

Großteil-Spritzgießen (LPM) ist heutzutage eines der wichtigsten Herstellungsverfahren für Komponenten der Schwerindustrie.
Neben der Reduzierung von Spannungskonzentrationspunkten um bis zu 40 %, der Verlängerung der Lebensdauer der Bauteile und der Verkürzung der Lieferzeit um 30 % (durch Nutzung der Vorteile der Lieferkette in China) ist es ein entscheidendes Element für leichte und hochbelastbare Industriemaschinen.
Die Ausfallverluste in der Schwerindustrie sind enorm. Typischerweise versagen Baugruppen mit vielen Teilen aufgrund von Spannungskonzentrationen an den Verbindungsstellen.
In diesem Artikel betrachten wir zunächst, wie LPM durch integrales Spritzgießen die Bauteile haltbarer machen kann, dann untersuchen wir, wie Kosten und Präzision die beiden Stärken der chinesischen Fertigung sind, und schließlich bieten wir Lösungen an, die sowohl technologisch möglich als auch finanziell tragbar sind.
Zusammenfassung der Kernantwort
Kerndimension | Schlüsseltechnologien/Indikatoren | Industriewert |
Prozessauswahl | 2.000 t - 3.200 t Schließkraft beim Spritzgießen | Verkürzen Sie die Montageprozesse und erhöhen Sie die strukturelle Festigkeit um 30-50%. |
Formendesign | DFM und sequentielle Ventilsteuerung | Durch die Beseitigung von inneren Spannungen und Oberflächenfehlern können mehr als 95 % der Schweißnähte vermieden werden. |
Materiallösung | Verstärkte technische Kunststoffe vs. MIM | Durch die Schaffung eines ausgewogenen Verhältnisses zwischen geringem Gewicht und hoher Festigkeit kann das Bauteilgewicht um 40 % reduziert werden. |
Liefervorteil | China Precision Machining (JS Precision) | Den Lieferzyklus um 30 % verkürzen und die Toleranz streng auf ±0,05 mm einhalten. |
Kostenoptimierung | Auswahl zwischen Aluminium- und Stahlformen | Die anfänglichen Werkzeugkosten können bei Kleinserien um 40 % reduziert werden. |
Wichtigste Erkenntnisse
- Durch das Integralspritzverfahren entfällt im Wesentlichen die Notwendigkeit der Teilemontage, wodurch Spannungsspitzen um 40 % reduziert werden. Darüber hinaus wird die Lebensdauer der Bauteile verlängert.
- Für kleine bis mittlere Produktionsserien von 1.000 bis 10.000 Stück ist das Aluminium-Spritzgießen die kostengünstigste Wahl.
- Der Einsatz sequenzieller Ventilsteuerung ist ein wichtiger Faktor bei der Bewältigung von Problemen mit der Oberflächenqualität und den Schweißnähten großer Bauteile.
- JS Precision übernimmt den gesamten Fertigungsprozess , von der Konstruktion für die Fertigung (DFM) bis zur CMM-Prüfung, und gewährleistet Toleranzen innerhalb von +/-0,05 mm.
Wie kann das Großteil-Spritzgießen von JS Precision Ihre Industrieanlagen optimieren?
Für einen Hersteller von Industrieanlagen kann die Bedeutung der Langlebigkeit, Genauigkeit und Pünktlichkeit der Lieferung Ihrer Anlagenkomponenten für Ihre Fertigungskosten und Ihre Wettbewerbsposition auf dem Markt nicht hoch genug eingeschätzt werden.
Die Großteil-Spritzgießtechnik ist das Markenzeichen bei der Bewältigung dieser Kernprobleme, und Verbesserungen in der Spritzgießtechnologie haben diese Bewältigung sehr komfortabel gemacht.
JS Precision bietet komplette, maßgeschneiderte Lösungen. Nach vielen Jahren Branchenerfahrung haben wir diese Technologie mit den Vorteilen der Präzisionsbearbeitung in China kombiniert, um Ihre Produktionsprobleme umfassend anzugehen.
Wir orientieren uns an der Qualitätsnorm ISO 13485:2016 und setzen im Bereich des industriellen Spritzgießens ein sehr strenges Qualitätskontrollsystem ein, um zu gewährleisten, dass jedes Produkt, das Sie erhalten, einem hohen Standard für Industrieanlagen entspricht.
Möglicherweise stoßen Sie auf eine Situation wie die eines bekannten Baumaschinenherstellers (einer unserer Kunden): Bei der Herstellung von 1250-mm-Gitterrostteilen sind die herkömmlichen Montageverfahren nicht nur aufwendig und kompliziert, sondern führen auch häufig zu losen Verbindungen, was monatlich zu längeren Maschinenstillstandszeiten und Wartungskosten von rund 8000 US-Dollar führt.
JS Precision bietet seinen Kunden eine effektive Lösung. Wir verwenden ein Großteil-Spritzgießverfahren mit einer Schließkraft von 2500 Tonnen, bei dem mehrere Komponenten in einer einzigen Form vereint werden.
In Verbindung mit der DFM-Formoptimierung wird nicht nur das Bauteil des Kunden um 40 % leichter, sondern auch die Spannungsspitzen werden um 40 % reduziert, die monatlichen Anlagenstillstandszeiten werden um 60 % gesenkt und die monatlichen Wartungskosten sinken auf 3.200 US-Dollar , was zu direkten Einsparungen erheblicher Kosten für die Kunden führt.
JS Precision bietet einen kompletten Prozessservice, der von der Werkzeugkonstruktion und Materialauswahl bis hin zur CMM-Inspektion reicht. Dadurch kann der Kunde den Lieferzeitraum um 30 % verkürzen, eine strenge Toleranzkontrolle bis auf 0,05 mm gewährleisten und somit die Präzision vergleichbarer europäischer und amerikanischer Produkte perfekt erreichen . Gleichzeitig können die Werkzeugherstellungskosten um über 25 % gesenkt werden.
Deshalb erhalten Sie langlebigere und präzisere Industrieteile zu niedrigeren Preisen und durch schnellere Prozesse, wodurch sich die Wettbewerbsfähigkeit Ihrer Anlagen auf dem Markt deutlich verbessert und Sie sich einen Vorsprung in der Branche verschaffen.
Wenn Sie mit unzureichender Präzision, Lieferverzögerungen oder überhöhten Kosten von Industriekomponenten zu kämpfen haben, wenden Sie sich an die Ingenieure von JS Precision, um einen kostenlosen DFM-Analysebericht zu erhalten und das Optimierungspotenzial Ihres Produkts genau zu beurteilen.
Warum ist das Spritzgießen großer Teile für die Herstellung von Schwerlast-Industrieanlagen so wichtig?
Durch die Herstellung von Großteilen im Spritzgussverfahren werden komplexe Industrieteile in einem einzigen Stück gefertigt. Dadurch werden Probleme im Zusammenhang mit Befestigungselementen vollständig beseitigt und das Maschinengewicht erheblich reduziert. Gleichzeitig werden zahlreiche Funktionen integriert und eine ausgezeichnete Schlagfestigkeit gewährleistet. Dies ist der wichtigste Weg zur Gewichtsreduzierung schwerer Maschinen.
Reduzierung der Spannungskonzentration durch monolithische Struktur
Herkömmliche Schweiß- oder Schraubverbindungen können zahlreiche Spannungsspitzen aufweisen. Vibrationen, die durch den Langzeitbetrieb der Maschine entstehen, führen dazu, dass sich diese Verbindungen lockern, brechen und die Maschine zum Stillstand kommt.
Unsere Tests zeigten einen enormen Unterschied in der Dauerfestigkeit zwischen monolithischem Spritzguss und konventioneller Montage. Die konkreten Daten lauten wie folgt:
Verbindungsmethode | Anzahl der Stresskonzentrationspunkte | Strukturelle Festigkeit | Ermüdungslebensdauer (1.000 Stunden) | Häufigkeit von Geräteausfallzeiten (pro Monat) |
Schraubverbindung | 12 Stück/Teil | Referenzwert 100 | 680 Stunden | 8 Mal |
Schweißverbindung | 8 Stück/Teil | 115 | 750 Stunden | 6 Mal |
Integrales Spritzgießen | 7 Stück/Teil | 140 | 980 Stunden | 2 mal |
Integrales Spritzgießen + Sequenzielle Ventilanschnittsteuerung | 5 Stück/Teil | 150 | 1.050 Stunden | 1 Mal |
Die Zahlen legen nahe, dass monolithisches Formen die strukturelle Festigkeit von Teilen um 30 bis 50 % erhöhen könnte. Außerdem würde die Möglichkeit des Lösens von Befestigungselementen beseitigt und die Ausfallhäufigkeit drastisch reduziert, da beispielsweise eine einzelne Stahlplatte stabiler und haltbarer ist als gespleißte Stahlplatten.
Erhöhung der Stoßfestigkeit in stark verschmutzten Umgebungen
Große Kunststoffteile in Bergbau- und Baumaschinen wie Motorhauben, Kraftstofftanks usw. müssen eine sehr gute Schlagfestigkeit aufweisen.
Wir orientieren uns an den ASTM D638-14-Normen und wählen modifiziertes Nylon (PA66+GF30) sowie andere Werkstoffe mit einer Schlagzähigkeit von über 150 J/m. Diese Werkstoffe ermöglichen es ihnen, den Aufprall durch elastische Formveränderung abzufangen und so einen Bruch zu verhindern.
Beispielsweise werden die Treibstofftanks von Bergbaumaschinen im integralen Spritzgussverfahren mit PA66+GF30 hergestellt.
Dieser Ansatz bietet eine elastische Dämpfung bei Steinschlägen, während gleichzeitig das Gewicht im Vergleich zu den herkömmlich verwendeten Metallkraftstofftanks um etwa 35 % reduziert wird .
Außerdem sind sie praktisch weder rostig noch formverändert, sodass sich ihre Lebensdauer mehr als verdoppelt hat.
Sie möchten mehr über Materialauswahlverfahren für das Spritzgießen großer Teile in verschiedenen anspruchsvollen Umgebungen erfahren? Laden Sie unser Branchen-Whitepaper herunter und erhalten Sie schnell auf Ihre Anlagen zugeschnittene Beratung.
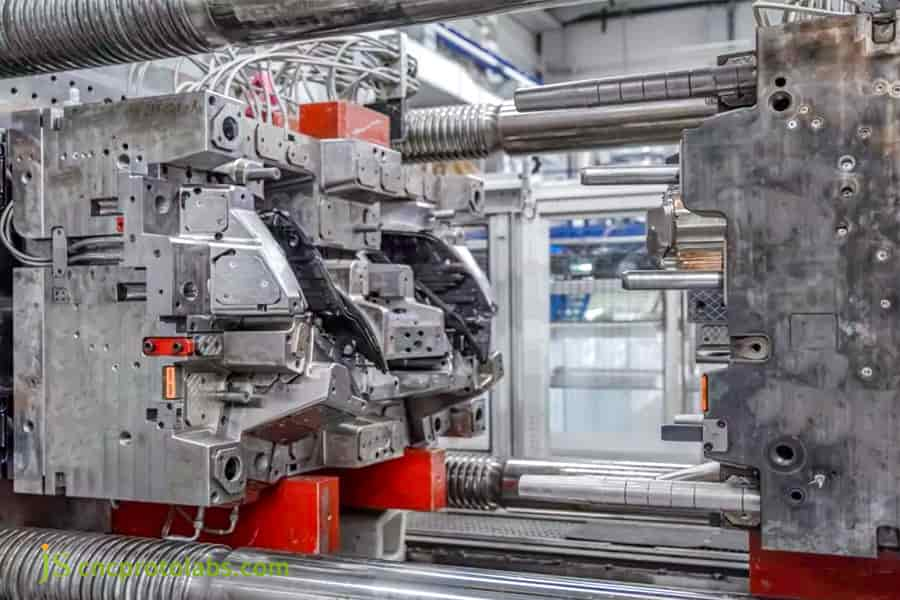
Abbildung 1: Nahaufnahme einer komplexen Spritzgussformanlage in einer Fabrikumgebung, die für die Herstellung großer Teile für schwere Industrieanlagen konzipiert ist.
Wie beeinflusst die Konstruktion von Spritzgussformen die Haltbarkeit von Industriebauteilen?
Während sich manche Kunden nur auf die Qualität der Materialien und der Spritzgussverfahren konzentrieren, dürfte es sie überraschen zu erfahren, dass eine mangelhafte Konstruktion der Spritzgussform ebenfalls zu geringer Haltbarkeit der Teile und hohem Ausschuss führen kann.
Ein wissenschaftlicher Ansatz bei der Konstruktion bestimmt die Wandstärke und die Dicke der Strömungskanäle optimal , wodurch nicht nur Schrumpfungshohlräume und innere Spannungen während der Abkühlung verhindert, sondern auch die Ermüdungslebensdauer verlängert und die Dimensionsstabilität der Teile sichergestellt wird.
Gleichmäßige Wandstärke und Kontrolle des Schwindens
Bei großen Bauteilen ist die Wandstärkenabweichung der Hauptgrund für ungleichmäßiges Schwinden und Verziehen. Unsere wichtigste Richtlinie ist, die Wandstärkenabweichung auf 25 % zu begrenzen. Zusätzlich nutzen wir die Formfüllanalyse, um den Schmelzfluss zu simulieren und Schwindungsfehler zu vermeiden .
Beispielsweise führt bei Gehäusen von Industriemaschinen mit einem Durchmesser von mehr als 1.000 mm eine Wanddickenänderung von 3,0 mm auf 4,5 mm (ein Unterschied von 50 %) ohne allmähliche Änderung dazu, dass sich das Material nach dem Abkühlen um mehr als 10 mm verzieht, was die Montage unmöglich macht.
Wenn der Unterschied jedoch unter 25 % gehalten wird (z. B. 3,0 mm - 3,75 mm) und die Kühlung durch eine Formfüllanalyse optimiert wird, kann die große Planheitstoleranz von 0,5 mm erreicht werden, die den OEM-Standards entspricht.
Vereinfacht gesagt, ist es so, als würde ein Kuchen mit gleichmäßiger Dicke weniger leicht verformen. Variiert die Wandstärke eines Bauteils, führt die unterschiedliche Schrumpfung beim Abkühlen unweigerlich zu Verformungen, und der Einbau des Bauteils in Ihre Maschine wird unmöglich.
Optimierung der Molekülorientierung für die Dauerfestigkeit
Die Gestaltung der Angusskanäle beeinflusst die Bildung der Polymermoleküle und die Schmelzfüllung, was sich wiederum auf die Dauerfestigkeit des Produkts auswirkt.
Wir nehmen Änderungen an den Angusskanälen entsprechend der Belastung des Bauteils vor und stellen gleichzeitig sicher, dass der Schmelzfluss in kritischen Belastungsbereichen der Belastungsrichtung folgt, was zu einer Festigkeitssteigerung von mehr als 20 % führt.
Beispielsweise sind feine industrielle Lastträger hauptsächlich Längsspannungen ausgesetzt.
Unsere Längsläuferkonstruktion lenkt die Moleküle in Längsrichtung und erhöht so die Zugfestigkeit von 450 MPa auf 550 MPa, analog zu einer Querläuferkonstruktion, was die Realisierung einer langfristigen Belastbarkeit unterstützt.
Welche technischen Herausforderungen bestehen beim Spritzgießen großer Teile mit hoher Präzision?
Die größten Probleme beim Spritzgießen großer Teile sind der Verzug, der durch die thermische Ausdehnung der Form verursacht wird, und die Druckgleichmäßigkeit bei sehr großen Oberflächen.
Der Betrieb von Spritzgießmaschinen mit einer Schließkraft von 2.000 Tonnen oder mehr in Verbindung mit sequenziellen Nadelventildüsen bietet Ihnen Die Fähigkeit, die Schmelzfront präzise zu steuern und dadurch eine Toleranzgrenze von 0,05 mm einzuhalten.
Verzugsmanagement bei Maschinen mit über 2000 Tonnen
Bei der Herstellung großer Spritzgussformen kann die Wärmeausdehnung zu Dimensionsänderungen von mehreren Millimetern pro Meter führen, die Teilegenauigkeit beeinträchtigen und Verzug verursachen. JS Precision verwendet ein separates Temperaturregelungssystem mit einer Genauigkeit von ±1 °C , das die Wärmeausdehnung in Echtzeit erfasst und ausgleicht, um eine gleichbleibende Genauigkeit zu gewährleisten.
Das bedeutet, dass sich ein Formteil bei sommerlicher Hitze verformt und ausdehnt. Hier hingegen wird durch präzise Temperaturregelung und -kompensation die Form stabil gehalten, sodass die Teile nicht beschädigt werden oder die Präzisionsstandards aufgrund von Formverformung nicht erfüllen.
Im Folgenden werden die Genauigkeit der Temperaturregelung und die Wirkung der Verzugskontrolle von Spritzgießmaschinen mit unterschiedlichen Schließkräften verglichen:
Schließkraft der Spritzgießmaschine | Temperaturregelungspräzision | Thermische Ausdehnung der Form (pro Meter) | Teileverzug | Toleranzkontrollbereich |
1500T | ±2°C | 3,5 mm | 5,2 mm | ±0,10 mm |
2000T | ±1,5 °C | 2,8 mm | 3,8 mm | ±0,08 mm |
2500T | ±1°C | 2,0 mm | 1,5 mm | ±0,05 mm |
3200T | ±0,8 °C | 1,5 mm | 0,8 mm | ±0,03 mm |
Sequenzielle Ventilsteuerung für Oberflächenintegrität
Ein Großteil der Produktion besteht aus langen Füllwegen. Zudem bergen einzelne Angüsse ein höheres Risiko für Defekte wie Schweißnähte und Lufteinschlüsse.
Dies erreichen wir durch die Programmierung der schrittweisen Öffnungssequenz von 8-12 Heißkanalventilstiften mittels SPS und die genaue Druckregelung des Formprozesses. Danach können wir auf über 95 % der sichtbaren Schweißnähte verzichten.
Sie benötigen präzise Kontrolle über die Toleranzen und die Oberflächenqualität beim Spritzgießen großer Teile? Kontaktieren Sie uns für einen kostenlosen Kostenvoranschlag und eine schnelle Einschätzung der Machbarkeit Ihrer Technologie.
Wann sollte man bei großen Bauteilen Aluminium-Spritzguss anstelle von Stahlwerkzeugen wählen?
Aluminium-Spritzgießen eignet sich hervorragend zur Herstellung von 1.000 bis 10.000 Industrieteilen.
Seine Wärmeleitfähigkeit ist 3- bis 4-mal höher als die von Stahlformen, wodurch sich die Zykluszeit um 25 % verkürzt. Hochwertiger Stahl ist erforderlich bei Hochdruck-Spritzgießverfahren oder bei der Verarbeitung stark abrasiver Materialien.
Reduzierung der Wärmeleitfähigkeit und der Zykluszeit
Die Aluminiumlegierung 7075 weist eine Wärmeleitfähigkeit zwischen 130 und 160 W/mK auf, die um ein Vielfaches höher ist als die von P20-Stahl (30–40 W/mK). Dadurch verkürzt sich die Abkühlzeit von Teilen mit einem Gewicht von über 1000 Gramm um 15–30 Sekunden, was wiederum die Gesamtzykluszeit pro Teil um 25 % reduziert und die Effizienz steigert.
Lebenszykluskostenanalyse für die Kleinserienfertigung
Was den Kostenfaktor betrifft, so können Aluminiumformen bei einer Bestellmenge von weniger als 5.000 Stück nicht nur die anfänglichen Werkzeugkosten um 40 % senken, sondern auch die Produktionszykluszeit um mehr als zwei Wochen verkürzen und das Risiko einer Probeproduktion minimieren.
Bei der Massenproduktion von über 10.000 Stück sind hingegen Stahlformen aufgrund ihrer Verschleißfestigkeit gefragter, da sie seltener ausgetauscht werden müssen und langfristig größere wirtschaftliche Vorteile bieten.
Ist das Metallspritzgießen (MIM) eine praktikable Alternative für hochfeste Industrieteile?
Das Metallspritzgießen (MIM) ist die beste Option für industrielle Bauteile, die die Festigkeit von Metallen erfordern und gleichzeitig eine komplizierte Geometrie aufweisen.
Es kann eine Dichte von mehr als 98 % der theoretischen Dichte erreichen und weist eine sehr gute Korrosionsbeständigkeit und mechanische Eigenschaften auf. Deshalb ist es das Hauptmetall, das für Sensorgehäuse, Verriegelungsmechanismen in schweren Geräten usw. verwendet wird.
Vergleich von Materialdichte und Korrosionsbeständigkeit
MIM 316L Edelstahl besitzt eine sehr gute Beständigkeit gegen Lochfraßkorrosion, die selbst der von maschinell bearbeiteten Standardausführungen weit überlegen ist.
Darüber hinaus erfüllt es mit einer Gesamtfestigkeit von 500 MPa die Anforderungen von Verriegelungspunkten , die starken Belastungen ausgesetzt sind. Die theoretische Dichte von 98 % entspricht nahezu der von Schmiedeteilen, die Kosten betragen jedoch nur 60 % davon.
Geometrische Komplexität von Sensoren für schwere Baumaschinen
Das Standardverfahren der CNC-Bearbeitung zielt darauf ab, innere Hohlstrukturen und komplexe Gewinde zu erzeugen. Spritzgussmetall hingegen kann diese Elemente ohne Aufpreis liefern. Es ist das Hauptmaterial für Sensorgehäuse in Schwermaschinen, da es ein optimales Verhältnis zwischen Festigkeit und Montagegenauigkeit bietet.
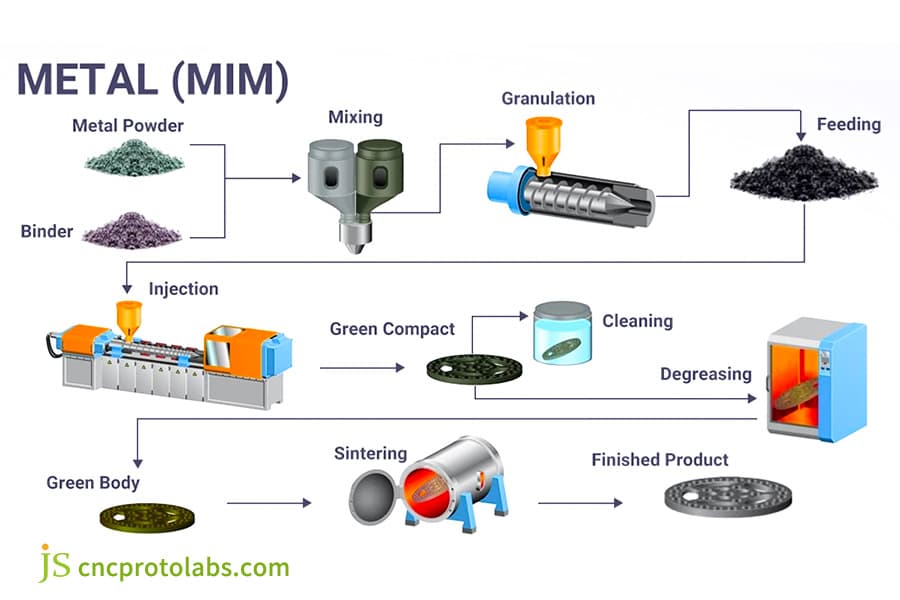
Abbildung 2: Ein detailliertes Flussdiagramm, das den Metallspritzgießprozess (MIM) von der Rohmaterialmischung bis zum fertigen Sinterbauteil veranschaulicht.
Warum ist Spritzguss in China ein strategischer Vorteil für Hersteller von Baumaschinen?
Einer der großen Vorteile der Wahl von China für die Spritzgussfertigung ist die gut etablierte Lieferkette für Werkzeugstahl und die Effizienz des Verarbeitungsökosystems.
Mit JS Precision lässt sich die Zeit für die Formenherstellung und die Probeformung um mehr als 30 % verkürzen, bei gleichbleibender Präzision wie in Europa und den USA und mit geringeren Vorabinvestitionen.
Lieferkettenintegration und Werkzeugstahlbeschaffung
In Shenzhen und Dongguan gibt es zahlreiche Lieferanten von Formrohlingen, Heißkanalsystemen und Spezialstählen, wodurch in diesen Gebieten eine ganze Lieferkette entsteht.
JS Precision kann Rohmaterialien schnell beschaffen, was die zügige Fertigstellung großer Formenbauprojekte mit einem Gewicht von bis zu 15 Tonnen erheblich erleichtert . Die Lieferzeiten unseres Unternehmens sind mehr als 30 % kürzer als in Europa und den USA.
Qualitätssicherung mittels Koordinatenmessmaschine und Röntgenprüfung
JS Precision setzt ein strenges Qualitätskontrollsystem durch, indem es Hexagon-Koordinatenmessgeräte (KMG) einsetzt, um die geometrischen Toleranzen der Teile auf der Ebene von 1,5 Metern zu messen.
Darüber hinaus bieten wir Ihnen ein vollständiges Berichtspaket und die PPAP-Dokumentation. Unsere Präzision entspricht dem europäischen und US-amerikanischen Standard, was zu einer Reduzierung der Werkzeugkosten um 25 % und der durchschnittlichen Stückkosten um 22 % führt.

Abbildung 3: Eine Reihe großer, weißer Spritzgießmaschinen, die in einer sauberen, modernen Fabrikhalle im Einsatz sind.
Warum sollten Sie sich für umfassende Spritzgussdienstleistungen für industrielle Komplettprojekte entscheiden?
Komplexe Industrieprojekte erfordern vielseitige Partnerschaften. Ein einzelner Spritzgussdienstleister kann die gesamten Prozessanforderungen der Kunden nicht erfüllen. Professionelle Komplettanbieter für Spritzguss können alle Aspekte von der Konstruktion bis zur Auslieferung effektiv abdecken und so die Risiken der Zusammenarbeit minimieren.
Vorläufige DFM-Planung und Risikominderung
Die Konstrukteure von JS Precision nehmen direkt nach der Fertigstellung des Entwurfs Änderungen vor. Wir untersuchen die Konstruktionsrisiken, indem wir die Entformungswinkel optimieren (1,5°-3° empfohlen). Dies führt von Anfang an zu geringeren Ausschussquoten, und die Kunden können mit Unterstützung der Ingenieure ihre Produktionskosten deutlich senken.
Synergisierte Montage- und Nachbearbeitungsvorgänge
Wir bieten Nachbearbeitungsdienstleistungen wie Ultraschallschweißen, Einlegetechnik und Oberflächensiebdruck an, die es unseren Kunden ermöglichen, ihre Lieferkettenabläufe zu vereinfachen, da sie die Lieferung von Subsystemkomponenten anstelle von Einzelteilen erhalten.
JS Precision Fallstudie: 40 % Gewichtsreduzierung für einen Baustellenfahrzeuggrill
Praxisnahe Fallstudien spielen eine entscheidende Rolle bei der Präsentation technischer Kompetenzen. Die folgende Fallstudie beschreibt die Dienstleistungen von JS Precision im Bereich des Spritzgießens großer Bauteile für einen renommierten Baumaschinenhersteller und zeigt die Methoden auf, mit denen die größten Herausforderungen bewältigt und Mehrwert geschaffen wurde.
Probleme, mit denen der Kunde konfrontiert war:
Der Kunde wollte einen 1250 mm großen Kühlergrill für Baufahrzeuge (aus ABS/PC-Material) herstellen lassen. Während der Pilotproduktion traten mehrere Probleme auf:
- Durch die ungleichmäßige Erwärmung entstand ein Verzug von 18 mm (weit über der geforderten Grenze von 3 mm), durch den ungleichmäßigen Anpressdruck an der Formoberfläche entstanden Geistermarken, durch zu lange Angusskanäle entstanden Lufteinschlüsse, und die Ausschussquote betrug 35 %.
- Sie benötigten außerdem eine leichte Konstruktion und einen Stückpreis unter 50 Dollar. Die erfolglose Pilotproduktion führte zu einer einmonatigen Projektverzögerung und Verlusten von mehr als 50.000 Dollar.
Lösung:
Um die Probleme des Kunden anzugehen, stellte JS Precision ein kompetentes technisches Team zusammen, das sich zunächst auf die Entwicklung einer umfassenden Optimierungslösung konzentrierte:
- Das Formtemperaturregelungssystem wurde überarbeitet und verfügt nun über 24 verschiedene Kühlkreisläufe, von denen jeder über eine eigene Temperaturregelung verfügt, um eine gleichmäßige Temperaturverteilung in der gesamten Form zu gewährleisten, die streng auf ±1°C genau geregelt wird. Dies trug maßgeblich zur Lösung des Problems der ungleichmäßigen Erwärmung bei.
- Durch die Einführung der sequenziellen Heißkanaltechnologie wurde das ursprüngliche Einzelschiebersystem durch ein sequenzielles 6-Punkt-Nadelventil-Zuführungssystem ersetzt. Die SPS-gesteuerte Feineinstellung des Drucks beseitigt Lufteinschlüsse und Schweißnähte, die durch die sehr langen Kanäle verursacht werden.
- Die Optimierung der Druckhaltung wurde an einer 2.500-Tonnen-Großspritzgießmaschine durchgeführt, wobei segmentierte Druckhaltungskurven eingestellt wurden, um die Schrumpfung auszugleichen.
- Gleichzeitig wurde der Übergang der Wandstärke optimiert und die Wandstärke in nicht beanspruchten Bereichen auf eine einheitliche Dicke von 3,0 mm reduziert, wodurch das Ziel der Gewichtsreduzierung erreicht wurde.
Was wir gelernt und erlebt haben:
1. Fehler beim ersten Mal:
Wir hatten nicht damit gerechnet, dass die inneren Spannungen großer Teile beim Entformen abgebaut würden. Beim Versuch, die Rippen zur Verstärkung der Teile zu verdicken, entstanden vermehrt lokale Schwindungsungleichmäßigkeiten (Einfallstellen) , was zu einer höheren Ausschussquote führte.
2. Lektion:
Bei einem Bauteil mit einer Länge von über 1000 mm ist „strömungsnachgiebig“ deutlich besser als „erzwungene Verstärkung“. Letztendlich erwies sich die Kombination aus optimiertem Wanddickenübergang und sequenzieller Ventiltechnik als wirksamer bei der Verformungskontrolle als eine bloße Materialverstärkung, bei gleichzeitiger Materialeinsparung und Kostenreduzierung.
Ergebnisse:
Nach den Änderungen wurde der Verzug des Teils auf 1,5 mm begrenzt und die Montagetoleranz eingehalten, das Gewicht auf 60 % des ursprünglichen Wertes reduziert, die Stückkosten lagen unter 40 US-Dollar, Oberflächenfehler wurden behoben und die Ausschussquote lag unter 3 %. Die Lieferzeit wurde um 3 Wochen verkürzt, was dem Kunden half, Verluste auszugleichen und die Produktion hochzufahren.
- Kundenfeedback:
Das Team von JS Precision fertigt nicht nur Teile, sondern optimiert auch Produkte. Dank ihrer professionellen Werkzeugfüllanalyse und der Optimierung sequenzieller Ventile konnten Montageprobleme gelöst und Leichtbauziele erreicht werden – und das bei einer um drei Wochen kürzeren Lieferzeit als geplant. – Einkaufsleiter eines renommierten Baumaschinenherstellers.
Haben Sie ähnliche Herausforderungen beim Spritzgießen großer Teile? Sehen Sie sich weitere Fallstudien von JS Precision an, um direkt umsetzbare Lösungen zu erhalten, oder kontaktieren Sie uns für maßgeschneiderte Lösungen.
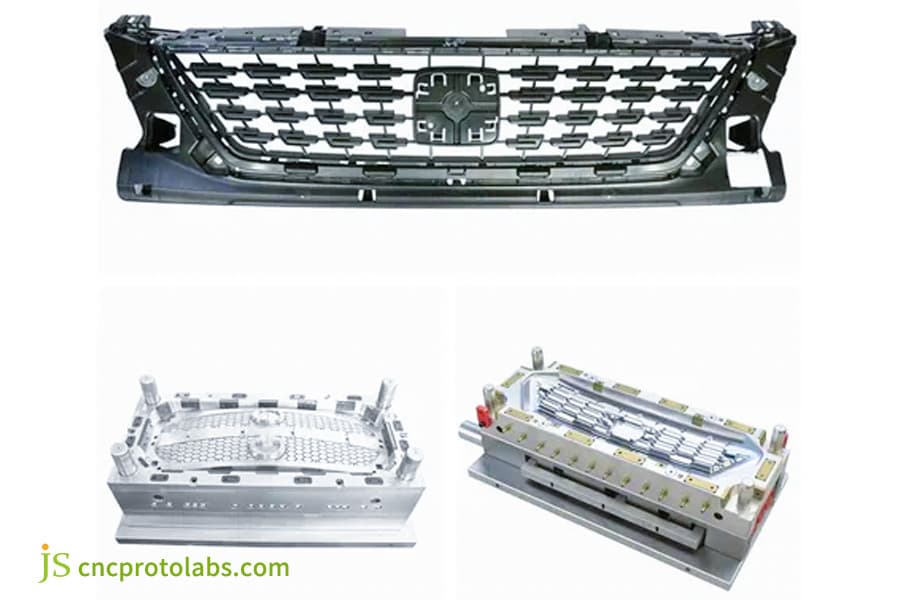
Abbildung 4: Das Bild zeigt eine Spritzgussform, die für einen großen Kühlergrill eines Baufahrzeugs entwickelt wurde, und verdeutlicht deren Verwendung beim Spritzgießen großer Teile.
Häufig gestellte Fragen
Frage 1: Was ist die größte Größenbeschränkung für sehr große Spritzgussteile?
Die größtmögliche Größe hängt von der Schließkraft ab. JS Precision betreibt eine 3.200-Tonnen-Presse, die Teile mit einer projizierten Fläche von bis zu 1,5 m² und einem Spritzgussgewicht von über 10 kg verarbeiten kann und damit den Markt für Ausrüstung für schwere Maschinen maßgeblich bedient.
Frage 2: Wie können große Kunststoffteile vor Alterung geschützt werden, wenn sie lange Zeit im Freien gelagert werden?
Durch die Zugabe von UV-Stabilisatoren oder die Verwendung witterungsbeständiger ASA-Materialien beim Spritzgießen kann die Alterung im Freien verhindert, eine 5- bis 10-jährige Farbbeständigkeit und Bruchfestigkeit gewährleistet und eine Anpassung an komplexe Klimabedingungen ermöglicht werden.
Frage 3: Wie lange ist die übliche Produktionsvorlaufzeit für die Herstellung großer Formen?
Dank der Lieferkette für Spritzguss in China kann die Produktion von mittelgroßen bis großen Formen vom Entwurf bis zur T1-Probeformphase in nur 6-10 Wochen abgeschlossen werden, was mehr als 30 % kürzer ist als die Herstellung in Europa und Amerika und somit den Projektfortschritt erheblich erleichtert.
Frage 4: Wie lässt sich das Problem von Luftblasen beim Spritzgießen großer Teile beheben?
Bei der Planung von Spritzgussformen hilft die Optimierung des mehrstufigen Entlüftungssystems und der Einsatz von Entlüftungseinsätzen dabei , das Problem der Luftblasen nahezu vollständig zu beherrschen, nachdem beschlossen wurde, den Einspritzdruck um 15 % zu reduzieren, um den Lufteinschluss zu verringern.
Frage 5: Für welche Größe von Metallteilen gilt MIM als geeignet?
Metallspritzguss eignet sich im Allgemeinen für die Herstellung von Teilen mit einem Gewicht von unter 100 g, die eine sehr präzise Oberflächenbeschaffenheit erfordern. Bei größeren Metallteilen empfiehlt sich das Einbettspritzgussverfahren, bei dem ein Metalleinsatz und ein Kunststoffkern kombiniert werden. Dadurch lassen sich Festigkeit und Wirtschaftlichkeit optimal vereinen.
Frage 6: Welche Maßnahmen können ergriffen werden, um die Positionsgenauigkeit der Bohrungen bei großen Bauteilen zu erreichen?
Durch den Betrieb des Koordinatenmessgeräts mit Temperaturkompensation und den anschließenden Einsatz einer speziellen Kühlvorrichtung zur Formgebung nach dem Spritzgießen lässt sich die Positionsgenauigkeit der Bohrungen großer Bauteile sicherstellen. Dadurch wird die Toleranz innerhalb von 0,05 mm gehalten.
Frage 7: Was ist die Mindestbestellmenge (MOQ) für große Spritzgussformen?
JS Precision ist äußerst flexibel. Die Mindestbestellmenge für hochwertige Industrieformen liegt bei 200–500 Stück und eignet sich sowohl für Kleinserien-Testfertigung als auch für die Serienproduktion. Dadurch können Kunden ihr Vorlaufrisiko minimieren.
Frage 8: Wie erfolgt der internationale Versand von großen Formen?
Um den sicheren Transport der großen Formen zu gewährleisten, versehen wir sie zunächst mit einer dreifachen Rostschutzschicht und verpacken sie dann zusammen mit einer Bedienungsanleitung, einer Liste der empfindlichen Teile und Musterteilen in dicht verschlossenen und begasungsfreien Holzkisten.
Zusammenfassung
Großteil-Spritzgießen ist das Rückgrat der Optimierung und Modernisierung von Industrieanlagen. Durch die Verwendung von integralem Spritzgießen werden viele Probleme der traditionellen Montage beseitigt, wodurch gleichzeitig geringes Gewicht, Langlebigkeit und Kosteneffizienz erreicht werden können.
JS Precision nutzt sein Know-how, sein umfassendes Leistungsspektrum und seine Präsenz im chinesischen Spritzgusssektor, um Herstellern weltweit präzise, schnelle und preisgünstige maßgeschneiderte Lösungen anzubieten und ihnen so zu helfen, Probleme mit Präzision, Lieferung und Kosten zu vergessen.
Sie möchten Ihre Konstruktion von Industrieteilen optimieren, Kosten senken und gleichzeitig Ihre Produktivität steigern? Kontaktieren Sie jetzt das Team von JS Precision und sichern Sie sich Ihren kostenlosen DFM-Bericht sowie ein Angebot für Spritzguss, damit professionelle Technologie auch für Ihr Projekt zum Einsatz kommt.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

