

Le moulage par injection de composants électroniques est l'une des principales techniques utilisées sur les grandes chaînes de production qui fabriquent les boîtiers électroniques que nous utilisons quotidiennement.
Outre sa capacité à produire des pièces aux formes précises et à l'aspect esthétique, ce procédé permet également de garantir leur robustesse. La tolérance dimensionnelle des boîtiers électroniques doit être inférieure à 0,01 mm.
La technologie de rafraîchissement et de refroidissement (RHCM) est l'arme secrète pour éliminer les lignes de soudure et produire une surface miroir brillante.
L'aspect des produits électroniques grand public est, en réalité, le facteur déterminant direct de la valeur de la marque ; même de très petites marques de retrait et des lignes de soudure peuvent engendrer des défauts dans les produits.
Lorsque la conception de parois très fines est modifiée pour des raisons esthétiques, les méthodes de moulage par injection classiques ne suffisent plus. Le moulage par injection pour l'électronique est la principale solution à ce problème complexe.
Aperçu des réponses principales
Éléments fondamentaux | Description succincte de la solution |
Surface très brillante | Moulage à cycle thermique rapide (RHCM) + acier à moule NAK80/S136. |
Finition texturée | Correspondance standard SPI (Grade A/B/C) + Traitement anti-rayures. |
Prévention des défauts | Équilibrage des canaux chauds + Système d'éjection de précision + Contrôle de la précision de serrage. |
Procédés avancés | Moulage en deux parties (moulage 2K) et surmoulage. |
Sélection des fournisseurs | Capacité d'analyse DFM + Contrôle qualité complet du processus (IQC-OQC). |
Points clés à retenir
- Les variations dimensionnelles des boîtiers électroniques doivent être maintenues à 0,01 mm près afin de garantir leur bon assemblage et l'efficacité de leur blindage.
- Le RHCM est une méthode de refroidissement et de chauffage rapide qui permet d'éliminer efficacement les lignes de soudure et d'obtenir une finition miroir.
- Choisir un fournisseur capable de réaliser des traitements de surface SPI pourrait permettre de réduire les coûts liés aux revêtements ultérieurs.
- JS Precision propose une gamme complète de services, allant de la conception de moules DFM à la production en série grâce à une intégration verticale.
L'expérience de JS Precision dans le moulage par injection électronique : pourquoi est-elle digne de confiance ?
Choisir JS Precision, c'est l'assurance d'un service de fabrication de moules professionnel et fiable, en toute sérénité. Forts de 15 ans d'expérience dans le secteur, nous avons fait nos preuves grâce à des projets concrets et des certifications reconnues.
JS Precision est loin de se contenter de satisfaire aux exigences de la norme ISO 13485:2016 relative au moulage par injection de dispositifs médicaux.
De plus, nous avons réalisé des projets sur mesure pour plus de 300 entreprises d'électronique dans divers secteurs, notamment les smartphones, la domotique et les dispositifs médicaux portables. Nous maîtrisons parfaitement les principales difficultés liées au moulage par injection de boîtiers électroniques et savons comment protéger vos projets.
Par exemple, en tant que marque de smartphones haut de gamme, vous avez peut-être rencontré de nombreuses difficultés avec le projet de châssis moyen : l’épaisseur de paroi de 0,6 mm, la finition miroir SPI A-1 et un rendement de production industrielle supérieur à 98 %.
Le recours initial à différents fournisseurs n'a pas permis de résoudre les problèmes, car des lignes de soudure persistaient et l'écart dimensionnel dépassait 0,02 mm. Cela a non seulement retardé le lancement, mais a également engendré des coûts supplémentaires.
Ici, JS Precision gérera l'intégralité de votre projet. Grâce à l'analyse Moldflow, l'emplacement de la porte d'injection sera optimisé, l'acier à moule S136 et le procédé RHCM seront adoptés. Vous pourrez contrôler les tolérances dimensionnelles à 0,008 mm, la profondeur de la ligne de soudure sera réduite à moins de 0,01 mm, le rendement de production en série sera stabilisé à 99,2 % et le coût de production pour chaque lot sera réduit de 2 000 $.
En résumé, vous pouvez vous affranchir des difficultés de coopération et obtenir un soutien stable et durable à la production de masse.
Pour vous, la proposition de valeur de JS Precision réside principalement dans son approche « axée sur le profit » :
Nous vous aiderons à réduire les risques de conception dès l'étape d'analyse DFM et à éviter les pertes liées aux retouches après la fabrication du moule, ce qui vous permettra de gagner du temps et de réduire les coûts ; grâce à un contrôle qualité de bout en bout, la constance de chaque lot de produits est garantie, et avec un CPK stable de 1,33.
En exploitant ses capacités de service intégrées verticalement, JS Precision peut également vous aider à raccourcir votre cycle de développement de moules à 4 semaines, soit 30 % plus rapidement que la moyenne du secteur, permettant ainsi de lancer vos produits plus rapidement et de saisir les opportunités du marché.
Si vous rencontrez des difficultés liées à la précision, au rendement ou au coût du moulage par injection de boîtiers électroniques, n'hésitez pas à nous contacter pour obtenir un rapport d'analyse DFM gratuit. Forts de notre expérience, nous vous aiderons à minimiser les risques et à optimiser vos solutions.
Pourquoi le moulage par injection est-il devenu la norme industrielle pour les boîtiers haut de gamme ?
Le moulage par injection de composants électroniques permet non seulement de répondre aux exigences ignifuges UL94 V-0, mais aussi de produire des parois très fines d'une épaisseur de 0,5 à 1,5 mm et d'assurer le plus haut niveau de régularité dimensionnelle de CPK1,33 lors de la production en série.
Il est donc fort probable que cette technologie devienne une nouvelle norme industrielle pour la production de boîtiers électroniques haut de gamme, car elle tire parti du moulage par injection à parois minces pour parvenir à une intégration fonctionnelle.
Le moulage par injection de parois minces permettrait facilement de créer des boîtiers électroniques d'une épaisseur minimale de 0,5 mm.
Le moulage par injection à paroi mince signifie que l'épaisseur de paroi est inférieure à 1,0 mm et que le rapport L/T est supérieur à 1,5, ce qui permet d'alléger le produit et de réaliser des économies. Le tableau ci-dessous présente les principaux paramètres et avantages :
Article | Paramètres spécifiques | Applications typiques | Exigences de base | Avantages pour le client |
Norme d'épaisseur de paroi | Minimum 0,5 mm, conventionnel 0,6-0,8 mm. | Cadre central de smartphone, boîtier de montre. | Rapport L/T > 150 | Réduction du poids du produit de 30 à 50 %. |
Exigences matérielles | Indice de fluidité à chaud PC/ABS MI ≥ 18 g/10 min. | Tous types de boîtiers électroniques. | Ignifugé de grade UL94 V-0. | Coût des matériaux réduit d'environ 20 %. |
Exigences en matière d'équipement | Vitesse d'injection ≥ 300 mm/s, pression d'injection ≥ 200 MPa. | produits de production de masse | Précision de l'équipement ±0,01 mm | L'efficacité de la production a augmenté de 25 %. |
Tolérance dimensionnelle | ±0,01-±0,03 mm | Composants électroniques de précision | CPK ≥ 1,33 | Le taux de qualification des assemblages a augmenté pour atteindre plus de 99 %. |
L'intégration fonctionnelle réduit l'assemblage secondaire : le système d'encliquetage et le support de positionnement du circuit imprimé sont intégrés.
Grâce à la méthode de moulage direct, nous moulons les boucles et les goupilles de positionnement à l'intérieur des pièces en plastique, ce qui élimine le besoin de soudage par ultrasons et permet de réduire le coût unitaire de 15 à 25 %.
La tolérance de l'ajustement de la boucle est de 0,05 mm et celle de l'entraxe des goupilles de positionnement est de 0,03 mm. Il est très important de respecter l'angle de dépouille de 1° à 2° et le congé de raccordement de 0,2 à 0,5 mm.
Maintien de la stabilité dimensionnelle avec un CPK de 1,33 en production de masse
Le niveau de qualité correspondant à un CPK de 1,33 est de 99,993 %. Grâce à une régulation en boucle fermée de la température du moule à ±1 °C près et à des contrôles d'échantillonnage/tests toutes les 4 heures, nous parvenons à limiter le taux de retrait à 0,05 % et la répétabilité des paramètres de moulage par injection à 2 %, ce qui nous permet d'affirmer avec confiance que la production en série est très homogène.
En termes simples, cela signifie que sur 100 000 boîtiers électroniques produits , au maximum 6 pourraient être de mauvaise qualité, ce qui permettra de réduire considérablement les coûts de retouche et d'après-vente.

Figure 1 : Un composant de panneau de commande Siemens moulé par injection blanc et bleu avec un écran « INFO » et des boutons de commande.
Comment optimiser l'outillage de moulage par injection pour les surfaces brillantes ?
L'aspect brillant des boîtiers électroniques haut de gamme est largement déterminé par la conception optimisée de l'outil de moulage par injection .
L'acier à moule de qualité NAK80 ou S136, associé à un système de refroidissement et de chauffage rapide RHCM, à des canaux de ventilation à plusieurs étages et à la norme d'acier à moule d'injection ASTM D3675-18, est une exigence primordiale.
Comparaison des performances de polissage des aciers à outils NAK80 et S136
Le choix de l'acier du moule détermine directement l'effet brillant et la durée de vie. Les principaux paramètres sont comparés ci-dessous :
Type d'acier à moule | Dureté | Qualité de polissage | Rugosité de surface Ra | Durée de vie du moule | Scénarios d'application |
NAK80 | Dureté Rockwell C 40-45 (pré-trempé) | SPI A-2 | 0,025 μm | < 200 000 moules | Production en petites et moyennes séries, finition semi-brillante. |
S136 | HRC 50-52 (trempé) | SPI A-1 | 0,012 μm | > 500 000 moules | Production de masse à haute brillance. |
Par ailleurs, le NAK80 peut servir d'alternative plus économique pour les applications semi-brillantes de volumes moyens à faibles.
En résumé, la S136 est un outil haut de gamme très robuste, capable de produire des surfaces ultra-brillantes durablement, tandis que la NAK80 est un outil économiquement viable pour les petites et moyennes productions. Le choix judicieux du modèle permet d'obtenir le meilleur compromis entre performance et coût.
Paramètres du procédé RHCM (chauffage et refroidissement rapides) : Température du moule : 120-150 °C
La technologie RHCM permet de minimiser les lignes de soudure sur le PC de 0,1 mm à moins de 0,01 mm en portant le PC à une température de 120-140 °C avant le remplissage, puis en le refroidissant rapidement à moins de 60 °C après le maintien de la pression.
Elle nécessite un régulateur de température de moule haute température et le cycle de production est allongé de 5 à 10 secondes. Elle est parfaitement adaptée aux matériaux PC, PMMA et ABS.
Profondeur du canal d'échappement : 0,01 à 0,03 mm pour éviter les brûlures.
Le phénomène de brûlure se produit lorsque l'air comprimé atteint une température si élevée (supérieure à 250 °C) qu'il carbonise le plastique. Le conduit d'évacuation des gaz doit être positionné dans le cordon de soudure, vers l'extrémité du remplissage.
L'épaisseur de la couche de polycarbonate (PC) doit être de 0,01 à 0,02 mm, tandis que pour l'ABS/PP, elle doit être de 0,03 mm. Un dépassement de 0,05 mm entraînera des bavures. Une évacuation insuffisante peut faire grimper la température locale au-delà de 300 °C.
Vous hésitez sur le choix de l'acier à mouler pour vos produits à haute brillance ? Contactez nos ingénieurs pour obtenir des conseils gratuits sur le choix des composants de moules d'injection et éviter les erreurs courantes d'optimisation.

Figure 2 : Un technicien utilise un pied à coulisse numérique pour mesurer avec précision un composant de moule d'injection métallique sur un établi.
Quel type de finition de surface par moulage par injection met le mieux en valeur l'esthétique de votre appareil ?
La finition de surface obtenue par moulage par injection détermine l'aspect et le toucher des produits électroniques.
Une finition miroir brillante (SPI A-1) convient aux panneaux haut de gamme pour la maison intelligente (qui nécessiteront un revêtement dur de 2H), tandis qu'une texture mate (MT-11010) est moins sujette aux rayures et convient donc aux appareils portables de qualité industrielle.
La finition miroir haute brillance SPI A-1 exige que la rugosité de surface du moule ne dépasse pas Ra 0,012 μm.
Afin d’obtenir SPI A-1, le polissage doit être effectué progressivement avec une pâte diamantée (6μm→3μm→1μm).
L'acier du moule doit être parfaitement étanche et présenter une dureté HRC50. De plus, aucune rayure ne doit être visible à 30 °C sous un éclairage de 500 lux. Le temps de polissage est 3 à 5 fois plus long que pour un acier A-3, et le coût est 40 à 60 % plus élevé.
Plage de profondeur de texture mate MT-11010 : 20-50 µm
Le MT-11010 présente une profondeur de texture de 20 à 30 µm, et le MT-11030, de 40 à 50 µm. Le traitement par gravure chimique ou par électroérosion permet de masquer les marques de retrait et d'écoulement. Plus la texture est profonde, plus la résistance au démoulage est élevée ; l'angle de démoulage doit donc être compris entre 3° et 5°.
Revêtement durcissant de surface à haute brillance : dureté ≥ 2H obtenue par polymérisation PVD ou UV
Les surfaces très brillantes sont particulièrement sensibles aux rayures et nécessitent donc un revêtement durable. Un revêtement PVD classique a une épaisseur de 1 à 3 µm et une dureté de 3H à 5H.
Un revêtement dur UV a une épaisseur de 5 à 10 µm et une dureté de 2H à 3H, idéale pour le PC/PMMA. L'adhérence doit être d'au moins 4B. Un PC non revêtu a une dureté de HB, tandis qu'un PC revêtu peut atteindre 2H à 3H.
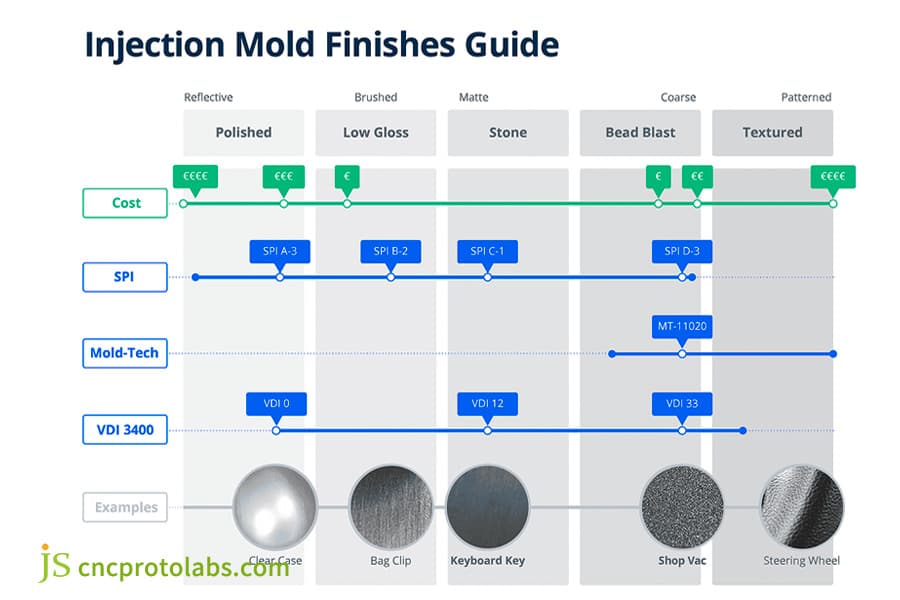
Figure 3 : Un tableau complet comparant différentes finitions de surface de moules d'injection, du poli au texturé, avec les coûts associés, les normes SPI/VDI et des exemples d'applications réelles.
Quelles sont les différences entre les normes de finition de surface SPI pour l'électronique ?
Le traitement de surface par moulage par injection électronique dépend directement de la finition de surface SPI . Différentes qualités de finition offrent différents effets et tarifs.
La qualité SPI A-1 (Ra ≤ 0,012 μm) correspond à une finition miroir, la qualité B-1 (Ra ≤ 0,05 μm) à une finition semi-brillante et la qualité C-1 (Ra ≤ 0,10 μm) aux surfaces fonctionnelles rugueuses. La qualité SPI A est 40 à 60 % plus chère que la qualité SPI C.
Normes SPI A-1 à A-3 : Normes de miroirs pour les produits électroniques haut de gamme
- A-1 : Ra≤0,012μm, poli avec de la pâte de diamant, parfait pour les coques arrière de smartphones et les montres connectées, et avec le coût le plus élevé.
- A-2 : Ra 0,025 μm, poli avec du papier de verre fin et de la pâte diamantée, convient aux panneaux transparents en PC.
- A-3 : Ra 0,05 μm, poli avec de la pierre à huile fine et de la pâte diamantée, idéal pour les pièces internes à finition miroir.
La qualité A exige une inspection à la loupe 10x pour vérifier l'absence de filetage et s'assurer que la lunette est exempte de bavures et de défauts.
SPI B-1 à B-3 : Finition semi-brillante et bon rapport qualité-prix
- B-1 : poli avec du papier de verre de grain 600, Ra 0,05 μm, la même surface que le panneau Smart Home, mais coûte 30 à 40 % de moins que la qualité A.
- B-2 : polie avec du papier de verre de grain 400, Ra 0,10 μm, la surface du corps de la télécommande.
- B-3 : poli avec du papier de verre de grain 320, Ra 0,15 μm, la surface du bouton de fonction.
SPI C-1 à C-3 : Finition brute sur les zones fonctionnelles
Les surfaces de qualité C sont utilisées pour les pièces fonctionnelles internes, présentent une faible force de démoulage et le cycle de traitement du moule est plus de 50 % plus court que celui de la qualité A. Les paramètres spécifiques sont indiqués dans le tableau ci-dessous :
Niveau SPI | Méthode de traitement | Rugosité de surface Ra | Scénarios d'application | Cycle de traitement des moules |
C-1 | Meule de grain 320 | 0,18 μm | Paroi intérieure du compartiment à piles. | 5 à 7 jours |
C-2 | Meule de grain 240 | 0,25 μm | Pièces structurelles internes. | 3 à 5 jours |
C-3 | Meule de grain 120 | 0,35 μm | Dissipateurs thermiques, grilles de ventilation. | 1 à 3 jours |
Téléchargez le formulaire standard SPI de finition de surface pour trouver rapidement la solution adaptée à vos besoins. Vous pouvez également consulter gratuitement nos solutions de traitement de surface pour optimiser le rapport qualité-prix.
Comment les composants critiques des moules d'injection préviennent-ils les défauts de surface ?
L'un des principaux problèmes liés au moulage par injection des boîtiers électroniques est la formation de défauts de surface. La conception judicieuse des composants du moule d'injection est essentielle pour les prévenir.
Par exemple, la commande de la séquence d'aiguille de la vanne du canal chaud, associée à un système d'éjection de haute précision et au mouvement synchronisé des piliers et des bagues de guidage, sont les principaux facteurs déterminant la qualité de surface du produit.
La commande séquentielle de l'aiguille de la vanne du canal chaud contribue à réduire les marques de débit
Un système à canaux chauds comprend un collecteur, plusieurs buses d'injection et des axes de soupape. Pour réduire les marques d'écoulement et diminuer la pression d'injection de 10 à 15 %, on peut ouvrir les axes de soupape séquentiellement (avec un délai de 0,1 à 0,5 seconde, et les fermer lorsque le moule est rempli à 95 %).
L'écart entre la tige de la soupape et la porte doit être de 0,005 mm, et la bague d'étanchéité est normalement remplacée après 100 000 cycles de moulage.
Le passage des éjecteurs à des blocs supérieurs et des plaques de poussée élimine totalement les marques des éjecteurs.
Les marques laissées par les éjecteurs sont généralement dues à la pression très élevée exercée par ces derniers. Nous les remplaçons désormais par des blocs d'éjection (surface ≥ 20 mm²) ou des plaques de poussée.
Le chanfrein du bloc éjecteur est R0,2-0,5 mm, la course de la plaque de poussée est la distance de démoulage + 10 mm et la rugosité du bloc éjecteur est la même que celle de la cavité (Ra≤0,025 μm, point d'ancrage des données).
Jeu entre le guide et le manchon de guidage ≤ 0,02 mm pour éviter les bavures
Des bavures peuvent apparaître en cas d'écart de surface de joint supérieur à 0,02 mm. Pour les piliers et les manchons de guidage, nous utilisons des pièces MISUMI de qualité ultra-précise. Le jeu d'ajustement est de 0,01 à 0,02 mm et la perpendicularité de 0,01 mm/100 mm. De plus, l'usure est contrôlée tous les 100 000 cycles de moulage.
Comment choisir des services de moulage par injection avancés pour les boîtiers multi-matériaux ?
Les boîtiers électroniques multi-matériaux nécessitent un niveau plus élevé de services de moulage par injection, tout en exigeant des services à valeur ajoutée tels que le moulage par injection bicolore, le moulage par injection d'inserts et le revêtement de blindage EMI, qui peuvent satisfaire des exigences encore plus complexes.
La résistance interfaciale entre le PC rigide moulé par injection bicolore et le TPE flexible est de 4 MPa.
Le moulage par injection bicolore nécessite une machine d'injection rotative à deux étages (précision de positionnement 0,02 mm, points d'ancrage de données).
Les combinaisons les plus courantes sont PC/ABS+TPE et ABS+TPU, avec une résistance d'adhérence de 4 MPa (norme ISO 36). L'assemblage par rainure et languette permet d'augmenter cette résistance jusqu'à 6 MPa.
Force nécessaire pour tirer sur un écrou en cuivre moulé par injection : 50 N
Le processus de moulage par injection des inserts sera le suivant :
Positionnement des écrous, fermeture du moule, injection, refroidissement, éjection. Les forces d'arrachement des écrous moletés M1,6 à M3 seront de 250 N et 380 N respectivement (norme USCAR 12, point d'ancrage des données). La précision de positionnement est de 0,03 mm. De plus, les écrous doivent être préchauffés à 80-120 °C.
Épaisseur du revêtement de blindage EMI : 10-15 µm, efficacité de blindage : ≥ 30 dB
Le revêtement de blindage EMI est l'un des services les plus importants et les plus précieux utilisant une peinture conductrice cuivre + argent, avec une épaisseur de film de 10 à 15 μm, une résistivité volumique de ≤ 0,1 Ω·cm, une efficacité de blindage de 30 dB (atténuation de 99,9 %) et un indice d'adhérence de 4B.
Elle recouvre toutes les surfaces internes et constitue un élément clé pour renforcer la compétitivité des services des fournisseurs de pièces moulées sur mesure.
Comment choisir un fournisseur fiable de pièces moulées sur mesure pour des projets complexes ?
L'obtention de contrats complexes pour des boîtiers électroniques repose sur le choix d' un fournisseur fiable de pièces moulées sur mesure . Fondamentalement, l'évaluation se base sur la qualité de la conception pour la fabrication (DFM), l'efficacité du système de gestion de la qualité et la maîtrise du cycle de production.
Le rapport DFM doit être étayé par une analyse Moldflow et inclure une compensation du retrait.
Un rapport DFM doit intégrer l'analyse 3D, l'épaisseur de paroi, les marques de retrait, les lignes de soudure et la pression de remplissage. Moldflow doit être conforme aux critères suivants :
Temps de remplissage < 1,5 seconde, chute de pression < 80 % de la pression d'injection maximale, compensation du retrait du PC 0,5-0,7 %, de l'ABS 0,4-0,6 %, aucune compensation pour un écart dimensionnel facile de 0,1 mm.
Inspection du premier article (FAI) et contrôle des processus SPC
Exigences de contrôle qualité du processus complet :
- Tests de contrôle qualité interne teneur en humidité du plastique : 0,02 %.
- Le système IPQC mesure les dimensions toutes les 2 heures et enregistre les paramètres toutes les 4 heures.
- FAI mesure 50 à 100 dimensions.
- SPC effectue une inspection complète des dimensions avec CPK < 1,33.
- OQC respecte les normes AQL de niveau II.
Essai de moule prototype (T0) jusqu'au démarrage de la production (SOP) : cycle standard de 4 à 6 semaines
Le calendrier de production en série comprend d'abord le moulage d'essai T0, suivi des modifications T1 à T3 , puis la production d'essai en petits lots, et enfin la production standard.
Norme JS Precision : 2 semaines pour ajuster les dimensions après T0, 4 semaines pour fournir un petit lot et 6 semaines pour atteindre le SOP, soit 1 à 2 semaines plus rapidement que la moyenne du secteur.
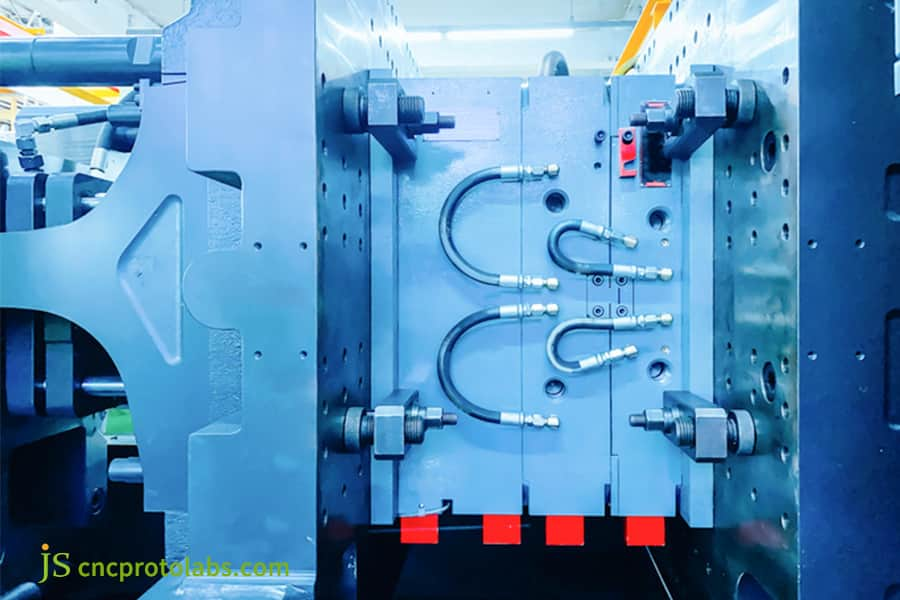
Figure 4 : Vue détaillée d'un moule d'injection de haute précision, montrant les ensembles de broches d'éjection et les tuyaux connectés sur la ligne de séparation, indiquant des capacités d'outillage avancées.
Étude de cas JS Precision : Les panneaux domotiques intelligents atteignent une élimination de 90 % des lignes de soudure et une finition miroir de qualité A
Voici quelques situations concrètes illustrant le savoir-faire technologique de JS Precision en matière de moulage par injection de composants électroniques. Ces exemples montrent comment nous avons aidé nos clients à surmonter les difficultés liées au moulage par injection et à optimiser leur production en série.
Difficultés rencontrées :
Le panneau de commande intelligent d'une entreprise haut de gamme spécialisée dans la domotique présente trois principaux points faibles :
La très faible épaisseur de paroi de 0,8 mm et la longueur de 180 mm entraînent un remplissage insuffisant à l'extrémité opposée, la profondeur de la ligne de soudure atteint 0,15 mm alors qu'une finition miroir SPI A-1 est requise, et la dureté de la surface brillante est inférieure à 1H, ce qui entraîne un taux de retouche de 28 %.
Solution:
Après avoir repris le projet, nous avons initialement utilisé l'analyse DFM et l'analyse de flux du modèle Moldflow, ce qui nous a permis de localiser la racine du problème avec une grande précision et donc de proposer une solution précise :
- L'acier à moule S136 (HRC 52) est utilisé et trempé sous vide pour contrôler la rugosité de la cavité du moule à Ra 0,01 μm afin d'obtenir un effet brillant.
- La méthode RHCM (Chaleur-Refroidissement-Refroidissement) est mise en œuvre, selon laquelle la surface du moule est chauffée à 140℃ avant le remplissage, puis refroidie très rapidement à 60℃ après maintien de la pression, ce qui élimine totalement les lignes de soudure.
- La rainure d'évacuation du moule a été conçue de manière optimale sous la forme d'un évent annulaire de 0,02 mm de profondeur et de 8 mm de largeur afin d'éviter les brûlures lors du remplissage.
- Le revêtement sous vide PVD d'une épaisseur de 2 μm ajouté à la surface la durcit à 3H, résolvant ainsi le problème des rayures.
Leçons et enseignements tirés de l'échec :
Le projet a rencontré trois problèmes qui ont affecté son avancement :
- Le moule d'essai T0 a dû être mis au rebut car la méthode RHCM n'avait pas été appliquée et les lignes de soudure restaient donc visibles. Il en ressort que pour les pièces à parois minces et à haute brillance , une simulation Moldflow doit être effectuée au préalable.
- Le premier conduit d'échappement était trop peu profond (0,008 mm), ce qui a provoqué des brûlures. Une découpe plus profonde de 0,02 mm a été réalisée et un échappement auxiliaire a également été installé.
- Une étape de nettoyage incomplète avant le PVD a provoqué la formation de piqûres ; l'ajout d'une double étape de nettoyage a donc permis d' atteindre un niveau d'adhérence de grade 4B.
Concernant la maîtrise des coûts, après 300 000 cycles de moulage, l’acier NAK80 initialement utilisé a présenté des rayures. Le remplacement de cet acier par du S136 pour la réparation du moule a engendré un surcoût de 2 000 $. Pour les projets à haute brillance et à grand volume, l’utilisation du S136 s’avérera plus rentable à long terme.
Résultat final :
La largeur des lignes de soudure a été réduite à 0,01 mm (environ 90 % d'entre elles ont été éliminées), le niveau de dureté de surface a atteint 3H, le taux de retouche était de 4 %, le temps de cycle pour un seul trou a été réduit de 45 secondes à 38 secondes et le rendement s'est amélioré de 72 % à 96 %, le passage de T0 à SOP a été réalisé en seulement 5 semaines, soit 2 semaines plus tôt que prévu.
Commentaires des clients :
« Ce qui nous a le plus plu, c'est le rapport DFM de JS Precision qui non seulement a identifié et clairement démontré le risque potentiel de marques de retrait dues au changement brutal d'épaisseur de paroi dans la conception originale, mais a également recommandé un plan de modification. »
Ainsi, nous n'avons pas eu à nous rendre compte du problème seulement après la fabrication du moule. Au final, la durée du projet a été réduite de deux semaines par rapport à nos prévisions. » – Directeur de la conception structurelle de la marque
Vos produits présentent-ils également des problèmes tels que des lignes de soudure, des rayures et des écarts dimensionnels ? Soumettez vos plans de produit pour obtenir gratuitement une solution de processus similaire à celle de cette étude de cas, mettre en œuvre rapidement votre projet et réduire vos coûts.
FAQ
Q1 : Quelle est l'épaisseur minimale de paroi pouvant être obtenue pour les boîtiers électroniques ?
Grâce aux dernières technologies de moulage par injection de précision pour l'électronique, une épaisseur de paroi de 0,5 mm peut être obtenue de manière stable et, dans le cas d'une optimisation spéciale, elle peut être réduite à 0,3 mm, répondant ainsi aux exigences des appareils portables légers et fins tout en assurant la résistance structurelle et la précision dimensionnelle.
Q2 : Quels sont les défauts les plus courants sur une surface brillante ?
Les principaux défauts des surfaces brillantes sont les lignes de soudure et les marques d'écoulement. L'utilisation de la technologie RHCM, associée à un moule de précision bien conçu, permet de réduire les lignes de soudure à moins de 0,01 mm et d'éliminer totalement les marques d'écoulement.
Q3 : Quelles sont les principales différences entre les surfaces SPI A-1 et A-2 ?
La principale différence réside dans le degré de polissage et la rugosité. L' échantillon A-1 est poli avec une pâte diamantée (Ra 0,012 μm, finition miroir), tandis que l'échantillon A-2 est poli d'abord avec du papier de verre fin puis avec une pâte diamantée (Ra 0,025 μm, texture légèrement inférieure).
Q4 : Comment éviter que la surface brillante ne se raye lors du démoulage ?
Pour éviter les rayures en surface, augmentez l'angle de dépouille à ≥ 1,5° et remplacez les éjecteurs par des blocs d'éjection polis. Ceci garantit non seulement une rugosité des blocs d'éjection identique à celle de la cavité, mais aussi une force d'éjection uniforme, évitant ainsi l'apparition de marques.
Q5 : Quelle est la précision requise pour positionner un écrou en cuivre lors du moulage par injection d'inserts ?
Grâce à un moule de précision, le positionnement de l'écrou en cuivre est contrôlé à 0,03 mm près. Il est maintenu en place par une goupille de positionnement spécifique, et l'étanchéité est garantie par un contrôle intégré au moule et un préchauffage de l'écrou.
Q6 : Quel est l'objectif principal des paramètres dans l'analyse DFM ?
Il s'agit principalement d'évaluer l'uniformité de l'épaisseur de paroi, de prévoir les marques de retrait, d'identifier l'emplacement des lignes de soudure et d'analyser la courbe de pression de remplissage. Ceci permet de détecter les risques de conception en amont et d'éviter l'ouverture du moule et les retouches.
Q7 : Quelle est la durée de vie typique d'un moule d'injection ?
Les moules électroniques en acier S136 supportent entre 500 000 et 1 000 000 de cycles, tandis que ceux en acier NAK80 ont une durée de vie de 200 000 cycles. Le choix dépendra donc de l'échelle de production .
Q8 : Quelle est la quantité minimale de commande (MOQ) pour JS Precision ?
La phase de prototypage prend en charge de petits lots de 100 pièces, tandis que la production en série est recommandée à partir de ≥ 5000 pièces/lot, ce qui peut réduire les coûts de production unitaires.
Résumé
Pour fabriquer des boîtiers électroniques à la fois esthétiques et hautement fonctionnels sans sacrifier la précision, la productivité et le faible coût, l'association de la technologie de moulage par injection électronique avec les services d'un fournisseur professionnel permet de produire une finition brillante de qualité A avec une paroi mince de 0,5 mm, tout en garantissant une stabilité dimensionnelle avec un CPK de 1,33.
JS Precision, fournisseur fiable de pièces moulées sur mesure, vous aide à éviter les idées reçues en matière de moulage par injection, à maîtriser vos coûts et à accélérer votre production. Contactez-nous dès aujourd'hui pour obtenir gratuitement votre rapport DFM et nos suggestions d'optimisation des coûts, et ainsi garantir l'excellence de vos produits électroniques, tant sur le plan esthétique que qualitatif.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

