

يُعدّ قولبة الحقن للإلكترونيات إحدى التقنيات الرئيسية التي تُشغّل خطوط الإنتاج الكبيرة التي تصنع الأغلفة الإلكترونية التي نستخدمها كل يوم.
إلى جانب قدرتها على إنتاج أجزاء ذات شكل دقيق ومظهر جذاب، فإنها قادرة أيضاً على جعل الجزء متيناً. يجب التحكم في التفاوتات البُعدية للأغلفة الإلكترونية بدقة تصل إلى 0.01 مم.
تُعد تقنية التجديد والتبريد (RHCM) السلاح السري للتخلص من خطوط اللحام وإنتاج سطح لامع كمرآة.
إن مظهر منتجات الإلكترونيات الاستهلاكية هو في الواقع العامل المباشر الذي يحدد قيمة العلامة التجارية، حتى أن علامات الانكماش الصغيرة جدًا وخطوط اللحام قادرة على التسبب في عيوب في المنتجات.
عندما تُغيّر تصاميم الجدران الرقيقة جدًا لأسباب جمالية، تصبح طرق قولبة الحقن التقليدية غير كافية. وتُعدّ قولبة الحقن للإلكترونيات الحل الأمثل لهذه المشكلة المعقدة.
نظرة عامة على الإجابات الأساسية
العناصر الأساسية | وصف موجز للحل |
سطح شديد اللمعان | التشكيل السريع بالحرارة (RHCM) + فولاذ القوالب NAK80/S136. |
تشطيب ذو ملمس مميز | مطابقة معيار SPI (الدرجة A/B/C) + معالجة مقاومة للخدش. |
الوقاية من العيوب | نظام موازنة القناة الساخنة + نظام طرد دقيق + التحكم في دقة التثبيت. |
العمليات المتقدمة | التشكيل بالحقن المزدوج (2K Molding) والتشكيل بالإدخال. |
اختيار المورد | القدرة على تحليل DFM + مراقبة الجودة الكاملة للعملية (IQC-OQC). |
أهم النقاط
- يجب الحفاظ على اختلاف حجم الهياكل الإلكترونية في حدود 0.01 مم لضمان تجميعها بشكل صحيح وكفاءة الحماية.
- RHCM هي طريقة تبريد وتسخين سريعة يمكنها التخلص بشكل فعال من خطوط اللحام ومنح سطح أملس كالمرآة.
- إن اختيار مورد لديه القدرة على معالجة الأسطح بتقنية SPI قد يؤدي إلى تقليل النفقات المتعلقة بالطلاء اللاحق.
- بإمكان شركة JS Precision تقديم مجموعة كاملة من الخدمات بدءًا من تصميم قوالب DFM وحتى الإنتاج الضخم من خلال التكامل الرأسي.
خبرة شركة JS Precision في قولبة حقن الإلكترونيات: لماذا هي جديرة بالثقة؟
باختيارك شركة JS Precision، ستنعم براحة بال تامة فيما يتعلق باحترافية وموثوقية خدمات تصنيع القوالب التي تقدمها. لدينا خبرة تمتد لخمسة عشر عامًا في هذا المجال، مدعومة بنتائج مشاريع حقيقية وشهادات معتمدة في هذا القطاع.
إن شركة JS Precision أبعد ما تكون عن مجرد تلبية متطلبات معيار ISO 13485:2016 الخاص بتشكيل الحقن للأجهزة الطبية.
إضافةً إلى ذلك، فقد أنجزنا أعمالاً مُخصصة لأكثر من 300 شركة إلكترونيات في مجالات متنوعة تشمل الهواتف الذكية، والمنازل الذكية، والأجهزة الطبية المحمولة. لدينا خبرة واسعة في معالجة أبرز التحديات في عملية حقن قوالب تغليف الأجهزة الإلكترونية، وحماية مشاريعكم.
على سبيل المثال، بصفتك علامة تجارية للهواتف الذكية الراقية، ربما واجهت الكثير من الصعوبات في مشروع الإطار المتوسط: سمك الجدار 0.6 مم، والتشطيب المرآة SPI A-1، وإنتاجية الإنتاج الصناعي التي تزيد عن 98٪.
لم يُسهم العمل مع موردين مختلفين في البداية في حل المشاكل، إذ بقيت خطوط اللحام ظاهرة، وتجاوزت نسبة الانحراف 0.02 مم. لم يؤدِ ذلك إلى تأخير دورة الإطلاق فحسب، بل زاد أيضًا من التكاليف الإضافية.
هنا، ستتولى شركة JS Precision إدارة مشروعك بالكامل، ومن خلال تحليل Moldflow سيتم تحسين موقع البوابة، وسيتم اعتماد فولاذ القالب S136 وعملية RHCM، وستتمكن من التحكم في التفاوتات البعدية حتى 0.008 مم، وسيتم تقليل عمق خط اللحام إلى أقل من 0.01 مم، وسيتم تثبيت إنتاجية الإنتاج الضخم عند 99.2٪، وسيتم تخفيض تكلفة الإنتاج لكل دفعة واحدة بمقدار 2000 دولار.
باختصار، يمكنك التخلص من صعوبات التعاون والحصول على دعم إنتاج ضخم مستقر على المدى الطويل.
بالنسبة لك، فإن القيمة التي تقدمها شركة JS Precision تكمن أساساً في نهجها "الموجه نحو الربح":
سنساعدك في تقليل مخاطر التصميم بدءًا من مرحلة تحليل DFM وتجنب خسائر إعادة العمل بعد صنع القالب، مما يوفر الوقت والتكاليف؛ مع مراقبة الجودة الشاملة، يتم ضمان اتساق كل دفعة من المنتج، ومع CPK مستقر يبلغ 1.33.
من خلال استغلال قدراتها الخدمية المتكاملة رأسياً، يمكن لشركة JS Precision أيضاً مساعدتك في تقصير دورة تطوير القوالب إلى 4 أسابيع، أي أسرع بنسبة 30% من متوسط الصناعة، مما يتيح إطلاق منتجاتك بشكل أسرع واغتنام فرص السوق.
إذا كنت تواجه صعوبات تتعلق بالدقة أو الإنتاجية أو التكلفة في عملية حقن قوالب أغلفة الأجهزة الإلكترونية، فلا تتردد في الاتصال بنا للحصول على تقرير تحليل التصميم للتصنيع (DFM) مجانًا. دعنا نوظف خبرتنا العملية لمساعدتك في تقليل المخاطر وتحسين حلولك.
لماذا تُعتبر تقنية قولبة الحقن الإلكتروني المعيار الصناعي للعلب عالية الجودة؟
لا تقتصر قدرة قولبة الحقن الإلكترونية على تلبية متطلبات مثبطات اللهب UL94 V-0 فحسب، بل إنها قادرة أيضًا على إنتاج جدران رقيقة جدًا تتراوح سماكتها من 0.5 إلى 1.5 مم وضمان أعلى مستوى من الاتساق في الأبعاد CPK1.33 أثناء الإنتاج الضخم.
لذلك، من المحتمل جدًا أن تصبح هذه التقنية معيارًا صناعيًا جديدًا لإنتاج أغلفة إلكترونية متطورة لأنها تستفيد من قولبة الحقن ذات الجدران الرقيقة لتحقيق التكامل الوظيفي.
يمكن لتقنية قولبة الحقن ذات الجدران الرقيقة أن تُنتج بسهولة سماكة جدارية لا تقل عن 0.5 مم للأغلفة الإلكترونية
تعني عملية حقن القوالب ذات الجدران الرقيقة أن سمك الجدار أقل من 1.0 مم ونسبة الطول إلى السمك أكبر من 1.5، مما يؤدي في النهاية إلى تقليل وزن المنتج وخفض التكاليف. يوضح الجدول أدناه المعايير والفوائد الرئيسية:
غرض | معايير محددة | التطبيقات النموذجية | المتطلبات الأساسية | مزايا العميل |
معيار سمك الجدار | الحد الأدنى 0.5 مم، والقياس التقليدي 0.6-0.8 مم. | إطار الهاتف الذكي الأوسط، وعلبة الساعة. | نسبة L/T > 150 | انخفاض وزن المنتج بنسبة 30% إلى 50%. |
متطلبات المواد | مؤشر تدفق الذوبان PC/ABS MI ≥ 18 جم/10 دقائق. | جميع أنواع الحاويات الإلكترونية. | درجة مقاومة اللهب UL94 V-0. | انخفضت تكلفة المواد بنسبة 20% تقريباً. |
متطلبات المعدات | سرعة الحقن ≥ 300 مم/ث، ضغط الحقن ≥ 200 ميجا باسكال. | منتجات الإنتاج الضخم | دقة المعدات ±0.01 مم | ارتفعت كفاءة الإنتاج بنسبة 25%. |
التفاوتات البُعدية | ±0.01-±0.03 مم | مكونات إلكترونية دقيقة | CPK ≥ 1.33 | ارتفع معدل تأهيل التجميع إلى أكثر من 99%. |
يقلل التكامل الوظيفي من عمليات التجميع الثانوية: حيث تم دمج نظام التثبيت السريع وعمود تحديد موضع لوحة الدوائر المطبوعة.
باستخدام طريقة التشكيل المباشر، نقوم بتشكيل الأبازيم ودبابيس التثبيت داخل الأجزاء البلاستيكية، لذلك لا حاجة للحام بالموجات فوق الصوتية، ويمكن تقليل التكلفة لكل وحدة بنسبة 15-25٪.
يبلغ هامش التفاوت في تركيب الإبزيم 0.05 مم، وفي المسافة المركزية لدبابيس التثبيت 0.03 مم. من المهم جدًا مراعاة تصميم زاوية السحب من 1° إلى 2° وانحناء الجذر من 0.2 إلى 0.5 مم.
الحفاظ على استقرار الأبعاد مع قيمة CPK تبلغ 1.33 في الإنتاج الضخم
مستوى الجودة المقابل لمؤشر CPK البالغ 1.33 هو 99.993%. من خلال تطبيق نظام تحكم مغلق في درجة حرارة القالب ضمن نطاق ±1 درجة مئوية، وإجراء عمليات أخذ العينات والاختبار كل 4 ساعات، تمكّنا من الحد من معدل الانكماش إلى 0.05%، وانحراف قابلية تكرار معايير قولبة الحقن إلى 2%، ما يسمح لنا بالقول بثقة تامة أن الإنتاج بكميات كبيرة يتميز بدرجة عالية من الاتساق.
ببساطة، هذا يعني أنه من بين كل 100000 غلاف إلكتروني يتم إنتاجها ، قد يكون 6 منها على الأكثر ذات جودة رديئة، وهذا سيؤدي إلى انخفاض تكاليف إعادة العمل وتكاليف ما بعد البيع بشكل كبير.

الشكل 1: مكون لوحة تحكم سيمنز مصبوب بالحقن باللونين الأبيض والأزرق مع شاشة "INFO" وأزرار تحكم.
كيفية تحسين أداة قولبة الحقن للحصول على أسطح شديدة اللمعان؟
إن المظهر اللامع للهياكل الإلكترونية من الدرجة الأولى يتحدد إلى حد كبير بتصميم أداة قولبة الحقن التي تم تحسينها.
تعتبر فولاذ القوالب من الدرجة NAK80 أو S136، المتصلة بنظام التبريد والتسخين السريع RHCM، وقنوات التهوية متعددة المراحل، ومعيار فولاذ قوالب الحقن ASTM D3675-18 من المتطلبات القصوى.
مقارنة أداء التلميع بين فولاذ القوالب NAK80 و S136
يؤثر اختيار فولاذ القالب بشكل مباشر على درجة اللمعان العالية وعمر القالب. فيما يلي مقارنة بين المعايير الأساسية:
نوع فولاذ القوالب | صلابة | درجة التلميع | خشونة السطح Ra | حياة القوالب | سيناريوهات التطبيق |
NAK80 | صلابة 40-45 HRC (معالجة مسبقًا) | SPI A-2 | 0.025 ميكرومتر | أقل من 200,000 قالب | إنتاج شبه لامع، بكميات صغيرة إلى متوسطة. |
S136 | HRC 50-52 (مُقسّى) | SPI A-1 | 0.012 ميكرومتر | أكثر من 500,000 قالب | إنتاج ضخم عالي اللمعان. |
في الوقت نفسه، يمكن أن يكون NAK80 بمثابة بديل أكثر اقتصادية لأغراض اللمعان شبه المتوسط إلى الصغير الحجم.
باختصار، يُعدّ S136 أداةً فاخرةً شديدة المتانة، قادرةً على إنتاج أسطح شديدة اللمعان لفترة طويلة دون أعطال، بينما يُعدّ NAK80 أداةً اقتصاديةً مناسبةً للإنتاج الصغير والمتوسط. يُمكن للاختيار الصحيح للطراز أن يُحقق أفضل توازن بين الأداء والتكلفة.
معايير عملية التسخين والتبريد السريع (RHCM): درجة حرارة القالب 120-150 درجة مئوية
تساعد تقنية RHCM على تقليل خطوط اللحام على البولي كربونات من 0.1 مم إلى أقل من 0.01 مم عن طريق رفع درجة حرارة البولي كربونات إلى 120-140 درجة مئوية قبل التعبئة، ثم تبريدها بسرعة إلى أقل من 60 درجة مئوية بعد تثبيت الضغط.
يتطلب هذا الجهاز وحدة تحكم بدرجة حرارة القالب عالية الحرارة، مما يزيد من مدة دورة الإنتاج بمقدار 5-10 ثوانٍ. وهو الخيار الأمثل لمواد البولي كربونات، والبولي ميثيل ميثاكريلات، والأكريلونيتريل بوتادين ستايرين.
عمق قناة العادم 0.01-0.03 مم لمنع الاحتراق
يحدث الاحتراق عندما ترتفع درجة حرارة الهواء المضغوط إلى درجة حرارة عالية جدًا (أكثر من 250 درجة مئوية) لدرجة أنه يُحرق البلاستيك. يجب وضع مسار العادم في خط اللحام وقرب نهاية الحشو.
يجب أن يتراوح سمك طبقة البولي كربونات بين 0.01 و0.02 مم، بينما يجب أن يكون 0.03 مم لطبقة ABS/PP. تجاوز سمك 0.05 مم سيؤدي إلى ظهور زوائد. قد يؤدي عدم كفاية التهوية إلى ارتفاع درجة الحرارة الموضعية إلى أكثر من 300 درجة مئوية.
هل أنت محتار بشأن اختيار نوع الفولاذ المناسب لقالب منتجاتك ذات اللمعان العالي؟ تواصل مع مهندسينا للحصول على نصائح مجانية لاختيار مكونات قوالب الحقن وتجنب الأخطاء الشائعة في تحسين القوالب.

الشكل 2: فني يستخدم فرجارًا رقميًا لقياس مكون قالب حقن معدني بدقة على طاولة العمل.
ما هي أفضل أنواع تشطيبات سطح القوالب بالحقن التي تُحسّن مظهر جهازك؟
تحدد جودة سطح عملية التشكيل بالحقن شكل وملمس المنتجات الإلكترونية.
يُعدّ الطلاء اللامع عالي اللمعان (SPI A-1) مناسبًا لألواح المنزل الذكي المتطورة (التي ستحتاج إلى طبقة صلبة من 2H)، في حين أن الملمس غير اللامع (MT-11010) أقل عرضة للخدوش وبالتالي فهو مناسب للأجهزة المحمولة ذات الجودة الصناعية.
يتطلب طلاء المرآة عالي اللمعان SPI A-1 ألا يتجاوز خشونة سطح القالب Ra 0.012 ميكرومتر
لتحقيق SPI A-1، يجب إجراء عملية التلميع باستخدام معجون الماس تدريجياً (6 ميكرومتر → 3 ميكرومتر → 1 ميكرومتر).
يجب أن يكون فولاذ القالب محكم الإغلاق تمامًا وأن يُظهر صلابة HRC50، كما يجب ألا تظهر عليه أي خدوش عند درجة حرارة 30 درجة مئوية تحت إضاءة 500 لوكس. يستغرق تلميعه وقتًا أطول من 3 إلى 5 مرات مقارنةً بفولاذ A-3، وتكلفته أعلى بنسبة 40 إلى 60%.
نطاق عمق الملمس غير اللامع MT-11010: 20-50 ميكرومتر
يتميز MT-11010 بعمق نسيج يتراوح بين 20 و30 ميكرومترًا، بينما يبلغ عمق نسيج MT-11030 ما بين 40 و50 ميكرومترًا. ويمكن إخفاء علامات الانكماش وعلامات التدفق من خلال المعالجة الكيميائية أو المعالجة بالتفريغ الكهربائي. وكلما زاد عمق النسيج، زادت مقاومة فك القالب، لذا يجب أن تكون زاوية فك القالب بين 3 و5 درجات.
طلاء سطحي عالي اللمعان ومُقسٍّ: مُعالَج بتقنية الترسيب الفيزيائي للبخار أو بالأشعة فوق البنفسجية، صلابة ≥ 2H
تُعدّ الأسطح شديدة اللمعان عرضةً للخدوش، ولذا فهي تحتاج إلى طبقة طلاء متينة. يبلغ سمك طبقة الطلاء بتقنية الترسيب الفيزيائي للبخار (PVD) عادةً من 1 إلى 3 ميكرومتر، وتتراوح صلابتها بين 3H و5H.
يبلغ سمك الطلاء الصلب المقاوم للأشعة فوق البنفسجية 5-10 ميكرومتر، وتتراوح صلابته بين 2H و3H، وهو مثالي لطبقة البولي كربونات/بولي ميثيل ميثاكريلات. يجب ألا تقل قوة الالتصاق عن 4B. أما البولي كربونات غير المطلي، فتصل صلابته إلى HB، بينما قد تصل صلابته بعد الطلاء إلى 2-3H.
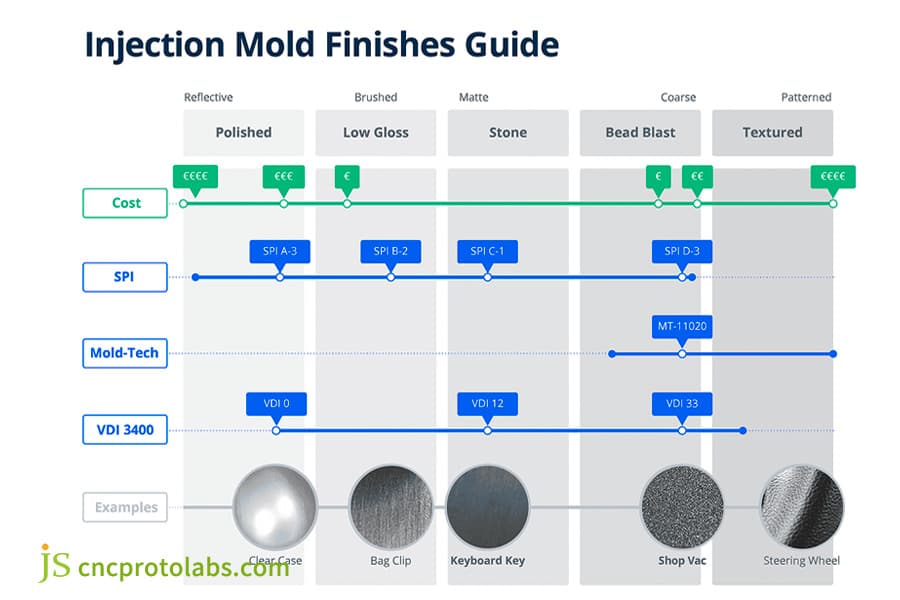
الشكل 3: مخطط شامل يقارن بين تشطيبات أسطح قوالب الحقن المختلفة، من المصقول إلى المحكم، مع التكاليف المرتبطة بها، ومعايير SPI/VDI، وأمثلة التطبيق الواقعية.
ما هي الاختلافات بين معايير تشطيب الأسطح الخاصة بشركة SPI للإلكترونيات؟
تعتمد معالجة سطح قولبة الحقن الإلكترونية بشكل مباشر على تشطيب سطح SPI أيضًا. وترتبط الدرجات المختلفة بتأثيرات وأسعار مختلفة.
SPI A-1 (Ra≤0.012μm) هو نوع التشطيب المصقول كالمرآة، وB-1 (Ra 0.05μm) هو نوع التشطيب شبه اللامع، وC-1 (Ra 0.10μm) هو نوع التشطيب المستخدم للأسطح الخشنة. ويُعدّ SPI A أغلى بنسبة 40-60% من SPI C.
SPI A-1 إلى A-3: معايير المرايا للمنتجات الإلكترونية ذات الجودة العالية
- A-1: Ra≤0.012μm، مصقول بمعجون الماس، مثالي لأغطية الهواتف الذكية الخلفية وساعات اليد الذكية في السوق الثانوية وبأعلى تكلفة.
- A-2: Ra 0.025 ميكرومتر، مصقول بورق صنفرة ناعم ومعجون الماس، مناسب للألواح الشفافة المصنوعة من البولي كربونات.
- A-3: Ra 0.05 ميكرومتر، مصقول بحجر زيت ناعم ومعجون الماس، وهو الأفضل للأجزاء ذات التشطيب المرآة الداخلية.
يتطلب التصنيف A فحصًا باستخدام عدسة مكبرة 10x للتأكد من خلوه من الخيوط، وكذلك للتأكد من خلو المنظار من الشعيرات والعيوب.
SPI B-1 إلى B-3: لمسة نهائية شبه لامعة وتوازن جيد في التكلفة
- B-1: مصقول بورق صنفرة 600 حبيبة، Ra 0.05 ميكرومتر، نفس سطح لوحة المنزل الذكي، ولكن بتكلفة أقل بنسبة 30-40% من الدرجة A.
- B-2: مصقول بورق صنفرة 400 حبيبة، Ra 0.10 ميكرومتر، سطح جسم جهاز التحكم عن بعد.
- B-3: تم صقل سطح زر الوظائف بورق صنفرة ذي حبيبات 320، Ra 0.15 ميكرومتر.
SPI C-1 إلى C-3: تشطيب خشن على المناطق الوظيفية
تُستخدم أسطح الدرجة C للأجزاء الوظيفية الداخلية، وتتميز بقوة فك قالب منخفضة، كما أن دورة معالجة القالب أقصر بنسبة تزيد عن 50% من دورة معالجة القالب للدرجة A. تُعرض المعايير المحددة في الجدول أدناه:
درجة SPI | طريقة المعالجة | خشونة السطح Ra | سيناريوهات التطبيق | دورة معالجة القوالب |
ج-1 | حجر طحن ذو حبيبات 320 | 0.18 ميكرومتر | الجدار الداخلي لحجرة البطارية. | 5-7 أيام |
ج-2 | حجر طحن ذو حبيبات 240 | 0.25 ميكرومتر | الأجزاء الهيكلية الداخلية. | 3-5 أيام |
ج-3 | حجر طحن ذو حبيبات 120 | 0.35 ميكرومتر | مشتتات الحرارة، وشبكات التهوية. | من يوم إلى ثلاثة أيام |
حمّل نموذج معيار تشطيب الأسطح الخاص بمعهد صناعة الأسطح (SPI) لتحديد احتياجات منتجك بسرعة. كما يمكنك استشارة حلول معالجة الأسطح لدينا مجانًا لتحقيق التوازن الأمثل بين الملمس والتكلفة.
كيف تمنع مكونات قوالب الحقن الحرجة عيوب السطح؟
تُعدّ عيوب السطح من أبرز المشاكل التي تواجه عملية حقن القوالب في تصنيع أغلفة الأجهزة الإلكترونية. ويُعتبر تصميم مكونات قالب الحقن بشكل سليم العامل الرئيسي في الوقاية من هذه المشكلة.
على سبيل المثال، يعد التحكم في تسلسل إبرة صمام القناة الساخنة جنبًا إلى جنب مع نظام طرد عالي الدقة والحركة المتزامنة لأعمدة التوجيه والبطانات من العوامل الرئيسية التي تحدد جودة سطح المنتج.
يساعد التحكم في تسلسل إبرة صمام القناة الساخنة على تقليل علامات التدفق
يتضمن نظام القنوات الساخنة مشعبًا، وعدة فوهات ساخنة، ودبابيس صمامات. ولتقليل علامات التدفق وخفض ضغط الحقن بنسبة 10-15%، يمكن فتح دبابيس الصمامات بالتتابع (بفارق زمني يتراوح بين 0.1 و0.5 ثانية، وإغلاقها عندما يمتلئ القالب بنسبة 95%).
يجب أن تكون الفجوة بين دبوس الصمام والبوابة 0.005 مم، ويتم استبدال حلقة منع التسرب عادةً بعد كل 100000 دورة تشكيل.
يؤدي الانتقال من دبابيس الطرد إلى الكتل العلوية وألواح الدفع إلى إزالة علامات دبابيس الطرد تمامًا
عادةً ما تنتج علامات دبابيس الطرد عن الضغط العالي جدًا الذي تتعرض له هذه الدبابيس. الآن، نستبدلها بكتل طرد (مساحة ≥ 20 مم²) أو ألواح دفع.
يبلغ شطف كتلة القاذف R0.2-0.5 مم، ويبلغ شوط لوحة الدفع مسافة فك القالب + 10 مم، وخشونة كتلة القاذف هي نفسها خشونة التجويف (Ra≤0.025 ميكرومتر، نقطة ارتكاز البيانات).
يجب ألا يتجاوز خلوص عمود التوجيه وغطاء التوجيه 0.02 مم لمنع النتوءات.
قد تنتج النتوءات عن فجوة سطح الفصل التي تزيد عن 0.02 مم. نستخدم في أعمدة التوجيه وأكمام التوجيه مادة ميسومي فائقة الدقة. يبلغ خلوص التركيب 0.01-0.02 مم، ونسبة التعامد 0.01 مم/100 مم. بالإضافة إلى ذلك، يتم فحص التآكل كل 100,000 دورة تشكيل.
كيفية اختيار خدمات قولبة الحقن المتقدمة للهياكل متعددة المواد؟
تتطلب الهياكل الإلكترونية متعددة المواد مستوى أعلى من خدمات قولبة الحقن، كما تتطلب خدمات ذات قيمة مضافة مثل قولبة الحقن ثنائية اللون، وقولبة الحقن بالإدخال، وطلاء الحماية من التداخل الكهرومغناطيسي، والتي يمكن أن تلبي متطلبات أكثر تعقيدًا.
تبلغ قوة التماسك بين البولي كربونات الصلب المصبوب بالحقن ثنائي اللون والمطاط الحراري المرن 4 ميجا باسكال.
يتطلب قولبة الحقن ثنائية اللون آلة حقن دوارة ثنائية المرحلة (دقة تحديد المواقع 0.02 مم، نقاط تثبيت البيانات).
أكثر التركيبات استخدامًا هي PC/ABS+TPE وABS+TPU، حيث تبلغ قوة الترابط 4 ميجا باسكال (وفقًا لمعيار ISO 36). كما يمكن أن يؤدي استخدام تقنية التعشيق المتداخل إلى زيادة القوة حتى 6 ميجا باسكال.
القوة اللازمة لسحب صامولة نحاسية مصبوبة بالحقن 50 نيوتن
ستكون عملية قولبة الحقن بالإدخال كما يلي:
تحديد موضع الصواميل، إغلاق القالب، حقن، تبريد، إخراج. تبلغ قوة سحب الصواميل المخرشة من M1.6 إلى M3 ما بين 250 نيوتن و380 نيوتن (وفقًا لمعيار USCAR 12، نقطة ارتكاز البيانات). دقة تحديد الموضع 0.03 مم. إضافةً إلى ذلك، يجب تسخين الصواميل مسبقًا إلى درجة حرارة تتراوح بين 80 و120 درجة مئوية.
سمك طبقة الحماية من التداخل الكهرومغناطيسي 10-15 ميكرومتر، فعالية الحماية ≥30 ديسيبل
يُعد طلاء الحماية من التداخل الكهرومغناطيسي أحد أهم الخدمات وأكثرها قيمة باستخدام طلاء موصل من النحاس والفضة، بسماكة طبقة تتراوح بين 10-15 ميكرومتر، ومقاومة حجمية ≤0.1 أوم·سم، وفعالية حماية تبلغ 30 ديسيبل (99.9% توهين)، وتصنيف التصاق 4B.
يغطي جميع الأسطح الداخلية وهو مفتاح لتعزيز القدرة التنافسية لخدمات موردي قطع القوالب المخصصة.
كيفية اختيار مورد موثوق لقطع القوالب المخصصة للمشاريع المعقدة؟
يعتمد الفوز بمشاريع تصنيع العلب الإلكترونية المعقدة على الحصول على مورد موثوق لقطع القوالب المخصصة . ويستند التقييم بشكل أساسي على مدى جودة تصميم المنتج للتصنيع (DFM)، ونظام إدارة الجودة الشامل، والتحكم في دورة الإنتاج.
يجب أن يكون تقرير DFM مدعومًا بتحليل Moldflow وأن يتضمن تعويض الانكماش
يجب أن يتضمن تقرير التصميم للتصنيع (DFM) تحليلاً ثلاثي الأبعاد، وسماكة الجدار، وعلامات الانكماش، وخطوط اللحام، وضغط التعبئة. يجب أن يتوافق برنامج Moldflow مع المعايير التالية:
زمن التعبئة < 1.5 ثانية، انخفاض الضغط < 80% من أقصى ضغط للحقن، تعويض انكماش البولي كربونات 0.5-0.7%، ABS 0.4-0.6%، لا يوجد تعويض للانحراف البُعدي السهل 0.1 مم.
فحص العينة الأولى (FAI) والتحكم الإحصائي في العمليات
متطلبات مراقبة الجودة الشاملة للعملية:
- اختبارات مراقبة الجودة الداخلية نسبة الرطوبة في البلاستيك 0.02%.
- يقوم نظام مراقبة الجودة أثناء الإنتاج بقياس الأبعاد كل ساعتين وتسجيل المعايير كل 4 ساعات.
- يقيس مؤشر FAI من 50 إلى 100 بُعد.
- يقوم نظام مراقبة العمليات الإحصائية (SPC) بإجراء فحص كامل للأبعاد التي يكون فيها CPK <1.33.
- تتبع OQC معايير AQL المستوى الثاني.
تجربة قالب النموذج الأولي (T0) إلى بدء الإنتاج (SOP): دورة قياسية من 4 إلى 6 أسابيع
جدول الإنتاج الضخم هو أولاً عملية التشكيل التجريبي T0 متبوعة بالتعديل T1-T3 ، ثم الإنتاج التجريبي للدفعات الصغيرة، وأخيراً SOP.
معيار JS Precision: أسبوعان لضبط الأبعاد بدقة بعد T0، و4 أسابيع لتوريد دفعة صغيرة، و6 أسابيع للوصول إلى SOP، وهو أسرع بأسبوع أو أسبوعين من متوسط الصناعة.
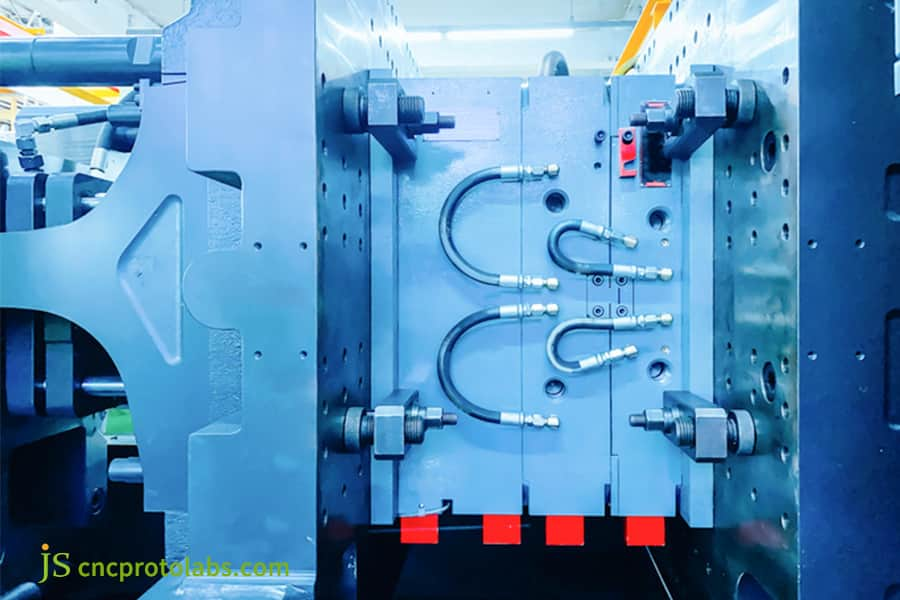
الشكل 4: عرض تفصيلي لقالب حقن عالي الدقة، يوضح مجموعات دبابيس الطرد والخراطيم المتصلة على خط الفصل، مما يشير إلى قدرات الأدوات المتقدمة.
دراسة حالة من شركة JS Precision: ألواح المنزل الذكي تحقق نسبة إزالة خطوط اللحام 90% ولمسة نهائية عاكسة من الدرجة الأولى
فيما يلي بعض المواقف العملية والواقعية التي تُظهر مهارات شركة JS Precision التقنية في مجال قولبة الحقن للإلكترونيات. تُبين هذه الأمثلة كيف ساعدنا عملاءنا على التغلب على مشاكل قولبة الحقن وتحقيق إنتاج ضخم فعال.
الصعوبات التي تمت مواجهتها:
تعاني اللوحة الذكية لشركة متخصصة في المنازل الذكية الراقية من ثلاث نقاط ضعف رئيسية:
يؤدي سمك الجدار الرقيق للغاية البالغ 0.8 مم وطول 180 مم إلى عدم كفاية التعبئة في الطرف البعيد، ويصل عمق خط اللحام إلى 0.15 مم بينما يلزم الحصول على تشطيب مرآة SPI A-1، وصلابة السطح شديد اللمعان أقل من 1H، مما ينتج عنه معدل إعادة عمل بنسبة 28٪.
حل:
بعد تولينا المشروع، استخدمنا في البداية تحليل DFM وتحليل تدفق نموذج Moldflow، مما ساعدنا في تحديد جذر المشكلة بدقة عالية، وبالتالي اقتراح حل دقيق:
- يتم استخدام فولاذ القوالب S136 (HRC 52) ويتم تبريده بالتفريغ للتحكم في خشونة تجويف القالب إلى Ra 0.01 ميكرومتر للحصول على تأثير عالي اللمعان.
- يتم تطبيق طريقة RHCM (التسخين والتبريد والتبريد) حيث يتم تسخين سطح القالب إلى 140 درجة مئوية قبل التعبئة، وبعد ذلك يتم تبريده بسرعة كبيرة إلى 60 درجة مئوية بعد الحفاظ على الضغط، مما يؤدي إلى التخلص تمامًا من خطوط اللحام.
- تم تصميم أخدود تهوية القالب بشكل مثالي كفتحة تهوية حلقية بعمق 0.02 مم وعرض 8 مم لتجنب الاحتراق أثناء التعبئة.
- تعمل طبقة الترسيب الفراغي PVD بسمك 2 ميكرومتر والتي تمت إضافتها إلى السطح على تقوية السطح إلى 3H، وبالتالي حل مشكلة الخدش.
الدروس والعبر المستفادة من الفشل:
واجه المشروع ثلاث مشكلات أثرت على تقدمه:
- كان لا بد من التخلص من قالب التجربة T0 لعدم تطبيق طريقة RHCM، وبالتالي ظلت خطوط اللحام ظاهرة. والخلاصة الرئيسية هي أنه بالنسبة للمكونات ذات الجدران الرقيقة شديدة اللمعان ، يجب إجراء محاكاة Moldflow مسبقًا.
- كانت قناة العادم الأولى ضحلة للغاية (0.008 مم)، مما أدى إلى احتراقها. تم عمل قطع أعمق بمقدار 0.02 مم، كما تم تركيب قناة عادم إضافية.
- تسببت خطوة التنظيف غير المكتملة قبل عملية الترسيب الفيزيائي للبخار في تكوين حفر، وبالتالي أدت إضافة خطوة تنظيف مزدوجة إلى تحقيق مستوى التصاق من الدرجة 4B.
فيما يتعلق بالتحكم في التكاليف، بعد 300 ألف دورة تصنيع، ظهرت خدوش على فولاذ NAK80 المستخدم في البداية. وقد أدى استبدال الفولاذ بفولاذ S136 لإصلاح القالب إلى زيادة في التكلفة قدرها 2000 دولار. بالنسبة للمشاريع ذات اللمعان العالي والإنتاج بكميات كبيرة، سيكون استخدام فولاذ S136 الخيار الأمثل من حيث التكلفة على المدى الطويل.
النتيجة النهائية:
تم تقليل عرض خطوط اللحام إلى 0.01 مم (تم التخلص من حوالي 90٪ منها)، ووصل مستوى صلابة السطح إلى 3H، وكان معدل إعادة العمل 4٪، وتم تخفيض وقت الدورة للثقب الواحد من 45 ثانية إلى 38 ثانية، وتحسنت الإنتاجية من 72٪ إلى 96٪، وتم إنجاز T0 إلى SOP في 5 أسابيع فقط، أي قبل أسبوعين من الموعد المحدد.
ملاحظات العملاء:
"أكثر ما أسعدنا هو تقرير DFM من شركة JS Precision الذي لم يحدد فقط وأظهر لنا بوضوح المخاطر المحتملة لعلامات الانكماش بسبب التغيير الحاد في سمك الجدار في التصميم الأصلي، ولكنه أوصى أيضًا بخطة تغيير."
وبهذه الطريقة، لم نضطر إلى إدراك المشكلة إلا بعد صنع القالب. وبشكل عام، تم تقليص مدة المشروع بأسبوعين خلافًا لتوقعاتنا. - مدير التصميم الهيكلي للعلامة التجارية
هل تواجه منتجاتك أيضاً مشاكل مثل خطوط اللحام والخدوش والانحرافات في الأبعاد؟ أرسل رسومات منتجك للحصول على حل مجاني مشابه لهذه الحالة، ونفّذ مشروعك بسرعة، وخفّض التكاليف.
الأسئلة الشائعة
س1: ما هو الحد الأدنى لسمك الجدار الذي يمكن تحقيقه لأغلفة الأجهزة الإلكترونية؟
يمكن تحقيق سمك جدار يبلغ 0.5 مم بشكل مستقر باستخدام أحدث تقنيات قولبة الحقن الدقيقة للإلكترونيات، وفي حالة التحسين الخاص، يمكن تقليله إلى 0.3 مم، وبالتالي تلبية متطلبات الأجهزة المحمولة خفيفة الوزن والرقيقة وفي نفس الوقت ضمان القوة الهيكلية والدقة الأبعاد.
س2: ما هي أكثر العيوب شيوعاً على الأسطح اللامعة؟
تتمثل العيوب الرئيسية على الأسطح اللامعة في خطوط اللحام وعلامات التدفق. باستخدام تقنية RHCM مع قالب دقيق التصميم، يمكن تقليل خطوط اللحام إلى أقل من 0.01 مم وإزالة علامات التدفق تمامًا.
س3: ما هي الاختلافات الرئيسية بين سطحي SPI A-1 و A-2؟
يكمن الاختلاف الرئيسي في درجة التلميع والخشونة. يتم تلميع A-1 بمعجون الماس (Ra0.012 ميكرومتر، سطح لامع كالمرآة)، بينما يتم تلميع A-2 أولاً بورق صنفرة ناعم ثم بمعجون الماس (Ra 0.025 ميكرومتر، سطح أقل جودة قليلاً).
س4: كيف يمكن تجنب خدش السطح اللامع أثناء عملية إخراج القالب؟
لتجنب الخدوش على السطح، قم بزيادة زاوية السحب إلى 1.5 درجة أو أكثر، واستبدل دبابيس الطرد بكتل طرد مصقولة. هذا لا يضمن فقط تطابق خشونة كتل الطرد مع خشونة التجويف، بل يجعل قوة الطرد منتظمة أيضًا، فلا تظهر أي علامات.
س5: ما هي دقة تحديد موضع صامولة نحاسية في عملية قولبة الحقن بالإدخال؟
بفضل القالب الدقيق، يمكن التحكم بدقة موضع الصامولة النحاسية حتى 0.03 مم. يتم تثبيتها بواسطة دبوس تحديد موضع خاص، ويتم ضمان إحكام التركيب من خلال الكشف داخل القالب والتسخين المسبق للصامولة.
س6: ما هو التركيز الرئيسي للمعايير في تحليل DFM؟
يهدف هذا الإجراء بشكل أساسي إلى تقييم تجانس سماكة الجدار، والتنبؤ بعلامات الانكماش، وتحديد مواقع خطوط اللحام، وتحليل منحنى ضغط التعبئة. وهذا بدوره يساعد في الكشف عن مخاطر التصميم مسبقًا وتجنب فتح القالب وإعادة العمل.
س7: ما هي المدة التي يدوم فيها قالب الحقن عادةً؟
تتميز القوالب الإلكترونية المصنوعة من فولاذ S136 بقدرتها على تحمل ما بين 500,000 و 1,000,000 دورة، بينما يبلغ عمر القوالب المصنوعة من فولاذ NAK80 حوالي 200,000 دورة. وبناءً على حجم الإنتاج ، يمكن اختيار النوع المناسب.
س8: ما هو الحد الأدنى لكمية الطلب (MOQ) لشركة JS Precision؟
تدعم مرحلة النموذج الأولي دفعات صغيرة من 100 قطعة، بينما يوصى بأن يكون الإنتاج الضخم ≥5000 قطعة/دفعة، مما يمكن أن يقلل من تكاليف إنتاج الوحدة.
ملخص
لصنع أغلفة إلكترونية جذابة بصريًا وعالية الأداء دون التخلي عن الدقة والإنتاجية والتكلفة المنخفضة، يمكن أن يؤدي الجمع بين تقنية قولبة الحقن الإلكترونية وخدمات الموردين المحترفين إلى إنتاج تشطيب عالي اللمعان من الدرجة الأولى بجدار رقيق 0.5 مم، وفي الوقت نفسه، ضمان استقرار الأبعاد مع CPK 1.33.
تُساعدك شركة JS Precision، بصفتها موردًا موثوقًا لقطع القوالب المُخصصة، على تجنب المفاهيم الخاطئة حول قولبة الحقن، والتحكم في التكاليف، وتسريع وتيرة الإنتاج. تواصل معنا الآن للحصول على تقرير DFM مجاني واقتراحات لتحسين التكاليف، لجعل منتجاتك الإلكترونية متميزة من حيث المظهر والجودة.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

