

A moldagem por injeção de componentes eletrônicos é uma das principais técnicas utilizadas nas grandes linhas de produção que fabricam as carcaças eletrônicas que usamos diariamente.
Além de produzir peças com formatos precisos e aparência atraente, também permite garantir robustez. A tolerância dimensional das carcaças eletrônicas precisa ser controlada em até 0,01 mm.
A tecnologia de resfriamento e renovação (RHCM) é o segredo para eliminar linhas de solda e produzir uma superfície espelhada e brilhante.
A aparência dos produtos eletrônicos de consumo é, na verdade, o fator determinante direto do valor da marca; mesmo pequenas marcas de retração e linhas de solda podem causar defeitos nos produtos.
Quando o design de paredes muito finas é alterado por razões estéticas, os métodos convencionais de moldagem por injeção simplesmente não são mais suficientes. A moldagem por injeção de componentes eletrônicos é a principal solução para esse problema complexo.
Visão geral das respostas principais
Elementos Essenciais | Descrição resumida da solução |
Superfície de alto brilho | Moldagem por ciclo térmico rápido (RHCM) + aço para moldes NAK80/S136. |
Acabamento texturizado | Correspondência com o padrão SPI (grau A/B/C) + tratamento resistente a arranhões. |
Prevenção de defeitos | Sistema de balanceamento de canais quentes + Sistema de ejeção de precisão + Controle de precisão de fechamento. |
Processos avançados | Moldagem por injeção dupla (moldagem 2K) e moldagem com inserto. |
Seleção de Fornecedores | Capacidade de análise DFM + Controle de qualidade de processo completo (IQC-OQC). |
Principais conclusões
- A variação dimensional das caixas eletrônicas deve ser mantida dentro de 0,01 mm para garantir sua montagem adequada e eficiência de blindagem.
- O RHCM é um método de aquecimento e resfriamento rápido que pode eliminar eficazmente as linhas de solda e proporcionar um acabamento espelhado.
- Selecionar um fornecedor com capacidade para tratamento de superfície SPI pode resultar em menos despesas com revestimentos subsequentes.
- A JS Precision pode fornecer uma gama completa de serviços, desde o projeto de moldes DFM até a produção em massa por meio da integração vertical.
A experiência da JS Precision em moldagem por injeção de componentes eletrônicos: por que ela é confiável?
Ao escolher a JS Precision, você pode ficar totalmente tranquilo quanto ao profissionalismo e à confiabilidade do serviço de fabricação de moldes. Temos 15 anos de experiência no setor, comprovados por projetos reais e certificações da indústria.
A JS Precision está longe de apenas cumprir os requisitos da norma ISO 13485:2016 para moldagem por injeção de dispositivos médicos.
Além disso, realizamos trabalhos personalizados para mais de 300 empresas de eletrônicos em diversos setores , incluindo smartphones, casas inteligentes e dispositivos médicos portáteis. Sabemos como lidar com os principais desafios na moldagem por injeção de invólucros eletrônicos e proteger seus projetos.
Por exemplo, como uma marca de smartphones de alta gama, vocês podem ter enfrentado muitas dificuldades com o projeto da estrutura intermediária: a espessura da parede de 0,6 mm, o acabamento espelhado SPI A-1 e um rendimento de produção industrial superior a 98%.
Trabalhar inicialmente com diferentes fornecedores não resolveu os problemas, pois as linhas de solda persistiram e a dimensão de desvio era superior a 0,02 mm. Isso não só atrasou o ciclo de lançamento, como também aumentou os custos adicionais.
Neste projeto, a JS Precision gerenciará todo o seu projeto. Através da análise Moldflow, a localização do ponto de injeção será otimizada, o aço para moldes S136 e o processo RHCM serão adotados, permitindo o controle das tolerâncias dimensionais em até 0,008 mm, a profundidade da linha de solda será reduzida para menos de 0,01 mm, a taxa de rendimento da produção em massa será estabilizada em 99,2% e o custo de produção de cada lote será reduzido em US$ 2.000.
Resumindo, você pode se livrar das dificuldades de cooperação e obter suporte estável e de longo prazo para a produção em massa.
Para você, a proposta de valor da JS Precision reside principalmente em sua abordagem "orientada para o lucro":
Ajudaremos você a reduzir os riscos de projeto desde a fase de análise DFM e a evitar as perdas com retrabalhos após a fabricação do molde, economizando tempo e custos; com controle de qualidade de ponta a ponta, a consistência de cada lote de produto é garantida, com um CPK estável de 1,33.
Ao explorar suas capacidades de serviço verticalmente integradas, a JS Precision também pode ajudá-lo a reduzir o ciclo de desenvolvimento de moldes para 4 semanas, 30% mais rápido que a média do setor, permitindo assim que seus produtos sejam lançados mais rapidamente e aproveitem as oportunidades de mercado.
Se você está enfrentando dificuldades relacionadas à precisão, rendimento ou custo na moldagem por injeção de invólucros eletrônicos, entre em contato conosco para obter um relatório gratuito de análise DFM (Design for Manufacturing). Deixe-nos usar nossa experiência prática para ajudá-lo a mitigar riscos e otimizar suas soluções.
Por que a moldagem por injeção é o padrão da indústria para componentes eletrônicos de alta qualidade?
A fabricação de componentes eletrônicos por moldagem por injeção não só atende aos requisitos de retardamento de chama UL94 V-0, como também é capaz de produzir paredes muito finas, com espessura variando de 0,5 a 1,5 mm, e garantindo o mais alto nível de consistência dimensional CPK1.33 durante a produção em massa.
Portanto, é bastante provável que essa tecnologia se torne um novo padrão industrial para a produção de gabinetes eletrônicos de alta qualidade, visto que utiliza a moldagem por injeção de paredes finas para alcançar a integração funcional.
A moldagem por injeção de paredes finas pode facilmente criar gabinetes eletrônicos com espessura mínima de 0,5 mm.
A moldagem por injeção de paredes finas significa que a espessura da parede é inferior a 1,0 mm e a relação L/T é superior a 1,5, o que resulta em um produto mais leve e em economia de custos. A tabela abaixo mostra os principais parâmetros e benefícios:
Item | Parâmetros Específicos | Aplicações típicas | Requisitos Essenciais | Benefícios para o cliente |
Padrão de espessura de parede | Mínimo 0,5 mm, convencional 0,6-0,8 mm. | Moldura intermediária para smartphone, caixa para relógio. | Relação L/T > 150 | Redução do peso do produto em 30% a 50%. |
Requisitos de materiais | Índice de fluidez PC/ABS MI ≥ 18g/10min. | Todos os tipos de gabinetes eletrônicos. | Retardante de chamas de grau UL94 V-0. | Custo do material reduzido em aproximadamente 20%. |
Requisitos de equipamento | Velocidade de injeção ≥ 300 mm/s, pressão de injeção ≥ 200 MPa. | produtos de produção em massa | Precisão do equipamento ±0,01 mm | A eficiência da produção aumentou em 25%. |
Tolerância Dimensional | ±0,01-±0,03 mm | Componentes eletrônicos de precisão | CPK ≥ 1,33 | A taxa de qualificação para a Assembleia aumentou para mais de 99%. |
A integração funcional reduz a necessidade de montagem secundária: o encaixe por pressão e o pino de posicionamento da placa de circuito impresso são integrados.
Pelo método de moldagem direta, moldamos as fivelas e os pinos de posicionamento dentro das peças plásticas, dispensando a soldagem ultrassônica e reduzindo o custo unitário em 15 a 25%.
A tolerância de encaixe da fivela é de 0,05 mm e a da distância entre os centros dos pinos de posicionamento é de 0,03 mm. É muito importante observar o projeto com um ângulo de inclinação de 1° a 2° e um raio de concordância de 0,2 a 0,5 mm.
Manter a estabilidade dimensional com um CPK de 1,33 na produção em massa.
O nível de qualidade correspondente a um CPK de 1,33 é de 99,993%. Ao implementar um controle de circuito fechado da temperatura do molde com precisão de ±1°C e realizar amostragem/testes a cada 4 horas, conseguimos limitar a taxa de contração a 0,05% e a repetibilidade do desvio dos parâmetros de moldagem por injeção a 2%, de modo que podemos afirmar com confiança que a produção em massa é muito consistente.
Em termos simples, significa que de cada 100.000 gabinetes eletrônicos produzidos , no máximo 6 poderão ser de má qualidade, o que resultará numa redução significativa dos custos de retrabalho e pós-venda.

Figura 1: Componente de painel de controle Siemens moldado por injeção nas cores branca e azul, com tela "INFO" e botões de controle.
Como otimizar a ferramenta de moldagem por injeção para superfícies de alto brilho?
O aspecto brilhante das caixas eletrônicas de primeira linha é em grande parte determinado pelo design otimizado do molde de moldagem por injeção .
O aço para moldes de grau NAK80 ou S136, com interface para resfriamento e aquecimento rápido RHCM, canais de ventilação em múltiplos estágios e aço para moldes de injeção padrão ASTM D3675-18, são requisitos de extrema importância.
Comparação do desempenho de polimento entre os aços para matrizes NAK80 e S136
A escolha do aço para moldes determina diretamente o efeito de alto brilho e a vida útil. Os principais parâmetros são comparados abaixo:
Tipo de aço para moldes | Dureza | Grau de polimento | Rugosidade da superfície Ra | Vida de molde | Cenários de aplicação |
NAK80 | HRC 40-45 (pré-endurecido) | SPI A-2 | 0,025 μm | < 200.000 moldes | Acabamento semibrilhante, produção em lotes de pequeno a médio porte. |
S136 | HRC 50-52 (temperado) | SPI A-1 | 0,012 μm | > 500.000 moldes | Alto brilho, produção em massa. |
Entretanto, o NAK80 pode servir como uma alternativa mais econômica para aplicações de acabamento semibrilhante em volumes médios a pequenos.
Basicamente, a S136 é uma ferramenta de "luxo" muito robusta, capaz de produzir superfícies de alto brilho por um longo período sem apresentar problemas, enquanto a NAK80 é uma ferramenta economicamente viável para produções de pequeno a médio porte. A escolha certa do modelo pode proporcionar o melhor equilíbrio entre desempenho e custo.
Parâmetros do processo RHCM (Aquecimento e Resfriamento Rápidos): Temperatura do molde 120-150℃
A tecnologia RHCM ajuda a minimizar as linhas de solda no PC de 0,1 mm para menos de 0,01 mm, elevando a temperatura do PC para 120-140 °C antes do preenchimento e, em seguida, resfriando-o rapidamente para menos de 60 °C após a aplicação da pressão.
Necessita de um controlador de temperatura de molde de alta temperatura e o ciclo de produção é prolongado em 5 a 10 segundos. É a escolha certa para materiais PC, PMMA e ABS.
Profundidade do canal de exaustão de 0,01 a 0,03 mm para evitar queimaduras.
A queima ocorre quando o ar comprimido fica tão quente (acima de 250 °C) que carboniza o plástico. O duto de exaustão deve ser posicionado na linha de solda e próximo à extremidade do preenchimento.
A espessura da camada de policarbonato (PC) deve ser de 0,01 a 0,02 mm, enquanto para ABS/PP deve ser de 0,03 mm. Ultrapassar 0,05 mm causará rebarbas. Uma exaustão insuficiente pode fazer com que a temperatura local atinja mais de 300 °C.
Está em dúvida sobre qual aço para moldes escolher para seus produtos de alto brilho? Entre em contato com nossos engenheiros para obter consultoria gratuita na seleção de componentes para moldes de injeção e evite erros comuns na otimização de moldes.

Figura 2: Um técnico utiliza um paquímetro digital para medir com precisão um componente de um molde de injeção de metal em uma bancada de trabalho.
Qual acabamento de superfície em moldagem por injeção melhor aprimora a estética do seu dispositivo?
O acabamento da superfície moldada por injeção determina a aparência e a textura dos produtos eletrônicos.
Um acabamento espelhado de alto brilho (SPI A-1) é apropriado para painéis de casas inteligentes de alta qualidade (que precisarão de um revestimento rígido de 2H), enquanto uma textura fosca (MT-11010) é menos propensa a mostrar arranhões e, portanto, é adequada para dispositivos portáteis de nível industrial.
O acabamento espelhado de alto brilho SPI A-1 exige que a rugosidade superficial do molde não seja superior a Ra 0,012 μm.
Para atingir o SPI A-1, o polimento deve ser realizado com pasta de diamante gradualmente (6μm→3μm→1μm).
O aço do molde deve estar completamente selado e apresentar dureza HRC50. Além disso, não deve haver riscos visíveis a 30°C sob luz de 500 lux. O tempo de polimento é de 3 a 5 vezes maior do que para o A-3, e o custo é de 40 a 60% mais elevado.
Faixa de profundidade da textura fosca MT-11010: 20-50 μm
A textura do MT-11010 apresenta uma profundidade de 20 a 30 μm, enquanto a do MT-11030 tem uma profundidade de 40 a 50 μm. Através de ataque químico ou tratamento por eletroerosão (EDM), marcas de contração e marcas de fluxo podem ser ocultadas. Quanto mais profunda a textura, maior a resistência à desmoldagem; portanto, o ângulo de desmoldagem deve estar entre 3° e 5°.
Revestimento de endurecimento superficial de alto brilho: cura PVD ou UV com dureza ≥2H
Superfícies com alto brilho são bastante vulneráveis a arranhões e, portanto, precisam de um revestimento durável. Um revestimento PVD típico tem de 1 a 3 μm de espessura e um nível de dureza de 3H a 5H.
Um revestimento rígido UV tem 5-10 μm de espessura e dureza de 2H-3H, ideal para PC/PMMA. A adesão deve ser de pelo menos 4B. Um PC sem revestimento tem um nível de dureza HB, enquanto um revestido pode atingir 2-3H.
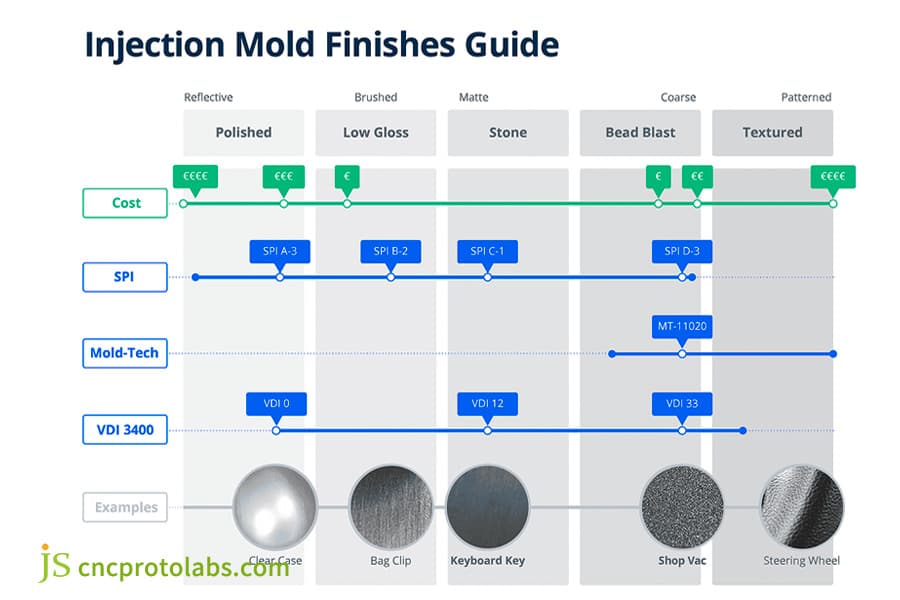
Figura 3: Um gráfico abrangente comparando diferentes acabamentos de superfície para moldes de injeção, desde polido até texturizado, com os custos associados, normas SPI/VDI e exemplos de aplicação no mundo real.
Quais são as diferenças entre os padrões de acabamento de superfície SPI para eletrônicos?
O tratamento de superfície em moldagem por injeção eletrônica também depende diretamente do acabamento superficial SPI . Diferentes graus de acabamento estarão associados a diferentes efeitos e preços:
O SPI A-1 (Ra≤0,012μm) é o grau de acabamento espelhado, o B-1 (Ra 0,05μm) é o grau de acabamento semibrilhante e o C-1 (Ra 0,10μm) é o grau para superfícies funcionais rugosas. O SPI A é 40-60% mais caro que o SPI C.
SPI A-1 a A-3: Padrões de espelhos para produtos eletrônicos de alta qualidade.
- A-1: Ra≤0,012μm, polido com pasta de diamante, perfeito para capas traseiras de smartphones e relógios inteligentes no mercado de reposição, sendo a opção de maior custo.
- A-2: Ra 0,025μm, polido com lixa fina e pasta de diamante, adequado para painéis transparentes de PC.
- A-3: Ra 0,05μm, polido com pedra de afiar fina e pasta de diamante, ideal para peças internas com acabamento espelhado.
A classificação A exige que a lente de aumento de 10x seja inspecionada para garantir que não haja rosca e que a lente esteja livre de filamentos e defeitos.
SPI B-1 a B-3: Acabamento semibrilhante e bom equilíbrio no custo.
- B-1: polido com lixa de grão 600, Ra 0,05μm, mesma superfície do Painel Smart Home, mas com custo 30-40% menor que o Grau A.
- B-2: superfície do corpo do controle remoto polida com lixa de grão 400, Ra 0,10μm.
- B-3: superfície do botão de função polida com lixa de grão 320, Ra 0,15μm.
SPI C-1 a C-3: Acabamento áspero em áreas funcionais
As superfícies de Grau C são utilizadas para peças funcionais internas, apresentam baixa força de desmoldagem e o ciclo de processamento do molde é mais de 50% mais curto do que o do Grau A. Os parâmetros específicos são apresentados na tabela abaixo:
Classificação SPI | Método de processamento | Rugosidade da superfície Ra | Cenários de aplicação | Ciclo de Processamento de Moldes |
C-1 | Esmerilhamento em pedra de grão 320 | 0,18 μm | Parede interna do compartimento da bateria. | 5 a 7 dias |
C-2 | Esmerilhamento em pedra de grão 240 | 0,25 μm | Componentes estruturais internos. | 3 a 5 dias |
C-3 | Esmerilhamento com pedra de grão 120 | 0,35 μm | Dissipadores de calor, grelhas de ventilação. | 1 a 3 dias |
Baixe o formulário padrão de acabamento de superfície da SPI para encontrar rapidamente a solução ideal para as necessidades do seu produto. Você também pode consultar gratuitamente nossas soluções de tratamento de superfície para obter o equilíbrio perfeito entre textura e custo.
Como os componentes críticos dos moldes de injeção previnem defeitos na superfície?
Um dos principais problemas na moldagem por injeção de componentes eletrônicos é a formação de defeitos superficiais. O projeto adequado dos componentes do molde de injeção é o principal fator para a prevenção desses defeitos.
Por exemplo, o controle da sequência de agulhas da válvula de canal quente, juntamente com um sistema de ejeção de alta precisão e o movimento sincronizado dos pilares e buchas guia, são os principais fatores que determinam a qualidade da superfície do produto.
O controle da sequência de agulhas da válvula de canal quente ajuda a reduzir as marcas de fluxo.
Um sistema de canais quentes inclui um coletor, vários bicos de injeção aquecidos e pinos de válvula. Para reduzir marcas de fluxo e diminuir a pressão de injeção em 10-15%, pode-se abrir os pinos de válvula sequencialmente (com um atraso de 0,1 a 0,5 segundos, fechando-os quando o molde estiver 95% preenchido).
A folga entre o pino da válvula e a comporta deve ser de 0,005 mm, e o anel de vedação é normalmente substituído a cada 100.000 ciclos de moldagem.
A substituição dos pinos extratores por blocos superiores e placas de pressão elimina completamente as marcas dos pinos extratores.
Normalmente, as marcas dos pinos extratores resultam da pressão unitária muito alta exercida por eles. Agora, substituímos esses pinos por blocos extratores (área ≥ 20 mm²) ou placas de pressão.
O chanfro do bloco extrator é de R0,2-0,5 mm, o curso da placa de pressão é a distância de desmoldagem + 10 mm e a rugosidade do bloco extrator é a mesma da cavidade (Ra≤0,025 μm, ponto de ancoragem de dados).
Folga entre o pino guia e a bucha guia ≤ 0,02 mm para evitar rebarbas.
Rebarbas podem ser causadas por uma folga na superfície de separação superior a 0,02 mm. Para os pilares e buchas guia, utilizamos componentes de ultraprecisão da MISUMI. A folga de ajuste é de 0,01 a 0,02 mm e a perpendicularidade é de 0,01 mm/100 mm. Além disso, o desgaste é verificado a cada 100.000 ciclos de moldagem.
Como selecionar serviços avançados de moldagem por injeção para invólucros multimateriais?
As caixas eletrônicas multimateriais exigem um nível mais elevado de serviços de moldagem por injeção, além de demandarem serviços de valor agregado, como moldagem por injeção em duas cores, moldagem por injeção com insertos e revestimento de blindagem EMI, que podem atender a requisitos ainda mais complexos.
A resistência interfacial entre o PC rígido moldado por injeção em duas cores e o TPE flexível é de 4 MPa.
A moldagem por injeção bicolor requer uma máquina de injeção rotativa de dois estágios (precisão de posicionamento de 0,02 mm, pontos de ancoragem de dados).
As combinações mais utilizadas são PC/ABS+TPE e ABS+TPU, com resistência de colagem de 4 MPa (norma ISO 36). Além disso, o encaixe em cauda de andorinha pode aumentar a resistência para até 6 MPa.
Força necessária para arrancar uma porca de cobre moldada por injeção: 50 N
O processo de moldagem por injeção com inserto será o seguinte:
Posicionamento da porca, fechamento do molde, injeção, resfriamento e ejeção. As forças de extração de porcas serrilhadas M1.6-M3 serão de M250N e M380N (padrão USCAR 12, ponto de ancoragem de dados). A precisão de posicionamento é de 0,03 mm. Além disso, as porcas devem ser pré-aquecidas a 80-120°C.
Revestimento de blindagem EMI com espessura de 10 a 15 μm e eficácia de blindagem ≥ 30 dB.
O revestimento de blindagem EMI é um dos serviços mais importantes e valiosos que utiliza tinta condutora de cobre + prata, com uma espessura de película de 10-15 μm, resistividade volumétrica de ≤0,1 Ω·cm, eficácia de blindagem de 30 dB (atenuação de 99,9%) e classificação de adesão de 4B.
Abrange todas as superfícies internas e é fundamental para fortalecer a competitividade dos fornecedores de peças moldadas sob encomenda.
Como escolher um fornecedor confiável de peças moldadas sob medida para projetos complexos?
O sucesso em projetos complexos de gabinetes eletrônicos depende da escolha de um fornecedor confiável de peças moldadas sob medida . Fundamentalmente, a avaliação se baseia na qualidade do DFM (Design for Manufacturing - Projeto para Manufatura), em todo o sistema de gestão da qualidade e no controle do ciclo de produção.
O relatório DFM deve ser respaldado por uma análise Moldflow e incluir a compensação de contração.
Um relatório DFM deve incorporar análises 3D, de espessura de parede, de marcas de contração, de linhas de solda e de pressão de preenchimento. O Moldflow deve estar alinhado com os seguintes critérios:
Tempo de enchimento < 1,5 segundos, queda de pressão < 80% da pressão máxima de injeção, compensação de contração do PC 0,5-0,7%, ABS 0,4-0,6%, sem compensação para desvio dimensional fácil de 0,1 mm.
Inspeção do Primeiro Artigo (FAI) e Controle Estatístico de Processo (CEP)
Requisitos de controle de qualidade de todo o processo:
- testes IQC Teor de umidade do plástico: 0,02%.
- O IPQC mede as dimensões a cada 2 horas e registra os parâmetros a cada 4 horas.
- A FAI mede de 50 a 100 dimensões.
- O SPC realiza uma inspeção completa nas dimensões com CPK < 1,33.
- O OQC segue os padrões AQL Nível II.
Teste de molde protótipo (T0) até o início da produção em série (SOP): Ciclo padrão de 4 a 6 semanas
O cronograma de produção em massa consiste inicialmente em um molde de teste T0, seguido pelas modificações T1 a T3 , depois pela produção de testes em pequenos lotes e, finalmente, pela produção em série (SOP).
Padrão JS Precision: 2 semanas para ajustes finos nas dimensões após T0, 4 semanas para fornecer um pequeno lote e 6 semanas para atingir o padrão de produção (SOP), o que é de 1 a 2 semanas mais rápido do que a média do setor.
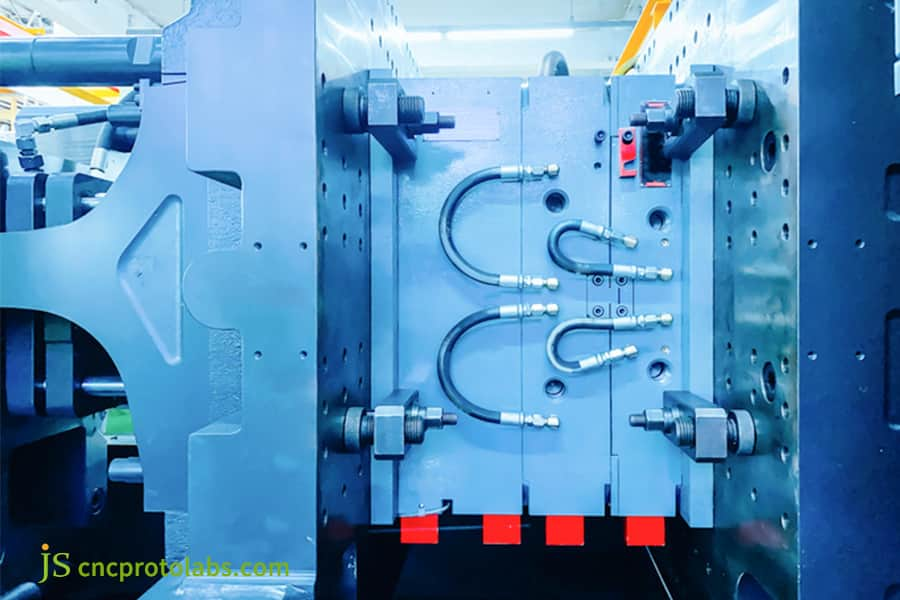
Figura 4: Uma visão detalhada de um molde de injeção de alta precisão, mostrando os conjuntos de pinos extratores e as mangueiras conectadas na linha de partição, indicando recursos avançados de ferramental.
Estudo de Caso da JS Precision: Painéis para Casas Inteligentes Alcançam 90% de Eliminação de Linhas de Solda e Acabamento Espelhado de Grau A
Apresentamos aqui algumas situações práticas e reais que demonstram a expertise tecnológica da JS Precision em moldagem por injeção de componentes eletrônicos. Esses exemplos mostram como auxiliamos nossos clientes a superar desafios na moldagem por injeção e a alcançar uma produção em massa eficiente.
Dificuldades encontradas:
O painel inteligente de uma empresa de casas inteligentes de alta gama apresenta três principais problemas:
A espessura de parede muito fina, de 0,8 mm, e o comprimento de 180 mm resultam em preenchimento insuficiente na extremidade oposta, a profundidade da linha de solda atinge 0,15 mm, enquanto o acabamento espelhado exigido é o SPI A-1, e a dureza da superfície de alto brilho é inferior a 1H, resultando em uma taxa de retrabalho de 28%.
Solução:
Após assumirmos o projeto, inicialmente empregamos a análise DFM e a análise de fluxo do modelo Moldflow, que nos ajudaram a localizar a raiz do problema com alta precisão e, portanto, a propor uma solução precisa:
- O aço para moldes S136 (HRC 52) é utilizado e temperado a vácuo para controlar a rugosidade da cavidade do molde para Ra 0,01 μm, de forma a obter um efeito de alto brilho.
- O método RHCM (Aquecimento-Resfriamento-Resfriamento) é implementado, no qual a superfície do molde é aquecida a 140°C antes do preenchimento e, posteriormente, resfriada muito rapidamente a 60°C após a manutenção da pressão, o que elimina completamente as linhas de solda.
- O canal de ventilação do molde foi projetado de forma otimizada como uma ventilação anular com 0,02 mm de profundidade e 8 mm de largura, a fim de evitar queimaduras durante o enchimento.
- O revestimento a vácuo PVD com uma espessura de 2 μm, adicionado à superfície, endurece-a para 3H, resolvendo assim o problema de riscos.
Lições e aprendizados com o fracasso:
O projeto deparou-se com três problemas que afetaram o seu progresso:
- O molde de teste T0 teve que ser descartado, pois o método RHCM não foi aplicado e, portanto, as linhas de solda ainda estavam visíveis. A principal conclusão é que, para componentes de paredes finas com alto brilho , a simulação do Moldflow deve ser feita com antecedência.
- O primeiro canal de escape era muito raso (0,008 mm), o que causou superaquecimento. Um corte mais profundo de 0,02 mm foi feito e um escape auxiliar também foi instalado.
- Uma etapa de limpeza incompleta antes da deposição física de vapor (PVD) causou a formação de corrosão por pite; portanto, a adição de uma etapa de limpeza dupla resultou na obtenção de um nível de adesão de grau 4B.
Em relação ao controle de custos, após 300.000 ciclos de moldagem, o aço NAK80 inicialmente utilizado apresentou riscos. A substituição do aço por S136 para realizar o reparo do molde resultou em um aumento de custo de US$ 2.000. Para projetos de alto brilho e grande volume, o uso do S136 será a opção mais econômica a longo prazo.
Resultado final:
A largura das linhas de solda foi minimizada para 0,01 mm (cerca de 90% delas foram eliminadas), o nível de dureza superficial atingiu 3H, a taxa de retrabalho foi de 4%, o tempo de ciclo para furo único foi reduzido de 45 segundos para 38 segundos e o rendimento melhorou de 72% para 96%. O processo de fabricação (T0 a SOP) foi concluído em apenas 5 semanas, 2 semanas antes do prazo previsto.
Feedback do cliente:
"O que mais nos agradou foi o relatório DFM da JS Precision, que não só identificou e mostrou claramente o risco potencial de marcas de contração devido à mudança brusca na espessura da parede no projeto original, como também recomendou um plano de alteração."
Dessa forma, não precisamos nos dar conta do problema somente após a confecção do molde. No geral, a duração do projeto foi reduzida em duas semanas, superando nossas expectativas." - Diretor de Design Estrutural da Marca
Seus produtos também apresentam problemas como linhas de solda, arranhões e desvios dimensionais? Envie os desenhos do seu produto para obter uma solução de processo gratuita semelhante a este estudo de caso, implemente seu projeto rapidamente e reduza custos.
Perguntas frequentes
Q1: Qual é a espessura mínima de parede que pode ser alcançada para invólucros eletrônicos?
Com a mais recente tecnologia de moldagem por injeção de precisão para eletrônicos, é possível obter uma espessura de parede de 0,5 mm de forma estável. Em casos de otimização específica, essa espessura pode ser reduzida para 0,3 mm, atendendo assim às exigências de dispositivos portáteis leves e finos, garantindo, ao mesmo tempo, resistência estrutural e precisão dimensional.
Q2: Quais são os defeitos mais comuns em uma superfície brilhante?
Os principais defeitos em superfícies brilhantes são linhas de solda e marcas de fluxo. Se a tecnologia RHCM for usada em conjunto com um molde de precisão bem projetado, as linhas de solda serão reduzidas para menos de 0,01 mm e as marcas de fluxo poderão ser totalmente eliminadas.
Q3: Quais são as principais diferenças entre as superfícies SPI A-1 e A-2?
A principal diferença reside no grau de polimento e na rugosidade. A-1 é polido com pasta de diamante (Ra 0,012 μm, acabamento espelhado), enquanto A-2 é polido primeiro com lixa fina e depois com pasta de diamante (Ra 0,025 μm, textura ligeiramente inferior).
Q4: Como evitar que a superfície brilhante seja arranhada durante a desmoldagem?
Para evitar riscos na superfície, aumente o ângulo de inclinação para ≥1,5° e substitua os pinos extratores por blocos extratores polidos. Isso não só garante que a rugosidade dos blocos extratores seja consistente com a da cavidade, como também torna a força de ejeção uniforme, evitando marcas.
Q5: Qual é a precisão necessária para posicionar uma porca de cobre na moldagem por injeção com inserto?
Com um molde de precisão, a exatidão de posicionamento da porca de cobre pode ser controlada em até 0,03 mm. Ela é fixada por um pino de posicionamento específico, e o encaixe perfeito é garantido pela detecção e pré-aquecimento da porca dentro do molde.
Q6: Qual é o foco principal dos parâmetros na análise DFM?
Basicamente, serve para avaliar a uniformidade da espessura da parede, prever marcas de contração, identificar a localização das linhas de solda e analisar a curva de pressão de preenchimento. Isso pode ajudar a detectar riscos de projeto antecipadamente e evitar a abertura e o retrabalho do molde.
Q7: Qual é a vida útil típica de um molde de injeção?
Os moldes eletrônicos feitos de aço S136 são capazes de suportar de 500.000 a 1.000.000 ciclos, enquanto os feitos de aço NAK80 têm uma vida útil de 200.000 ciclos. A escolha pode ser feita de acordo com a escala da produção em massa .
Q8: Qual é a quantidade mínima de pedido (MOQ) para a JS Precision?
A fase de protótipo suporta pequenos lotes de 100 peças, enquanto a produção em massa é recomendada para lotes de ≥5000 peças, o que pode reduzir os custos unitários de produção.
Resumo
Para produzir invólucros eletrônicos visualmente atraentes e altamente funcionais , sem abrir mão da precisão, produtividade e baixo custo, a combinação da tecnologia de moldagem por injeção com serviços profissionais de fornecedores permite obter um acabamento de alto brilho de grau A com paredes de apenas 0,5 mm de espessura, garantindo, ao mesmo tempo, estabilidade dimensional com CPK 1,33.
A JS Precision, como fornecedora confiável de peças moldadas sob medida, pode ajudá-lo a evitar equívocos sobre moldagem por injeção, controlar custos e acelerar o ritmo de produção. Entre em contato conosco imediatamente para obter seu relatório DFM gratuito e sugestões de otimização de custos, para que seus produtos eletrônicos se destaquem em termos de aparência e qualidade.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

