

Das Spritzgießen von Elektronik ist eine der wichtigsten Techniken, die in den großen Produktionslinien zur Herstellung der Elektronikgehäuse, die wir täglich verwenden, zum Einsatz kommen.
Neben der Fertigung präzise geformter und optisch ansprechender Teile ermöglicht das Verfahren auch deren Robustheit. Die Maßtoleranzen von Elektronikgehäusen müssen innerhalb von 0,01 mm liegen.
Die Refreshing and Cooling Technology (RHCM) ist die Geheimwaffe , um Schweißnähte zu beseitigen und eine glänzende Spiegeloberfläche zu erzeugen.
Das Aussehen von Unterhaltungselektronikprodukten ist tatsächlich der direkte Faktor, der den Markenwert bestimmt; selbst kleinste Schrumpfungsspuren und Schweißnähte können zu Produktfehlern führen.
Wenn die Konstruktion von sehr dünnen Wänden aus ästhetischen Gründen verändert wird, reichen herkömmliche Spritzgussverfahren nicht mehr aus. Spritzguss für Elektronik ist die wichtigste Lösung für dieses knifflige Problem.
Überblick über die wichtigsten Antworten
Kernelemente | Kurzbeschreibung der Lösung |
Hochglänzende Oberfläche | Schnellheizverfahren (RHCM) + NAK80/S136 Formstahl. |
Strukturierte Oberfläche | SPI-Standardanpassung (Klasse A/B/C) + kratzfeste Behandlung. |
Fehlervermeidung | Heißkanal-Auswuchtung + Präzisionsauswurfsystem + Kontrolle der Klemmgenauigkeit. |
Fortgeschrittene Prozesse | Zweikomponenten-Spritzgießen (2K-Spritzgießen) und Einlegetechnik. |
Lieferantenauswahl | DFM-Analysefähigkeit + Vollständige Prozessqualitätskontrolle (IQC-OQC). |
Wichtigste Erkenntnisse
- Um eine ordnungsgemäße Montage und Abschirmwirkung zu gewährleisten, sollte die Größenabweichung der Elektronikgehäuse innerhalb von 0,01 mm liegen .
- RHCM ist eine schnelle Kühl- und Heizmethode, mit der sich Schweißnähte effektiv beseitigen lassen und eine spiegelglatte Oberfläche erzielen lässt.
- Die Auswahl eines Lieferanten mit SPI-Oberflächenbehandlungskapazität könnte zu geringeren Kosten für die nachfolgende Beschichtung führen.
- JS Precision bietet ein komplettes Leistungsspektrum, von der DFM-Werkzeugkonstruktion bis zur Serienproduktion durch vertikale Integration.
Die Erfahrung von JS Precision im Bereich Elektronik-Spritzguss: Warum ist das Unternehmen vertrauenswürdig?
Mit JS Precision entscheiden Sie sich für absolute Professionalität und Zuverlässigkeit im Bereich Formenbau. Wir verfügen über 15 Jahre Erfahrung in diesem Sektor und untermauern unsere Kompetenz mit erfolgreichen Projekten und Branchenzertifikaten.
JS Precision erfüllt bei Weitem nicht nur die Anforderungen der ISO 13485:2016 für das Spritzgießen von Medizinprodukten.
Darüber hinaus haben wir maßgeschneiderte Lösungen für über 300 Elektronikunternehmen aus verschiedenen Branchen realisiert, darunter Smartphones, Smart Homes und tragbare medizinische Geräte. Wir kennen die größten Herausforderungen beim Spritzgießen von Elektronikgehäusen und schützen Ihre Projekte.
Als Marke für hochwertige Smartphones hätten Sie beispielsweise mit dem Mittelklasse-Projekt viele Schwierigkeiten gehabt: die Wandstärke von 0,6 mm, die SPI A-1 Spiegeloberfläche und eine industrielle Produktionsausbeute von über 98 %.
Die anfängliche Zusammenarbeit mit verschiedenen Zulieferern löste die Probleme nicht, da Schweißnähte bestehen blieben und die Abweichung mehr als 0,02 mm betrug. Dies verzögerte nicht nur den Markteinführungszyklus, sondern führte auch zu zusätzlichen Kosten.
Hierbei übernimmt JS Precision die komplette Projektleitung. Durch Moldflow-Analyse wird die Angusslage optimiert, S136-Formstahl und das RHCM-Verfahren kommen zum Einsatz. Sie können Maßtoleranzen bis auf 0,008 mm genau einhalten, die Schweißnahttiefe wird auf unter 0,01 mm reduziert, die Serienausbeute stabilisiert sich bei 99,2 % und die Produktionskosten pro Charge sinken um 2.000 US-Dollar.
Kurz gesagt, Sie können sich also der Kooperationsschwierigkeiten entledigen und langfristige, stabile Unterstützung für die Massenproduktion erhalten.
Für Sie besteht der Hauptnutzen von JS Precision in seinem „gewinnorientierten“ Ansatz:
Wir helfen Ihnen, die Konstruktionsrisiken bereits ab der DFM-Analysephase zu reduzieren und Nacharbeiten nach der Werkzeugherstellung zu vermeiden, wodurch Sie Zeit und Kosten sparen; mit einer durchgängigen Qualitätskontrolle ist die Konsistenz jeder Produktcharge gewährleistet, und zwar mit einem stabilen CPK-Wert von 1,33.
Durch die Nutzung seiner vertikal integrierten Servicekapazitäten kann JS Precision Sie auch dabei unterstützen, Ihren Formenentwicklungszyklus auf 4 Wochen zu verkürzen, 30 % schneller als der Branchendurchschnitt, wodurch Sie Ihre Produkte schneller auf den Markt bringen und Marktchancen nutzen können.
Wenn Sie bei der Herstellung von Elektronikgehäusen im Spritzgussverfahren Probleme mit Präzision, Ausbeute oder Kosten haben, kontaktieren Sie uns gerne für einen kostenlosen DFM-Analysebericht. Profitieren Sie von unserer praktischen Erfahrung und helfen Sie uns, Risiken zu minimieren und Ihre Lösungen zu optimieren.
Warum ist Spritzguss für Elektronik der Industriestandard für Premium-Gehäuse?
Die Elektronik im Spritzgussverfahren erfüllt nicht nur die Flammschutzanforderungen nach UL94 V-0, sondern ermöglicht auch die Herstellung sehr dünner Wände mit einer Dicke von 0,5 bis 1,5 mm und gewährleistet höchste Maßgenauigkeit von CPK1.33 bei der Massenproduktion.
Daher ist es sehr wahrscheinlich, dass diese Technologie zu einem neuen Industriestandard für die Herstellung von High-End-Elektronikgehäusen werden kann, da sie das Dünnwand-Spritzgießen nutzt, um eine funktionale Integration zu erreichen.
Durch Dünnwand-Spritzgießen ließe sich problemlos eine minimale Wandstärke von 0,5 mm für Elektronikgehäuse realisieren.
Dünnwandiges Spritzgießen bedeutet eine Wandstärke von weniger als 1,0 mm und ein L/T-Verhältnis von mehr als 1,5, was letztendlich zu einem geringeren Produktgewicht und Kosteneinsparungen führt. Die folgende Tabelle zeigt die wichtigsten Parameter und Vorteile:
Artikel | Spezifische Parameter | Typische Anwendungen | Kernanforderungen | Kundenvorteile |
Wandstärkestandard | Mindestens 0,5 mm, üblicherweise 0,6–0,8 mm. | Mittelrahmen für Smartphones, Uhrengehäuse. | L/T-Verhältnis > 150 | Produktgewichtsreduzierung um 30-50%. |
Materialbedarf | PC/ABS-Schmelzflussindex MI ≥ 18 g/10 min. | Alle Arten von Elektronikgehäusen. | Flammschutzklasse UL94 V-0. | Die Materialkosten wurden um ca. 20 % gesenkt. |
Ausrüstungsanforderungen | Einspritzgeschwindigkeit ≥ 300 mm/s, Einspritzdruck ≥ 200 MPa. | Massenproduktionsprodukte | Gerätegenauigkeit ±0,01 mm | Die Produktionseffizienz wurde um 25 % gesteigert. |
Maßtoleranz | ±0,01–±0,03 mm | Elektronische Präzisionsbauteile | CPK ≥ 1,33 | Die Montagequalifizierungsrate stieg auf über 99%. |
Die funktionale Integration reduziert die sekundäre Montage: Schnappverschluss und Leiterplattenpositionierungsstift sind integriert.
Durch das Direktformverfahren werden die Schnallen und Positionierungsstifte in die Kunststoffteile eingegossen, sodass kein Ultraschallschweißen erforderlich ist und die Kosten pro Einheit um 15-25 % gesenkt werden können.
Die Toleranz der Schnallenpassung beträgt 0,05 mm, die des Achsabstands der Positionierstifte 0,03 mm. Die Einhaltung der Auslegung des Entformungsschrägenwinkels von 1°–2° und der Wurzelverrundung von R0,2–0,5 mm ist von großer Bedeutung.
Aufrechterhaltung der Dimensionsstabilität mit einem CPK-Wert von 1,33 in der Massenproduktion
Das Qualitätsniveau bei einem CPK-Wert von 1,33 beträgt 99,993 %. Durch die Implementierung einer geschlossenen Regelung der Werkzeugtemperatur innerhalb von ±1 °C und die Durchführung von Stichproben/Tests alle 4 Stunden gelingt es uns, die Schrumpfungsrate auf 0,05 % und die Abweichung der Spritzgussparameter auf 2 % zu begrenzen. Daher können wir mit Sicherheit sagen, dass die Serienproduktion sehr gleichmäßig verläuft.
Vereinfacht ausgedrückt bedeutet dies, dass von 100.000 produzierten Elektronikgehäusen höchstens 6 von minderer Qualität sein könnten, was zu einer deutlichen Senkung der Nachbearbeitungs- und Kundendienstkosten führen wird.

Abbildung 1: Eine weiß-blaue, spritzgegossene Siemens-Bedienfeldkomponente mit einem "INFO"-Bildschirm und Bedientasten.
Wie optimiert man das Spritzgießwerkzeug für Hochglanzoberflächen?
Das glänzende Erscheinungsbild erstklassiger Elektronikgehäuse wird maßgeblich durch die optimierte Konstruktion des Spritzgießwerkzeugs bestimmt.
Höchste Anforderungen stellen Formstahl der Güteklasse NAK80 oder S136, verbunden mit RHCM-Schnellkühl- und Heizsystemen, mehrstufigen Entlüftungskanälen und die Verwendung von Spritzgussstahl nach ASTM D3675-18 .
Vergleich der Polierleistung von NAK80- und S136-Werkzeugstählen
Die Wahl des Formstahls bestimmt direkt den Hochglanzeffekt und die Lebensdauer. Die wichtigsten Parameter werden im Folgenden verglichen:
Formstahl Typ | Härte | Poliergrad | Oberflächenrauheit Ra | Schimmelpilzlebensdauer | Anwendungsszenarien |
NAK80 | HRC 40-45 (vorgehärtet) | SPI A-2 | 0,025 μm | < 200.000 Formen | Seidenglänzend, Klein- bis Mittelserienfertigung. |
S136 | HRC 50-52 (abgeschreckt) | SPI A-1 | 0,012 μm | > 500.000 Formen | Hochglanz, Massenproduktion. |
Unterdessen kann NAK80 als wirtschaftlichere Alternative für mittlere bis kleine Mengen an seidenmattem Lack dienen.
Im Grunde ist S136 ein äußerst robustes „Luxuswerkzeug“, das über lange Zeiträume hochglänzende Oberflächen erzeugt, ohne zu verschleißen. NAK80 hingegen ist ein wirtschaftliches Werkzeug für die Klein- bis Mittelserienfertigung. Die richtige Modellwahl ermöglicht die optimale Kombination aus Leistung und Kosten.
RHCM-Prozessparameter (Schnellheizen und -kühlen): Formtemperatur 120-150 °C
Die RHCM-Technologie trägt dazu bei, die Schweißnähte auf dem PC von 0,1 mm auf weniger als 0,01 mm zu minimieren, indem der PC vor dem Füllen auf eine Temperatur von 120-140 °C gebracht und nach dem Druckhalten schnell auf unter 60 °C abgekühlt wird.
Es benötigt einen Hochtemperatur-Formtemperaturregler und der Produktionszyklus verlängert sich um 5–10 Sekunden. Es ist die richtige Wahl für PC-, PMMA- und ABS-Materialien.
Auslasskanaltiefe 0,01-0,03 mm, um Anbrennen zu verhindern
Versengen tritt auf, wenn die Druckluft so heiß wird (über 250 °C), dass sie den Kunststoff verkohlt. Der Abluftkanal muss in der Schweißnaht und in Richtung des Endes der Schweißnahtfüllung positioniert werden.
Die Schichtdicke bei PC sollte 0,01–0,02 mm betragen, bei ABS/PP 0,03 mm. Eine Schichtdicke von über 0,05 mm führt zu Gratbildung. Unzureichende Belüftung kann die lokale Temperatur auf über 300 °C ansteigen lassen.
Sie sind sich nicht sicher, welchen Formstahl Sie für Ihre Hochglanzprodukte wählen sollen? Kontaktieren Sie unsere Ingenieure für eine kostenlose Beratung zur Auswahl von Spritzgussformkomponenten und vermeiden Sie häufige Fehler bei der Formoptimierung.

Abbildung 2: Ein Techniker misst mit einem digitalen Messschieber ein Bauteil einer Metallspritzgussform auf einer Werkbank präzise.
Welche Oberflächenveredelung beim Spritzgussverfahren verbessert die Ästhetik Ihres Geräts am besten?
Die Oberflächenbeschaffenheit beim Spritzguss bestimmt Aussehen und Haptik elektronischer Produkte.
Eine hochglänzende Spiegeloberfläche (SPI A-1) eignet sich für hochwertige Smart-Home-Panels (die eine harte Beschichtung der Härte 2H benötigen), während eine matte Textur (MT-11010) weniger kratzempfindlich ist und sich daher für industrietaugliche Handgeräte eignet.
Für die hochglänzende Spiegeloberfläche SPI A-1 muss die Oberflächenrauheit der Form maximal Ra 0,012 μm betragen.
Um SPI A-1 zu erreichen, muss das Polieren schrittweise mit Diamantpaste durchgeführt werden (6μm→3μm→1μm).
Der Formstahl muss vollständig versiegelt sein und eine Härte von HRC50 aufweisen. Außerdem dürfen bei 30 °C und 500 Lux Beleuchtung keine Kratzer sichtbar sein. Die Polierzeit ist 3- bis 5-mal länger als bei A-3, und die Kosten sind 40–60 % höher.
MT-11010 matte Texturtiefenbereich: 20-50 μm
MT-11010 weist eine Texturtiefe von 20–30 µm auf, MT-11030 hingegen 40–50 µm. Durch chemisches Ätzen oder EDM-Behandlung lassen sich Schrumpfungs- und Fließmarken kaschieren. Je tiefer die Textur, desto höher der Entformungswiderstand; daher muss der Entformungswinkel zwischen 3° und 5° liegen.
Hochglänzende Oberflächenhärtung: PVD- oder UV-gehärtete Härte ≥2H
Hochglänzende Oberflächen sind sehr kratzempfindlich und benötigen daher eine widerstandsfähige Beschichtung. Eine typische PVD-Beschichtung ist 1–3 µm dick und weist eine Härte von 3H–5H auf.
Eine UV-Hartbeschichtung ist 5–10 µm dick und weist eine Härte von 2H–3H auf, was ideal für PC/PMMA ist. Die Haftung sollte mindestens 4B betragen. Unbeschichtetes PC hat eine Härte von HB, während beschichtetes PC 2–3H erreichen kann.
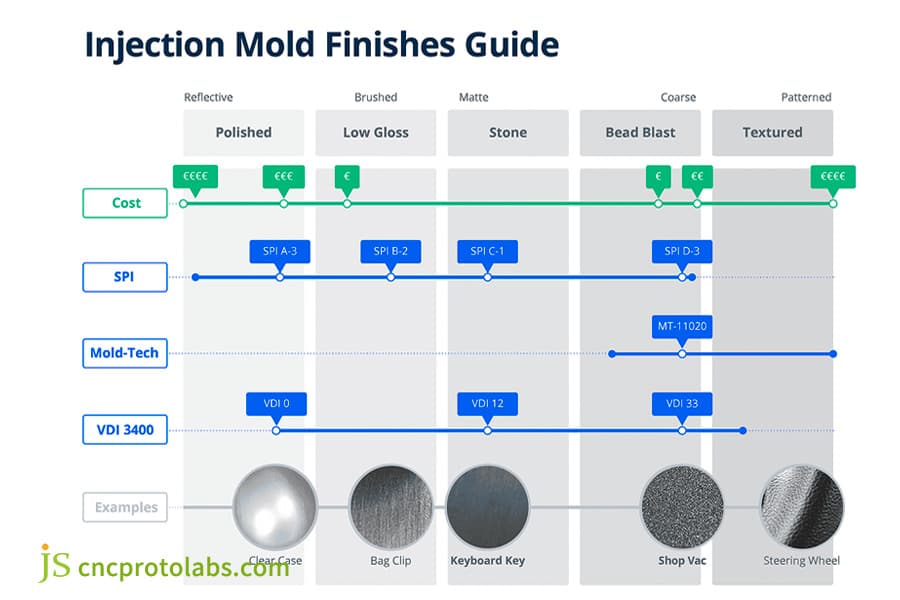
Abbildung 3: Eine umfassende Tabelle zum Vergleich verschiedener Oberflächenbearbeitungen von Spritzgussformen, von poliert bis strukturiert, mit den dazugehörigen Kosten, SPI/VDI-Standards und Anwendungsbeispielen aus der Praxis.
Was sind die Unterschiede zwischen den SPI-Oberflächenveredelungsstandards für Elektronik?
Die Oberflächenbehandlung beim elektronischen Spritzgießen hängt direkt von der SPI-Oberflächenbeschaffenheit ab. Verschiedene Qualitäten sind mit unterschiedlichen Effekten und Preisen verbunden:
SPI A-1 (Ra ≤ 0,012 μm) ist die Hochglanz-Oberflächenqualität, B-1 (Ra 0,05 μm) die seidenmatte Oberflächenqualität und C-1 (Ra 0,10 μm) die Qualität für raue Funktionsflächen. SPI A ist 40–60 % teurer als SPI C.
SPI A-1 bis A-3: Spiegelstandards für elektronische Produkte mit hoher Auflösung
- A-1: Ra≤0,012μm, poliert mit Diamantpaste, perfekt für den Aftermarket von Smartphone-Rückseiten und Smartwatches und mit dem höchsten Preis.
- A-2: Ra 0,025μm, poliert mit feinem Schleifpapier und Diamantpaste, geeignet für transparente PC-Platten.
- A-3: Ra 0,05μm, poliert mit feinem Ölstein und Diamantpaste, am besten geeignet für Teile mit spiegelglatter Innenoberfläche.
Für die Güteklasse A ist eine Überprüfung mit einer 10-fachen Vergrößerung erforderlich, um sicherzustellen, dass das Endoskop gewindelos ist und keine Schnurrhaare oder sonstige Mängel aufweist.
SPI B-1 bis B-3: Seidenglänzende Oberfläche und ein gutes Preis-Leistungs-Verhältnis
- B-1: poliert mit 600er Schleifpapier, Ra 0,05μm, gleiche Oberfläche wie Smart Home Panel, aber 30-40% günstiger als Güteklasse A.
- B-2: Die Oberfläche des Gehäuses der Fernbedienung wurde mit 400er-Schleifpapier poliert, Ra 0,10μm.
- B-3: Die Oberfläche des Funktionsknopfes wurde mit 320er Schleifpapier poliert, Ra 0,15μm.
SPI C-1 bis C-3: Grobe Oberflächenbearbeitung der Funktionsbereiche
Oberflächen der Güteklasse C werden für interne Funktionsteile verwendet, weisen eine geringe Entformungskraft auf und der Werkzeugverarbeitungszyklus ist mehr als 50 % kürzer als bei der Güteklasse A. Spezifische Parameter sind in der folgenden Tabelle aufgeführt:
SPI-Note | Verarbeitungsmethode | Oberflächenrauheit Ra | Anwendungsszenarien | Formverarbeitungszyklus |
C-1 | 320er-Körnung Steinschleifen | 0,18 μm | Innenwand des Batteriefachs. | 5-7 Tage |
C-2 | 240er-Körnung Steinschleifen | 0,25 μm | Interne Strukturbauteile. | 3-5 Tage |
C-3 | 120er-Körnung Steinschleifen | 0,35 μm | Kühlkörper, Lüftungsgitter. | 1-3 Tage |
Laden Sie das SPI-Standardformular für Oberflächenveredelungen herunter, um schnell die passenden Lösungen für Ihr Produkt zu finden. Gerne beraten wir Sie auch kostenlos zu unseren Oberflächenbehandlungslösungen, damit Sie ein optimales Verhältnis zwischen Textur und Kosten erzielen.
Wie verhindern kritische Spritzgussformkomponenten Oberflächenfehler?
Eines der Hauptprobleme beim Spritzgießen von Elektronikgehäusen ist die Entstehung von Oberflächenfehlern. Die sinnvolle Konstruktion der Spritzgussformkomponenten ist der wichtigste Faktor zur Vermeidung dieser Fehler.
Beispielsweise sind die Nadelsequenzsteuerung des Heißkanalventils zusammen mit einem hochpräzisen Auswurfsystem und der synchronisierten Bewegung der Führungssäulen und Buchsen die Hauptfaktoren, die die Oberflächenqualität des Produkts bestimmen.
Die Nadelsequenzsteuerung des Heißkanalventils trägt zur Reduzierung von Durchflussmarken bei.
Ein Heißkanalsystem besteht aus einem Verteiler, mehreren Heißdüsen und Ventilstiften. Um Fließmarken zu reduzieren und den Einspritzdruck um 10–15 % zu senken, können die Ventilstifte nacheinander geöffnet werden (die Verzögerung beträgt 0,1–0,5 Sekunden, und sie werden geschlossen, wenn die Form zu 95 % gefüllt ist).
Der Spalt zwischen Ventilstift und Anguss sollte 0,005 mm betragen, und der Dichtring wird normalerweise nach jeweils 100.000 Formzyklen ausgetauscht.
Durch den Wechsel von Auswerferstiften zu oberen Blöcken und Druckplatten werden die Auswerferstiftspuren vollständig beseitigt.
Normalerweise entstehen Auswerferstiftmarken durch den sehr hohen Druck der Auswerferstifte. Jetzt verwenden wir stattdessen Auswerferblöcke (Fläche ≥ 20 mm²) oder Druckplatten.
Die Fase des Auswerferblocks beträgt R0,2-0,5 mm, der Hub der Druckplatte beträgt Entformungsstrecke + 10 mm, und die Rauheit des Auswerferblocks ist die gleiche wie die des Hohlraums (Ra≤0,025μm, Datenankerpunkt).
Spiel zwischen Führungsbolzen und Führungshülse ≤ 0,02 mm, um Grate zu vermeiden
Grate können durch einen Trennspalt von mehr als 0,02 mm entstehen. Für die Führungssäulen und -hülsen verwenden wir MISUMI-Ultrapräzisionsmaterial. Das Passungsspiel beträgt 0,01–0,02 mm, die Rechtwinkligkeit 0,01 mm/100 mm. Zusätzlich wird der Verschleiß nach jeweils 100.000 Werkzeugzyklen geprüft.
Wie wählt man fortschrittliche Spritzgussdienstleistungen für Mehrkomponentengehäuse aus?
Elektronische Gehäuse aus mehreren Materialien erfordern ein höheres Niveau an Spritzgussdienstleistungen und verlangen darüber hinaus Mehrwertdienste wie Zweifarben-Spritzgießen, Insert-Spritzgießen und EMI-Abschirmungsbeschichtung, die auch komplexere Anforderungen erfüllen können.
Die Grenzflächenfestigkeit zwischen zweifarbig spritzgegossenem, starrem PC und flexiblem TPE beträgt 4 MPa.
Für das Zweifarben-Spritzgießen wird eine zweistufige Rundlauf-Spritzgießmaschine benötigt (Positioniergenauigkeit 0,02 mm, Datenankerpunkte).
Die am häufigsten verwendeten Kombinationen sind PC/ABS+TPE und ABS+TPU mit einer Haftfestigkeit von 4 MPa (ISO 36). Durch eine Schwalbenschwanzverbindung lässt sich die Festigkeit auf bis zu 6 MPa erhöhen.
Zum Lösen der spritzgegossenen Kupfermutter wird eine Kraft von 50 N benötigt.
Der Einspritzprozess für die Einsätze gestaltet sich wie folgt:
Positionierung der Mutter, Formschluss, Einspritzen, Kühlung, Auswerfen. Die Auszugskräfte für gerändelte Muttern der Größen M1,6–M3 betragen M250 N bzw. M380 N (USCAR-12-Standard, Datenankerpunkt). Die Positioniergenauigkeit liegt bei 0,03 mm. Die Muttern müssen zudem auf 80–120 °C vorgewärmt werden.
Dicke der EMI-Abschirmungsbeschichtung 10-15 μm, Schirmwirkungsgrad ≥30 dB
Die EMI-Abschirmbeschichtung ist eine der wichtigsten und wertvollsten Dienstleistungen unter Verwendung von leitfähiger Kupfer- und Silberfarbe mit einer Schichtdicke von 10-15 μm, einem spezifischen Volumenwiderstand von ≤ 0,1 Ω·cm, einer Schirmdämpfung von 30 dB (99,9 % Dämpfung) und einer Haftungsklasse von 4B.
Es deckt alle Innenflächen ab und ist ein Schlüsselfaktor zur Stärkung der Wettbewerbsfähigkeit von Anbietern kundenspezifischer Formteile.
Wie wählt man einen zuverlässigen Lieferanten für kundenspezifische Formteile für komplexe Projekte aus?
Der Erfolg bei komplexen Elektronikgehäuseprojekten hängt maßgeblich von einem zuverlässigen Lieferanten für kundenspezifische Formteile ab. Die Bewertung basiert im Wesentlichen auf der Qualität des fertigungsgerechten Designs (DFM), dem gesamten Qualitätsmanagementsystem und der Kontrolle des Produktionszyklus.
Der DFM-Bericht muss durch eine Moldflow-Analyse untermauert werden und eine Schwindungskompensation beinhalten.
Ein DFM-Bericht muss 3D-Daten, Wandstärkenanalyse, Schwindungsmarken, Schweißnähte und Fülldruckanalyse enthalten. Moldflow muss den folgenden Kriterien entsprechen:
Füllzeit < 1,5 Sekunden, Druckabfall < 80 % des maximalen Einspritzdrucks, PC-Schrumpfungskompensation 0,5-0,7 %, ABS 0,4-0,6 %, keine Kompensation für leichte Maßabweichungen von 0,1 mm.
Erstmusterprüfung (FAI) und SPC-Prozesskontrolle
Anforderungen an die Qualitätskontrolle über den gesamten Prozess:
- IQC- Tests Der Feuchtigkeitsgehalt des Kunststoffs beträgt 0,02 %.
- IPQC misst die Dimensionen alle 2 Stunden und zeichnet die Parameter alle 4 Stunden auf.
- FAI misst 50-100 Dimensionen.
- SPC führt eine vollständige Prüfung der Abmessungen mit einem CPK-Wert < 1,33 durch.
- OQC erfüllt die AQL-Level-II-Standards.
Prototypenformprüfung (T0) bis Serienproduktion (SOP): Standardzyklus 4-6 Wochen
Der Ablauf der Massenproduktion sieht folgendermaßen aus: Zuerst wird ein T0-Probeformverfahren durchgeführt, gefolgt von den Modifikationen T1-T3 , dann eine Kleinserien-Probeproduktion und schließlich die Standardproduktion (SOP).
JS Precision-Standard: 2 Wochen für die Feinabstimmung der Abmessungen nach T0, 4 Wochen für die Lieferung einer kleinen Charge und 6 Wochen bis zum Erreichen des SOP, was 1-2 Wochen schneller ist als der Branchendurchschnitt.
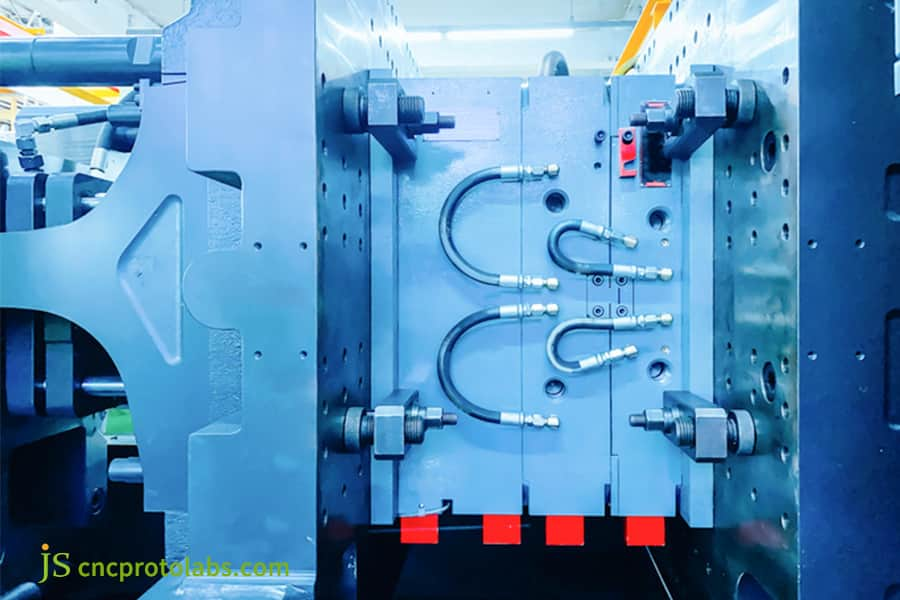
Abbildung 4: Eine Detailansicht einer hochpräzisen Spritzgussform, die die Auswerferstiftbaugruppen und angeschlossenen Schläuche an der Trennebene zeigt und auf fortschrittliche Werkzeugmöglichkeiten hinweist.
JS Precision Fallstudie: Smart-Home-Paneele erreichen 90 % Schweißnahtfreiheit und eine spiegelglatte Oberfläche der Güteklasse A.
Hier sind einige praktische Beispiele aus der Praxis, die die technologischen Kompetenzen von JS Precision im Bereich der Elektronikspritzgussfertigung verdeutlichen. Diese Beispiele zeigen, wie wir Kunden geholfen haben, Probleme beim Spritzguss zu lösen und eine effiziente Massenproduktion zu erreichen.
Aufgetretene Schwierigkeiten:
Das intelligente Bedienfeld eines führenden Smart-Home-Unternehmens weist drei wesentliche Schwachstellen auf:
Die sehr geringe Wandstärke von 0,8 mm und die Länge von 180 mm führen zu einer unzureichenden Füllung am hinteren Ende, die Tiefe der Schweißnaht erreicht 0,15 mm, während eine SPI A-1 Spiegelglanzoberfläche gefordert ist, und die Härte der Hochglanzoberfläche ist geringer als 1H, was zu einer Nacharbeitsquote von 28 % führt.
Lösung:
Nach Übernahme des Projekts setzten wir zunächst DFM-Analysen und Moldflow-Modellflussanalysen ein, die uns halfen, die Ursache des Problems mit hoher Genauigkeit zu lokalisieren und somit eine präzise Lösung vorzuschlagen:
- Zur Herstellung wird S136-Formstahl (HRC 52) verwendet, der vakuumgehärtet wird, um die Rauheit des Formhohlraums auf Ra 0,01μm zu kontrollieren und so einen Hochglanzeffekt zu erzielen.
- Bei der RHCM-Methode (Heat-Cool-Cool) wird die Formoberfläche vor dem Befüllen auf 140℃ erhitzt und anschließend nach Aufrechterhaltung des Drucks sehr schnell auf 60℃ abgekühlt, wodurch Schweißnähte vollständig beseitigt werden.
- Die Formentlüftungsnut wurde optimal als ringförmige Entlüftung mit einer Tiefe von 0,02 mm und einer Breite von 8 mm ausgelegt, um ein Anbrennen während des Füllvorgangs zu vermeiden.
- Die mittels PVD-Vakuumbeschichtung aufgebrachte Schicht mit einer Dicke von 2 μm härtet die Oberfläche auf 3H und löst damit das Problem der Kratzfestigkeit.
Lehren und Erkenntnisse aus Fehlern:
Das Projekt stieß auf drei Probleme, die seinen Fortschritt beeinträchtigten:
- Die T0-Testform musste verworfen werden, da das RHCM-Verfahren nicht angewendet wurde und daher noch Schweißnähte sichtbar waren. Die wichtigste Erkenntnis ist, dass für hochglänzende, dünnwandige Bauteile eine Moldflow-Simulation im Vorfeld durchgeführt werden sollte.
- Der erste Abgaskanal war zu flach (0,008 mm), was zu Verbrennungen führte. Er wurde um 0,02 mm vertieft und ein zusätzlicher Abgasauslass installiert.
- Ein unvollständiger Reinigungsschritt vor der PVD-Beschichtung führte zur Bildung von Lochfraß. Durch die Hinzunahme eines doppelten Reinigungsschritts konnte ein Haftungsgrad von 4B erreicht werden.
Hinsichtlich der Kostenkontrolle zeigte der ursprünglich verwendete NAK80-Stahl nach 300.000 Formzyklen Kratzer. Die Umrüstung auf S136-Stahl zur Reparatur der Form verursachte Mehrkosten von 2.000 US-Dollar. Für Projekte mit Hochglanzfinish und hohem Produktionsvolumen ist der Einsatz von S136 langfristig die kostengünstigere Option.
Endergebnis:
Die Schweißnahtbreite wurde auf 0,01 mm minimiert (etwa 90 % davon wurden eliminiert), die Oberflächenhärte erreichte 3H, die Nacharbeitsrate lag bei 4 %, die Zykluszeit für ein einzelnes Loch wurde von 45 Sekunden auf 38 Sekunden gesenkt und die Ausbeute von 72 % auf 96 % verbessert. Die Umstellung von T0 auf SOP erfolgte in nur 5 Wochen, 2 Wochen früher als geplant.
Kundenfeedback:
„Am meisten freute uns der DFM-Bericht von JS Precision, der nicht nur das potenzielle Risiko von Schrumpfungsmarken aufgrund der abrupten Änderung der Wandstärke im ursprünglichen Entwurf aufzeigte und deutlich darstellte, sondern auch einen Änderungsplan empfahl.“
So erkannten wir das Problem nicht erst nach der Formenherstellung. Insgesamt verkürzte sich die Projektdauer im Vergleich zu unseren Erwartungen um zwei Wochen.“ – Leiter der Abteilung Strukturelles Design
Weisen Ihre Produkte ebenfalls Probleme wie Schweißnähte, Kratzer und Maßabweichungen auf? Reichen Sie Ihre Produktzeichnungen ein , um eine kostenlose Prozesslösung ähnlich dieser Fallstudie zu erhalten, Ihr Projekt schnell umzusetzen und Kosten zu senken.
Häufig gestellte Fragen
Frage 1: Welche minimale Wandstärke kann für Elektronikgehäuse erreicht werden?
Mit modernster Präzisions-Spritzgießtechnik lässt sich eine Wandstärke von 0,5 mm stabil erreichen, und im Falle spezieller Optimierungen kann sie auf 0,3 mm reduziert werden. Dadurch werden die Anforderungen an leichte und dünne tragbare Geräte erfüllt und gleichzeitig strukturelle Festigkeit und Maßgenauigkeit gewährleistet.
Frage 2: Was sind die häufigsten Defekte auf einer glänzenden Oberfläche?
Die häufigsten Defekte auf glänzenden Oberflächen sind Schweißnähte und Fließmarken. Durch den Einsatz der RHCM-Technologie in Verbindung mit einer präzise konstruierten Form lassen sich Schweißnähte auf unter 0,01 mm reduzieren und Fließmarken vollständig beseitigen.
Frage 3: Was sind die Hauptunterschiede zwischen den SPI-A-1- und A-2-Oberflächen?
Der Hauptunterschied liegt im Poliergrad und der Rauheit. A-1 wird mit Diamantpaste poliert (Ra 0,012 μm, spiegelglatt), während A-2 zuerst mit feinem Schleifpapier und anschließend mit Diamantpaste poliert wird (Ra 0,025 μm, etwas gröbere Textur).
Frage 4: Wie lässt sich verhindern, dass die glänzende Oberfläche beim Entformen zerkratzt wird?
Um Kratzer auf der Oberfläche zu vermeiden, erhöhen Sie den Entformungswinkel auf ≥1,5° und ersetzen Sie die Auswerferstifte durch polierte Auswerferblöcke. Dadurch wird nicht nur sichergestellt, dass die Rauheit der Auswerferblöcke der Rauheit des Formhohlraums entspricht, sondern auch, dass die Auswerfkraft gleichmäßig verteilt wird und somit keine Spuren entstehen.
Frage 5: Welche Präzision ist bei der Positionierung einer Kupfermutter beim Spritzgießen erforderlich?
Mithilfe einer Präzisionsform lässt sich die Positioniergenauigkeit der Kupfermutter auf 0,03 mm genau steuern. Sie wird durch einen speziellen Positionierstift fixiert, und die Passgenauigkeit wird durch die Prüfung und Vorwärmung der Mutter im Formprozess gewährleistet.
Frage 6: Was ist der Hauptfokus der Parameter in der DFM-Analyse?
Hauptsächlich dient es der Beurteilung der Wanddickengleichmäßigkeit, der Vorhersage von Schwindungsmarken, der Identifizierung von Schweißnahtpositionen und der Analyse der Fülldruckkurve. Dies kann helfen, Konstruktionsrisiken frühzeitig zu erkennen und das Öffnen der Form sowie Nacharbeiten zu vermeiden.
Frage 7: Wie lange ist die typische Lebensdauer einer Spritzgussform?
Elektronische Formen aus S136-Stahl erreichen 500.000 bis 1.000.000 Zyklen, während solche aus NAK80-Stahl eine Lebensdauer von 200.000 Zyklen aufweisen. Die Wahl des Materials richtet sich nach dem Umfang der Massenproduktion .
Frage 8: Wie hoch ist die Mindestbestellmenge (MOQ) für JS Precision?
Die Prototypenphase unterstützt Kleinserien von 100 Stück, während für die Massenproduktion eine Charge von ≥5000 Stück empfohlen wird, wodurch die Stückkosten gesenkt werden können.
Zusammenfassung
Um Elektronikgehäuse herzustellen, die optisch ansprechend und hochfunktional sind , ohne Kompromisse bei Genauigkeit, Produktivität und niedrigen Kosten einzugehen, kann durch die Kombination von Spritzgusstechnologie für Elektronik mit professionellen Lieferantendienstleistungen eine hochglänzende Oberfläche der Güteklasse A mit einer Wandstärke von 0,5 mm erzielt und gleichzeitig die Dimensionsstabilität mit CPK 1,33 gewährleistet werden.
JS Precision, Ihr zuverlässiger Lieferant für kundenspezifische Spritzgussteile, unterstützt Sie dabei , Fehler im Spritzgussverfahren zu vermeiden, Kosten zu senken und Ihre Produktion zu beschleunigen. Kontaktieren Sie uns noch heute für Ihren kostenlosen DFM-Bericht und Vorschläge zur Kostenoptimierung. So heben sich Ihre Elektronikprodukte in puncto Design und Qualität deutlich ab.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

