

Le moulage par injection de grandes pièces (LPM) est aujourd'hui l'un des principaux procédés de fabrication des composants pour les industries lourdes.
Outre la réduction des points de concentration de contraintes jusqu'à 40 %, l'allongement de la durée de vie des composants et la réduction du délai de livraison de 30 % (grâce aux avantages de la chaîne d'approvisionnement chinoise), il s'agit d'un élément crucial pour des machines industrielles légères et très durables.
Les pertes dues aux arrêts de production dans l'industrie lourde sont considérables. Généralement, les assemblages comportant de nombreuses pièces cèdent en raison de la concentration des contraintes au niveau des joints.
Dans cet article, nous examinons d'abord comment le moulage intégral LPM peut rendre les composants plus durables, puis nous analysons comment le coût et la précision sont les deux points forts de la fabrication chinoise, et enfin nous proposons des solutions à la fois technologiquement possibles et financièrement abordables.
Résumé des réponses principales
Dimension centrale | Technologies/Indicateurs clés | Valeur industrielle |
Sélection du processus | Force de serrage de 2 000 T à 3 200 T pour le moulage par injection | Réduire les processus d'assemblage et augmenter la résistance structurelle de 30 à 50 %. |
Conception de moules | DFM et commande séquentielle des vannes | En éliminant les contraintes internes et les défauts de surface, plus de 95 % des lignes de soudure peuvent être éliminées. |
Solution matérielle | Plastiques techniques renforcés vs. MIM | En trouvant un équilibre entre légèreté et haute résistance, le poids de la pièce peut être réduit de 40 %. |
Avantage de l'offre | Usinage de précision en Chine (JS Precision) | Réduisez le cycle de livraison de 30 % et contrôlez strictement la tolérance à ±0,05 mm. |
Optimisation des coûts | Choix entre moules en aluminium et moules en acier | Le coût initial de l'outillage peut être réduit de 40 % pour les commandes de faible volume. |
Points clés à retenir
- Le moulage monobloc élimine quasiment tout besoin d'assemblage des pièces, ce qui contribue à réduire de 40 % les points de concentration des contraintes. De plus, la durée de vie des composants s'en trouve améliorée.
- Le moulage par injection d'aluminium est le meilleur choix, en termes de coûts, pour les petites et moyennes séries de production de 1 000 à 10 000 pièces.
- L'utilisation d'une commande séquentielle des vannes est un facteur important pour traiter les problèmes de qualité de surface et de lignes de soudure des grandes pièces.
- JS Precision peut prendre en charge l'intégralité du processus de fabrication, de la conception pour la fabrication (DFM) à l'inspection CMM, et peut garantir des tolérances de +/-0,05 mm.
Comment le moulage par injection de grandes pièces de JS Precision peut-il optimiser votre équipement industriel ?
Pour un fabricant d'équipements industriels, l'impact de la durabilité, de la précision et du respect des délais de livraison des composants de ses équipements sur les coûts de production et la compétitivité sur le marché ne saurait être surestimé.
Le moulage par injection de pièces de grande taille est la solution privilégiée pour aborder ces problèmes fondamentaux, et les progrès réalisés dans le domaine du moulage par injection ont rendu cette approche très pratique.
JS Precision propose des solutions complètes et sur mesure, et grâce à de nombreuses années d'expérience dans le secteur, nous avons combiné cette technologie avec les avantages de l'usinage de précision chinois pour répondre de manière exhaustive à vos problèmes de production.
Nous nous inspirons de la norme de qualité ISO 13485:2016 et mettons en œuvre un système de contrôle qualité très strict dans le secteur du moulage par injection industriel afin de garantir que chaque produit que vous recevez soit conforme aux normes des équipements industriels haut de gamme.
Vous pourriez rencontrer une situation similaire à celle d'un fabricant de machines de construction bien connu (l'un de nos clients) : lors de la fabrication de pièces de caillebotis de 1250 mm, les processus d'assemblage traditionnels sont non seulement lourds et compliqués, mais provoquent aussi souvent des connexions lâches, ce qui entraîne une augmentation des temps d'arrêt mensuels des équipements et des coûts de maintenance d'environ 8 000 $.
JS Precision est en mesure de fournir à ses clients une solution efficace. Nous utilisons un procédé de moulage par injection de pièces de grande taille avec une force de fermeture de 2500T, permettant d'assembler plusieurs composants dans un seul moule.
Associée à une conception d'optimisation des moules DFM, cette solution permet non seulement d'alléger la pièce du client de 40 %, mais aussi de réduire de 40 % les points de concentration des contraintes, de diminuer de 60 % le temps d'arrêt mensuel des équipements et de ramener les coûts de maintenance mensuels à 3 200 $, ce qui se traduit par des économies directes importantes pour les clients.
JS Precision propose un service complet de processus, depuis la conception du moule et la sélection des matériaux jusqu'à l'inspection CMM, ce qui peut aider le client à raccourcir le cycle de livraison de 30 %, à avoir un contrôle strict des tolérances à 0,05 mm, correspondant ainsi parfaitement à la précision des produits européens et américains similaires, et en même temps à réduire les coûts de fabrication des moules de plus de 25 %.
C’est pourquoi vous pourrez obtenir des pièces industrielles plus durables et plus précises à des prix inférieurs et grâce à des processus plus rapides, tout en améliorant considérablement la compétitivité de votre équipement sur le marché et en obtenant un avantage concurrentiel dans le secteur.
Si vous rencontrez des difficultés liées à une précision insuffisante, à des retards de livraison ou au coût excessif des composants industriels, contactez les ingénieurs de JS Precision pour obtenir un rapport d'analyse DFM gratuit afin d'évaluer avec précision le potentiel d'optimisation de votre produit.
Pourquoi le moulage par injection de pièces de grande taille est-il essentiel pour les équipements industriels lourds ?
Le moulage par injection de grandes pièces, en transformant des pièces industrielles complexes en une seule pièce, élimine complètement les problèmes liés à la fixation et réduit considérablement le poids de la machine, tout en intégrant de nombreuses fonctions et en offrant une excellente résistance aux chocs. C'est aujourd'hui la principale voie d'allègement des machines lourdes.
Réduction de la concentration des contraintes par une structure monolithique
Les assemblages traditionnels par soudage ou boulonnage peuvent être à l'origine de nombreux points de concentration de contraintes. Les vibrations dues à une utilisation prolongée de la machine peuvent entraîner le desserrement et la rupture de ces points, provoquant ainsi l'arrêt de la machine.
Nos tests ont révélé une différence considérable en termes de durée de vie en fatigue entre le moulage par injection monolithique et l'assemblage conventionnel. Les données spécifiques sont les suivantes :
Méthode de connexion | Nombre de points de concentration de stress | Résistance structurelle | Durée de vie en fatigue (1 000 heures) | Fréquence des temps d'arrêt des équipements (par mois) |
Assemblage par boulon | 12 pièces/partie | Valeur de référence 100 | 680 heures | 8 fois |
Raccordement par soudure | 8 pièces/partie | 115 | 750 heures | 6 fois |
Moulage par injection intégrale | 7 pièces/partie | 140 | 980 heures | 2 fois |
Moulage par injection intégrale + contrôle séquentiel des soupapes | 5 pièces/partie | 150 | 1 050 heures | 1 fois |
Les chiffres suggèrent que le moulage monolithique pourrait augmenter la résistance structurelle des pièces de 30 à 50 %, tout en éliminant le risque de desserrage des fixations et en réduisant considérablement la fréquence des temps d'arrêt, car une seule plaque d'acier est plus stable et durable que des plaques d'acier assemblées.
Augmenter la résistance aux chocs dans les environnements fortement pollués
Les grandes pièces en plastique utilisées dans les engins miniers et de construction, comme les capots de moteur, les réservoirs de carburant, etc., doivent présenter une très bonne résistance aux chocs.
Nous nous référons à la norme ASTM D638-14 et choisissons du nylon modifié (PA66+GF30) ainsi que d'autres matériaux présentant une résistance aux chocs supérieure à 150 J/m. Ces matériaux leur permettent d'absorber l'impact en modifiant leur forme de manière élastique et empêchent ainsi la rupture.
À titre d’exemple, les réservoirs de carburant des machines minières sont fabriqués par moulage par injection intégrale avec PA66+GF30.
Cette approche offre un amortissement élastique aux impacts de pierres tout en réduisant le poids d'environ 35 % par rapport aux réservoirs de carburant métalliques habituellement utilisés.
De plus, ils ne sont pratiquement ni rouillés ni déformés, et leur durée de vie s'avère donc plus que doublée.
Vous souhaitez en savoir plus sur les méthodes de sélection des matériaux pour le moulage par injection de grandes pièces dans différents environnements difficiles ? Téléchargez notre livre blanc sectoriel pour obtenir rapidement des conseils de personnalisation adaptés à votre équipement.
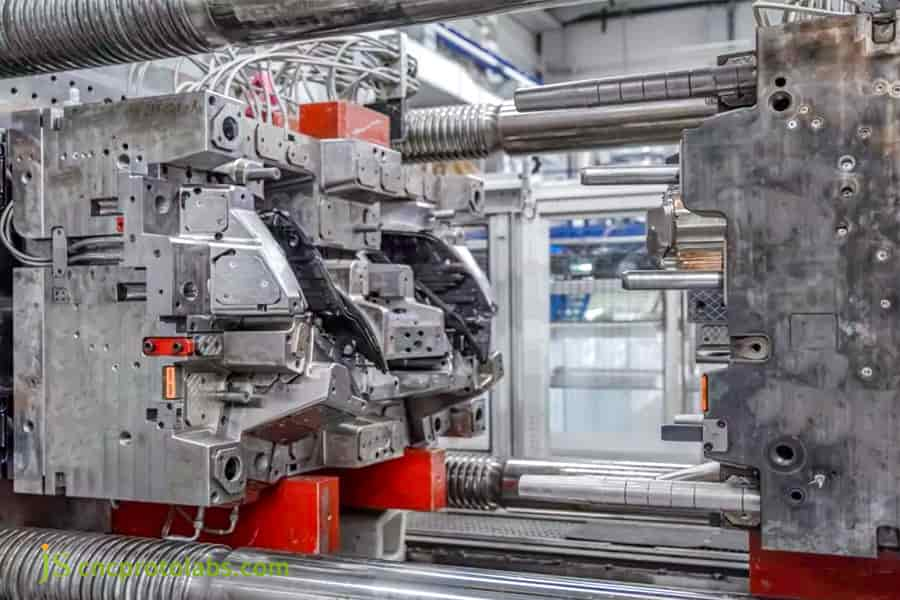
Figure 1 : Vue rapprochée d'un système complexe de moule d'injection dans un environnement d'usine, conçu pour créer de grandes pièces pour des équipements industriels lourds.
Quel est l'impact de la conception des moules d'injection sur la durabilité des composants industriels ?
Alors que certains clients se concentrent uniquement sur la qualité des matériaux et les procédés de moulage par injection, ils pourraient être surpris d'apprendre qu'une mauvaise conception du moule d'injection peut également entraîner une faible durabilité des pièces et un taux de rebut important.
Une approche scientifique de la conception détermine de manière optimale l'épaisseur des parois et des canaux d'écoulement , ce qui non seulement prévient les cavités de retrait et les contraintes internes pendant le refroidissement, mais prolonge également la durée de vie en fatigue et assure la stabilité dimensionnelle des pièces.
Contrôle de l'uniformité et du retrait de l'épaisseur des parois
Pour les pièces de grande taille, les variations d'épaisseur de paroi constituent le principal facteur de retrait irrégulier et de déformation. Notre règle principale est de limiter ces variations à 25 %. Nous utilisons également l'analyse d'écoulement du matériau dans le moule pour simuler l'écoulement de la matière fondue et prévenir les défauts de retrait .
Par exemple, dans le cas des carters de machines industrielles d'un diamètre supérieur à 1 000 mm, un changement d'épaisseur de paroi de 3,0 mm à 4,5 mm (une différence de 50 %) sans changement progressif entraînera une déformation de plus de 10 mm après refroidissement, ce qui rend l'assemblage impossible.
Si toutefois la différence est maintenue en dessous de 25 % (par exemple 3,0 mm à 3,75 mm), et avec l'optimisation du refroidissement grâce à l'analyse du flux de moule, une tolérance de planéité élevée de 0,5 mm peut être atteinte, ce qui est conforme aux normes OEM.
Pour simplifier, c'est comme pour un gâteau d'épaisseur uniforme : il a moins de chances de se déformer. Si l'épaisseur d'une pièce varie, la différence de retrait lors du refroidissement entraînera inévitablement une déformation, rendant impossible son assemblage dans la machine.
Optimisation de l'orientation moléculaire pour la résistance à la fatigue
La conception des canaux d'alimentation influe sur la manière dont les molécules de polymère se forment et se remplissent à chaud, ce qui a ensuite une incidence sur la résistance à la fatigue du produit.
Nous procédons à des modifications des canaux d'alimentation en fonction des contraintes de la pièce, tout en veillant à ce que le flux de matière fondue dans les zones de contraintes critiques suive la direction des contraintes, ce qui permet d'améliorer la résistance de plus de 20 %.
À titre d'exemple, les supports de charge industriels de précision sont principalement soumis à des contraintes longitudinales.
Notre conception de rail longitudinal aligne les molécules dans la direction longitudinale, améliorant ainsi la résistance à la traction de 450 MPa à 550 MPa par rapport à un rail transversal, ce qui permet d'obtenir une résistance à la charge à long terme.
Quels sont les défis techniques liés au moulage par injection de grandes pièces avec précision ?
Les principaux problèmes liés au moulage par injection de grandes pièces sont la déformation, causée par la dilatation thermique du moule, et l'uniformité de la pression sous de très grandes surfaces.
L'utilisation de machines de moulage par injection de 2 000 tonnes ou plus, associées à des buses à aiguille à commande séquentielle, vous permet de : la capacité de contrôler avec précision le front de fusion, maintenant ainsi un niveau de tolérance de 0,05 mm.
Gestion du gauchissement dans les machines de plus de 2 000 tonnes
Lors du moulage par injection de grands moules, la dilatation thermique peut entraîner des variations dimensionnelles de plusieurs millimètres par mètre, impacter la précision des pièces et provoquer des déformations. JS Precision utilise un système de contrôle de température indépendant, d'une précision de ±1 °C , qui surveille et compense la dilatation thermique en temps réel afin de garantir une précision stable.
Cela signifie que si un élément de la chaussée est exposé à la chaleur estivale, il se déforme et se dilate. Grâce à un contrôle précis de la température et à des compensations, le moule reste stable et les pièces ne sont ni endommagées ni non conformes aux normes de précision en raison de déformations du moule.
Ce qui suit est une comparaison de la précision du contrôle de la température et de l'effet de contrôle du gauchissement des machines de moulage par injection avec différentes forces de serrage :
Force de serrage d'une machine de moulage par injection | Précision du contrôle de la température | Dilatation thermique du moule (par mètre) | Partie Warpage | Plage de contrôle de tolérance |
1500T | ±2°C | 3,5 mm | 5,2 mm | ±0,10 mm |
2000T | ±1,5°C | 2,8 mm | 3,8 mm | ±0,08 mm |
2500T | ±1°C | 2,0 mm | 1,5 mm | ±0,05 mm |
3200T | ±0,8°C | 1,5 mm | 0,8 mm | ±0,03 mm |
Commande séquentielle des vannes pour l'intégrité de surface
Une part importante de la production nécessite de longs parcours de remplissage. De plus, les points d'injection uniques augmentent le risque de défauts tels que les lignes de soudure et les bulles d'air.
Nous y parvenons en programmant la séquence d'ouverture progressive de 8 à 12 broches de vannes à canaux chauds via un automate programmable et un contrôle précis de la pression de moulage ; après cela, nous pouvons nous passer de plus de 95 % des lignes de soudure visibles.
Vous avez besoin d'un contrôle précis des tolérances et de la qualité de surface des pièces moulées par injection de grande taille ? Contactez-nous pour obtenir un devis gratuit et une évaluation rapide de la faisabilité de votre technologie.
Quand faut-il privilégier le moulage par injection d'aluminium plutôt que l'outillage en acier pour les grandes pièces ?
Le moulage par injection d'aluminium est idéal pour la fabrication de 1 000 à 10 000 pièces industrielles.
Sa capacité à conduire la chaleur est 3 à 4 fois supérieure à celle des moules en acier, ce qui permet de réduire le temps de cycle de 25 %. Un acier de haute qualité est nécessaire pour les injections à très haute pression ou pour le travail avec des matériaux très abrasifs.
Réduction de la conductivité thermique et du temps de cycle
L'alliage d'aluminium 7075 présente une conductivité thermique comprise entre 130 et 160 W/mK, soit plusieurs fois supérieure à celle de l'acier P20 (30-40 W/mK). Cette caractéristique permet de réduire le temps de refroidissement des pièces de plus de 1 000 grammes de 15 à 30 secondes, ce qui diminue le temps de cycle total par pièce de 25 % et améliore ainsi la productivité.
Analyse du coût du cycle de vie pour la production à faible volume
En ce qui concerne le facteur coût, si la commande est inférieure à 5 000 pièces, les moules en aluminium permettent non seulement de réduire de 40 % le coût initial de l’outillage, mais aussi de gagner plus de deux semaines sur le cycle de production et de minimiser les risques liés à la production d’essai.
En revanche, pour une production à grande échelle de plus de 10 000 pièces, les moules en acier sont davantage demandés en raison de leur résistance à l’usure et, par conséquent, ils sont remplacés moins fréquemment et offrent également de plus grands avantages économiques à long terme.
Le moulage par injection de métal (MIM) est-il une alternative viable pour les pièces industrielles à haute résistance ?
Le moulage par injection de métal (MIM) est la meilleure option pour les composants industriels qui exigent la résistance des métaux et présentent également une géométrie complexe.
Il peut atteindre une densité supérieure à 98 % de la densité théorique et possède une très bonne résistance à la corrosion ainsi que d'excellentes propriétés mécaniques, ce qui explique pourquoi il est le principal métal utilisé pour les boîtiers de capteurs, les mécanismes de verrouillage des équipements lourds, etc.
Comparaison de la densité des matériaux et de leur résistance à la corrosion
L'acier inoxydable MIM 316L possède une très bonne résistance à la corrosion par piqûres, bien supérieure même à celle des aciers usinés standards.
De plus, avec une résistance totale de 500 MPa, il répond aux exigences des points de verrouillage soumis à des conditions extrêmes. Sa densité théorique de 98 % est presque identique à celle des pièces forgées, mais son coût n'en représente que 60 %.
Complexité géométrique des capteurs pour engins lourds
L'usinage CNC standard permet de réaliser des structures creuses internes et des filetages complexes, mais le moulage par injection de métal offre ces possibilités sans surcoût. C'est le matériau de prédilection pour les boîtiers de capteurs des équipements lourds, car il offre un excellent compromis entre résistance et précision d'installation.
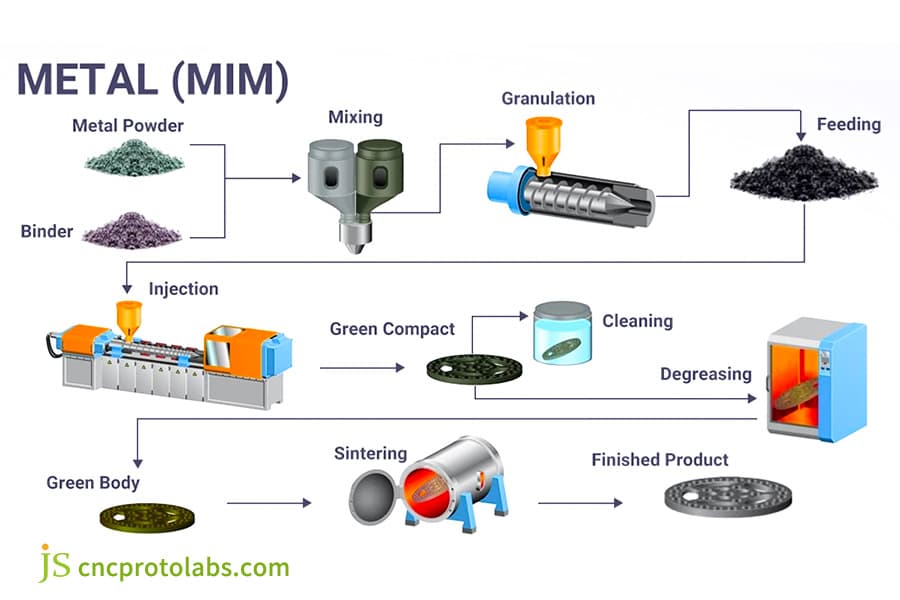
Figure 2 : Un organigramme détaillé illustrant le processus de moulage par injection de métal (MIM), du mélange des matières premières au composant fritté final.
Pourquoi le moulage par injection en Chine représente-t-il un avantage stratégique pour les fabricants d'équipements lourds ?
L'un des principaux avantages du choix du moulage par injection en Chine réside dans une chaîne d'approvisionnement en acier pour moules bien établie et dans l'efficacité de son écosystème de transformation.
Avec JS Precision, le temps de fabrication des moules et de moulage d'essai peut être réduit de plus de 30 %, tout en conservant le même niveau de précision qu'en Europe et aux États-Unis, avec un investissement initial moindre.
Intégration de la chaîne d'approvisionnement et approvisionnement en acier à outillage
Shenzhen et Dongguan comptent de nombreux fournisseurs d'ébauches de moules, de systèmes à canaux chauds et d'aciers spéciaux, créant ainsi toute une chaîne d'approvisionnement dans ces régions.
JS Precision s'approvisionne rapidement en matières premières, ce qui facilite grandement la réalisation rapide de projets de moules de grande envergure, jusqu'à un poids de 15 tonnes. Nos délais de livraison sont plus de 30 % plus courts qu'en Europe et aux États-Unis.
Assurance qualité par inspection CMM et aux rayons X
JS Precision applique un système de contrôle qualité rigoureux en utilisant des machines à mesurer tridimensionnelles (MMT) hexagonales pour mesurer les tolérances géométriques des pièces à un niveau de 1,5 mètre.
Par ailleurs, nous fournissons un ensemble complet de rapports et de documents PPAP. Notre niveau de précision est équivalent à celui de l'Europe et des États-Unis, ce qui permet de réduire de 25 % les coûts des moules et de 22 % les coûts unitaires moyens.

Figure 3 : Une rangée de grandes machines de moulage par injection blanches fonctionnant dans un atelier d'usine propre et moderne.
Pourquoi choisir des services complets de moulage par injection pour vos projets industriels de bout en bout ?
Les projets industriels complexes nécessitent des partenariats pluridisciplinaires. Un seul service de moulage par injection ne peut à lui seul répondre à l'ensemble des exigences des clients. Des services de moulage par injection professionnels et intégrés permettent de gérer efficacement toutes les problématiques, de la conception à la livraison, réduisant ainsi les risques liés à la collaboration.
Ingénierie DFM préliminaire et atténuation des risques
Les concepteurs de JS Precision apportent des modifications juste après l'étape de finalisation de la conception préliminaire ; nous examinons les risques de conception en améliorant les angles de dépouille (1,5° à 3° recommandés), ce qui permet de réduire les taux de rebut dès le départ et les clients pourront ainsi réduire leurs coûts de production grâce à l'aide des ingénieurs.
Opération d'assemblage et de post-traitement synergisée
Nous proposons des services de post-traitement tels que le soudage par ultrasons, le surmoulage et la sérigraphie de surface, qui permettent à nos clients de simplifier leurs opérations de chaîne d'approvisionnement puisqu'ils reçoivent des composants de sous-systèmes au lieu de pièces détachées.
Étude de cas JS Precision : Réduction de poids de 40 % pour une calandre de véhicule de chantier
Les études de cas concrets sont essentielles pour mettre en valeur les compétences techniques. L'étude de cas ci-dessous décrit les services de moulage par injection de pièces de grande taille proposés par JS Precision à un fabricant renommé d'engins de chantier, et présente les méthodes employées pour surmonter les principales difficultés et créer de la valeur.
Problèmes rencontrés par le client :
Le client souhaitait produire une calandre de 1250 mm pour engin de chantier (en ABS/PC). Plusieurs problèmes sont survenus lors de la production pilote :
- Le chauffage hétérogène a entraîné une déformation de 18 mm (bien au-delà des 3 mm requis), une pression de surface du moule inégale a entraîné des marques fantômes, des canaux d'alimentation trop longs ont provoqué des marques d'air et le taux de rebut était de 35 %.
- Ils avaient également besoin d'une conception légère et d'un prix unitaire inférieur à 50 $. L'échec de la production pilote a entraîné un retard d'un mois dans le projet et des pertes de plus de 50 000 $.
Solution:
Pour résoudre les problèmes du client, JS Precision a constitué une équipe technique compétente qui s'est d'abord concentrée sur le développement d'une solution d'optimisation globale :
- Nous avons remanié le système de contrôle de la température du moule pour faire fonctionner 24 circuits de refroidissement différents, chacun avec son propre contrôle de température, afin de maintenir une température uniforme sur tout le moule, strictement contrôlée à ±1°C, ce qui a vraiment contribué à résoudre le problème de chauffage inégal.
- L'adoption d'une technologie de canaux chauds à vannes séquentielles remplace le système à vanne unique d'origine par un système d'alimentation séquentielle à six points de vannes à aiguille . Le réglage fin de la pression par automate programmable élimine les marques d'air et les lignes de soudure causées par les canaux très longs.
- L'optimisation du maintien de la pression a été réalisée sur une grande machine de moulage par injection de 2 500 tonnes, avec des courbes de maintien de la pression segmentées définies pour compenser le retrait.
- Dans le même temps, la transition d'épaisseur de paroi de la pièce a été optimisée et les épaisseurs de paroi dans les zones non sollicitées ont été réduites à une épaisseur uniforme de 3,0 mm, atteignant ainsi l'objectif d'allègement.
Ce que nous avons appris et vécu :
1. Erreur initiale :
Nous n'avions pas anticipé la libération des contraintes internes des grandes pièces lors du démoulage. En tentant d'épaissir les nervures pour renforcer les pièces, nous avons accentué les irrégularités de retrait localisées (retraits de matière) et, par conséquent, augmenté le taux de rebut.
2. Leçon :
Pour une pièce de plus de 1 000 mm de longueur, la « conformité à l’écoulement » est bien meilleure que le « renforcement forcé ». Au final, la combinaison de l’optimisation de la transition d’épaisseur de paroi et de la technologie des vannes séquentielles a démontré une efficacité supérieure en matière de contrôle de la déformation par rapport à une simple augmentation de la quantité de matériau, tout en permettant des économies de matériau et une réduction des coûts.
Résultats :
Après modifications, la déformation de la pièce a été limitée à 1,5 mm et la tolérance d'assemblage a été respectée, le poids a été réduit à 60 % du poids initial, le coût unitaire était inférieur à 40 $, les défauts de surface ont été corrigés et le taux de rebut était inférieur à 3 %, le délai de livraison a été raccourci de 3 semaines, ce qui a aidé le client à compenser les pertes et à augmenter la production.
- Commentaires des clients :
L'équipe de JS Precision ne se contente pas de produire des pièces, elle optimise également les produits. Grâce à son expertise en analyse des flux de moulage et en amélioration des vannes séquentielles, les problèmes d'assemblage ont été résolus et les objectifs de légèreté atteints, avec un délai de livraison raccourci de trois semaines. – Ingénieur en chef des achats, un fabricant renommé d'engins de chantier.
Vous rencontrez des difficultés similaires avec le moulage par injection de grandes pièces ? Consultez d’autres études de cas de JS Precision pour obtenir des solutions directement applicables, ou contactez-nous pour des solutions personnalisées.
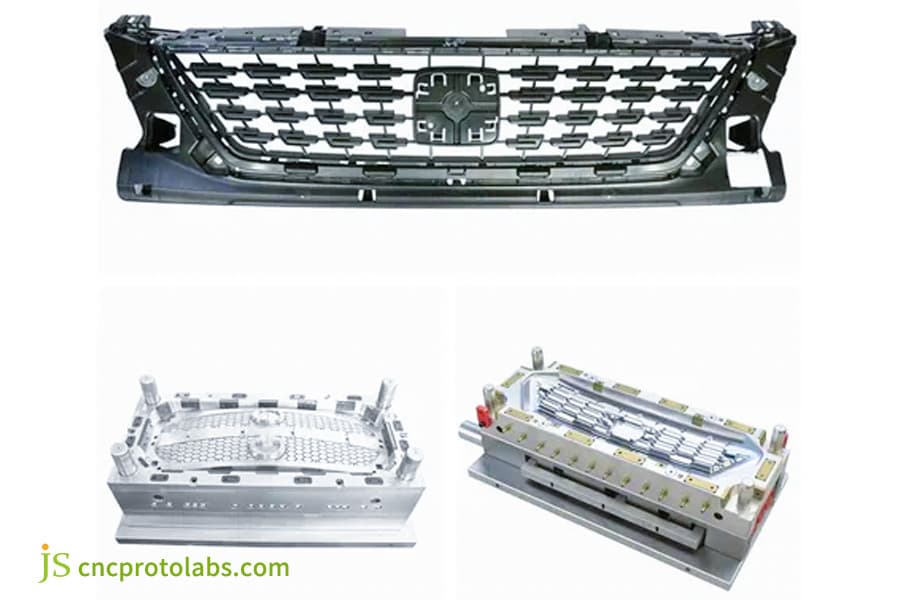
Figure 4 : L'image montre un moule d'injection conçu pour une grande calandre de véhicule de construction, indiquant son utilisation dans le moulage par injection de grandes pièces.
FAQ
Q1 : Quelle est la limite de taille maximale pour les pièces moulées par injection de très grande taille ?
La taille maximale possible dépend de la force de serrage. JS Precision exploite une presse de 3 200 T capable de traiter des pièces d' une surface projetée allant jusqu'à 1,5 m² et d'un poids d'injection unitaire supérieur à 10 kg, répondant ainsi aux besoins du marché des équipements pour machines lourdes.
Q2 : Comment les grandes pièces en plastique sont-elles protégées du vieillissement lorsqu'elles sont laissées à l'extérieur pendant une longue période ?
L'ajout de stabilisateurs UV ou l'utilisation de matériaux ASA résistants aux intempéries dans les services de moulage par injection peuvent prévenir le vieillissement en extérieur, garantir 5 à 10 ans de résistance à la décoloration et à la fragilité, et s'adapter aux climats complexes.
Q3 : Quel est le délai de production standard pour la fabrication de grands moules ?
Grâce à la chaîne d'approvisionnement chinoise en moulage par injection, la production de moules de moyenne à grande taille, de la conception à l'étape de moulage d'essai T1, peut être réalisée en seulement 6 à 10 semaines, soit plus de 30 % plus rapidement qu'en Europe et en Amérique, facilitant ainsi considérablement l'avancement des projets.
Q4 : Comment résoudre le problème des bulles d'air lors du moulage par injection de grandes pièces ?
Dans la planification des moules d'injection, l'optimisation du système de ventilation à plusieurs étages et l'utilisation d'inserts de ventilation permettront de contrôler presque complètement le problème des bulles d'air après la décision de réduire de 15 % la pression d'injection afin de réduire l'emprisonnement d'air.
Q5 : Pour quelles dimensions de pièces métalliques le MIM est-il considéré comme approprié ?
Le moulage par injection de métal est généralement considéré comme adapté à la production de pièces de moins de 100 g nécessitant une finition très précise. Pour les pièces métalliques plus volumineuses, le procédé le plus recommandé est le moulage par injection avec insert, qui combine un insert métallique et un insert en plastique. Cette technique permet d'obtenir un bon compromis entre résistance et coût.
Q6 : Quelles mesures peuvent être prises pour garantir la précision du positionnement des trous sur les grandes pièces ?
En utilisant la machine de mesure tridimensionnelle avec compensation de température, puis un dispositif de refroidissement spécifique pour la mise en forme après le moulage par injection, on peut garantir la précision du positionnement des trous sur les pièces de grandes dimensions. La tolérance est ainsi maintenue à 0,05 mm près.
Q7 : Quelle est la quantité minimale de commande (MOQ) pour les grands moules d'injection ?
JS Precision offre une grande flexibilité. La quantité minimale de commande pour les moules industriels haut de gamme est de 200 à 500 pièces, ce qui permet aussi bien la production d'essais en petites séries que la production en grande série. Ainsi, les clients peuvent limiter leurs risques initiaux.
Q8 : Quel est le mode d'expédition des grands moules à l'international ?
Afin de garantir la livraison en toute sécurité des grands moules, nous appliquons tout d'abord une triple protection antirouille, puis nous les plaçons dans des caisses en bois hermétiquement scellées et exemptes de fumigation, accompagnées d'un manuel d'utilisation, d'une liste des pièces fragiles et d'échantillons.
Résumé
Le moulage par injection de grandes pièces est véritablement la pierre angulaire de l'optimisation et de la modernisation des équipements industriels. Grâce au moulage monobloc, il élimine nombre de problèmes liés à l'assemblage traditionnel, garantissant ainsi la légèreté des composants, leur durabilité et leur rentabilité .
JS Precision utilise son savoir-faire, sa gamme complète de services et sa présence dans le moulage par injection en Chine pour offrir aux fabricants du monde entier des solutions sur mesure précises, rapides et à prix raisonnable, les aidant ainsi à oublier les problèmes de précision, de livraison et de coût.
Vous souhaitez optimiser la conception de vos pièces industrielles, réduire vos coûts et accroître votre productivité ? Contactez dès maintenant l’équipe JS Precision et obtenez gratuitement votre rapport DFM et un devis de moulage par injection. Grâce à notre expertise, votre projet bénéficiera de nos technologies de pointe.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

