

Lo stampaggio a iniezione di componenti elettronici è una delle principali tecniche utilizzate nelle grandi linee di produzione che realizzano gli involucri elettronici che usiamo quotidianamente.
Oltre a consentire la produzione di componenti dalla forma precisa e dall'aspetto gradevole, questa tecnologia è anche in grado di renderli robusti. La tolleranza dimensionale degli alloggiamenti per componenti elettronici deve essere controllata entro 0,01 mm.
La tecnologia di rinfresco e raffreddamento (RHCM) è l'arma segreta per eliminare le linee di saldatura e ottenere una superficie lucida a specchio.
L'aspetto dei prodotti di elettronica di consumo è, di fatto, il fattore diretto che determina il valore del marchio; anche piccoli segni di restringimento e linee di saldatura possono causare difetti nei prodotti.
Quando il design di pareti molto sottili viene modificato per ragioni estetiche, i normali metodi di stampaggio a iniezione non sono più sufficienti. Lo stampaggio a iniezione di componenti elettronici rappresenta la soluzione principale a questo problema complesso.
Panoramica delle risposte principali
Elementi fondamentali | Breve descrizione della soluzione |
Superficie ad alta brillantezza | Stampaggio a ciclo termico rapido (RHCM) + acciaio per stampi NAK80/S136. |
Finitura testurizzata | Corrispondenza standard SPI (grado A/B/C) + trattamento antigraffio. |
Prevenzione dei difetti | Bilanciamento del canale caldo + Sistema di espulsione di precisione + Controllo dell'accuratezza di serraggio. |
Processi avanzati | Stampaggio a due componenti (stampaggio 2K) e stampaggio a inserto. |
Selezione dei fornitori | Capacità di analisi DFM + Controllo qualità dell'intero processo (IQC-OQC). |
Punti chiave
- La variazione dimensionale degli alloggiamenti elettronici deve essere mantenuta entro 0,01 mm per garantire il corretto assemblaggio e l'efficienza di schermatura.
- RHCM è un metodo di raffreddamento e riscaldamento rapido in grado di eliminare efficacemente le linee di saldatura e di conferire una finitura a specchio.
- La scelta di un fornitore dotato di capacità di trattamento superficiale SPI potrebbe comportare una riduzione delle spese per i successivi rivestimenti.
- JS Precision è in grado di fornire una gamma completa di servizi, dalla progettazione DFM degli stampi alla produzione di massa tramite integrazione verticale.
L'esperienza di JS Precision nello stampaggio a iniezione di componenti elettronici: perché è affidabile?
Affidandovi a JS Precision, potrete contare sulla massima professionalità e affidabilità del nostro servizio di realizzazione stampi. La nostra esperienza di 15 anni nel settore, testimoniata da progetti concreti e certificazioni di settore, è la nostra competenza.
JS Precision è ben più che semplicemente soddisfare i requisiti della norma ISO 13485:2016 per lo stampaggio a iniezione di dispositivi medici.
Inoltre, abbiamo realizzato progetti su misura per oltre 300 aziende di elettronica in diversi settori, tra cui smartphone, domotica e dispositivi medici portatili. Sappiamo davvero come affrontare le principali problematiche dello stampaggio a iniezione di involucri per componenti elettronici e proteggere i vostri progetti.
Ad esempio, come marchio di smartphone di fascia alta, potresti aver incontrato molte difficoltà con il progetto del mid-frame: lo spessore della parete di 0,6 mm, la finitura a specchio SPI A-1 e una resa produttiva industriale superiore al 98%.
Inizialmente, la collaborazione con diversi fornitori non ha risolto i problemi, poiché le linee di saldatura rimanevano visibili e la deviazione dimensionale superava gli 0,02 mm. Ciò non solo ha ritardato il ciclo di lancio, ma ha anche comportato un aumento dei costi.
In questo caso, JS Precision gestirà l'intero progetto: tramite l'analisi Moldflow, verrà ottimizzata la posizione del punto di iniezione, verrà adottato l'acciaio per stampi S136 e il processo RHCM, consentendovi di controllare le tolleranze dimensionali a 0,008 mm, riducendo la profondità della linea di saldatura a meno di 0,01 mm, stabilizzando la resa della produzione di massa al 99,2% e riducendo i costi di produzione per ogni singolo lotto di 2.000 dollari.
In sintesi, è possibile superare le difficoltà di cooperazione e ottenere un supporto stabile e duraturo per la produzione di massa.
Per voi, la proposta di valore di JS Precision risiede principalmente nel suo approccio "orientato al profitto":
Vi aiuteremo a ridurre i rischi di progettazione a partire dalla fase di analisi DFM e ad evitare le perdite dovute alle rilavorazioni successive alla realizzazione dello stampo, risparmiando così tempo e costi; grazie a un controllo qualità end-to-end, garantiamo la coerenza di ogni lotto di prodotto, con un CPK stabile di 1,33.
Grazie alla sua capacità di integrazione verticale, JS Precision può aiutarvi a ridurre il ciclo di sviluppo degli stampi a 4 settimane, il 30% più velocemente rispetto alla media del settore, consentendovi così di lanciare i vostri prodotti più rapidamente e di cogliere le opportunità di mercato.
Se riscontrate problemi relativi a precisione, resa o costi nello stampaggio a iniezione di involucri per componenti elettronici, non esitate a contattarci per un'analisi DFM gratuita. Mettiamo a vostra disposizione la nostra esperienza sul campo per aiutarvi a mitigare i rischi e ottimizzare le vostre soluzioni.
Perché lo stampaggio a iniezione è lo standard di settore per i contenitori di alta qualità nell'elettronica?
La produzione di componenti elettronici tramite stampaggio a iniezione non solo soddisfa i requisiti di resistenza alla fiamma UL94 V-0, ma è anche in grado di realizzare pareti molto sottili, con spessori compresi tra 0,5 e 1,5 mm, garantendo il massimo livello di uniformità dimensionale (CPK1.33) durante la produzione di massa.
Pertanto, è molto probabile che questa tecnologia possa diventare un nuovo standard industriale per la produzione di alloggiamenti per dispositivi elettronici di fascia alta, in quanto sfrutta lo stampaggio a iniezione a parete sottile per ottenere un'integrazione funzionale.
Lo stampaggio a iniezione a parete sottile potrebbe facilmente creare uno spessore minimo della parete di 0,5 mm per gli alloggiamenti elettronici
Lo stampaggio a iniezione a parete sottile significa che lo spessore della parete è inferiore a 1,0 mm e il rapporto L/T è superiore a 1,5, il che si traduce in una riduzione del peso del prodotto e in un risparmio sui costi. La tabella seguente mostra i principali parametri e vantaggi:
Articolo | Parametri specifici | Applicazioni tipiche | Requisiti fondamentali | Vantaggi per il cliente |
Spessore della parete standard | Minimo 0,5 mm, convenzionale 0,6-0,8 mm. | Cornice centrale per smartphone, cassa per orologio. | Rapporto L/T > 150 | Riduzione del peso del prodotto del 30%-50%. |
Requisiti dei materiali | Indice di fluidità a caldo MI del PC/ABS ≥ 18 g/10 min. | Tutti i tipi di contenitori per componenti elettronici. | Grado di resistenza alla fiamma UL94 V-0. | Riduzione dei costi dei materiali di circa il 20%. |
Requisiti delle attrezzature | Velocità di iniezione ≥ 300 mm/s, pressione di iniezione ≥ 200 MPa. | Prodotti di produzione di massa | Precisione dell'apparecchiatura ±0,01 mm | L'efficienza produttiva è aumentata del 25%. |
Tolleranza dimensionale | ±0,01-±0,03 mm | Componenti elettronici di precisione | CPK ≥ 1,33 | Il tasso di qualificazione all'assemblaggio è aumentato a oltre il 99%. |
L'integrazione funzionale riduce l'assemblaggio secondario: il perno di posizionamento a scatto e quello per il PCB sono integrati.
Grazie al metodo di stampaggio diretto, stampiamo le fibbie e i perni di posizionamento all'interno delle parti in plastica, eliminando così la necessità di saldatura a ultrasuoni e riducendo il costo unitario del 15-25%.
La tolleranza dell'accoppiamento della fibbia è di 0,05 mm, mentre quella della distanza tra i centri dei perni di posizionamento è di 0,03 mm. È molto importante rispettare l'angolo di sformo di 1°-2° e il raccordo alla radice R0,2-0,5 mm.
Mantenimento della stabilità dimensionale con un CPK di 1,33 nella produzione di massa
Il livello di qualità corrispondente a un CPK di 1,33 è del 99,993%. Implementando un controllo a circuito chiuso della temperatura dello stampo entro ±1°C ed effettuando campionamenti/test ogni 4 ore, riusciamo a limitare il tasso di ritiro allo 0,05% e la deviazione della ripetibilità dei parametri di stampaggio a iniezione al 2%, in modo da poter affermare con sicurezza che la produzione di massa è molto costante.
In parole semplici, significa che su 100.000 involucri per componenti elettronici prodotti , al massimo 6 potrebbero essere di scarsa qualità, con conseguente significativa riduzione dei costi di rilavorazione e di assistenza post-vendita.

Figura 1: Componente del pannello di controllo Siemens, stampato a iniezione, di colore bianco e blu, con schermo "INFO" e pulsanti di controllo.
Come ottimizzare lo stampo a iniezione per ottenere superfici lucide?
L'aspetto lucido degli alloggiamenti elettronici di prima qualità è determinato in gran parte dalla progettazione ottimizzata dello stampo a iniezione .
Sono richiesti, come requisito fondamentale , acciaio per stampi di grado NAK80 o S136, interfacciato con sistema di raffreddamento e riscaldamento rapido RHCM, canali di ventilazione multistadio e acciaio per stampi a iniezione conforme allo standard ASTM D3675-18 .
Confronto delle prestazioni di lucidatura tra gli acciai per stampi NAK80 e S136
La scelta dell'acciaio per stampi determina direttamente l'effetto lucido e la durata. Di seguito vengono confrontati i parametri principali:
Tipo di acciaio per stampi | Durezza | Grado di lucidatura | Rugosità superficiale Ra | Durata dello stampo | Scenari applicativi |
NAK80 | HRC 40-45 (pre-temprato) | SPI A-2 | 0,025 μm | < 200.000 stampi | Produzione in piccoli e medi lotti con finitura semilucida. |
S136 | HRC 50-52 (temprato) | SPI A-1 | 0,012 μm | > 500.000 stampi | Lucido, produzione di massa. |
Nel frattempo, NAK80 può rappresentare un'alternativa più economica per applicazioni di stampa semilucida a volumi medio-piccoli.
In sostanza, la S136 è un utensile "di lusso" molto robusto, in grado di realizzare superfici lucide per lungo tempo senza guasti, mentre la NAK80 è un utensile economicamente "accessibile" per produzioni di piccole e medie dimensioni. La scelta del modello giusto può offrire il miglior compromesso tra prestazioni e costi.
Parametri del processo RHCM (riscaldamento e raffreddamento rapido): Temperatura dello stampo 120-150℃
La tecnologia RHCM contribuisce a ridurre al minimo le linee di saldatura sul PC da 0,1 mm a meno di 0,01 mm portando il PC a una temperatura di 120-140℃ prima del riempimento e raffreddandolo poi rapidamente al di sotto di 60℃ dopo il mantenimento della pressione.
Richiede un regolatore di temperatura dello stampo ad alta temperatura e il ciclo di produzione si allunga di 5-10 secondi. È la scelta ideale per materiali come PC, PMMA e ABS.
Profondità del canale di scarico 0,01-0,03 mm per evitare bruciature
La bruciatura si verifica quando l'aria compressa diventa così calda (oltre i 250 °C) da carbonizzare la plastica. Il percorso di scarico deve essere posizionato nella saldatura e verso la fine del riempimento.
Lo spessore del PC dovrebbe essere di 0,01-0,02 mm, mentre per ABS/PP dovrebbe essere di 0,03 mm. Superare 0,05 mm causerà sbavature. Un'aspirazione insufficiente potrebbe far sì che la temperatura locale raggiunga oltre i 300℃.
Non sai quale acciaio per stampi scegliere per i tuoi prodotti lucidi? Contatta i nostri ingegneri per una consulenza gratuita sulla selezione dei componenti per stampi a iniezione ed evita i comuni errori di ottimizzazione degli stampi.

Figura 2: Un tecnico utilizza un calibro digitale per misurare con precisione un componente di uno stampo a iniezione di metallo su un banco da lavoro.
Quale finitura superficiale ottenuta tramite stampaggio a iniezione valorizza al meglio l'estetica del tuo dispositivo?
La finitura superficiale ottenuta mediante stampaggio a iniezione determina l'aspetto e la sensazione al tatto dei prodotti elettronici.
Una finitura a specchio lucida (SPI A-1) è adatta per pannelli per domotica di fascia alta (che necessitano di un rivestimento duro di 2H), mentre una texture opaca (MT-11010) è meno soggetta a graffi ed è quindi adatta per dispositivi portatili di livello industriale.
La finitura a specchio ad alta brillantezza SPI A-1 richiede che la finitura superficiale dello stampo non superi Ra 0,012 μm
Per raggiungere il livello SPI A-1, la lucidatura deve essere eseguita gradualmente con pasta diamantata (6μm→3μm→1μm).
L'acciaio dello stampo deve essere completamente sigillato e presentare una durezza HRC50; inoltre, non devono essere visibili graffi a 30°C con una luce di 500 lux. Il tempo di lucidatura è 3-5 volte più lungo rispetto alla classe A-3 e il costo è superiore del 40-60%.
MT-11010 intervallo di profondità della texture opaca: 20-50 μm
MT-11010 presenta una profondità di texture di 20-30 μm, mentre MT-11030 ha una profondità di 40-50 μm. Attraverso la mordenzatura chimica o il trattamento EDM, è possibile nascondere i segni di ritiro e di flusso. Maggiore è la profondità della texture, maggiore è la resistenza allo stampaggio, pertanto l'angolo di stampaggio deve essere compreso tra 3° e 5°.
Rivestimento indurente superficiale ad alta brillantezza: durezza ≥2H ottenuta con PVD o polimerizzazione UV.
Le superfici lucide sono piuttosto vulnerabili ai graffi e necessitano quindi di un rivestimento resistente. Un tipico rivestimento PVD ha uno spessore di 1-3 μm e un livello di durezza di 3H-5H.
Un rivestimento resistente ai raggi UV ha uno spessore di 5-10 μm e una durezza di 2H-3H, ideale per PC/PMMA. L'adesione dovrebbe essere almeno di 4B. Un PC non rivestito ha un livello di durezza HB, mentre uno rivestito può raggiungere 2-3H.
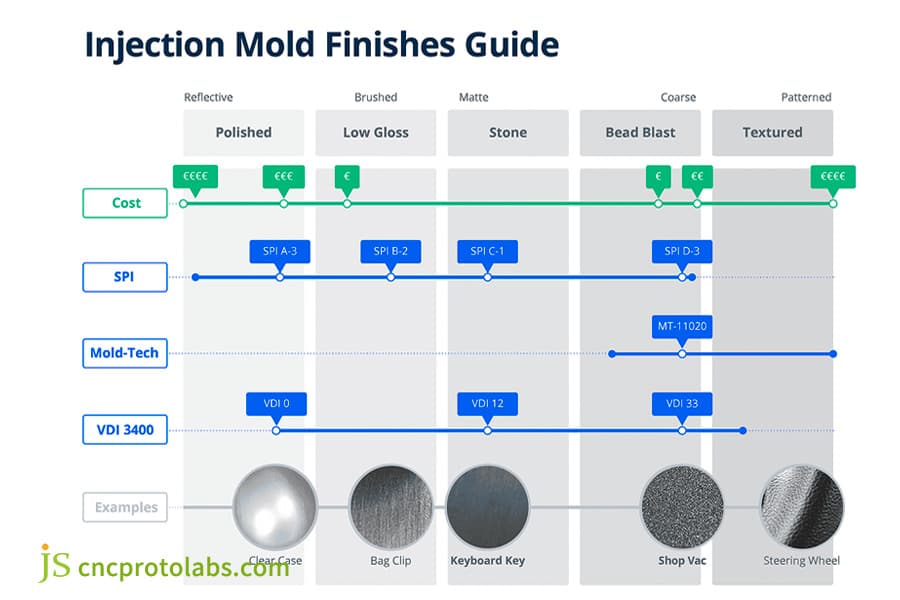
Figura 3: Un grafico completo che confronta diverse finiture superficiali degli stampi a iniezione, da lucida a testurizzata, con i relativi costi, gli standard SPI/VDI ed esempi di applicazioni reali.
Quali sono le differenze tra gli standard SPI per la finitura superficiale dei componenti elettronici?
Il trattamento superficiale dello stampaggio a iniezione elettronico dipende direttamente anche dalla finitura superficiale SPI . I vari gradi saranno associati a effetti e prezzi differenti:
SPI A-1 (Ra≤0,012μm) è il grado di finitura a specchio, B-1 (Ra 0,05μm) è il grado di finitura semilucida e C-1 (Ra 0,10μm) è il grado per superfici funzionali ruvide. SPI A è dal 40% al 60% più costoso di SPI C.
SPI A-1 a A-3: Standard speculari per prodotti elettronici di fascia alta
- A-1: Ra≤0,012μm, lucidato con pasta diamantata, perfetto per cover posteriori di smartphone e per il mercato aftermarket degli smartwatch, con il costo più elevato.
- A-2: Ra 0,025 μm, lucidato con carta vetrata fine e pasta diamantata, adatto per pannelli trasparenti in PC.
- A-3: Ra 0,05μm, lucidato con pietra ad olio fine e pasta diamantata, ideale per parti con finitura a specchio interna.
Il grado A richiede un'ispezione con lente d'ingrandimento 10x per verificare che la filettatura sia priva di imperfezioni e che il cannocchiale sia esente da peli e difetti.
SPI B-1 a B-3: Finitura semilucida e un buon equilibrio nel costo
- B-1: lucidato con carta vetrata a grana 600, Ra 0,05μm, stessa superficie del pannello Smart Home, ma con un costo inferiore del 30-40% rispetto al grado A.
- B-2: lucidata con carta vetrata a grana 400, Ra 0,10μm, la superficie del corpo del telecomando.
- B-3: lucidata con carta vetrata a grana 320, Ra 0,15μm, la superficie del pulsante Funzione.
SPI C-1 a C-3: Finitura grezza sulle aree funzionali
Le superfici di grado C sono utilizzate per le parti funzionali interne, presentano una bassa forza di sformatura e il ciclo di lavorazione dello stampo è più breve di oltre il 50% rispetto a quello del grado A. I parametri specifici sono riportati nella tabella seguente:
Grado SPI | Metodo di elaborazione | Rugosità superficiale Ra | Scenari applicativi | Ciclo di lavorazione degli stampi |
C-1 | mola a grana 320 | 0,18 μm | Parete interna del vano batteria. | 5-7 giorni |
C-2 | mola a grana 240 | 0,25 μm | parti strutturali interne. | 3-5 giorni |
C-3 | mola a grana 120 | 0,35 μm | Dissipatori di calore, griglie di ventilazione. | 1-3 giorni |
Scarica il modulo standard SPI per le finiture superficiali per individuare rapidamente la soluzione più adatta alle esigenze del tuo prodotto. Puoi anche consultare gratuitamente le nostre soluzioni di trattamento superficiale per trovare il giusto equilibrio tra texture e costo.
In che modo i componenti critici degli stampi a iniezione prevengono i difetti superficiali?
Uno dei principali problemi nello stampaggio a iniezione di involucri per componenti elettronici è la formazione di difetti superficiali. Una progettazione accurata dei componenti stampati a iniezione è il fattore principale per prevenirli.
Ad esempio, il controllo della sequenza di azionamento dell'ago della valvola a canale caldo, unitamente a un sistema di espulsione di alta precisione e al movimento sincronizzato dei pilastri e delle boccole di guida, sono i fattori principali che determinano la qualità superficiale del prodotto.
Il controllo della sequenza dell'ago della valvola a canale caldo contribuisce a ridurre i segni di flusso
Un sistema a canale caldo comprende un collettore, diversi ugelli caldi e perni di valvola. Per ridurre i segni di flusso e diminuire la pressione di iniezione del 10-15%, è possibile aprire i perni di valvola in sequenza (con un ritardo da 0,1 a 0,5 secondi, chiudendoli quando lo stampo è riempito al 95%).
Lo spazio tra il perno della valvola e l'otturatore deve essere di 0,005 mm e l'anello di tenuta viene normalmente sostituito ogni 100.000 cicli di stampaggio.
Il passaggio dai perni di espulsione ai blocchi superiori e alle piastre di spinta elimina completamente i segni dei perni di espulsione.
Solitamente, i segni lasciati dai perni di espulsione derivano dall'elevatissima pressione unitaria esercitata da tali perni. Ora, li sostituiamo con blocchi di espulsione (area ≥ 20 mm²) o piastre di spinta.
La smussatura del blocco di espulsione è R0,2-0,5 mm, la corsa della piastra di spinta è la distanza di sformatura + 10 mm e la rugosità del blocco di espulsione è la stessa della cavità (Ra≤0,025 μm, punto di ancoraggio dati).
Gioco tra perno guida e manicotto guida ≤ 0,02 mm per evitare la formazione di bave
Le bave possono essere causate da un gioco tra le superfici di separazione > 0,02 mm. Per i pilastri e le boccole di guida utilizziamo materiali di altissima precisione MISUMI. Il gioco di accoppiamento è di 0,01-0,02 mm e la perpendicolarità è di 0,01 mm/100 mm. Inoltre, l'usura viene verificata ogni 100.000 cicli di stampaggio.
Come scegliere i servizi di stampaggio a iniezione avanzati per contenitori multimateriale?
Gli alloggiamenti elettronici multimateriale richiedono un livello più elevato di servizi di stampaggio a iniezione, nonché servizi a valore aggiunto come lo stampaggio a iniezione bicolore, lo stampaggio a iniezione con inserti e il rivestimento di schermatura EMI, in grado di soddisfare requisiti ancora più complessi.
La resistenza interfacciale tra il policarbonato rigido bicolore stampato a iniezione e il polietilene tereftalato flessibile è di 4 MPa.
Lo stampaggio a iniezione bicolore richiede una macchina a iniezione rotativa a doppio stadio (precisione di posizionamento 0,02 mm, punti di ancoraggio dati).
Le combinazioni più utilizzate sono PC/ABS+TPE e ABS+TPU, con una resistenza di adesione di 4 MPa (standard ISO 36). Inoltre, l'incastro a coda di rondine può aumentare la resistenza fino a 6 MPa.
Forza necessaria per estrarre il dado in rame stampato a iniezione: 50 N
Il processo di stampaggio a iniezione degli inserti sarà il seguente:
Posizionamento del dado, chiusura dello stampo, iniezione, raffreddamento, espulsione. Le forze di estrazione dei dadi zigrinati M1.6-M3 saranno M250N e M380N (standard USCAR 12, punto di ancoraggio dati). La precisione di posizionamento è di 0,03 mm. Inoltre, i dadi devono essere preriscaldati a 80-120℃.
Spessore del rivestimento di schermatura EMI: 10-15 μm, efficacia di schermatura ≥30 dB
Il rivestimento di schermatura EMI è uno dei servizi più significativi e preziosi che utilizza una vernice conduttiva a base di rame e argento, con uno spessore del film di 10-15 μm, una resistività volumetrica di ≤0,1 Ω·cm, un'efficacia di schermatura di 30 dB (attenuazione del 99,9%) e un grado di adesione di 4B.
Copre tutte le superfici interne ed è fondamentale per rafforzare la competitività dei servizi offerti dai fornitori di componenti stampati su misura.
Come scegliere un fornitore affidabile di componenti stampati su misura per progetti complessi?
L'aggiudicazione di complessi progetti di involucri elettronici dipende dalla scelta di un fornitore affidabile di componenti stampati su misura . Fondamentalmente, la valutazione si basa sulla qualità del DFM (Design for Manufacturing), sull'intero sistema di gestione della qualità e sul controllo del ciclo produttivo.
Il rapporto DFM deve essere supportato dall'analisi Moldflow e includere la compensazione del ritiro.
Un report DFM deve includere l'analisi 3D, lo spessore delle pareti, i segni di ritiro, le linee di saldatura e la pressione di riempimento. Moldflow deve essere conforme ai seguenti criteri:
Tempo di riempimento < 1,5 secondi, caduta di pressione < 80% della pressione di iniezione massima, compensazione del ritiro PC 0,5-0,7%, ABS 0,4-0,6%, nessuna compensazione per deviazioni dimensionali lievi 0,1 mm.
Ispezione del primo articolo (FAI) e controllo del processo SPC
Requisiti per il controllo qualità dell'intero processo:
- Test IQC Contenuto di umidità della plastica: 0,02%.
- IPQC misura le dimensioni ogni 2 ore e registra i parametri ogni 4 ore.
- FAI misura 50-100 dimensioni.
- SPC esegue un'ispezione completa sulle dimensioni con CPK <1,33.
- OQC si attiene agli standard AQL di livello II.
Prova prototipo dello stampo (T0) fino all'avvio della produzione (SOP): ciclo standard di 4-6 settimane.
Il programma di produzione di massa prevede innanzitutto lo stampaggio di prova T0, seguito dalle modifiche T1-T3 , quindi la produzione di prova in piccoli lotti e infine la produzione standard (SOP).
Standard JS Precision: 2 settimane per la messa a punto delle dimensioni dopo T0, 4 settimane per la fornitura di un piccolo lotto e 6 settimane per raggiungere la produzione operativa standard (SOP), ovvero 1-2 settimane più veloce della media del settore.
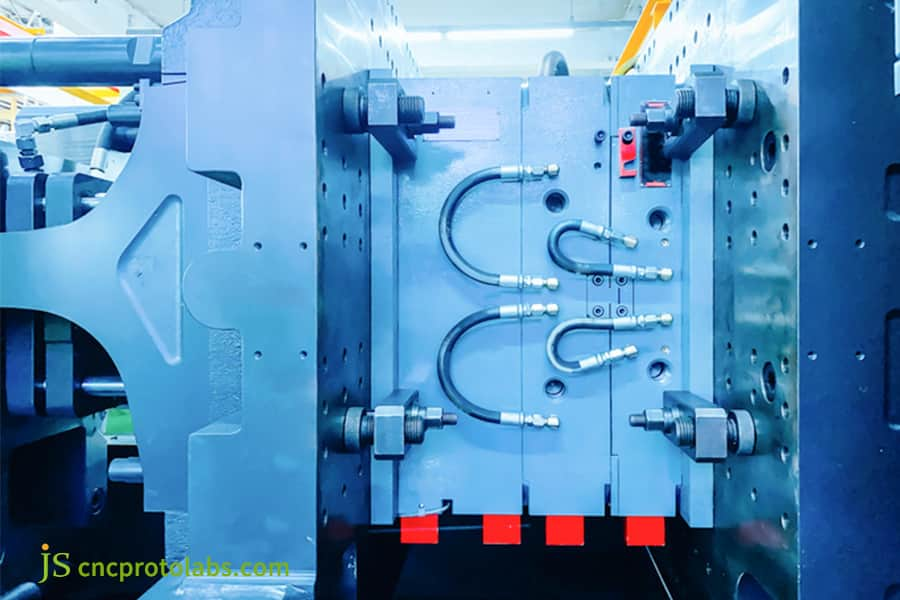
Figura 4: Vista dettagliata di uno stampo a iniezione di alta precisione, che mostra i gruppi di perni di espulsione e i tubi flessibili collegati sulla linea di separazione, a indicare le capacità avanzate dell'attrezzatura.
Caso di studio JS Precision: i pannelli per la casa intelligente raggiungono il 90% di eliminazione delle linee di saldatura e una finitura a specchio di grado A.
Ecco alcuni esempi pratici e concreti che dimostrano le competenze tecnologiche di JS Precision nello stampaggio a iniezione di componenti elettronici. Questi esempi mostrano come abbiamo aiutato i clienti a superare le problematiche legate allo stampaggio a iniezione e a raggiungere una produzione di massa efficiente.
Difficoltà riscontrate:
Il pannello di controllo intelligente di un'azienda di domotica di fascia alta presenta tre principali punti critici:
Lo spessore della parete molto sottile di 0,8 mm e la lunghezza di 180 mm comportano un riempimento insufficiente all'estremità, la profondità della linea di saldatura raggiunge 0,15 mm mentre è richiesta una finitura a specchio SPI A-1 e la durezza della superficie lucida è inferiore a 1H, con conseguente tasso di rilavorazione del 28%.
Soluzione:
Dopo aver preso in carico il progetto, abbiamo inizialmente utilizzato l'analisi DFM e l'analisi del flusso del modello Moldflow, che ci hanno permesso di individuare la radice del problema con elevata precisione e quindi di proporre una soluzione precisa:
- Viene utilizzato acciaio per stampi S136 (HRC 52) temprato sottovuoto per controllare la rugosità della cavità dello stampo a Ra 0,01 μm, in modo da ottenere un effetto lucido elevato.
- Il metodo RHCM (riscaldamento-raffreddamento-raffreddamento) prevede che la superficie dello stampo venga riscaldata a 140℃ prima del riempimento e successivamente raffreddata molto rapidamente a 60℃ dopo aver mantenuto la pressione, eliminando completamente le linee di saldatura.
- La scanalatura di sfiato dello stampo è stata progettata in modo ottimale come uno sfiato anulare di 0,02 mm di profondità e 8 mm di larghezza per evitare bruciature durante il riempimento.
- Il rivestimento sottovuoto PVD con uno spessore di 2 μm, applicato sulla superficie, la indurisce fino a raggiungere una durezza di 3H, risolvendo così il problema dei graffi.
Lezioni e insegnamenti tratti dal fallimento:
Il progetto ha incontrato tre problemi che ne hanno ostacolato l'avanzamento:
- Lo stampo di prova T0 ha dovuto essere scartato poiché il metodo RHCM non era stato applicato e quindi le linee di saldatura erano ancora visibili. Il punto fondamentale è che per i componenti a parete sottile e ad alta lucentezza la simulazione Moldflow dovrebbe essere eseguita in anticipo.
- Il primo canale di scarico era troppo superficiale (0,008 mm), il che ha causato bruciature. È stato quindi effettuato un taglio più profondo di 0,02 mm ed è stato installato anche uno scarico ausiliario.
- Una fase di pulizia incompleta prima del PVD ha causato la formazione di vaiolature; pertanto, l'aggiunta di una doppia fase di pulizia ha permesso di raggiungere un livello di adesione di grado 4B.
Per quanto riguarda il controllo dei costi, dopo 300.000 cicli di stampaggio, l'acciaio NAK80 inizialmente utilizzato ha sviluppato dei graffi. La sostituzione dell'acciaio con S136 per effettuare la riparazione dello stampo ha comportato un aumento dei costi di 2.000 dollari. Per progetti ad alta brillantezza e ad alto volume, l'utilizzo di S136 risulterà l'opzione più conveniente a lungo termine.
Risultato finale:
La larghezza delle linee di saldatura è stata ridotta al minimo a 0,01 mm (circa il 90% di esse è stato eliminato), il livello di durezza superficiale ha raggiunto 3H e il tasso di rilavorazione è stato del 4%, il tempo di ciclo per il singolo foro è stato ridotto da 45 secondi a 38 secondi e la resa è migliorata dal 72% al 96%, il passaggio da T0 a SOP è stato completato in sole 5 settimane, 2 settimane prima del tempo previsto.
Feedback dei clienti:
"L'aspetto che ci ha maggiormente soddisfatto è stato il report DFM di JS Precision, che non solo ha identificato e mostrato chiaramente il potenziale rischio di segni di ritiro dovuti al brusco cambiamento di spessore della parete nel progetto originale, ma ha anche raccomandato un piano di modifica."
In questo modo, non ci siamo resi conto del problema solo dopo la realizzazione dello stampo. Nel complesso, la durata del progetto è stata ridotta di due settimane rispetto alle nostre previsioni.” - Direttore del design strutturale del marchio
Anche i vostri prodotti presentano problemi come linee di saldatura, graffi e deviazioni dimensionali? Inviateci i disegni dei vostri prodotti per ottenere una soluzione di processo gratuita simile a questo caso di studio, implementare rapidamente il progetto e ridurre i costi.
FAQ
D1: Qual è lo spessore minimo delle pareti che si può ottenere per gli involucri dei componenti elettronici?
Grazie alla più recente tecnologia di stampaggio a iniezione di precisione per l'elettronica, è possibile ottenere stabilmente uno spessore della parete di 0,5 mm e, in caso di ottimizzazione specifica, ridurlo a 0,3 mm, soddisfacendo così le esigenze di dispositivi portatili leggeri e sottili e garantendo al contempo resistenza strutturale e precisione dimensionale.
D2: Quali sono i difetti più comuni su una superficie lucida?
I difetti principali sulle superfici lucide sono le linee di saldatura e i segni di flusso. Se si utilizza la tecnologia RHCM insieme a uno stampo di precisione ben progettato, le linee di saldatura saranno ridotte a meno di 0,01 mm e i segni di flusso potranno essere completamente eliminati.
D3: Quali sono le principali differenze tra le superfici SPI A-1 e A-2?
La differenza principale risiede nel grado di lucidatura e nella rugosità. A-1 è lucidato con pasta diamantata (Ra 0,012 μm, finitura a specchio), mentre A-2 è lucidato prima con carta vetrata fine e poi con pasta diamantata (Ra 0,025 μm, con una texture leggermente inferiore).
D4: Come evitare che la superficie lucida si graffi durante la sformatura?
Per evitare graffi sulla superficie, aumentare l'angolo di sformo a ≥1,5° e sostituire i perni di espulsione con blocchi di espulsione lucidati. Ciò non solo garantisce che la rugosità dei blocchi di espulsione sia uniforme con quella della cavità, ma uniforma anche la forza di espulsione, evitando così la formazione di segni.
D5: Qual è la precisione richiesta per il posizionamento di un dado in rame nello stampaggio a iniezione con inserti?
Grazie a uno stampo di precisione, è possibile controllare l'accuratezza di posizionamento del dado in rame fino a 0,03 mm. Il fissaggio avviene tramite un perno di posizionamento specifico e l'accoppiamento preciso è garantito dal rilevamento in-mold e dal preriscaldamento del dado.
D6: Qual è l'obiettivo principale dei parametri nell'analisi DFM?
L'obiettivo principale è valutare l'uniformità dello spessore delle pareti, prevedere i segni di ritiro, identificare la posizione delle linee di saldatura e analizzare la curva di pressione di riempimento. Questo può aiutare a individuare in anticipo i rischi di progettazione ed evitare l'apertura dello stampo e le relative rilavorazioni.
D7: Quanto dura in genere uno stampo a iniezione?
Gli stampi elettronici realizzati in acciaio S136 sono in grado di sopportare da 500.000 a 1.000.000 di cicli, mentre quelli realizzati in acciaio NAK80 hanno una durata di 200.000 cicli. In base alla scala della produzione di massa , la scelta può essere effettuata di conseguenza.
D8: Qual è la quantità minima d'ordine (MOQ) per JS Precision?
La fase di prototipazione supporta piccoli lotti di 100 pezzi, mentre per la produzione di massa si consiglia un lotto di almeno 5000 pezzi, il che può ridurre i costi unitari di produzione.
Riepilogo
Per realizzare involucri elettronici esteticamente gradevoli e altamente funzionali , senza rinunciare a precisione, produttività e bassi costi, la combinazione della tecnologia di stampaggio a iniezione per l'elettronica con i servizi di fornitori professionali consente di ottenere una finitura lucida di alta qualità con pareti sottili di 0,5 mm e, al contempo, di garantire la stabilità dimensionale con un CPK di 1,33.
JS Precision, in qualità di fornitore affidabile di componenti stampati su misura, può aiutarvi a evitare i falsi miti sullo stampaggio a iniezione, a controllare i costi e ad accelerare i tempi di produzione. Contattateci subito per ottenere il vostro report DFM gratuito e suggerimenti per l'ottimizzazione dei costi, per far sì che i vostri prodotti elettronici si distinguano per estetica e qualità.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

