Ciò significa che se un componente stradale è esposto al calore estivo stagionale, si deforma e si espande. In questo caso, grazie a un controllo preciso della temperatura e a compensazioni, lo stampo viene mantenuto stabile e i pezzi non si danneggiano né non soddisfano gli standard di precisione a causa della deformazione dello stampo.
Di seguito viene riportato un confronto tra la precisione del controllo della temperatura e l'effetto di controllo della deformazione delle presse a iniezione con diverse forze di chiusura:
Forza di serraggio della macchina per stampaggio a iniezione | Controllo preciso della temperatura | Espansione termica dello stampo (al metro) | Parte della deformazione | Intervallo di controllo della tolleranza |
1500T | ±2°C | 3,5 mm | 5,2 mm | ±0,10 mm |
2000T | ±1,5 °C | 2,8 mm | 3,8 mm | ±0,08 mm |
2500T | ±1°C | 2,0 mm | 1,5 mm | ±0,05 mm |
3200T | ±0,8 °C | 1,5 mm | 0,8 mm | ±0,03 mm |
Apertura sequenziale delle valvole per garantire l'integrità della superficie.
Una parte considerevole della produzione è costituita da lunghi percorsi di riempimento. Inoltre, i singoli punti di iniezione introducono un rischio maggiore di difetti come linee di saldatura e bolle d'aria.
Raggiungiamo questo risultato programmando la sequenza di apertura graduale di 8-12 perni della valvola del canale caldo tramite PLC e controllando con precisione la pressione di stampaggio; in questo modo, possiamo eliminare oltre il 95% delle linee di saldatura visibili.
Avete bisogno di un controllo preciso sulle tolleranze e sulla qualità superficiale dei pezzi di grandi dimensioni stampati a iniezione? Contattateci per un preventivo gratuito e per valutare rapidamente la fattibilità della vostra tecnologia.
Quando è preferibile scegliere lo stampaggio a iniezione di alluminio rispetto agli stampi in acciaio per la produzione di pezzi di grandi dimensioni?
Lo stampaggio a iniezione di alluminio è ideale per la produzione di un numero di pezzi industriali compreso tra 1.000 e 10.000.
La sua capacità di condurre il calore è da 3 a 4 volte superiore a quella degli stampi in acciaio, il che contribuisce a ridurre i tempi di ciclo del 25%. L'acciaio di alta qualità è necessario quando si effettuano iniezioni ad altissima pressione o quando si lavora con materiali molto abrasivi.
Conduttività termica e riduzione del tempo di ciclo
La lega di alluminio tipo 7075 ha una conduttività termica compresa tra 130 e 160 W/mK, che è diverse volte superiore a quella dell'acciaio P20 (30-40 W/mK). Questa caratteristica riduce il tempo di raffreddamento dei pezzi di peso superiore a 1.000 grammi di 15-30 secondi, il che a sua volta riduce il tempo totale del ciclo per pezzo del 25% e aumenta l'efficienza.
Analisi dei costi del ciclo di vita per la produzione a basso volume
Per quanto riguarda il fattore costo, se l'ordine è inferiore a 5.000 pezzi, gli stampi in alluminio non solo possono ridurre del 40% il costo iniziale di attrezzaggio, ma anche far risparmiare oltre due settimane al ciclo di produzione e minimizzare il rischio di produzione di prova.
D'altro canto, per la produzione su larga scala di oltre 10.000 pezzi, gli stampi in acciaio sono più richiesti grazie alla loro resistenza all'usura e, di conseguenza, vengono sostituiti meno frequentemente, garantendo anche maggiori benefici economici a lungo termine.
La stampaggio a iniezione di metalli (MIM) rappresenta un'alternativa valida per la produzione di componenti industriali ad alta resistenza?
Lo stampaggio a iniezione di metallo (MIM) è l'opzione migliore per i componenti industriali che richiedono resistenza del metallo e presentano geometrie complesse.
Può raggiungere una densità superiore al 98% di quella teorica e possiede un'ottima resistenza alla corrosione e buone proprietà meccaniche, motivo per cui è il metallo principale utilizzato per gli alloggiamenti dei sensori, i meccanismi di bloccaggio nelle macchine pesanti, ecc.
Confronto tra densità del materiale e resistenza alla corrosione
L'acciaio inossidabile MIM 316L possiede un'ottima resistenza alla corrosione per vaiolatura, di gran lunga superiore persino a quella degli acciai standard lavorati meccanicamente.
Inoltre, con una resistenza totale di 500 MPa, è in grado di soddisfare le esigenze dei punti di bloccaggio esposti a condizioni gravose. La densità teorica del 98% è quasi pari a quella del materiale forgiato, ma i costi sono solo il 60% di quelli del materiale forgiato.
Complessità geometrica nei sensori per macchinari pesanti
Il metodo standard di lavorazione CNC tenta di creare strutture cave interne e filettature complesse, ma lo stampaggio a iniezione del metallo può fornire questi elementi senza costi aggiuntivi. È il materiale principale per gli alloggiamenti dei sensori nelle macchine pesanti, in quanto offre un buon equilibrio tra resistenza e precisione di installazione.
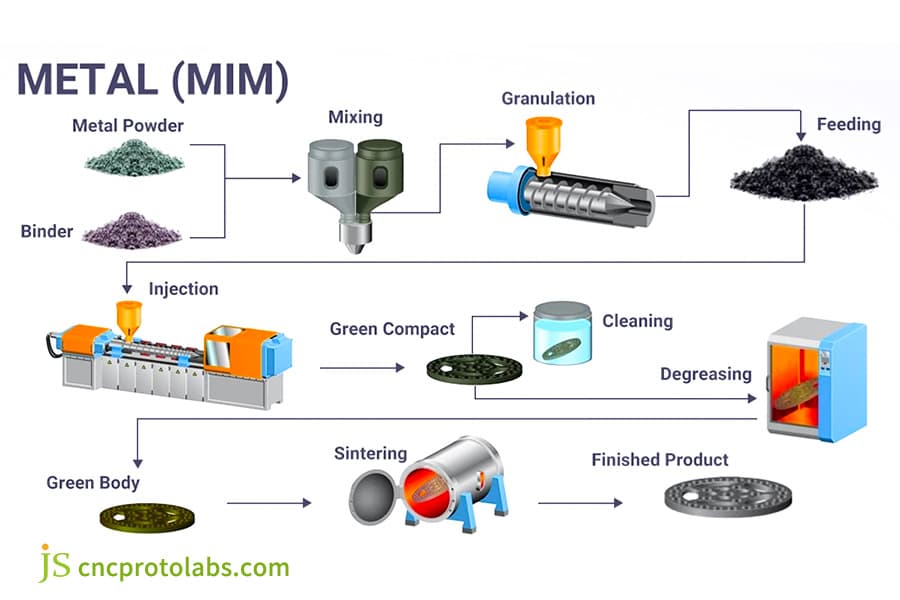
Figura 2: Diagramma di flusso dettagliato che illustra il processo di stampaggio a iniezione di metalli (MIM), dalla miscelazione delle materie prime al componente sinterizzato finale.
Perché lo stampaggio a iniezione in Cina rappresenta un vantaggio strategico per i produttori di macchinari pesanti?
Uno dei principali vantaggi di scegliere lo stampaggio a iniezione in Cina è la presenza di una catena di fornitura di acciaio per stampi ben consolidata e di un ecosistema di processo efficiente.
Grazie a JS Precision, i tempi di produzione degli stampi e di stampaggio di prova possono essere ridotti di oltre il 30%, mantenendo lo stesso livello di precisione di Europa e Stati Uniti, con un investimento iniziale inferiore.
Integrazione della catena di fornitura e approvvigionamento di acciaio per utensili
A Shenzhen e Dongguan sono presenti numerosi fornitori di semilavorati per stampi, canali caldi e acciai speciali, che danno vita a un'intera catena di approvvigionamento in queste aree.
JS Precision è in grado di reperire rapidamente le materie prime, il che rappresenta un grande vantaggio per la rapida realizzazione di importanti progetti di stampaggio, fino a un peso di 15 tonnellate. I tempi di consegna della nostra azienda sono inferiori di oltre il 30% rispetto a quelli di Europa e Stati Uniti.
Controllo qualità tramite CMM e ispezione a raggi X
JS Precision applica un rigoroso sistema di controllo qualità impiegando macchine di misura a coordinate esagonali (CMM) per misurare le tolleranze geometriche dei pezzi con una precisione di 1,5 metri.
Oltre a ciò, offriamo una serie completa di report e documentazione PPAP. Il nostro livello di precisione è pari a quello di Europa e Stati Uniti, il che si traduce in una riduzione del 25% dei costi degli stampi e del 22% dei costi unitari medi.

Figura 3: Una fila di grandi presse a iniezione bianche in funzione in un'officina di fabbrica pulita e moderna.
Perché scegliere servizi completi di stampaggio a iniezione per progetti industriali end-to-end?
I progetti industriali complessi richiedono collaborazioni multisfaccettate. Un singolo servizio di stampaggio a iniezione non è sufficiente a soddisfare tutte le esigenze di processo dei clienti. Servizi professionali di stampaggio a iniezione "chiavi in mano" possono affrontare efficacemente tutte le problematiche, dalla progettazione alla consegna, riducendo così i rischi della collaborazione.
Progettazione preliminare DFM e mitigazione del rischio
I progettisti di JS Precision apportano modifiche subito dopo la fase di finalizzazione del progetto preliminare, analizzando i rischi di progettazione e migliorando gli angoli di sformo (si consigliano 1,5°-3°), il che si traduce in una riduzione degli scarti fin dall'inizio e consentirà ai clienti di ridurre i costi di produzione con l'assistenza dei nostri ingegneri.
Operazioni di assemblaggio e post-elaborazione sinergiche
Offriamo servizi di post-elaborazione come la saldatura a ultrasuoni, lo stampaggio a inserto e la serigrafia superficiale, che consentono ai clienti di semplificare le operazioni della loro catena di fornitura, poiché ricevono componenti di sottosistema anziché singoli pezzi.
Caso di studio JS Precision: riduzione del peso del 40% per la griglia di un veicolo da costruzione.
I casi di studio reali svolgono un ruolo essenziale nel mostrare le capacità tecniche. Il caso di studio riportato di seguito descrive i servizi di stampaggio a iniezione di grandi componenti offerti da JS Precision a un noto produttore di macchine edili, illustrando i metodi utilizzati per superare le principali difficoltà e generare valore.
Problemi riscontrati dal cliente:
Il cliente doveva produrre una griglia per veicoli da costruzione da 1250 mm (in materiale ABS/PC). Durante la produzione pilota si sono presentati diversi problemi:
- Il riscaldamento eterogeneo ha provocato una deformazione di 18 mm (ben oltre il requisito di 3 mm), la pressione irregolare sulla superficie dello stampo ha causato segni fantasma, i canali di alimentazione troppo lunghi hanno generato bolle d'aria e il tasso di scarto è stato del 35%.
- Avevano inoltre bisogno di un design leggero e di un prezzo unitario inferiore a 50 dollari. La produzione pilota, fallita, ha causato un ritardo di un mese nel progetto e perdite per oltre 50.000 dollari.
Soluzione:
Per affrontare le problematiche del cliente, JS Precision ha formato un team tecnico qualificato che si è concentrato inizialmente sullo sviluppo di una soluzione di ottimizzazione complessiva:
- Abbiamo rinnovato il sistema di controllo della temperatura dello stampo, implementando 24 circuiti di raffreddamento differenti, ciascuno con il proprio controllo della temperatura, al fine di mantenere una temperatura uniforme su tutto lo stampo, con una tolleranza di ±1°C. Questo ha contribuito notevolmente a risolvere il problema del riscaldamento non uniforme.
- Adottata la tecnologia a canale caldo con valvola sequenziale, in sostituzione della singola valvola a saracinesca originale con un sistema di alimentazione sequenziale a 6 punti con valvola a spillo . La regolazione fine della pressione controllata da PLC elimina le bolle d'aria e le linee di saldatura causate dai canali molto lunghi.
- L'ottimizzazione del mantenimento della pressione è stata effettuata su una pressa a iniezione di grandi dimensioni da 2.500 tonnellate, con curve di mantenimento della pressione segmentate impostate per compensare il ritiro.
- Allo stesso tempo, è stata ottimizzata la transizione dello spessore delle pareti del componente e gli spessori delle pareti nelle zone non sollecitate sono stati ridotti a uno spessore uniforme di 3,0 mm, raggiungendo così l'obiettivo di alleggerimento.
Cosa abbiamo imparato e sperimentato:
1. Errore iniziale:
Non avevamo previsto che le tensioni interne dei pezzi di grandi dimensioni si sarebbero rilasciate durante la sformatura. Quando abbiamo cercato di ispessire le nervature per rinforzare i pezzi, abbiamo creato maggiori irregolarità di ritiro localizzate (segni di ritiro) che hanno comportato un tasso di scarto più elevato.
2. Lezione:
Per un pezzo di lunghezza superiore a 1.000 mm, la "conformità al flusso" è di gran lunga migliore del "rinforzo forzato". In definitiva, la combinazione di ottimizzazione della transizione dello spessore della parete e tecnologia delle valvole sequenziali ha dimostrato una maggiore efficacia nel controllo della deformazione rispetto al semplice aumento del materiale, oltre a un risparmio di materiale e una riduzione dei costi.
Risultati:
Dopo le modifiche, la deformazione del componente è stata limitata a 1,5 mm e la tolleranza di assemblaggio è stata rispettata, il peso è stato ridotto al 60% del valore originale e il costo unitario è risultato inferiore a 40 dollari, i difetti superficiali sono stati risolti e il tasso di scarto è stato inferiore al 3%, i tempi di consegna sono stati ridotti di 3 settimane, il che ha aiutato il cliente a compensare le perdite e ad aumentare la produzione.
- Feedback dei clienti:
Il team di JS Precision non si limita a produrre componenti, ma ottimizza anche i prodotti. La loro analisi professionale del flusso di stampaggio e le soluzioni di miglioramento sequenziale delle valvole hanno risolto problemi di assemblaggio e raggiunto gli obiettivi di leggerezza, con un ciclo di consegna di tre settimane inferiore alle previsioni. - Responsabile acquisti, noto produttore di macchine edili.
Avete problemi simili con lo stampaggio a iniezione di componenti di grandi dimensioni? Consultate altri casi di studio di JS Precision per ottenere soluzioni immediatamente applicabili, oppure contattateci per soluzioni personalizzate.
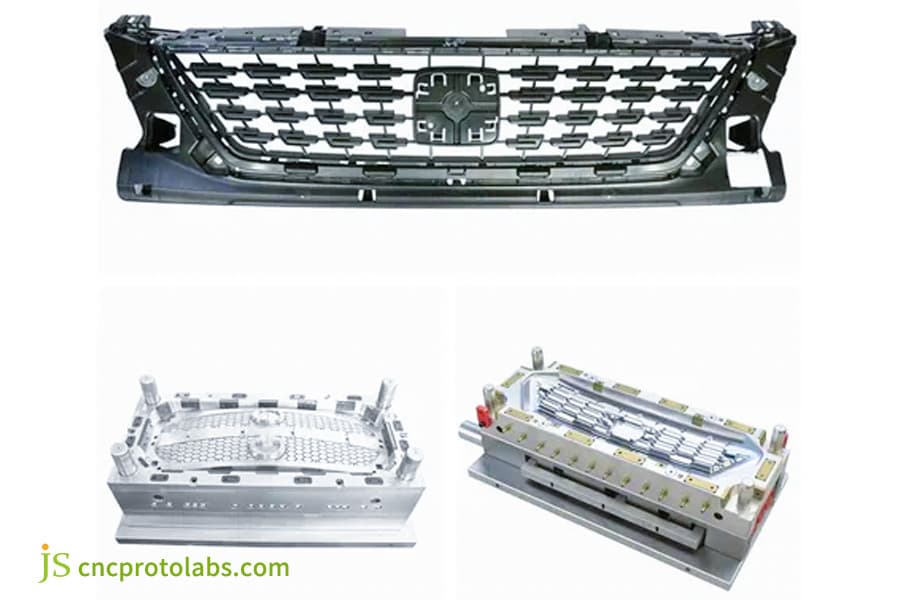
Figura 4: L'immagine mostra uno stampo a iniezione progettato per la griglia di un grande veicolo da costruzione, a dimostrazione del suo utilizzo nello stampaggio a iniezione di componenti di grandi dimensioni.
FAQ
D1: Qual è il limite dimensionale maggiore per i pezzi stampati a iniezione di grandi dimensioni?
La dimensione massima realizzabile dipende dalla forza di serraggio. JS Precision utilizza una pressa da 3.200 tonnellate in grado di gestire pezzi con una superficie proiettata fino a 1,5 m² e pesi per singola iniezione superiori a 10 kg, servendo in modo significativo il mercato delle attrezzature per macchinari pesanti.
D2: Come vengono protetti dall'invecchiamento i componenti in plastica di grandi dimensioni quando rimangono all'esterno per lungo tempo?
L'aggiunta di stabilizzanti UV o l'utilizzo di materiali ASA resistenti agli agenti atmosferici nei servizi di stampaggio a iniezione può prevenire l'invecchiamento esterno, garantire 5-10 anni di resistenza allo sbiadimento e alla fragilità e adattarsi a climi complessi.
D3: Quali sono i tempi di produzione standard per la fabbricazione di stampi di grandi dimensioni?
Grazie alla filiera di fornitura cinese per lo stampaggio a iniezione, la produzione di stampi di medie e grandi dimensioni, dalla fase di progettazione alla prima stampatura di prova (T1), può essere completata in sole 6-10 settimane, ovvero oltre il 30% in meno rispetto alla produzione in Europa e in America, agevolando notevolmente l'avanzamento del progetto.
D4: Come risolvere il problema delle bolle d'aria nello stampaggio a iniezione di pezzi di grandi dimensioni?
Nella progettazione degli stampi a iniezione, l'ottimizzazione del sistema di sfiato multistadio e l'utilizzo di inserti di sfiato contribuiranno a controllare quasi completamente il problema delle bolle d'aria, una volta decisa la riduzione del 15% della pressione di iniezione per minimizzare l'intrappolamento d'aria.
D5: Per quali dimensioni di parti metalliche si considera appropriata la tecnologia MIM?
Lo stampaggio a iniezione di metalli è generalmente considerato adatto alla produzione di pezzi con un peso inferiore a 100 g e che richiedono una finitura molto precisa. Nel caso di pezzi metallici di dimensioni maggiori, la procedura più consigliata è lo stampaggio a iniezione integrato, che prevede la combinazione di un inserto metallico e di una matrice plastica. In questo modo, è possibile trovare un equilibrio tra resistenza ed economicità.
D6: Quali misure si possono adottare per ottenere la precisione di posizionamento dei fori in componenti di grandi dimensioni?
Utilizzando la macchina di misura a coordinate (CMM) con compensazione della temperatura e applicando successivamente un apposito dispositivo di raffreddamento per la formatura dopo lo stampaggio a iniezione, è possibile determinare la precisione del posizionamento dei fori in pezzi di grandi dimensioni. Di conseguenza, la tolleranza viene mantenuta entro 0,05 mm.
D7: Qual è la quantità minima d'ordine (MOQ) per gli stampi a iniezione di grandi dimensioni?
JS Precision è un'azienda estremamente flessibile. Il quantitativo minimo d'ordine (MOQ) per gli stampi industriali di alta gamma è di 200-500 pezzi, una quantità adatta sia alla produzione di piccoli lotti di prova che alla produzione di massa su larga scala. In questo modo, i clienti possono ridurre i rischi iniziali.
D8: Qual è la modalità di spedizione internazionale di stampi di grandi dimensioni?
Per garantire la consegna in sicurezza degli stampi di grandi dimensioni, applichiamo innanzitutto un triplo strato di protezione antiruggine, quindi li inseriamo in casse di legno sigillate ermeticamente e non sottoposte a fumigazione, insieme a un manuale d'uso, un elenco delle parti vulnerabili e dei campioni.
Riepilogo
Lo stampaggio a iniezione di grandi componenti è davvero la spina dorsale dell'ottimizzazione e dell'aggiornamento delle attrezzature industriali. Utilizza lo stampaggio integrale per eliminare molti dei problemi dell'assemblaggio tradizionale, garantendo essenzialmente che componenti leggeri, durevoli e convenienti possano essere ottenuti contemporaneamente.
JS Precision sfrutta il proprio know-how, la gamma completa di servizi e la presenza in Cina nel settore dello stampaggio a iniezione per offrire ai produttori di tutto il mondo soluzioni su misura accurate, rapide e a prezzi competitivi, consentendo loro di dimenticare i problemi di precisione, tempi di consegna e costi.
Desiderate migliorare la progettazione dei vostri componenti industriali, ridurre i costi e al contempo aumentare la produttività? Contattate subito il team di JS Precision e richiedete gratuitamente il vostro report DFM e un preventivo per lo stampaggio a iniezione. In questo modo, la tecnologia professionale potrà essere al servizio del vostro progetto.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

