

Large part injection molding (LPM) is one of the main manufacturing processes of the components for the heavy industries nowadays.
Besides stress concentration points reduction up to 40%, components' lifetime expansion, and delivery time reduction by 30% (leveraging the supply chain advantages of China), it is a crucial element for lightweight and highly durable industrial machinery.
The heavy industry downtime losses are huge. Usually, assemblies with a lot of parts fail because stress concentration at the joints.
In this article, we first look at how LPM by integral molding can make the components more durable, then we examine how cost and precision are the two strong points of Chinese manufacturing finally we offer the solutions which are both technologically possible and financially affordable.
Core Answer Summary
|
Core Dimension
|
Key Technology/Indicators
|
Industrial Value
|
|
Process Selection
|
2,000T - 3,200T Clamping Force Injection Molding
|
Reduce assembly processes and increase structural strength by 30%-50%.
|
|
Mold Design
|
DFM and Sequential Valve Gating
|
Eliminate internal stress and surface defects, and more than 95% of weld lines can be eliminated.
|
|
Material Solution
|
Reinforced Engineering Plastics vs. MIM
|
Achieve a balance between lightweight and high strength, and the part weight can be reduced by 40%.
|
|
Supply Advantage
|
China Precision Machining (JS Precision)
|
Shorten the delivery cycle by 30% and strictly control the tolerance within ±0.05mm.
|
|
Cost Optimization
|
Aluminum Mold vs. Steel Mold Selection
|
The initial tooling cost can be reduced by 40% for low-volume orders.
|
Key Takeaways
- Integral molding essentially does away with the need to assemble parts, which helps to lower stress concentration points by 40%. Further, the lifespan of the components is improved.
- Aluminum injection molding is the best choice, cost wise, for little to medium production runs of 1,000-10,000 pieces.
- The use of sequential valve gate control is an important factor in dealing with surface quality and weld lines problems of large parts.
- JS Precision can take care of the entire manufacturing process starting from design for manufacturing (DFM) through CMM inspection, and can ensure tolerances within +/-0.05mm.
How Can JS Precision's Large Part Injection Molding Optimize Your Industrial Equipment?
In the role of a manufacturer of industrial equipment, the impact of the endurance, accuracy, and the timeliness of delivery of your equipment components on your manufacturing expenses and competitive standing in the market cannot be overemphasized.
Large part injection molding is the hallmark of tackling these core issues, and improvements in injection molding technology have made this tackling very convenient.
JS Precision provides complete, tailor made solutions, and after many years of industry experience, we have combined this technology with the precision machining advantages of China to comprehensively address your problems in production.
We draw inspiration from the ISO 13485:2016 quality standard, and implement a very strict quality control system in the industrial injection molding sector so as to guarantee that each product that you get is a high end industrial equipment standard one.
You might encounter a situation like a well known construction machinery manufacturer (one of our clients) - when making 1250mm grating parts, traditional assembly processes not only heavy and complicated, but also often cause loose connections, resulting in increased monthly equipment downtime and maintenance cost by around $8,000.
JS Precision is able to provide clients an effective solution. We take a large part injection molding process with a 2500T clamping force, in which, we unite several components into a single mold.
Coupled with DFM mold optimization design, it is not only the client's part that gets lighter by 40% but also the concentration points for stress get lessened by 40%, monthly equipment downtime is also reduced by 60%, and monthly maintenance costs are lowered to $3,200 which leads to direct savings of significant expenses for clients.
JS Precision offers a full process service starting from mold design and material selection followed by CMM inspection, which can help the client shorten the delivery cycle by 30%, have strict tolerance control to 0.05mm, thus perfectly matching the precision of similar European and American products, and at the same time, they can reduce mold manufacturing costs by over 25%.
That is why you will be able to get more durable and precise industrial parts at lower prices and through faster processes while substantially improving the competitiveness of your equipment in the market and getting the edge in the industry.
If you are troubled by insufficient precision, delayed delivery, or excessive cost of industrial components, contact JS Precision engineers for a free DFM analysis report to accurately assess your product's optimization potential.
Why Is Large Part Injection Molding Critical For Heavy-Duty Industrial Equipment?
Large part injection molding, by converting complex industrial parts to one integral piece, completely removes fastener related problems and greatly reduces the weight of the machine, while incorporating many functions and still providing excellent impact resistance. It is the main road to lightening heavy machinery today.
Reduce Stress Concentration by Monolithic Structure
Traditional welding or bolting connections can be a source of numerous stress concentration points. Vibration caused by long time use of the machine makes these points loosen, break, and cause the machine to stop working.
Our tests showed a huge difference in fatigue life between monolithic injection molding and conventional assembly. Specific data are as follows:
|
Connection Method
|
Number of Stress Concentration Points
|
Structural Strength
|
Fatigue Life (1,000 Hours)
|
Equipment Downtime Frequency (Per Month)
|
|
Bolt Connection
|
12 pieces/part
|
Reference value 100
|
680 hours
|
8 times
|
|
Welding Connection
|
8 pieces/part
|
115
|
750 hours
|
6 times
|
|
Integral Injection Molding
|
7 pieces/part
|
140
|
980 hours
|
2 times
|
|
Integral Injection Molding + Sequential Valve Gating
|
5 pieces/part
|
150
|
1,050 hours
|
1 time
|
The figures suggest monolithic molding could increase the structural strength of parts by 30%-50%, besides removing the possibility of fastener loosening and drastically reducing the downtime frequency like a single steel plate is more stable and durable than spliced steel plates.
Increase Impact Resistance in Severely Polluted Environments
Large plastic parts in mining and construction machinery like engine hood, fuel tanks, etc. must exhibit very good impact performance.
We refer to ASTM D638-14 standards, choosing modified nylon (PA66+GF30) and other materials with impact strength over 150 J/m. These materials enable them to take the hit by changing their shape elastically and thus prevent the break.
By way of example, fuel tanks of mining machinery are made by integral injection molding with PA66+GF30.
This approach offers elastic cushioning to the stone impacts while at the same time the weight is down approximately 35% in comparison with the metal fuel tanks conventionally used.
Besides, they are practically neither rusty nor changed in shape and so their service life has been found to be more than doubled.
Want to learn about material selection schemes for large part injection molding in different harsh environments? Download our industry white paper for quick customization advice tailored to your equipment.
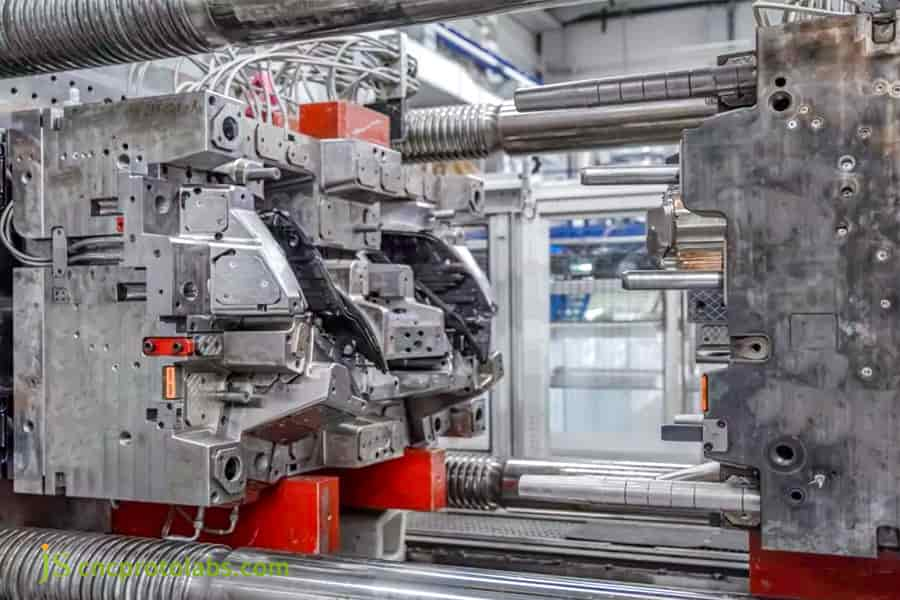
Figure 1: A close-up view of a complex injection mold setup in a factory environment, designed for creating large parts for heavy-duty industrial equipment.
How Does Injection Mold Design Impact The Durability Of Industrial Components?
While some customers only focus on the quality of materials and injection molding processes, they might be surprised to learn that injection mold design poorly can also cause parts to have low durability and mass scrap.
A scientific approach to design determines the thickness of the walls and flow channels optimally, which not only prevents shrinkage cavities and internal stresses during cooling but also extends the fatigue life and ensures the dimensional stability of parts.
Wall Thickness Uniformity and Shrinkage Control
When there are large sized parts, variation in wall thickness is the major factor of uneven shrinkage and warping. Our main guideline is to keep the variation of wall thickness 25% and we also utilize mold flow analysis for simulating melt flow and preventing shrinkage defects.
For instance, in the case of industrial machine housings with a diameter greater than 1,000mm, a wall thickness change from 3.0mm to 4.5mm (a difference of 50%) without any gradual change will cause the warpage to be more than 10mm after cooling which makes the assembly impossible.
If however the difference is kept under 25% (e.g. 3.0mm-3.75mm), and with the optimization of cooling through mold flow analysis, the large flatness tolerance of 0.5mm can be achieved which is in line with OEM standards.
In a very simple analogy, it would be like how a cake made with the same thickness throughout is less likely to get deformed. If the thickness of the wall of a part varies, the difference in shrinkage rates during cooling will cause deformation inevitably and it will be impossible to assemble the part into your machinery.
Optimizing Molecular Orientation for Fatigue Strength
Design of runners affects how polymer molecules are formed and melt filling, which then will affect the fatigue strength of the product.
We make runner changes according to the stress of the part, at the same time, ensuring that melt flow in critical stress areas follows the stress direction, which results in strength improvement by more than 20%.
As an illustration, fine industrial load bearing supports are mainly exposed to longitudinal stress.
Our longitudinal runner design elecigns molecules in the longitudinal direction, thus enhancing tensile strength from 450MPa to 550MPa in accordance with a transverse runner, which results in support for the realization of long term load resistance.
What Technical Challenges Exist In Injection Molding Large Parts With Precision?
The biggest issues when it comes to injection molding large parts are warping, which is caused by thermal expansion of the mold, and pressure uniformity under very large surface areas.
Operating injection molding machines of 2,000 tons or higher along with sequential valve needle valve nozzles provides you the capability to accurately control the melt front thereby maintaining a tolerance level of 0.05mm.
Warping Management in 2,000T+ Machines
Thermal expansions during injection molding large molds could change dimensions by several millimeters per meter, impact the part accuracy, and lead to warping. JS Precision uses a separate temperature control system with ±1°C accuracy, which tracks and adjusts for thermal expansion in real time to maintain stable accuracy.
What this means is if a road bit is out the seasonal summer heat results, deform and expand. Here, through precise temperature control and compensations, the mold is held stable, and parts do not get damaged or fail to meet precision standards because of mold deformation.
The following is a comparison of the temperature control accuracy and warpage control effect of injection molding machines with different clamping forces:
|
Injection Molding Machine Clamping Force
|
Temperature Control Precision
|
Mold Thermal Expansion (Per Meter)
|
Part Warpage
|
Tolerance Control Range
|
|
1500T
|
±2°C
|
3.5mm
|
5.2mm
|
±0.10mm
|
|
2000T
|
±1.5°C
|
2.8mm
|
3.8mm
|
±0.08mm
|
|
2500T
|
±1°C
|
2.0mm
|
1.5mm
|
±0.05mm
|
|
3200T
|
±0.8°C
|
1.5mm
|
0.8mm
|
±0.03mm
|
Sequential Valve Gating for Surface Integrity
A large share of the production consists of long filling paths. Besides, single gates introduce a higher risk of defects like weld lines and air bubbles.
We achieve this by programming the stepwise opening sequence of 8-12 hot runner valve pins through PLC and tightly pressure control of molding, after that, we can do without over 95% of the noticeable weld lines.
Need precise control over the tolerances and surface quality of injection molding large parts? Contact us for a free cost estimate and a quick understanding of the feasibility of your technology.
When Should You Choose Aluminum Injection Molding Vs. Steel Tooling For Large Parts?
Aluminum injection molding is great for making between 1,000 and 10,000 industrial parts.
Its ability to conduct heat is 3 to 4 times faster than that of steel molds, which helps in cutting down the cycle time by 25%. High grade steel is necessary when performing very high pressure injection or when working with materials that are very abrasive.
Thermal Conductivity and Cycle Time Reduction
The 7075 type of aluminum alloy has a heat conductivity ranging between 130 and 160 W/mK, which is several times higher than P20 steel (30-40 W/mK). This feature reduces the cooling time of parts over 1,000 grams in weight by 15-30 seconds, which in turn reduces the total cycle time per part by 25% and boosts efficiency.
Lifecycle Cost Analysis for Low Volume Production
Regarding the cost factor, if the order is for less than 5,000 pieces, aluminum molds can not only bring down the initial tooling cost by 40% but also save the production cycle time by over two weeks, and minimize the risk of trial production.
On the other hand, for large scale production of over 10,000 pieces, steel molds are more in demand due to their wear resistance and as a result, they are replaced less frequently and also yield greater long term economic benefits.
Is Injection Molding Metal (MIM) a Viable Alternative For High-Strength Industrial Parts?
Injection molding metal (MIM) is the best option for industrial component parts that demand metals strength and also have complicated geometry.
It can reach a density of more than 98% of the theoretical one and it has very good resistance to corrosion and mechanical properties, which is why it is the main metal used for sensor housings, locking mechanisms in heavy equipment, etc.
Material Density and Corrosion Resistance Comparison
MIM 316L stainless steel has a very good resistance to pitting corrosion that is far superior even to the machined standard ones.
Besides, a total strength of 500 MPa, it is capable to fulfill the needs of lock points that are exposed to heavy conditions. The theoretical density of 98% is almost like that of the forging one but the costs are only 60% of the forging ones.
Geometric Complexity in Heavy Equipment Sensors
The standard CNC machining method attempts to create internal hollow structures and complex threads, but injection molding metal can provide these items without any extra charges. It is the main material for sensor housings of heavy equipment as it provides a good balance between strength and installation precision.
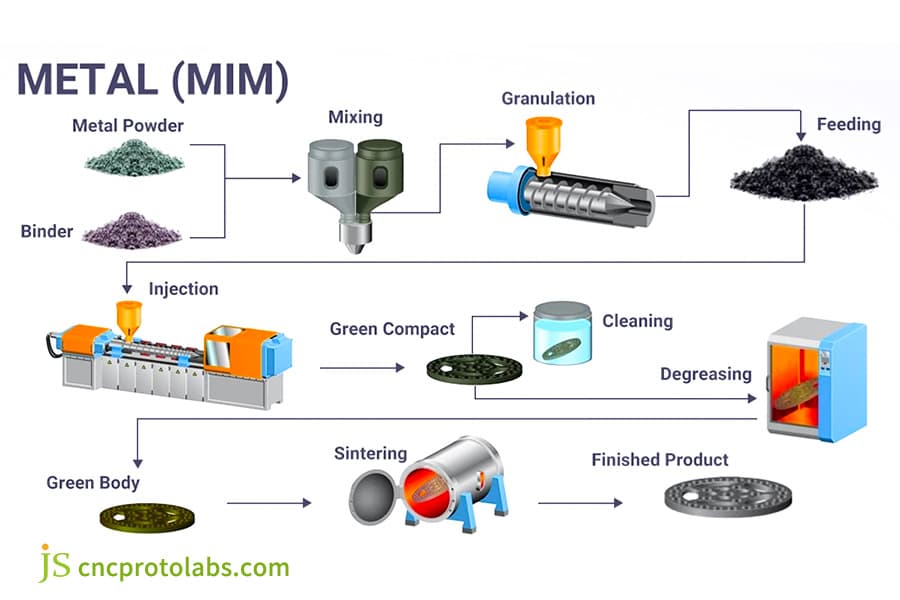
Figure 2: A detailed flowchart illustrating the metal injection molding (MIM) process, from raw materials mixing to the final sintered component.
Why Is Injection Molding China a Strategic Advantage For Heavy Equipment Manufacturers?
One of the great benefits of choosing injection molding China is a well established mold steel supply chain and processing ecosystem efficiency.
With JS Precision, the time for mold manufacturing and trial molding can be shortened by more than 30%, keeping the same level of precision as Europe and the US, with less investment upfront.
Supply Chain Integration and Tooling Steel Sourcing
There are many suppliers of mold blanks, hot runners, and special steels in Shenzhen and Dongguan, creating a whole supply chain in these areas.
JS Precision is able to get raw materials rapidly, which is a big help for the quick completion of major mold projects up to the heavy weight of 15 tons. The delivery cycles of our company are more than 30% shorter than those in Europe and the US.
Quality Assurance via CMM and X-Ray Inspection
JS Precision enforces a rigorous quality control system by employing Hexagon Coordinate Measuring Machines (CMM) to measure the geometric tolerances of parts at the level of 1.5 meters.
Besides that, we offer a complete set of reports and PPAP documentation. Our level of precision matches that of Europe and the US, which results in a reduction of 25% in mold costs and of 22% in the average unit costs.

Figure 3: A row of large, white injection molding machines operating in a clean, modern factory workshop.
Why Choose Comprehensive Injection Molding Services For End-To-End Industrial Projects?
Industrial projects that are complex require multi faceted partnerships. One injection molding service alone cannot satisfy the whole process requirements of clients. Professional, one stop injection molding services can effectively address all the issues from design to delivery, thereby lowering the risks of cooperation.
Preliminary DFM Engineering and Risk Mitigation
JS Precision designers make changes right after the draft design finalization step, we examine design risks by improving draft angles (1.5°-3° recommended), which results in reduced scrap rates right from the beginning and clients will well be able to reduce their production cost with the assistance of the engineers.
Synergized Assembly and Post Processing Operation
We provide post processing services such as ultrasonic welding, insert molding, and surface screen printing which enable clients to simplify their supply chain operations since they are provided with the delivery of subsystem components instead of single parts.
JS Precision Case Study: 40% Weight Reduction For a Construction Vehicle Grille
Real world case studies play an essential role in showcasing technical capabilities. A case study below describes JS Precision's large part injection molding services for a famous construction machinery manufacturer, revealing the methods that were used to overcome main difficulties and generate value.
Problems the client faced:
The customer was going to produce a 1250mm construction vehicle grille (ABS/PC material). They came across several problems during the pilot production:
- Heterogeneous heating resulted in an 18mm warp (way over the 3mm requirement), uneven mold surface pressure led to ghost marks, too long runners caused air marks, and the scrap rate was 35%.
- They also needed a lightweight design and a unit price below $50. The unsuccessful pilot production led to a one month project delay and losses of more than $50,000.
Solution:
To tackle the client's issues, JS Precision formed a skilled technical team who first focused on developing an overall optimization solution:
- Revamped the mold temperature control system to run 24 different cooling circuits, each with its own temperature control, in order to keep temperature even all over the mold, strictly controlled to ±1°C, which really helped in resolving the issue of uneven heating.
- Adopted sequential valve hot runner technology, replacing the original single gate with a 6 point needle valve sequential feed system. The PLC controlled fine pressure adjustment eradicates the air marks and weld lines caused by the very long runners.
- The optimization of pressure holding was done on a 2,500T large injection molding machine, with segmented pressure holding curves set to make up for shrinkage.
- At the same time, the part wall thickness transition was optimized, and wall thicknesses in non stressed areas were reduced to a uniform 3.0mm thickness, thus the goal of lightweighting was achieved.
What we learned and experienced:
1.Mistake at first:
We didn't figure that the internal stress of big parts would be released at demolding. When we tried to thicken the ribs to strengthen the parts, we were creating more localized shrinkage unevenness (sink marks) that resulted in a higher scrap rate.
2. Lesson:
For a piece of over 1,000mm length, "flow compliant" is much better than "forced reinforcement." In the end, the combination of wall thickness transition optimization and sequential valve technology showed higher efficacy in deformation control than mere material increase, alongside material saving and cost reduction.
Outcomes:
Post changes, the part's warpage was limited to 1.5mm and the assembly tolerance was met, the weight was brought down to 60% of the original, and unit cost was less than $40, surface defects were resolved and scrap rate was below 3%, lead time was shortened by 3 weeks, which helped the customer to compensate for losses and to ramp up the production.
- Customer Feedback:
The JS Precision team not only produces parts, but also optimizes products. Their professional mold flow analysis and sequential valve improvement solutions have solved assembly problems and achieved lightweight goals, with a delivery cycle three weeks shorter than expected. - Chief Purchasing Engineer, a famous construction machinery manufacturer.
Have similar injection molding large parts challenges? View more industry case studies from JS Precision to obtain directly implementable solutions, or contact us for customized solutions.
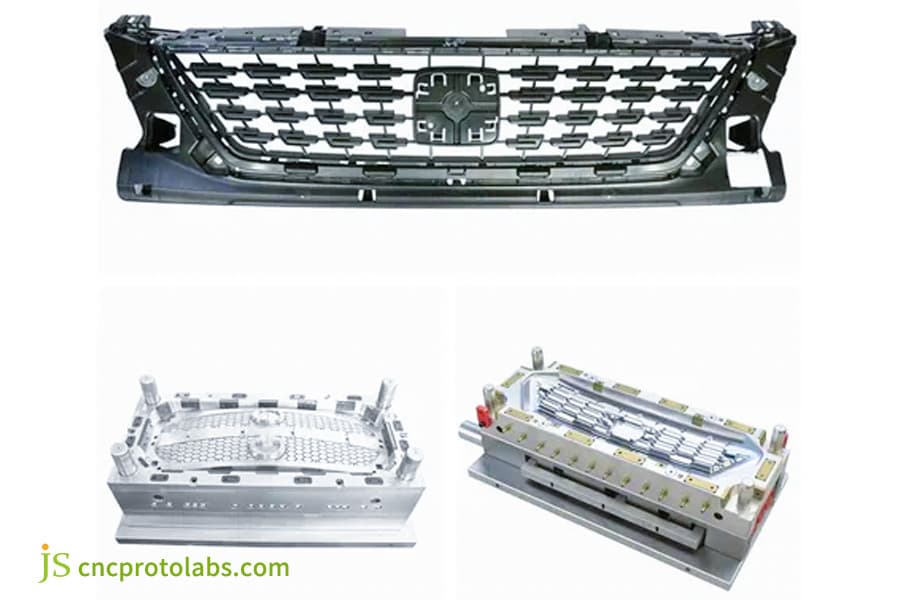
Figure 4: The image shows an injection mold designed for a large construction vehicle grille, indicating its use in large-part injection molding.
FAQs
Q1: What is the biggest size limitation for very large injection molding parts?
The largest size possible is contingent upon the clamping force. JS Precision operates a 3,200T press that can handle parts with a projected area of up to 1.5m² and single injection weights exceeding 10 kg significantly servicing the equipment market for heavy machinery.
Q2: How are large plastic parts protected from aging when kept outside for a long time?
Adding UV stabilizers or using weather resistant ASA materials in injection molding services can prevent outdoor aging, ensure 5-10 years of non fading and non brittleness, and adapt to complex climates.
Q3: What is the standard production lead time for the fabrication of large molds?
Thanks to the injection molding China supply chain, production for medium to large molds from design to T1 trial molding stage can be completed in only 6-10 weeks which is more than 30% shorter than manufacture in Europe and America thereby greatly facilitating project progress.
Q4: How to fix the problem of air bubbles in injection molding of large parts?
In injection mold planning the help of multistage venting system optimization and the use of venting inserts will help in almost completely controlling the problem of air bubbles after the 15% reduction in the use of injection pressure to reduce the air entrapment has been decided.
Q5: For what size metal parts is MIM considered appropriate?
Metal injection molding is generally considered suitable for producing parts of less than 100g weight and that need a very precise finish. In case of larger metal parts, the most recommended procedure is the embedded injection molding one which features the combination of metal insert and plastic. In this way, strength and economy can be balanced.
Q6: What steps can be taken to achieve the hole position accuracy of big parts?
By operating the CMM tool with temperature compensation, and subsequently applying an exclusive cooling fixture for shaping after the injection molding, one can establish the hole position accuracy of large parts. As a result, the tolerance is kept within 0.05mm.
Q7: What is the lowest order quantity (MOQ) for big injection molds?
JS Precision is highly flexible. The MOQ for expensive industrial molds is 200-500 pieces, which can serve small batch trial production as well as large batch mass production. In this way, the clients are helped to reduce their upfront risks.
Q8: What is the mode of shipping of large molds internationally?
In order to ensure the large molds' safe delivery firstly we apply triple layer rust protection to them, then place them in tightly sealed and fumigation free wooden crates, along with an operation manual, a list of vulnerable parts, and sample parts.
Summary
Large part injection molding is really the backbone of industrial equipment optimization and upgrading. It uses integral molding to remove many of the issues that traditional assembly had, essentially ensuring that the light weight components, durability and cost effectiveness can be achieved all at the same time.
JS Precision is using its know how, complete range of services, and presence in injection molding China to offer worldwide manufacturers accurate, fast, and reasonably priced tailor made solutions, helping them to forget about precision, delivery, and cost problems.
Looking to enhance your industrial part design, lower your expenses, and still increase your productivity? Reach out to the JS Precision team now and grab your free DFM report and injection molding quote, so the professional technology can work for your project.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

