

Литье под давлением крупных деталей (LPM) является одним из основных производственных процессов для компонентов тяжелой промышленности в настоящее время.
Помимо снижения концентрации напряжений до 40%, увеличения срока службы компонентов и сокращения сроков поставки на 30% (за счет преимуществ китайской цепочки поставок), это важнейший элемент для создания легких и высокопрочных промышленных машин.
Потери от простоев в тяжелой промышленности огромны. Обычно узлы с большим количеством деталей выходят из строя из-за концентрации напряжений в местах соединений.
В этой статье мы сначала рассмотрим, как технология LPM (литография с литьем под давлением) может повысить долговечность компонентов, затем проанализируем, как стоимость и точность являются двумя сильными сторонами китайского производства, и, наконец, предложим решения, которые являются одновременно технологически осуществимыми и финансово доступными.
Краткое изложение основных ответов
Основное измерение | Ключевые технологии/показатели | Промышленная ценность |
Выбор процесса | Литье под давлением с усилием смыкания 2000–3200 тонн | Сократите процессы сборки и повысьте прочность конструкции на 30-50%. |
Проектирование пресс-форм | DFM и последовательное управление клапанами | Устранение внутренних напряжений и поверхностных дефектов позволяет исключить более 95% сварочных швов. |
Материальное решение | Армированные конструкционные пластики против MIM-технологии | Достижение баланса между легкостью и высокой прочностью позволяет снизить вес детали на 40%. |
Преимущество предложения | Китайская компания по прецизионной обработке (JS Precision) | Сократить срок поставки на 30% и строго контролировать допуск в пределах ±0,05 мм. |
Оптимизация затрат | Выбор между алюминиевой и стальной пресс-формой | Первоначальные затраты на оснастку могут быть снижены на 40% при выполнении заказов небольшими объемами. |
Основные выводы
- Технология цельнолитого формования, по сути, исключает необходимость сборки деталей, что помогает снизить концентрацию напряжений на 40%. Кроме того, увеличивается срок службы компонентов.
- Литье алюминия под давлением — оптимальный вариант с точки зрения стоимости для небольших и средних производственных партий от 1000 до 10 000 штук.
- Использование последовательного управления заслонками клапанов является важным фактором в решении проблем качества поверхности и сварных швов крупных деталей.
- Компания JS Precision может взять на себя весь производственный процесс, начиная с проектирования с учетом технологичности производства (DFM) и заканчивая контролем с помощью координатно-измерительной машины (CMM), и обеспечить допуски в пределах +/-0,05 мм.
Как технология литья под давлением крупных деталей от JS Precision может оптимизировать ваше промышленное оборудование?
Для производителя промышленного оборудования влияние долговечности, точности и своевременности поставки компонентов оборудования на производственные затраты и конкурентоспособность на рынке невозможно переоценить.
Литье под давлением крупных деталей является ключевым методом решения этих основных проблем, а усовершенствования в технологии литья под давлением сделали этот процесс очень удобным.
Компания JS Precision предлагает комплексные, индивидуально разработанные решения, и, опираясь на многолетний опыт работы в отрасли, мы объединили эти технологии с преимуществами высокоточной обработки в Китае , чтобы всесторонне решить ваши производственные проблемы.
Мы руководствуемся стандартом качества ISO 13485:2016 и внедряем очень строгую систему контроля качества в секторе промышленного литья под давлением, чтобы гарантировать, что каждый продукт, который вы получаете, соответствует высоким стандартам промышленного оборудования.
Вы можете столкнуться с ситуацией, подобной той, что сложилась у известного производителя строительной техники (одного из наших клиентов): при изготовлении деталей решетки шириной 1250 мм традиционные процессы сборки не только громоздки и сложны, но и часто приводят к ослаблению соединений, что увеличивает ежемесячное время простоя оборудования и затраты на техническое обслуживание примерно на 8000 долларов.
Компания JS Precision способна предложить клиентам эффективное решение. Мы используем процесс литья под давлением крупных деталей с усилием смыкания 2500 тонн, в ходе которого мы объединяем несколько компонентов в единую пресс-форму.
В сочетании с оптимизацией конструкции пресс-формы по принципу DFM (проектирование с учетом технологичности производства) это не только снижает вес детали заказчика на 40%, но и уменьшает концентрацию напряжений на 40%, сокращает ежемесячное время простоя оборудования на 60%, а ежемесячные затраты на техническое обслуживание снижаются до 3200 долларов , что приводит к существенной экономии средств для клиентов.
Компания JS Precision предлагает полный комплекс услуг, начиная с проектирования пресс-форм и выбора материалов, и заканчивая контролем качества на координатно-измерительной машине (CMM). Это позволяет клиенту сократить срок поставки на 30%, обеспечить строгий контроль допусков до 0,05 мм, что идеально соответствует точности аналогичных европейских и американских изделий, и одновременно снизить затраты на изготовление пресс-форм более чем на 25%.
Именно поэтому вы сможете получать более долговечные и точные промышленные детали по более низким ценам и с использованием более быстрых процессов, существенно повышая конкурентоспособность вашего оборудования на рынке и получая преимущество в отрасли.
Если вас беспокоит недостаточная точность, задержки поставок или чрезмерная стоимость промышленных компонентов, свяжитесь с инженерами JS Precision для получения бесплатного отчета об анализе DFM (проектирование для производства) и точной оценки потенциала оптимизации вашего продукта.
Почему литье под давлением крупных деталей имеет решающее значение для тяжелого промышленного оборудования?
Литье под давлением крупных деталей, благодаря преобразованию сложных промышленных деталей в единую цельную конструкцию, полностью устраняет проблемы, связанные с крепежными элементами, и значительно снижает вес машины, при этом сохраняя множество функций и обеспечивая превосходную ударопрочность. Сегодня это основной путь к облегчению тяжелой техники.
Снижение концентрации напряжений за счет монолитной конструкции.
Традиционные сварочные или болтовые соединения могут быть источником многочисленных точек концентрации напряжений. Вибрация, возникающая при длительной эксплуатации машины, приводит к ослаблению, поломке этих точек и остановке работы машины.
Наши испытания показали огромную разницу в усталостной долговечности между монолитным литьем под давлением и традиционной сборкой. Конкретные данные приведены ниже:
Способ подключения | Количество точек концентрации стресса | Прочность конструкции | Срок службы при усталости (1000 часов) | Частота простоев оборудования (в месяц) |
Болтовое соединение | 12 штук/часть | Референтное значение 100 | 680 часов | 8 раз |
Сварочное соединение | 8 штук/деталь | 115 | 750 часов | 6 раз |
Цельное литье под давлением | 7 штук/деталь | 140 | 980 часов | 2 раза |
Цельнолитая конструкция + последовательная литниковая система с клапанным управлением | 5 штук/часть | 150 | 1050 часов | 1 раз |
Полученные данные свидетельствуют о том, что монолитное формование может повысить прочность деталей на 30-50%, а также исключить возможность ослабления крепежных элементов и значительно сократить частоту простоев, поскольку цельная стальная пластина более стабильна и долговечна, чем соединенные между собой стальные пластины.
Повышение ударопрочности в сильно загрязненных средах
Крупные пластиковые детали в горнодобывающей и строительной технике, такие как капоты двигателей, топливные баки и т. д., должны обладать очень хорошими ударопрочностями.
Мы ориентируемся на стандарты ASTM D638-14 , выбирая модифицированный нейлон (PA66+GF30) и другие материалы с ударной вязкостью более 150 Дж/м. Эти материалы позволяют им выдерживать удар, упруго изменяя свою форму и тем самым предотвращая разрыв.
В качестве примера можно привести топливные баки горнодобывающей техники, изготавливаемые методом цельного литья под давлением из сплава PA66+GF30.
Такой подход обеспечивает эластичную амортизацию ударов камней, при этом вес снижается примерно на 35% по сравнению с традиционно используемыми металлическими топливными баками.
Кроме того, они практически не ржавеют и не меняют свою форму, поэтому срок их службы увеличивается более чем вдвое.
Хотите узнать о схемах выбора материалов для литья под давлением крупных деталей в различных агрессивных средах? Скачайте наш отраслевой аналитический отчет, чтобы получить быстрые рекомендации по настройке под ваше оборудование.
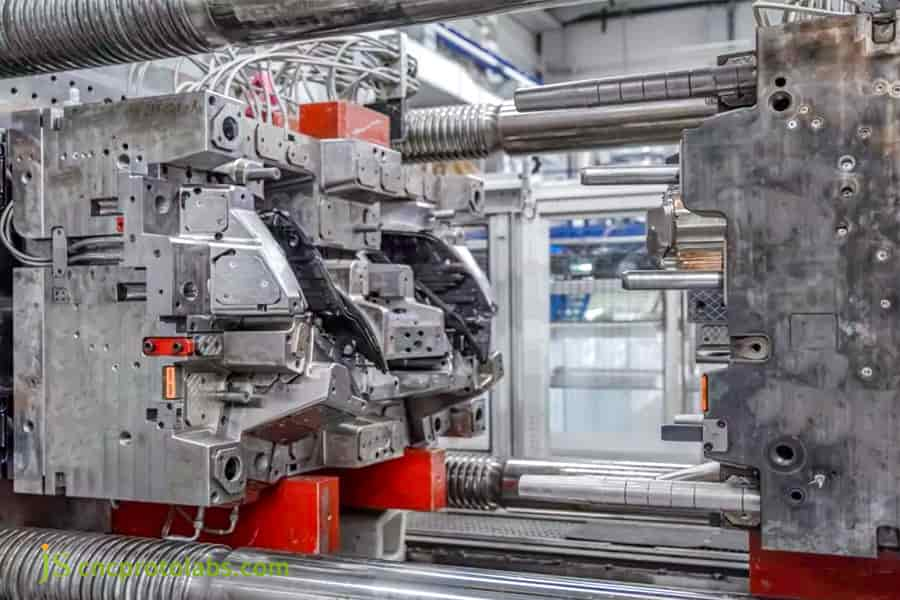
Рисунок 1: Крупный план сложной установки для литья под давлением в заводских условиях, предназначенной для изготовления крупных деталей для тяжелого промышленного оборудования.
Как конструкция пресс-формы для литья под давлением влияет на долговечность промышленных компонентов?
Хотя некоторые клиенты сосредотачиваются только на качестве материалов и процессах литья под давлением, их может удивить тот факт, что плохое проектирование пресс-формы для литья под давлением также может привести к низкой долговечности деталей и большому количеству брака.
Научный подход к проектированию позволяет оптимально определить толщину стенок и каналов потока , что не только предотвращает образование усадочных полостей и внутренних напряжений при охлаждении, но и продлевает срок службы при усталостных нагрузках и обеспечивает стабильность размеров деталей.
Равномерность толщины стенки и контроль усадки
При изготовлении деталей больших размеров основным фактором неравномерной усадки и деформации является изменение толщины стенок. Наше основное правило – поддерживать изменение толщины стенок на уровне 25%, а также мы используем анализ потока расплава для моделирования течения расплава и предотвращения дефектов, связанных с усадкой .
Например, в случае корпусов промышленных машин диаметром более 1000 мм изменение толщины стенки с 3,0 мм до 4,5 мм (разница в 50%) без постепенного изменения приведет к деформации более чем на 10 мм после охлаждения, что сделает сборку невозможной.
Однако, если разница не превышает 25% (например, 3,0–3,75 мм), и если оптимизировать охлаждение с помощью анализа потока расплава, можно достичь большого допуска по плоскостности в 0,5 мм, что соответствует стандартам OEM.
Проще говоря, это как с тортом, приготовленным с одинаковой толщиной стенок, – он с меньшей вероятностью деформируется. Если же толщина стенок детали различается, разница в скорости усадки при охлаждении неизбежно приведет к деформации, и собрать деталь в вашем оборудовании станет невозможно.
Оптимизация молекулярной ориентации для повышения усталостной прочности
Конструкция литниковых каналов влияет на образование полимерных молекул и заполнение расплава, что, в свою очередь, влияет на усталостную прочность изделия.
Мы вносим изменения в литниковые каналы в зависимости от напряжений в детали, одновременно обеспечивая следование потока расплава в критических зонах напряжения, что приводит к повышению прочности более чем на 20%.
В качестве примера можно привести высокоточные промышленные несущие конструкции, которые в основном подвергаются продольному напряжению.
Наша конструкция с продольным расположением литниковых каналов обеспечивает ориентацию молекул в продольном направлении, что повышает прочность на растяжение с 450 МПа до 550 МПа по сравнению с поперечным расположением литниковых каналов, обеспечивая тем самым поддержку для долговременного сопротивления нагрузкам.
Какие технические сложности возникают при литье под давлением крупногабаритных деталей с высокой точностью?
Наибольшие проблемы при литье под давлением крупных деталей связаны с деформацией, вызванной термическим расширением пресс-формы, и неравномерностью распределения давления на очень больших поверхностях.
Эксплуатация термопластавтоматов мощностью 2000 тонн и более, а также игольчатых клапанов с последовательным расположением сопел, предоставляет вам следующие возможности: Возможность точно контролировать фронт расплава, поддерживая при этом допуск в 0,05 мм.
Управление деформацией в машинах грузоподъемностью более 2000 тонн
Тепловое расширение при литье под давлением в больших пресс-формах может изменять размеры на несколько миллиметров на метр, влиять на точность детали и приводить к деформации. Компания JS Precision использует отдельную систему контроля температуры с точностью ±1°C , которая отслеживает и корректирует тепловое расширение в режиме реального времени для поддержания стабильной точности.
Это означает, что если деталь дорожного полотна изготовлена из материала, подверженного воздействию летней жары, она деформируется и расширяется. Здесь же, благодаря точному контролю температуры и компенсациям, форма остается стабильной, и детали не повреждаются и не выходят за рамки стандартов точности из-за деформации формы.
Ниже приведено сравнение точности регулирования температуры и эффективности предотвращения деформации литьевых машин с различной силой смыкания:
Усилие смыкания литьевой машины | Точность контроля температуры | Коэффициент теплового расширения пресс-формы (на метр) | Деформация детали | Диапазон контроля допусков |
1500Т | ±2°C | 3,5 мм | 5,2 мм | ±0,10 мм |
2000Т | ±1,5°C | 2,8 мм | 3,8 мм | ±0,08 мм |
2500Т | ±1°C | 2,0 мм | 1,5 мм | ±0,05 мм |
3200Т | ±0,8°C | 1,5 мм | 0,8 мм | ±0,03 мм |
Последовательное регулирование клапанов для обеспечения целостности поверхности
Значительная часть производства приходится на длинные пути заполнения. Кроме того, использование отдельных литниковых каналов повышает риск возникновения дефектов, таких как сварные швы и пузырьки воздуха.
Мы достигаем этого, программируя пошаговую последовательность открытия 8-12 штифтов горячеканальных клапанов с помощью ПЛК и осуществляя строгий контроль давления при литье, после чего нам удается обойтись без более чем 95% заметных сварочных швов.
Необходим точный контроль допусков и качества поверхности крупногабаритных деталей, изготовленных методом литья под давлением? Свяжитесь с нами для бесплатной оценки стоимости и быстрого понимания целесообразности внедрения вашей технологии.
В каких случаях следует отдавать предпочтение литью алюминия под давлением, а в каких – использованию стальной оснастки для изготовления крупных деталей?
Литье алюминия под давлением отлично подходит для изготовления от 1000 до 10 000 промышленных деталей.
Его способность проводить тепло в 3-4 раза выше, чем у стальных форм, что помогает сократить время цикла на 25%. Высококачественная сталь необходима при впрыске под очень высоким давлением или при работе с очень абразивными материалами.
Теплопроводность и сокращение времени цикла
Алюминиевый сплав типа 7075 обладает теплопроводностью в диапазоне от 130 до 160 Вт/мК, что в несколько раз выше, чем у стали P20 (30-40 Вт/мК). Эта особенность сокращает время охлаждения деталей весом более 1000 грамм на 15-30 секунд, что, в свою очередь , уменьшает общее время цикла на деталь на 25% и повышает эффективность.
Анализ затрат на протяжении всего жизненного цикла для мелкосерийного производства
Что касается фактора стоимости, то при заказе менее 5000 штук алюминиевые пресс-формы позволяют не только снизить первоначальные затраты на изготовление оснастки на 40%, но и сократить время производственного цикла более чем на две недели, а также минимизировать риск пробного производства.
С другой стороны, для крупномасштабного производства, превышающего 10 000 изделий, стальные формы пользуются большим спросом благодаря своей износостойкости, в результате чего их заменяют реже, а также они обеспечивают большую экономическую выгоду в долгосрочной перспективе.
Является ли литье под давлением металла (MIM) жизнеспособной альтернативой для изготовления высокопрочных промышленных деталей?
Литье под давлением металла (MIM) — лучший вариант для изготовления промышленных компонентов, требующих высокой прочности металла и имеющих сложную геометрию.
Он может достигать плотности более 98% от теоретической и обладает очень хорошей коррозионной стойкостью и механическими свойствами, поэтому является основным металлом, используемым для корпусов датчиков, запорных механизмов в тяжелой технике и т. д.
Сравнение плотности материалов и коррозионной стойкости
Нержавеющая сталь MIM 316L обладает очень высокой устойчивостью к точечной коррозии, значительно превосходящей даже устойчивость стандартных изделий, изготовленных методом механической обработки.
Кроме того, благодаря общей прочности в 500 МПа, он способен удовлетворить потребности в замочных точках, подверженных воздействию тяжелых условий. Теоретическая плотность в 98% практически такая же, как у кованого материала, но стоимость составляет всего 60% от стоимости кованых изделий.
Геометрическая сложность датчиков в тяжелой технике
Стандартный метод обработки на станках с ЧПУ предполагает создание внутренних полых конструкций и сложных резьбовых соединений, однако литье под давлением позволяет изготавливать такие детали без дополнительных затрат. Это основной материал для корпусов датчиков тяжелой техники, поскольку он обеспечивает хороший баланс между прочностью и точностью установки.
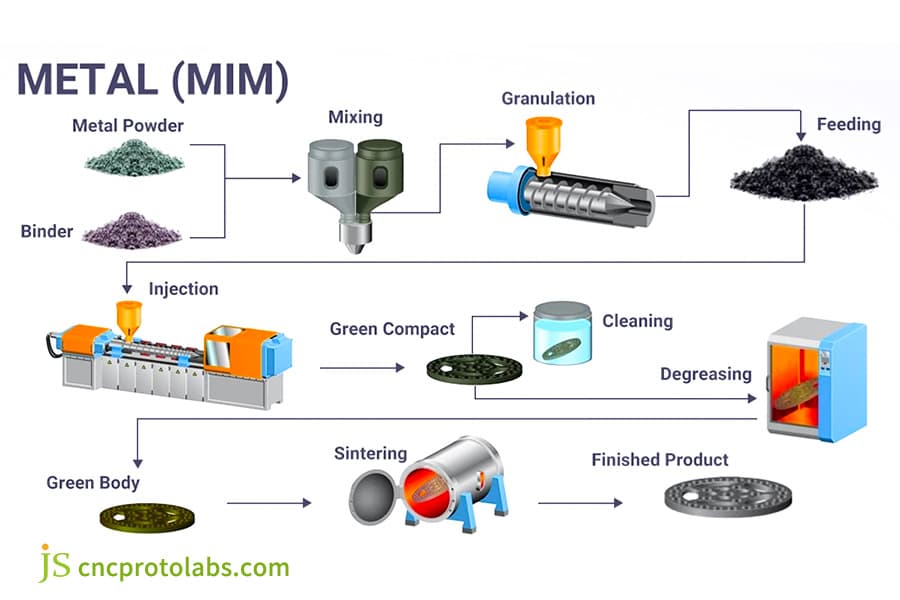
Рисунок 2: Подробная блок-схема, иллюстрирующая процесс литья металла под давлением (MIM), от смешивания сырья до получения готового спеченного компонента.
Почему литье под давлением в Китае является стратегическим преимуществом для производителей тяжелого оборудования?
Одним из главных преимуществ выбора Китая в качестве поставщика стали для литья под давлением является хорошо налаженная цепочка поставок стали для пресс-форм и эффективная система обработки.
Благодаря JS Precision время изготовления пресс-форм и пробных отливок может быть сокращено более чем на 30%, при этом сохраняется тот же уровень точности, что и в Европе и США, и требуются меньшие первоначальные инвестиции.
Интеграция цепочки поставок и закупка инструментальной стали
В Шэньчжэне и Дунгуане много поставщиков заготовок для пресс-форм, горячеканальных систем и специальных сталей, что создает целую цепочку поставок в этих регионах.
Компания JS Precision имеет возможность оперативно получать сырье, что значительно облегчает быстрое выполнение крупных проектов по изготовлению пресс-форм весом до 15 тонн. Сроки поставок в нашей компании более чем на 30% короче, чем в Европе и США.
Контроль качества с помощью координатно-измерительной машины и рентгеновского контроля.
Компания JS Precision применяет строгую систему контроля качества, используя координатно-измерительные машины Hexagon (CMM) для измерения геометрических допусков деталей с точностью до 1,5 метров.
Кроме того, мы предлагаем полный комплект отчетов и документации PPAP. Наш уровень точности соответствует европейскому и американскому стандартам, что приводит к снижению затрат на изготовление пресс-форм на 25% и средней себестоимости единицы продукции на 22%.

Рисунок 3: Ряд больших белых термопластавтоматов, работающих в чистом, современном заводском цехе.
Почему стоит выбрать комплексные услуги по литью под давлением для реализации промышленных проектов «под ключ»?
Сложные промышленные проекты требуют многостороннего партнерства. Одна компания, предоставляющая услуги литья под давлением, не может удовлетворить все технологические требования клиентов. Профессиональные комплексные услуги литья под давлением могут эффективно решить все вопросы от проектирования до поставки, тем самым снижая риски сотрудничества.
Предварительная разработка с учетом технологичности проектирования и снижения рисков.
Конструкторы JS Precision вносят изменения сразу после завершения проектирования, мы анализируем проектные риски, улучшая углы уклона (рекомендуется 1,5°-3°), что приводит к снижению брака с самого начала, а клиенты, при содействии инженеров, смогут значительно сократить свои производственные затраты.
Синергетический процесс сборки и постобработки
Мы предоставляем услуги постобработки, такие как ультразвуковая сварка, литье с закладными элементами и трафаретная печать, что позволяет клиентам упростить операции в цепочке поставок, поскольку им поставляются компоненты подсистем, а не отдельные детали.
Пример из практики компании JS Precision: снижение веса решетки радиатора строительной техники на 40%.
Реальные примеры из практики играют важную роль в демонстрации технических возможностей. Приведенный ниже пример описывает услуги компании JS Precision по литью под давлением крупных деталей для известного производителя строительной техники, раскрывая методы, которые были использованы для преодоления основных трудностей и создания добавленной стоимости.
Проблемы, с которыми столкнулся клиент:
Заказчик планировал изготовить решетку радиатора для строительной техники шириной 1250 мм (из ABS/PC материала). В ходе опытного производства возникло несколько проблем:
- Неравномерный нагрев привел к деформации на 18 мм (значительно превышающей требуемые 3 мм), неравномерное давление на поверхность пресс-формы вызвало появление «фантомных» следов, слишком длинные литники привели к образованию воздушных следов, а процент брака составил 35%.
- Им также требовалась легкая конструкция и цена за единицу товара ниже 50 долларов. Неудачное пилотное производство привело к задержке проекта на месяц и убыткам в размере более 50 000 долларов.
Решение:
Для решения проблем клиента компания JS Precision сформировала квалифицированную техническую команду, которая в первую очередь сосредоточилась на разработке комплексного решения для оптимизации:
- Была модернизирована система контроля температуры пресс-формы, теперь она включает 24 различных контура охлаждения, каждый со своим собственным регулятором температуры, чтобы поддерживать равномерную температуру по всей пресс-форме со строгим контролем в пределах ±1°C, что действительно помогло решить проблему неравномерного нагрева.
- Внедрена технология последовательной подачи расплава через горячеканальные каналы, в результате чего оригинальная однозатворная система заменена шеститочечной игольчатой системой подачи . Точная регулировка давления с помощью ПЛК устраняет воздушные следы и сварочные швы, возникающие из-за очень длинных каналов.
- Оптимизация процесса удержания давления проводилась на литьевой машине большой грузоподъемности (2500 тонн), при этом кривые удержания давления были сегментированы таким образом, чтобы компенсировать усадку.
- Одновременно была оптимизирована зона перехода толщины стенок детали, и толщина стенок в ненапряженных зонах была уменьшена до равномерной толщины 3,0 мм, что позволило достичь цели снижения веса.
Что мы узнали и пережили:
1. Первоначальная ошибка:
Мы не учли, что внутреннее напряжение крупных деталей будет сниматься при извлечении из формы. Когда мы попытались утолщить ребра, чтобы укрепить детали, мы создали больше локальных неравномерностей усадки (усадочных раковин) , что привело к увеличению процента брака.
2. Урок:
Для отрезка длиной более 1000 мм «податливость к потоку» значительно превосходит «принудительное армирование». В итоге, сочетание оптимизации перехода толщины стенки и технологии последовательных клапанов показало более высокую эффективность в контроле деформаций, чем простое увеличение количества материала, а также экономию материала и снижение затрат.
Результаты:
После внесения изменений деформация детали была ограничена 1,5 мм, и был соблюден допуск сборки, вес был снижен до 60% от первоначального, а себестоимость единицы продукции составила менее 40 долларов, дефекты поверхности были устранены, а процент брака составил менее 3%, срок выполнения заказа сократился на 3 недели, что помогло заказчику компенсировать потери и нарастить объемы производства.
- Отзывы клиентов:
Команда JS Precision не только производит детали, но и оптимизирует продукцию. Их профессиональный анализ потока расплава в пресс-форме и решения по усовершенствованию последовательных клапанов позволили решить проблемы сборки и достичь целей по снижению веса, а также сократить срок поставки на три недели по сравнению с ожидаемым. — Главный инженер по закупкам, известный производитель строительной техники.
Сталкиваетесь с аналогичными проблемами при литье под давлением крупных деталей? Ознакомьтесь с другими примерами из практики JS Precision, чтобы получить готовые решения, или свяжитесь с нами для получения индивидуальных решений.
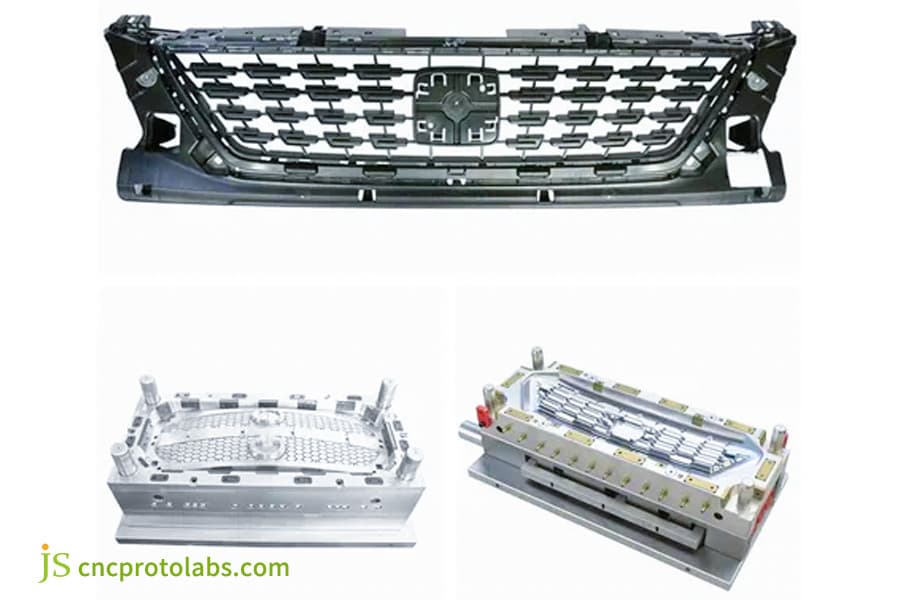
Рисунок 4: На изображении показана пресс-форма для литья под давлением, предназначенная для изготовления крупной решетки радиатора строительной техники, что указывает на ее использование в литье под давлением крупногабаритных деталей.
Часто задаваемые вопросы
В1: Каково максимальное ограничение по размеру для очень крупных деталей, изготовленных методом литья под давлением?
Максимально возможный размер зависит от силы смыкания. Компания JS Precision использует пресс грузоподъемностью 3200 тонн, способный обрабатывать детали с площадью проекции до 1,5 м² и весом от одной инъекции более 10 кг, что значительно расширяет ассортимент продукции для рынка тяжелого машиностроения.
Вопрос 2: Как защитить крупные пластиковые детали от старения при длительном хранении на открытом воздухе?
Добавление УФ-стабилизаторов или использование атмосферостойких материалов ASA в процессах литья под давлением может предотвратить старение под воздействием наружных условий, обеспечить 5-10 лет сохранения цвета и целостности, а также адаптироваться к сложным климатическим условиям.
В3: Каков стандартный срок выполнения заказа на изготовление крупногабаритных пресс-форм?
Благодаря китайской цепочке поставок для литья под давлением, производство пресс-форм среднего и большого размера, от проектирования до стадии пробного литья T1, может быть завершено всего за 6-10 недель, что более чем на 30% короче, чем производство в Европе и Америке, и, следовательно, значительно ускоряет ход проекта.
Вопрос 4: Как решить проблему образования воздушных пузырьков при литье под давлением крупных деталей?
При проектировании пресс-формы для литья под давлением оптимизация многоступенчатой системы вентиляции и использование вентиляционных вставок помогут практически полностью контролировать проблему воздушных пузырьков после принятия решения о снижении давления впрыска на 15% для уменьшения захвата воздуха.
В5: Для металлических деталей каких размеров считается подходящим метод MIM?
Литье металла под давлением, как правило, считается подходящим для производства деталей весом менее 100 г, требующих очень точной обработки поверхности. В случае более крупных металлических деталей наиболее рекомендуемым методом является литье под давлением с использованием вставки, при котором металлическая вставка сочетается с пластиком. Таким образом, можно найти баланс между прочностью и экономичностью.
В6: Какие шаги можно предпринять для достижения точности позиционирования отверстий в крупных деталях?
Благодаря использованию координатно-измерительной машины с температурной компенсацией и последующему применению специального охлаждающего приспособления для придания формы после литья под давлением, можно обеспечить точность позиционирования отверстий в крупных деталях. В результате допуск поддерживается в пределах 0,05 мм.
В7: Каков минимальный объем заказа (MOQ) для больших пресс-форм для литья под давлением?
Компания JS Precision отличается высокой гибкостью. Минимальный объем заказа для дорогостоящих промышленных пресс-форм составляет 200-500 штук, что позволяет производить как небольшие партии для опытного производства, так и крупные партии для массового производства. Таким образом, клиентам помогают снизить первоначальные риски.
В8: Каким способом осуществляется международная доставка крупных пресс-форм?
Для обеспечения безопасной доставки крупных пресс-форм мы сначала наносим на них трехслойное антикоррозийное покрытие, затем помещаем их в плотно закрытые деревянные ящики, не требующие фумигации, вместе с инструкцией по эксплуатации, списком уязвимых деталей и образцами деталей.
Краткое содержание
Литье под давлением крупных деталей является основой оптимизации и модернизации промышленного оборудования. Использование цельнолитого литья позволяет устранить многие проблемы, присущие традиционной сборке, обеспечивая одновременное достижение легкости компонентов, долговечности и экономической эффективности .
Компания JS Precision использует свои знания, полный спектр услуг и присутствие на китайском рынке литья под давлением, чтобы предлагать производителям по всему миру точные, быстрые и доступные по цене индивидуальные решения, помогая им забыть о проблемах точности, сроков поставки и стоимости.
Хотите улучшить дизайн промышленных деталей, снизить затраты и при этом повысить производительность? Свяжитесь с командой JS Precision прямо сейчас и получите бесплатный отчет DFM и коммерческое предложение по литью под давлением, чтобы профессиональные технологии могли быть использованы в вашем проекте.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

