

El moldeo por inyección de piezas grandes (LPM, por sus siglas en inglés) es uno de los principales procesos de fabricación de componentes para la industria pesada en la actualidad.
Además de reducir los puntos de concentración de tensiones hasta en un 40%, prolongar la vida útil de los componentes y reducir el tiempo de entrega en un 30% (aprovechando las ventajas de la cadena de suministro de China), es un elemento crucial para la maquinaria industrial ligera y de alta durabilidad.
Las pérdidas por tiempo de inactividad en la industria pesada son enormes. Por lo general, los ensamblajes con muchas piezas fallan debido a la concentración de tensiones en las uniones.
En este artículo, primero analizamos cómo el moldeo integral mediante LPM puede hacer que los componentes sean más duraderos; luego examinamos cómo el costo y la precisión son los dos puntos fuertes de la fabricación china; finalmente, ofrecemos soluciones que son tecnológicamente posibles y económicamente asequibles.
Resumen de la respuesta principal
Dimensión central | Tecnologías/Indicadores clave | Valor industrial |
Selección de procesos | Moldeo por inyección con fuerza de cierre de 2000 T a 3200 T | Reduzca los procesos de ensamblaje y aumente la resistencia estructural entre un 30 % y un 50 %. |
Diseño de moldes | DFM y activación secuencial de válvulas | Si se eliminan las tensiones internas y los defectos superficiales, se puede eliminar más del 95 % de las líneas de soldadura. |
Solución de materiales | Plásticos de ingeniería reforzados frente a MIM | Si se logra un equilibrio entre ligereza y alta resistencia, el peso de la pieza se puede reducir en un 40%. |
Ventaja de suministro | Mecanizado de precisión en China (JS Precision) | Reduzca el ciclo de entrega en un 30 % y controle estrictamente la tolerancia dentro de ±0,05 mm. |
Optimización de costos | Selección de moldes de aluminio frente a moldes de acero | El coste inicial de las herramientas puede reducirse en un 40% para pedidos de bajo volumen. |
Conclusiones clave
- El moldeo integral elimina prácticamente la necesidad de ensamblar piezas, lo que ayuda a reducir los puntos de concentración de tensiones en un 40 %. Además, se mejora la vida útil de los componentes.
- El moldeo por inyección de aluminio es la mejor opción, en términos de coste, para tiradas de producción pequeñas o medianas de entre 1.000 y 10.000 piezas.
- El uso del control secuencial de compuertas de válvulas es un factor importante para abordar los problemas de calidad superficial y de líneas de soldadura en piezas grandes.
- JS Precision puede encargarse de todo el proceso de fabricación, desde el diseño para la fabricación (DFM) hasta la inspección con máquina de medición por coordenadas (CMM), y puede garantizar tolerancias de +/-0,05 mm.
¿Cómo puede la tecnología de moldeo por inyección de piezas grandes de JS Precision optimizar su equipo industrial?
Para un fabricante de equipos industriales, no se puede subestimar el impacto que la durabilidad, la precisión y la puntualidad en la entrega de los componentes de sus equipos tienen en sus gastos de fabricación y en su posición competitiva en el mercado.
El moldeo por inyección de piezas de gran tamaño es la clave para abordar estos problemas fundamentales, y las mejoras en la tecnología de moldeo por inyección han hecho que abordarlos sea muy sencillo.
JS Precision ofrece soluciones completas y a medida, y tras muchos años de experiencia en el sector, hemos combinado esta tecnología con las ventajas del mecanizado de precisión de China para abordar de forma integral sus problemas de producción.
Nos inspiramos en la norma de calidad ISO 13485:2016 e implementamos un sistema de control de calidad muy estricto en el sector del moldeo por inyección industrial para garantizar que cada producto que usted reciba cumpla con los estándares de equipos industriales de alta gama.
Es posible que se encuentre con una situación como la de un conocido fabricante de maquinaria de construcción (uno de nuestros clientes): al fabricar piezas de rejilla de 1250 mm, los procesos de ensamblaje tradicionales no solo son pesados y complicados, sino que también suelen provocar conexiones sueltas, lo que resulta en un aumento del tiempo de inactividad mensual de los equipos y de los costos de mantenimiento en alrededor de 8000 dólares.
JS Precision puede brindar a sus clientes una solución eficaz. Utilizamos un proceso de moldeo por inyección de piezas grandes con una fuerza de cierre de 2500 T, en el que unimos varios componentes en un solo molde.
En combinación con el diseño de optimización de moldes DFM, no solo la pieza del cliente se aligera en un 40 %, sino que también se reducen los puntos de concentración de tensiones en un 40 %, el tiempo de inactividad mensual de los equipos disminuye en un 60 % y los costes de mantenimiento mensuales se reducen a 3200 dólares, lo que supone un ahorro directo de importantes gastos para los clientes.
JS Precision ofrece un servicio integral que abarca desde el diseño del molde y la selección del material, seguido de la inspección con máquina de medición por coordenadas (CMM). Esto permite al cliente acortar el ciclo de entrega en un 30%, mantener un estricto control de tolerancia de 0,05 mm, igualando así la precisión de productos europeos y americanos similares, y al mismo tiempo, reducir los costes de fabricación del molde en más de un 25%.
Por eso podrá obtener piezas industriales más duraderas y precisas a precios más bajos y mediante procesos más rápidos, mejorando sustancialmente la competitividad de sus equipos en el mercado y obteniendo una ventaja en el sector.
Si le preocupa la falta de precisión, los retrasos en la entrega o el coste excesivo de los componentes industriales, póngase en contacto con los ingenieros de JS Precision para obtener un informe de análisis DFM gratuito que le permita evaluar con precisión el potencial de optimización de su producto.
¿Por qué es fundamental el moldeo por inyección de piezas de gran tamaño para los equipos industriales de alta resistencia?
El moldeo por inyección de piezas de gran tamaño, al convertir piezas industriales complejas en una sola pieza integral, elimina por completo los problemas relacionados con los sujetadores y reduce considerablemente el peso de la máquina, a la vez que incorpora múltiples funciones y ofrece una excelente resistencia al impacto. Es la principal vía para aligerar la maquinaria pesada en la actualidad.
Reducción de la concentración de tensiones mediante una estructura monolítica.
Las uniones tradicionales mediante soldadura o atornillado pueden generar numerosos puntos de concentración de tensiones. La vibración causada por el uso prolongado de la máquina provoca que estos puntos se aflojen, se rompan y, en consecuencia, que la máquina deje de funcionar.
Nuestras pruebas demostraron una enorme diferencia en la vida útil a la fatiga entre el moldeo por inyección monolítico y el ensamblaje convencional. Los datos específicos son los siguientes:
Método de conexión | Número de puntos de concentración de estrés | Resistencia estructural | Vida útil por fatiga (1.000 horas) | Frecuencia de tiempo de inactividad del equipo (por mes) |
Conexión de perno | 12 piezas/parte | Valor de referencia 100 | 680 horas | 8 veces |
Conexión de soldadura | 8 piezas/parte | 115 | 750 horas | 6 veces |
Moldeo por inyección integral | 7 piezas/parte | 140 | 980 horas | 2 veces |
Moldeo por inyección integral + Compuerta de válvula secuencial | 5 piezas/parte | 150 | 1.050 horas | 1 vez |
Las cifras sugieren que el moldeo monolítico podría aumentar la resistencia estructural de las piezas entre un 30 % y un 50 %, además de eliminar la posibilidad de que se aflojen los sujetadores y reducir drásticamente la frecuencia de los tiempos de inactividad, ya que una sola placa de acero es más estable y duradera que las placas de acero empalmadas.
Aumentar la resistencia a los impactos en entornos gravemente contaminados.
Las piezas de plástico de gran tamaño que se utilizan en la maquinaria minera y de construcción, como el capó del motor, los depósitos de combustible, etc., deben presentar un excelente rendimiento ante impactos.
Nos guiamos por las normas ASTM D638-14 , eligiendo nailon modificado (PA66+GF30) y otros materiales con una resistencia al impacto superior a 150 J/m. Estos materiales les permiten absorber el impacto cambiando su forma elásticamente y, por lo tanto, evitar la rotura.
Por ejemplo, los depósitos de combustible de la maquinaria minera se fabrican mediante moldeo por inyección integral con PA66+GF30.
Este método ofrece una amortiguación elástica ante los impactos de las piedras, al tiempo que reduce el peso en aproximadamente un 35 % en comparación con los depósitos de combustible metálicos que se utilizan habitualmente.
Además, prácticamente no se oxidan ni se deforman, por lo que se ha comprobado que su vida útil se duplica con creces.
¿Desea obtener información sobre la selección de materiales para el moldeo por inyección de piezas grandes en entornos exigentes? Descargue nuestro informe técnico para obtener asesoramiento personalizado y adaptado a su equipo.
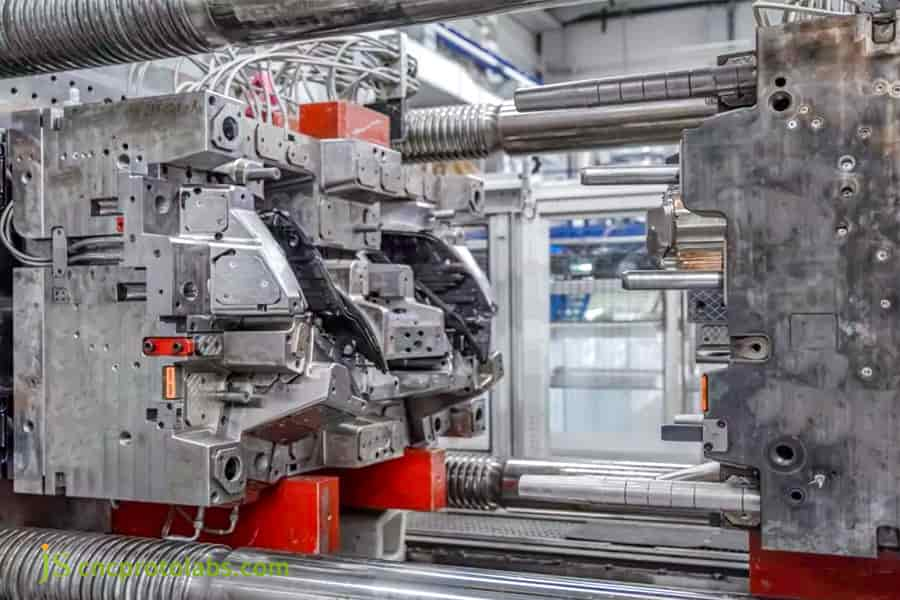
Figura 1: Vista en primer plano de un complejo sistema de moldeo por inyección en un entorno de fábrica, diseñado para la creación de piezas grandes para equipos industriales de alta resistencia.
¿Cómo influye el diseño del molde de inyección en la durabilidad de los componentes industriales?
Si bien algunos clientes se centran únicamente en la calidad de los materiales y los procesos de moldeo por inyección, podrían sorprenderse al saber que un diseño deficiente del molde de inyección también puede provocar que las piezas tengan poca durabilidad y generen una gran cantidad de desperdicio.
Un enfoque científico del diseño determina de forma óptima el grosor de las paredes y los canales de flujo , lo que no solo evita la formación de cavidades de contracción y tensiones internas durante el enfriamiento, sino que también prolonga la vida útil frente a la fatiga y garantiza la estabilidad dimensional de las piezas.
Uniformidad del espesor de pared y control de la contracción
En piezas de gran tamaño, la variación en el espesor de la pared es el factor principal de la contracción y deformación desiguales. Nuestra principal directriz es mantener la variación del espesor de la pared en un 25 % y, además, utilizamos análisis de flujo de molde para simular el flujo de la masa fundida y prevenir defectos de contracción .
Por ejemplo, en el caso de carcasas de máquinas industriales con un diámetro superior a 1000 mm, un cambio en el espesor de la pared de 3,0 mm a 4,5 mm (una diferencia del 50 %) sin ningún cambio gradual provocará una deformación superior a 10 mm después del enfriamiento, lo que imposibilita el montaje.
Sin embargo, si la diferencia se mantiene por debajo del 25 % (por ejemplo, de 3,0 mm a 3,75 mm), y con la optimización de la refrigeración mediante el análisis del flujo del molde, se puede lograr una gran tolerancia de planitud de 0,5 mm, lo que está en línea con los estándares del fabricante de equipos originales (OEM).
En una analogía muy sencilla, sería como un pastel con un grosor uniforme: es menos probable que se deforme. Si el grosor de la pared de una pieza varía, la diferencia en la velocidad de contracción durante el enfriamiento provocará inevitablemente una deformación, y será imposible ensamblar la pieza en la maquinaria.
Optimización de la orientación molecular para la resistencia a la fatiga
El diseño de los canales de alimentación influye en cómo se forman las moléculas de polímero y en el llenado por fusión, lo que a su vez afectará la resistencia a la fatiga del producto.
Realizamos cambios en los canales de alimentación en función de la tensión de la pieza, asegurándonos al mismo tiempo de que el flujo de material fundido en las zonas de tensión críticas siga la dirección de la tensión, lo que resulta en una mejora de la resistencia de más del 20 %.
A modo de ejemplo, los soportes industriales de alta resistencia están expuestos principalmente a esfuerzos longitudinales.
Nuestro diseño de rodillo longitudinal alinea las moléculas en la dirección longitudinal, mejorando así la resistencia a la tracción de 450 MPa a 550 MPa en comparación con un rodillo transversal, lo que resulta en un soporte para lograr una resistencia a la carga a largo plazo.
¿Qué retos técnicos existen en el moldeo por inyección de piezas grandes con precisión?
Los principales problemas a la hora de moldear por inyección piezas grandes son la deformación, causada por la dilatación térmica del molde, y la uniformidad de la presión en superficies muy grandes.
El funcionamiento de máquinas de moldeo por inyección de 2000 toneladas o más junto con boquillas de válvula de aguja de válvula secuencial le proporciona la capacidad de controlar con precisión el frente de fusión, manteniendo así un nivel de tolerancia de 0,05 mm.
Gestión de deformaciones en máquinas de más de 2000 toneladas.
La dilatación térmica durante el moldeo por inyección de moldes grandes puede provocar variaciones dimensionales de varios milímetros por metro, afectar la precisión de la pieza y causar deformaciones. JS Precision utiliza un sistema de control de temperatura independiente con una precisión de ±1 °C , que monitoriza y compensa la dilatación térmica en tiempo real para mantener una precisión estable.
Esto significa que si una broca se expone al calor del verano, se deforma y se expande. Gracias a un control preciso de la temperatura y a medidas compensatorias, el molde se mantiene estable y las piezas no se dañan ni dejan de cumplir con los estándares de precisión debido a la deformación del molde.
A continuación se presenta una comparación de la precisión del control de temperatura y el efecto de control de deformación de las máquinas de moldeo por inyección con diferentes fuerzas de cierre:
Fuerza de sujeción de la máquina de moldeo por inyección | Control de temperatura de precisión | Expansión térmica del molde (por metro) | Deformación de la pieza | Rango de control de tolerancia |
1500T | ±2°C | 3,5 mm | 5,2 mm | ±0,10 mm |
2000T | ±1,5 °C | 2,8 mm | 3,8 mm | ±0,08 mm |
2500T | ±1°C | 2,0 mm | 1,5 mm | ±0,05 mm |
3200T | ±0,8 °C | 1,5 mm | 0,8 mm | ±0,03 mm |
Compuertas de válvula secuenciales para la integridad de la superficie
Una gran parte de la producción consiste en largos recorridos de llenado. Además, las compuertas individuales presentan un mayor riesgo de defectos como líneas de soldadura y burbujas de aire.
Esto se logra programando la secuencia de apertura gradual de 8 a 12 pasadores de válvula de canal caliente a través de un PLC y un control preciso de la presión de moldeo; después de eso, podemos prescindir de más del 95 % de las líneas de soldadura visibles.
¿Necesita un control preciso sobre las tolerancias y la calidad superficial de las piezas grandes moldeadas por inyección? Contáctenos para obtener un presupuesto gratuito y una evaluación rápida de la viabilidad de su tecnología.
¿Cuándo conviene elegir el moldeo por inyección de aluminio en lugar de las herramientas de acero para piezas grandes?
El moldeo por inyección de aluminio es ideal para fabricar entre 1.000 y 10.000 piezas industriales.
Su capacidad de conducción del calor es de 3 a 4 veces mayor que la de los moldes de acero, lo que ayuda a reducir el tiempo de ciclo en un 25 %. El acero de alta calidad es necesario para la inyección a muy alta presión o para trabajar con materiales muy abrasivos.
Reducción de la conductividad térmica y del tiempo de ciclo
La aleación de aluminio tipo 7075 tiene una conductividad térmica que oscila entre 130 y 160 W/mK, varias veces superior a la del acero P20 (30-40 W/mK). Esta característica reduce el tiempo de enfriamiento de piezas de más de 1000 gramos en 15-30 segundos, lo que a su vez reduce el tiempo total del ciclo por pieza en un 25 % y aumenta la eficiencia.
Análisis del costo del ciclo de vida para la producción de bajo volumen
En lo que respecta al factor coste, si el pedido es de menos de 5.000 unidades, los moldes de aluminio no solo pueden reducir el coste inicial de utillaje en un 40%, sino también ahorrar más de dos semanas en el tiempo del ciclo de producción y minimizar el riesgo de la producción de prueba.
Por otro lado, para la producción a gran escala de más de 10.000 piezas, los moldes de acero tienen mayor demanda debido a su resistencia al desgaste y, como resultado, se reemplazan con menos frecuencia y también generan mayores beneficios económicos a largo plazo.
¿Es el moldeo por inyección de metal (MIM) una alternativa viable para piezas industriales de alta resistencia?
El moldeo por inyección de metal (MIM) es la mejor opción para componentes industriales que requieren resistencia metálica y que además presentan una geometría compleja.
Puede alcanzar una densidad superior al 98% de la teórica y posee muy buena resistencia a la corrosión y excelentes propiedades mecánicas, razón por la cual es el principal metal utilizado para carcasas de sensores, mecanismos de bloqueo en maquinaria pesada, etc.
Comparación de la densidad del material y la resistencia a la corrosión
El acero inoxidable MIM 316L tiene una muy buena resistencia a la corrosión por picaduras, muy superior incluso a la de los aceros inoxidables mecanizados estándar.
Además, con una resistencia total de 500 MPa, es capaz de satisfacer las necesidades de los puntos de bloqueo expuestos a condiciones extremas. Su densidad teórica del 98 % es casi idéntica a la del material forjado, pero su coste es solo el 60 % del de este último.
Complejidad geométrica en sensores de maquinaria pesada
El método estándar de mecanizado CNC busca crear estructuras internas huecas y roscas complejas, pero el moldeo por inyección de metal permite obtener estos elementos sin coste adicional. Es el material principal para las carcasas de sensores en maquinaria pesada, ya que ofrece un buen equilibrio entre resistencia y precisión de instalación.
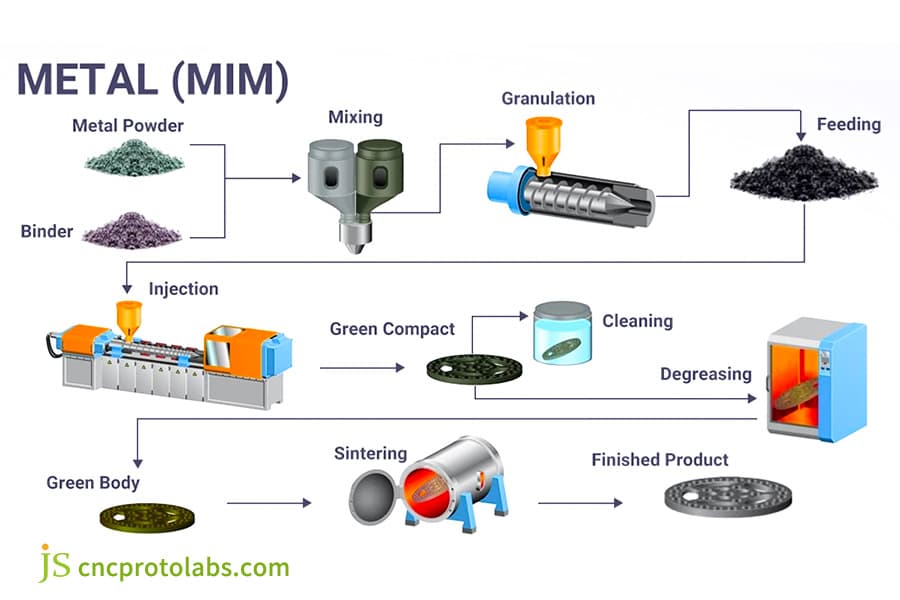
Figura 2: Diagrama de flujo detallado que ilustra el proceso de moldeo por inyección de metales (MIM), desde la mezcla de materias primas hasta el componente sinterizado final.
¿Por qué el moldeo por inyección en China representa una ventaja estratégica para los fabricantes de maquinaria pesada?
Una de las grandes ventajas de elegir el moldeo por inyección en China es la eficiencia de su cadena de suministro de acero para moldes y su ecosistema de procesamiento, que cuenta con una sólida trayectoria.
Con JS Precision, el tiempo de fabricación de moldes y de moldeo de prueba se puede reducir en más de un 30 %, manteniendo el mismo nivel de precisión que en Europa y Estados Unidos, con una menor inversión inicial.
Integración de la cadena de suministro y abastecimiento de acero para herramientas
En Shenzhen y Dongguan existen numerosos proveedores de piezas en bruto para moldes, sistemas de colada caliente y aceros especiales, lo que crea toda una cadena de suministro en estas zonas.
JS Precision puede obtener materias primas con rapidez, lo que facilita enormemente la rápida finalización de grandes proyectos de moldeo de hasta 15 toneladas. Los plazos de entrega de nuestra empresa son más de un 30 % más cortos que los de Europa y Estados Unidos.
Control de calidad mediante CMM e inspección por rayos X
JS Precision aplica un riguroso sistema de control de calidad mediante el uso de máquinas de medición por coordenadas hexagonales (CMM) para medir las tolerancias geométricas de las piezas con una precisión de 1,5 metros.
Además, ofrecemos un conjunto completo de informes y documentación PPAP. Nuestro nivel de precisión es comparable al de Europa y Estados Unidos, lo que se traduce en una reducción del 25 % en los costos de eliminación de moho y del 22 % en el costo unitario promedio.

Figura 3: Una hilera de grandes máquinas blancas de moldeo por inyección en funcionamiento en un taller de fábrica limpio y moderno.
¿Por qué elegir servicios integrales de moldeo por inyección para proyectos industriales completos?
Los proyectos industriales complejos requieren colaboraciones multifacéticas. Un solo servicio de moldeo por inyección no puede satisfacer todas las necesidades del cliente. Los servicios profesionales e integrales de moldeo por inyección pueden abordar eficazmente todos los aspectos, desde el diseño hasta la entrega, reduciendo así los riesgos de la colaboración.
Ingeniería preliminar de DFM y mitigación de riesgos
Los diseñadores de JS Precision realizan cambios justo después de la finalización del diseño preliminar. Analizamos los riesgos del diseño mejorando los ángulos de inclinación (se recomiendan entre 1,5° y 3°), lo que reduce las tasas de desperdicio desde el principio y permite a los clientes reducir sus costos de producción con la ayuda de los ingenieros.
Operación de ensamblaje y posprocesamiento sinérgica
Ofrecemos servicios de postprocesamiento como soldadura ultrasónica, moldeo por inserción e impresión serigráfica de superficies, que permiten a los clientes simplificar sus operaciones de cadena de suministro, ya que reciben componentes de subsistemas en lugar de piezas individuales.
Caso práctico de JS Precision: Reducción del 40 % del peso de la parrilla de un vehículo de construcción.
Los estudios de caso reales desempeñan un papel fundamental a la hora de demostrar las capacidades técnicas. El siguiente estudio de caso describe los servicios de moldeo por inyección de piezas de gran tamaño que JS Precision prestó a un reconocido fabricante de maquinaria de construcción, revelando los métodos empleados para superar las principales dificultades y generar valor.
Problemas a los que se enfrentó el cliente:
El cliente iba a fabricar una parrilla para vehículos de construcción de 1250 mm (material ABS/PC). Durante la producción piloto surgieron varios problemas:
- El calentamiento heterogéneo provocó una deformación de 18 mm (muy por encima del requisito de 3 mm), la presión desigual en la superficie del molde produjo marcas fantasma, los canales de alimentación demasiado largos causaron marcas de aire y la tasa de desperdicio fue del 35 %.
- También necesitaban un diseño ligero y un precio unitario inferior a 50 dólares. La fallida producción piloto provocó un retraso de un mes en el proyecto y pérdidas de más de 50 000 dólares.
Solución:
Para abordar los problemas del cliente, JS Precision formó un equipo técnico especializado que, en primer lugar, se centró en desarrollar una solución de optimización integral:
- Se renovó el sistema de control de temperatura del molde para que funcionara con 24 circuitos de refrigeración diferentes, cada uno con su propio control de temperatura, con el fin de mantener una temperatura uniforme en todo el molde, controlada estrictamente a ±1 °C, lo que realmente ayudó a resolver el problema del calentamiento desigual.
- Se adoptó la tecnología de canal caliente con válvula secuencial, reemplazando la compuerta simple original por un sistema de alimentación secuencial con válvula de aguja de 6 puntos . El ajuste fino de presión controlado por PLC elimina las marcas de aire y las líneas de soldadura causadas por los canales muy largos.
- La optimización del mantenimiento de la presión se realizó en una máquina de moldeo por inyección de gran tamaño (2500 toneladas), con curvas de mantenimiento de presión segmentadas configuradas para compensar la contracción.
- Al mismo tiempo, se optimizó la transición del espesor de la pared de la pieza y se redujo el espesor de la pared en las áreas no sometidas a tensión a un espesor uniforme de 3,0 mm, lográndose así el objetivo de aligerar la pieza.
Lo que aprendimos y experimentamos:
1. Error al principio:
No habíamos previsto que la tensión interna de las piezas grandes se liberaría durante el desmoldeo. Al intentar engrosar las nervaduras para reforzar las piezas, generamos irregularidades de contracción localizadas (marcas de hundimiento) que resultaron en una mayor tasa de desperdicio.
2. Lección:
Para piezas de más de 1000 mm de longitud, la flexibilidad de flujo es mucho mejor que el refuerzo forzado. En definitiva, la combinación de la optimización de la transición del espesor de pared y la tecnología de válvulas secuenciales demostró una mayor eficacia en el control de la deformación que el simple aumento de material, además de un ahorro de material y una reducción de costes.
Resultados:
Tras las modificaciones, la deformación de la pieza se limitó a 1,5 mm y se cumplió la tolerancia de montaje, el peso se redujo al 60 % del original y el coste unitario fue inferior a 40 dólares, se resolvieron los defectos superficiales y la tasa de desperdicio fue inferior al 3 %, el plazo de entrega se acortó en 3 semanas, lo que ayudó al cliente a compensar las pérdidas y a aumentar la producción.
- Comentarios de los clientes:
El equipo de JS Precision no solo fabrica piezas, sino que también optimiza los productos. Sus soluciones profesionales de análisis de flujo de moldes y mejora de válvulas secuenciales han resuelto problemas de ensamblaje y alcanzado los objetivos de ligereza, con un ciclo de entrega tres semanas más corto de lo previsto. - Ingeniero jefe de compras de un reconocido fabricante de maquinaria de construcción.
¿Tiene problemas similares con el moldeo por inyección de piezas grandes? Consulte más casos prácticos de JS Precision para obtener soluciones directamente aplicables o contáctenos para obtener soluciones personalizadas.
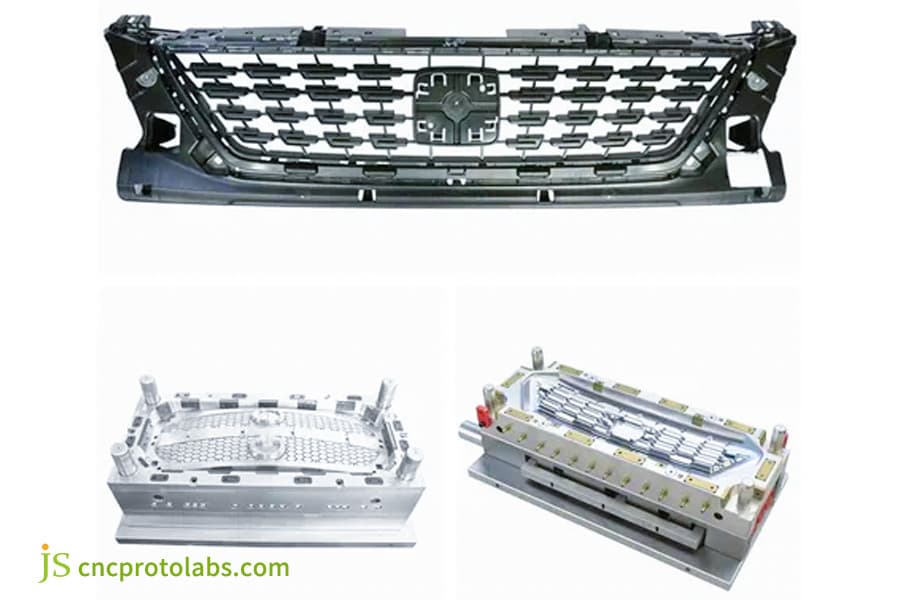
Figura 4: La imagen muestra un molde de inyección diseñado para la parrilla de un vehículo de construcción de gran tamaño, lo que indica su uso en el moldeo por inyección de piezas grandes.
Preguntas frecuentes
P1: ¿Cuál es la mayor limitación de tamaño para piezas moldeadas por inyección de gran tamaño?
El tamaño máximo posible depende de la fuerza de sujeción. JS Precision opera una prensa de 3200 toneladas que puede procesar piezas con un área proyectada de hasta 1,5 m² y pesos de inyección individuales superiores a 10 kg, lo que le permite atender de manera significativa el mercado de equipos para maquinaria pesada.
P2: ¿Cómo se protegen las piezas grandes de plástico del envejecimiento cuando se mantienen a la intemperie durante mucho tiempo?
La adición de estabilizadores UV o el uso de materiales ASA resistentes a la intemperie en los servicios de moldeo por inyección puede prevenir el envejecimiento al aire libre, garantizar de 5 a 10 años sin decoloración ni fragilidad, y adaptarse a climas complejos.
P3: ¿Cuál es el plazo de entrega estándar para la fabricación de moldes grandes?
Gracias a la cadena de suministro de moldeo por inyección en China, la producción de moldes medianos y grandes, desde el diseño hasta la etapa de moldeo de prueba T1, se puede completar en tan solo 6 a 10 semanas, lo que supone un ahorro de más del 30 % en comparación con la fabricación en Europa y América, facilitando así enormemente el progreso del proyecto.
P4: ¿Cómo solucionar el problema de las burbujas de aire en el moldeo por inyección de piezas grandes?
En la planificación del moldeo por inyección, la optimización del sistema de ventilación multietapa y el uso de insertos de ventilación ayudarán a controlar casi por completo el problema de las burbujas de aire una vez que se haya decidido reducir en un 15 % la presión de inyección utilizada para disminuir el atrapamiento de aire.
P5: ¿Para qué tamaño de piezas metálicas se considera apropiada la tecnología MIM?
El moldeo por inyección de metal se considera generalmente adecuado para producir piezas de menos de 100 g que requieren un acabado muy preciso. En el caso de piezas metálicas de mayor tamaño, el procedimiento más recomendado es el moldeo por inyección con inserto, que combina un inserto metálico con plástico. De esta forma, se logra un equilibrio entre resistencia y economía.
P6: ¿Qué medidas se pueden tomar para lograr la precisión en la posición de los orificios en piezas grandes?
Al operar la máquina de medición por coordenadas (CMM) con compensación de temperatura y, posteriormente, aplicar un dispositivo de enfriamiento exclusivo para el conformado después del moldeo por inyección, se puede establecer la precisión de la posición de los orificios en piezas grandes. Como resultado, la tolerancia se mantiene dentro de 0,05 mm.
P7: ¿Cuál es la cantidad mínima de pedido (MOQ) para moldes de inyección grandes?
JS Precision ofrece una gran flexibilidad. El pedido mínimo para moldes industriales de alta gama es de 200 a 500 unidades, lo que permite tanto la producción de prueba en lotes pequeños como la producción en masa en grandes cantidades. De esta forma, se ayuda a los clientes a reducir sus riesgos iniciales.
P8: ¿Cuál es la modalidad de envío internacional de moldes grandes?
Para garantizar la entrega segura de los moldes de gran tamaño, primero les aplicamos una triple capa de protección contra la oxidación, luego los colocamos en cajas de madera herméticamente selladas y libres de fumigación, junto con un manual de instrucciones, una lista de piezas vulnerables y piezas de muestra.
Resumen
El moldeo por inyección de piezas de gran tamaño es fundamental para la optimización y modernización de equipos industriales. Mediante el moldeo integral, se eliminan muchos de los problemas del ensamblaje tradicional, lo que permite lograr componentes ligeros, durabilidad y rentabilidad simultáneamente.
JS Precision utiliza su experiencia, su completa gama de servicios y su presencia en el sector del moldeo por inyección en China para ofrecer a los fabricantes de todo el mundo soluciones a medida, precisas, rápidas y a precios razonables, ayudándoles a olvidarse de los problemas de precisión, plazos de entrega y costes.
¿Busca optimizar el diseño de sus piezas industriales, reducir costos y aumentar su productividad? Comuníquese hoy mismo con el equipo de JS Precision y obtenga su informe DFM gratuito y un presupuesto de moldeo por inyección para que la tecnología profesional se adapte a su proyecto.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

