

El moldeo por inyección de componentes electrónicos es una de las principales técnicas que se utilizan en las grandes líneas de producción para fabricar las carcasas electrónicas que usamos a diario.
Además de producir piezas con formas precisas y un aspecto atractivo, también es capaz de hacerlas robustas. La tolerancia dimensional de las carcasas electrónicas debe controlarse con una precisión de 0,01 mm.
La tecnología de rejuvenecimiento y enfriamiento (RHCM) es el arma secreta para eliminar las líneas de soldadura y producir una superficie brillante como un espejo.
El aspecto de los productos electrónicos de consumo es, de hecho, el factor directo que determina el valor de la marca; incluso las marcas de contracción y las líneas de soldadura más pequeñas pueden provocar defectos en los productos.
Cuando se modifican los diseños de paredes muy delgadas por razones estéticas, los métodos de moldeo por inyección convencionales ya no son suficientes. El moldeo por inyección de componentes electrónicos es la principal solución a este complejo problema.
Resumen de las respuestas principales
Elementos básicos | Breve descripción de la solución |
Superficie de alto brillo | Moldeo por ciclo de calor rápido (RHCM) + acero para moldes NAK80/S136. |
Acabado texturizado | Coincidencia estándar SPI (grado A/B/C) + Tratamiento resistente a los arañazos. |
Prevención de defectos | Sistema de equilibrio de canal caliente + sistema de eyección de precisión + control de precisión de sujeción. |
Procesos avanzados | Moldeo de dos componentes (moldeo 2K) y moldeo por inserción. |
Selección de proveedores | Capacidad de análisis DFM + Control de calidad de proceso completo (IQC-OQC). |
Conclusiones clave
- La variación de tamaño de las carcasas electrónicas debe mantenerse dentro de 0,01 mm para garantizar su correcto montaje y una eficacia de apantallamiento óptima.
- RHCM es un método de enfriamiento y calentamiento rápido que elimina eficazmente las líneas de soldadura y proporciona un acabado de espejo.
- Seleccionar un proveedor que cuente con capacidad para el tratamiento de superficies SPI podría reducir los gastos de recubrimiento posterior.
- JS Precision puede proporcionar una gama completa de servicios, desde el diseño de moldes DFM hasta la producción en masa mediante la integración vertical.
La experiencia de JS Precision en el moldeo por inyección de componentes electrónicos: ¿Por qué es fiable?
Al elegir JS Precision, tendrá la tranquilidad de saber que su servicio de fabricación de moldes es profesional y confiable. Contamos con 15 años de experiencia en el sector, avalados por proyectos reales y certificaciones de la industria.
JS Precision va mucho más allá de simplemente cumplir con los requisitos de la norma ISO 13485:2016 para el moldeo por inyección de dispositivos médicos.
Además, hemos realizado trabajos a medida para más de 300 empresas de electrónica en diversos sectores, como smartphones, hogares inteligentes y dispositivos médicos portátiles. Sabemos cómo abordar los principales problemas en el moldeo por inyección de carcasas electrónicas y proteger sus proyectos.
Por ejemplo, como marca de smartphones de gama alta, es posible que haya tenido muchas dificultades con el proyecto del marco intermedio: el grosor de pared de 0,6 mm, el acabado de espejo SPI A-1 y un rendimiento de producción industrial superior al 98 %.
Al principio, trabajar con diferentes proveedores no solucionó los problemas, ya que persistían las líneas de soldadura y la desviación dimensional superaba los 0,02 mm. Esto no solo retrasó el ciclo de lanzamiento, sino que también incrementó los costes adicionales.
Aquí, JS Precision gestionará todo su proyecto; mediante el análisis Moldflow, se optimizará la ubicación de la entrada de inyección, se adoptará el acero para moldes S136 y el proceso RHCM, podrá controlar las tolerancias dimensionales a 0,008 mm, la profundidad de la línea de soldadura se reducirá a menos de 0,01 mm, el rendimiento de la producción en masa se estabilizará en un 99,2 % y el coste de producción de cada lote individual se reducirá en 2000 dólares.
En resumen, podrá librarse de las dificultades de cooperación y obtener un apoyo estable a largo plazo para la producción en masa.
Para usted, la propuesta de valor de JS Precision reside principalmente en su enfoque "orientado a las ganancias":
Le ayudaremos a reducir los riesgos de diseño desde la etapa de análisis DFM y a evitar las pérdidas por retrabajos después de la fabricación del molde, ahorrando así tiempo y costes; con un control de calidad integral, se garantiza la consistencia de cada lote de producto y un CPK estable de 1,33.
Al aprovechar sus capacidades de servicio integradas verticalmente, JS Precision también puede ayudarle a acortar su ciclo de desarrollo de moldes a 4 semanas, un 30 % más rápido que el promedio de la industria, lo que permite lanzar sus productos más rápidamente y aprovechar las oportunidades del mercado.
Si tiene dificultades relacionadas con la precisión, el rendimiento o el coste en el moldeo por inyección de carcasas electrónicas, no dude en contactarnos para obtener un informe de análisis DFM gratuito. Permítanos utilizar nuestra experiencia práctica para ayudarle a mitigar riesgos y optimizar sus soluciones.
¿Por qué el moldeo por inyección de componentes electrónicos es el estándar de la industria para las carcasas de alta gama?
El moldeo por inyección de componentes electrónicos no solo cumple con los requisitos de resistencia al fuego UL94 V-0, sino que también es capaz de producir paredes muy delgadas, con un espesor de entre 0,5 y 1,5 mm, y garantizar el máximo nivel de consistencia dimensional CPK1.33 durante la producción en masa.
Por lo tanto, es muy probable que esta tecnología se convierta en un nuevo estándar industrial para la producción de carcasas electrónicas de alta gama, ya que aprovecha el moldeo por inyección de paredes delgadas para lograr una integración funcional.
El moldeo por inyección de paredes delgadas podría crear fácilmente un espesor mínimo de pared de 0,5 mm para carcasas electrónicas.
El moldeo por inyección de paredes delgadas implica que el espesor de la pared es inferior a 1,0 mm y la relación L/T es superior a 1,5, lo que resulta en una reducción del peso del producto y un ahorro de costes. La siguiente tabla muestra los principales parámetros y beneficios:
Artículo | Parámetros específicos | Aplicaciones típicas | Requisitos básicos | Beneficios para el cliente |
Estándar de espesor de pared | Mínimo 0,5 mm, convencional 0,6-0,8 mm. | Marco central del smartphone, caja del reloj. | Relación L/T > 150 | Reducción del peso del producto entre un 30% y un 50%. |
Requisitos de materiales | Índice de fluidez en estado fundido de PC/ABS MI ≥ 18 g/10 min. | Todo tipo de carcasas electrónicas. | Grado ignífugo UL94 V-0. | El coste de los materiales se redujo en aproximadamente un 20%. |
Requisitos del equipo | Velocidad de inyección ≥ 300 mm/s, presión de inyección ≥ 200 MPa. | productos de producción en masa | Precisión del equipo ±0,01 mm | La eficiencia de la producción aumentó un 25%. |
Tolerancia dimensional | ±0,01-±0,03 mm | Componentes electrónicos de precisión | CPK ≥ 1,33 | El índice de calidad del ensamblaje aumentó a más del 99%. |
La integración funcional reduce el ensamblaje secundario: el sistema de encaje a presión y el poste de posicionamiento de la placa de circuito impreso están integrados.
Mediante el método de moldeo directo, moldeamos las hebillas y los pasadores de posicionamiento dentro de las piezas de plástico, por lo que no se requiere soldadura ultrasónica y el coste por unidad se puede reducir entre un 15 y un 25 %.
La tolerancia del ajuste de la hebilla es de 0,05 mm, y la de la distancia entre centros de los pasadores de posicionamiento es de 0,03 mm. Es muy importante respetar el ángulo de desmoldeo de 1°-2° y el filete de raíz de R0,2-0,5 mm.
Mantener la estabilidad dimensional con un CPK de 1,33 en la producción en masa.
El nivel de calidad correspondiente a un CPK de 1,33 es del 99,993 %. Mediante la implementación de un control de circuito cerrado de la temperatura del molde dentro de ±1 °C y la realización de muestreos/pruebas cada 4 horas, logramos limitar la tasa de contracción al 0,05 % y la repetibilidad de la desviación de los parámetros de moldeo por inyección al 2 %, por lo que podemos afirmar con seguridad que la producción en masa es muy consistente.
En pocas palabras, esto significa que de cada 100.000 carcasas electrónicas producidas , como máximo 6 podrían ser de mala calidad, lo que resultará en una reducción significativa de los costes de retrabajo y de servicio posventa.

Figura 1: Componente de panel de control Siemens moldeado por inyección en color blanco y azul con pantalla "INFO" y botones de control.
¿Cómo optimizar la herramienta de moldeo por inyección para superficies de alto brillo?
El aspecto brillante de las carcasas electrónicas de primera clase está determinado en gran medida por el diseño optimizado del molde de inyección .
Se requiere como requisito fundamental que el acero para moldes sea de grado NAK80 o S136, con interfaz de enfriamiento y calentamiento rápido RHCM, canales de ventilación multietapa y que cumpla con la norma ASTM D3675-18 para acero para moldes de inyección.
Comparación del rendimiento de pulido entre los aceros para matrices NAK80 y S136.
La elección del acero del molde determina directamente el efecto de alto brillo y la vida útil. A continuación se comparan los parámetros principales:
Tipo de acero para moldes | Dureza | Grado de pulido | Rugosidad superficial Ra | Vida del moho | Escenarios de aplicación |
NAK80 | HRC 40-45 (preendurecido) | SPI A-2 | 0,025 μm | < 200.000 moldes | Producción en lotes pequeños o medianos con acabado semibrillante. |
S136 | HRC 50-52 (templado) | SPI A-1 | 0,012 μm | > 500.000 moldes | Alto brillo, producción en masa. |
Mientras tanto, NAK80 puede servir como una alternativa más económica para aplicaciones de acabado semibrillante de volumen medio a pequeño.
Básicamente, la S136 es una herramienta de alta gama muy resistente, capaz de crear superficies de alto brillo durante mucho tiempo sin averiarse, mientras que la NAK80 es una herramienta económicamente viable para producciones pequeñas y medianas. Elegir el modelo adecuado puede ofrecer la mejor combinación de rendimiento y coste.
Parámetros del proceso RHCM (Calentamiento y Enfriamiento Rápido): Temperatura del molde 120-150℃
La tecnología RHCM ayuda a minimizar las líneas de soldadura en el PC, reduciéndolas de 0,1 mm a menos de 0,01 mm, al llevar el PC a una temperatura de 120-140 ℃ antes del llenado y, posteriormente, enfriarlo rápidamente por debajo de 60 ℃ tras mantener la presión.
Requiere un controlador de temperatura para moldes de alta temperatura y el ciclo de producción se alarga entre 5 y 10 segundos. Es la opción ideal para materiales PC, PMMA y ABS.
Profundidad del canal de escape de 0,01 a 0,03 mm para evitar quemaduras.
El chamuscado se produce cuando el aire comprimido alcanza una temperatura tan alta (superior a 250 ℃) que carboniza el plástico. La salida de aire debe ubicarse en la junta de soldadura y hacia el final del relleno.
El espesor del PC debe ser de 0,01 a 0,02 mm, mientras que para el ABS/PP debe ser de 0,03 mm. Superar los 0,05 mm provocará rebabas. Una extracción insuficiente podría elevar la temperatura local por encima de los 300 °C.
¿No sabe qué acero para moldes elegir para sus productos de alto brillo? Póngase en contacto con nuestros ingenieros para obtener asesoramiento gratuito sobre la selección de componentes para moldes de inyección y evite los errores más comunes en la optimización de moldes.

Figura 2: Un técnico utiliza un calibrador digital para medir con precisión un componente de un molde de inyección de metal en un banco de trabajo.
¿Qué acabado superficial de moldeo por inyección mejora mejor la estética de su dispositivo?
El acabado superficial del moldeo por inyección determina el aspecto y la sensación al tacto de los productos electrónicos.
Un acabado de espejo de alto brillo (SPI A-1) es apropiado para paneles domésticos inteligentes de gama alta (que necesitarán un revestimiento duro de 2H), mientras que una textura mate (MT-11010) es menos propensa a mostrar arañazos y, por lo tanto, es adecuada para dispositivos portátiles de grado industrial.
El acabado de espejo de alto brillo SPI A-1 requiere que el acabado de la superficie del molde no sea superior a Ra 0,012 μm.
Para lograr el SPI A-1, el pulido debe realizarse gradualmente con pasta de diamante (6 μm → 3 μm → 1 μm).
El acero del molde debe estar completamente sellado y tener una dureza HRC50. Además, no debe presentar rayones visibles a 30 °C con una luz de 500 lux. El tiempo de pulido es de 3 a 5 veces mayor que para el acero A-3, y el costo es entre un 40 % y un 60 % superior.
Rango de profundidad de textura mate MT-11010: 20-50 μm
El MT-11010 presenta una textura con una profundidad de 20-30 μm, mientras que el MT-11030 tiene una profundidad de 40-50 μm. Mediante grabado químico o electroerosión, se pueden ocultar las marcas de contracción y de flujo. Cuanto más profunda sea la textura, mayor será la resistencia al desmoldeo; por lo tanto, el ángulo de desmoldeo debe estar entre 3° y 5°.
Recubrimiento de endurecimiento superficial de alto brillo: dureza ≥2H curada mediante PVD o UV
Las superficies de alto brillo son bastante vulnerables a los arañazos y, por lo tanto, necesitan un recubrimiento duradero. Un recubrimiento PVD típico tiene un espesor de 1 a 3 μm y una dureza de 3H a 5H.
Un recubrimiento UV endurecible tiene un espesor de 5 a 10 μm y una dureza de 2H a 3H, ideal para PC/PMMA. La adhesión debe ser de al menos 4B. Un PC sin recubrimiento tiene una dureza de HB, mientras que uno recubierto puede alcanzar de 2 a 3H.
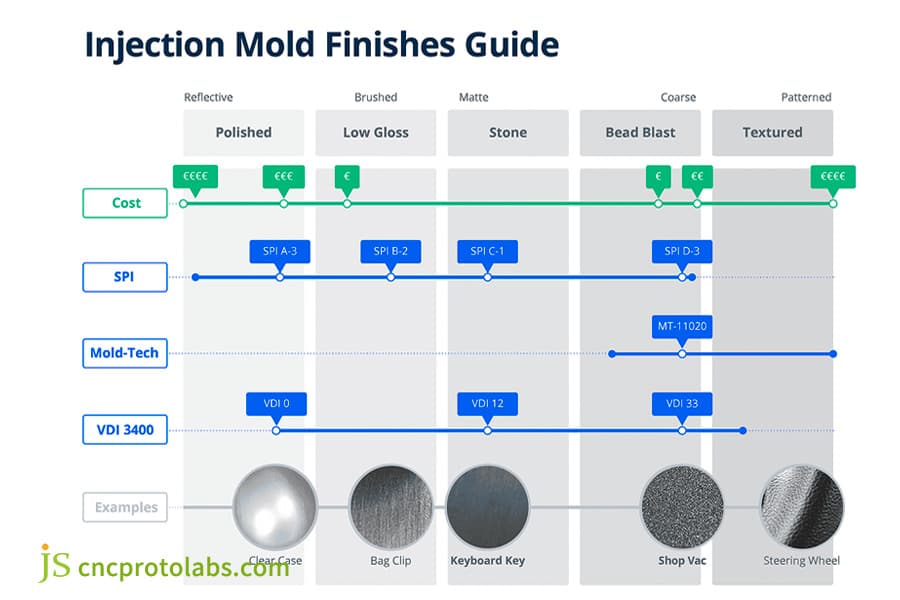
Figura 3: Un cuadro comparativo exhaustivo de los diferentes acabados superficiales de los moldes de inyección, desde pulidos hasta texturizados, con los costes asociados, las normas SPI/VDI y ejemplos de aplicaciones reales.
¿Cuáles son las diferencias entre los estándares de acabado superficial SPI para componentes electrónicos?
El tratamiento superficial del moldeo por inyección electrónica también depende directamente del acabado superficial SPI . Los distintos grados estarán asociados con diferentes efectos y precios:
El SPI A-1 (Ra≤0,012 μm) es el grado de acabado espejo, el B-1 (Ra 0,05 μm) es el grado de acabado semibrillante y el C-1 (Ra 0,10 μm) es el grado para superficies funcionales rugosas. El SPI A es entre un 40 % y un 60 % más caro que el SPI C.
SPI A-1 a A-3: Estándares de espejos para productos electrónicos de alta gama
- A-1: Ra≤0,012μm, pulido con pasta de diamante, perfecto para cubiertas traseras de teléfonos inteligentes y relojes inteligentes del mercado de repuestos y con el costo más alto.
- A-2: Ra 0,025 μm, pulido con papel de lija fino y pasta de diamante, apto para paneles transparentes de PC.
- A-3: Ra 0,05 μm, pulido con piedra de afilar fina y pasta de diamante, ideal para piezas con acabado de espejo interno.
El grado A requiere una inspección con lupa de 10 aumentos para comprobar que no tenga rosca y que el visor esté libre de filamentos y defectos.
SPI B-1 a B-3: Acabado semibrillante y un buen equilibrio en el precio.
- B-1: pulido con papel de lija de grano 600, Ra 0,05 μm, la misma superficie que el panel Smart Home, pero cuesta entre un 30 % y un 40 % menos que el Grado A.
- B-2: superficie del cuerpo del control remoto pulida con papel de lija de grano 400, Ra 0,10 μm.
- B-3: superficie del botón de función pulida con papel de lija de grano 320, Ra 0,15 μm.
SPI C-1 a C-3: Acabado rugoso en áreas funcionales
Las superficies de grado C se utilizan para piezas funcionales internas, tienen una baja fuerza de desmoldeo y el ciclo de procesamiento del molde es más de un 50 % más corto que el del grado A. Los parámetros específicos se muestran en la tabla a continuación:
Grado SPI | Método de procesamiento | Rugosidad superficial Ra | Escenarios de aplicación | Ciclo de procesamiento del molde |
C-1 | molienda con piedra de grano 320 | 0,18 μm | pared interior del compartimento de la batería. | 5-7 días |
C-2 | molienda con piedra de grano 240 | 0,25 μm | Partes estructurales internas. | 3-5 días |
C-3 | molienda con piedra de grano 120 | 0,35 μm | Disipadores de calor, rejillas de ventilación. | 1-3 días |
Descargue el formulario estándar de acabado superficial SPI para encontrar rápidamente la solución que mejor se adapte a las necesidades de su producto. También puede consultar gratuitamente nuestras soluciones de tratamiento de superficies para lograr un equilibrio entre textura y costo.
¿Cómo evitan los defectos superficiales los componentes críticos de los moldes de inyección?
Uno de los principales problemas en el moldeo por inyección de carcasas electrónicas es la formación de defectos superficiales. Un diseño adecuado de los componentes del molde de inyección es fundamental para prevenirlos.
Por ejemplo, el control de la secuencia de la aguja de la válvula de canal caliente, junto con un sistema de eyección de alta precisión y el movimiento sincronizado de los pilares guía y los casquillos, son los principales factores que determinan la calidad superficial del producto.
El control de secuencia de agujas de la válvula de canal caliente ayuda a reducir las marcas de flujo.
Un sistema de canal caliente incluye un colector, varias boquillas calientes y pasadores de válvula. Para reducir las marcas de flujo y disminuir la presión de inyección entre un 10 y un 15 %, se pueden abrir los pasadores de válvula en una secuencia (con un retardo de entre 0,1 y 0,5 segundos, y cerrarlos cuando el molde esté lleno al 95 %).
La separación entre el pasador de la válvula y la compuerta debe ser de 0,005 mm, y el anillo de sellado normalmente se reemplaza después de cada 100.000 ciclos de moldeo.
Al pasar de los pasadores eyectores a los bloques superiores y las placas de empuje, se eliminan por completo las marcas de los pasadores eyectores.
Por lo general, las marcas de los pasadores eyectores se deben a la altísima presión unitaria que ejercen. Ahora, los reemplazamos por bloques eyectores (área ≥ 20 mm²) o placas de empuje.
El chaflán del bloque eyector es R0,2-0,5 mm, la carrera de la placa de empuje es la distancia de desmoldeo + 10 mm, y la rugosidad del bloque eyector es la misma que la de la cavidad (Ra≤0,025 μm, punto de anclaje de datos).
Holgura entre el poste guía y el manguito guía ≤ 0,02 mm para evitar rebabas.
Las rebabas pueden deberse a una separación en la superficie de separación superior a 0,02 mm. Para los pilares y manguitos guía, utilizamos material MISUMI de ultraprecisión. La holgura de ajuste es de 0,01 a 0,02 mm y la perpendicularidad es de 0,01 mm/100 mm. Además, se comprueba el desgaste cada 100 000 ciclos de moldeo.
¿Cómo seleccionar servicios avanzados de moldeo por inyección para carcasas multimateriales?
Las carcasas electrónicas multimateriales requieren un mayor nivel de servicios de moldeo por inyección, además de servicios de valor añadido como el moldeo por inyección de dos colores, el moldeo por inyección con insertos y el recubrimiento de blindaje EMI, que pueden satisfacer requisitos aún más complejos.
La resistencia interfacial entre el policarbonato rígido moldeado por inyección de dos colores y el TPE flexible es de 4 MPa.
El moldeo por inyección de dos colores requiere una máquina de inyección rotativa de doble etapa (precisión de posicionamiento de 0,02 mm, puntos de anclaje de datos).
Las combinaciones más utilizadas son PC/ABS+TPE y ABS+TPU, con una resistencia de unión de 4 MPa (norma ISO 36). Además, el entrelazado de ranuras de cola de milano puede aumentar la resistencia hasta 6 MPa.
Fuerza necesaria para extraer la tuerca de cobre moldeada por inyección: 50 N
El proceso de moldeo por inyección de insertos será el siguiente:
Posicionamiento de tuercas, cierre del molde, inyección, enfriamiento, eyección. Las fuerzas de extracción de las tuercas moleteadas M1.6-M3 serán de M250N y M380N (estándar USCAR 12, punto de anclaje de datos). La precisión de posicionamiento es de 0,03 mm. Además, las tuercas deben precalentarse a 80-120 °C.
Espesor del recubrimiento de blindaje EMI de 10-15 μm, eficacia de blindaje ≥30 dB
El recubrimiento de apantallamiento EMI es uno de los servicios más importantes y valiosos que utiliza pintura conductora de cobre + plata, con un espesor de película de 10-15 μm, una resistividad volumétrica de ≤0,1 Ω·cm, una eficacia de apantallamiento de 30 dB (99,9 % de atenuación) y un índice de adhesión de 4B.
Abarca todas las superficies internas y es clave para reforzar la competitividad del servicio de los proveedores de piezas moldeadas a medida.
¿Cómo elegir un proveedor confiable de piezas moldeadas a medida para proyectos complejos?
El éxito en proyectos complejos de carcasas electrónicas depende de contar con un proveedor confiable de piezas moldeadas a medida . Fundamentalmente, la evaluación se basa en la calidad del diseño para la fabricación (DFM), el sistema de gestión de calidad integral y el control del ciclo de producción.
El informe DFM debe estar respaldado por un análisis de Moldflow e incluir compensación de contracción.
Un informe DFM deberá incorporar análisis 3D, de espesor de pared, marcas de contracción, líneas de soldadura y presión de llenado. Moldflow debe cumplir con los siguientes criterios:
Tiempo de llenado < 1,5 segundos, caída de presión < 80 % de la presión máxima de inyección, compensación de contracción de PC 0,5-0,7 %, ABS 0,4-0,6 %, sin compensación por desviación dimensional fácil de 0,1 mm.
Inspección del primer artículo (FAI) y control de procesos SPC
Requisitos de control de calidad de todo el proceso:
- Pruebas IQC Contenido de humedad del plástico: 0,02%.
- El sistema IPQC mide las dimensiones cada 2 horas y registra los parámetros cada 4 horas.
- La FAI mide entre 50 y 100 dimensiones.
- El control estadístico de procesos (SPC) realiza una inspección completa de las dimensiones con CPK <1,33.
- OQC cumple con los estándares AQL de nivel II.
Prueba de prototipo de molde (T0) a SOP (Inicio de producción): Ciclo estándar de 4 a 6 semanas
El programa de producción en masa consiste primero en el moldeo de prueba T0, seguido de la modificación T1-T3 , luego la producción de prueba en lotes pequeños y, finalmente, el SOP (Proceso Operativo Estándar).
Estándar de precisión de JS: 2 semanas para ajustar las dimensiones después de T0, 4 semanas para suministrar un lote pequeño y 6 semanas para alcanzar el SOP, lo que supone entre 1 y 2 semanas más rápido que la media del sector.
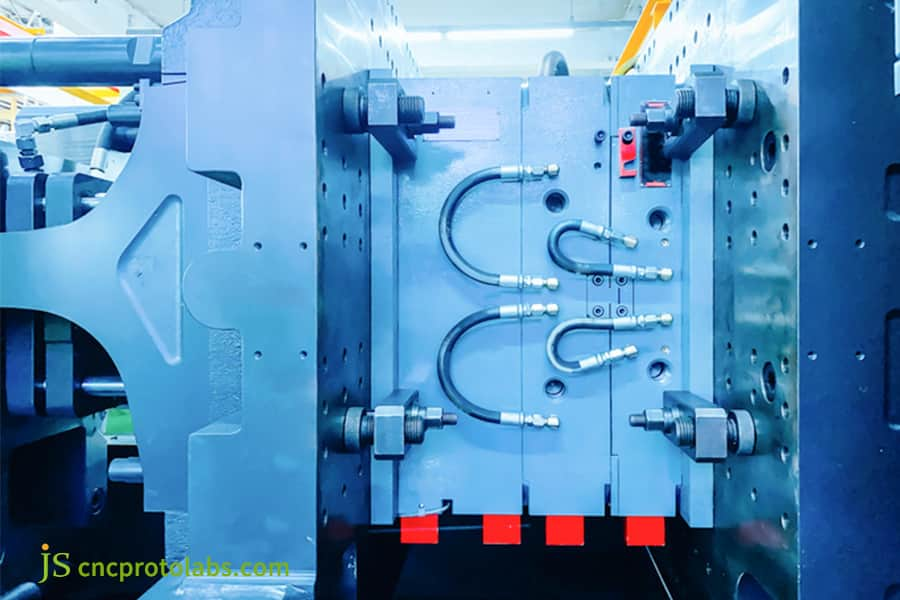
Figura 4: Vista detallada de un molde de inyección de alta precisión, que muestra los conjuntos de pasadores eyectores y las mangueras conectadas en la línea de separación, lo que indica capacidades de utillaje avanzadas.
Caso práctico de JS Precision: Los paneles para hogares inteligentes logran una eliminación del 90 % de las líneas de soldadura y un acabado de espejo de grado A.
Aquí presentamos algunos ejemplos prácticos y reales que demuestran la capacidad tecnológica de JS Precision en el moldeo por inyección de componentes electrónicos. Estos ejemplos muestran cómo ayudamos a nuestros clientes a superar los problemas del moldeo por inyección y lograr una producción en masa eficiente.
Dificultades encontradas:
El panel inteligente de una empresa de hogares inteligentes de alta gama tiene tres puntos débiles principales:
El espesor de pared muy delgado de 0,8 mm y la longitud de 180 mm provocan un llenado insuficiente en el extremo opuesto, la profundidad de la línea de soldadura alcanza los 0,15 mm cuando se requiere un acabado de espejo SPI A-1, y la dureza de la superficie de alto brillo es inferior a 1H, lo que resulta en una tasa de retrabajo del 28 %.
Solución:
Tras hacernos cargo del proyecto, inicialmente empleamos el análisis DFM y el análisis de flujo del modelo Moldflow, que nos ayudaron a localizar la raíz del problema con alta precisión y, por lo tanto, a proponer una solución precisa:
- Se utiliza acero para moldes S136 (HRC 52) y se somete a un proceso de temple al vacío para controlar la rugosidad de la cavidad del molde a Ra 0,01 μm y así obtener un efecto de alto brillo.
- El método RHCM (Calentar-Enfriar-Enfriar) se implementa calentando la superficie del molde a 140 ℃ antes del llenado y, posteriormente, enfriándola muy rápidamente a 60 ℃ tras mantener la presión, lo que elimina por completo las líneas de soldadura.
- La ranura de ventilación del molde se diseñó de forma óptima como una ventilación anular de 0,02 mm de profundidad y 8 mm de ancho para evitar quemaduras durante el llenado.
- El recubrimiento PVD al vacío con un espesor de 2 μm que se ha añadido a la superficie la endurece hasta alcanzar una dureza de 3H, solucionando así el problema de los arañazos.
Lecciones y lecciones aprendidas del fracaso:
El proyecto se topó con tres problemas que afectaron su progreso:
- El molde de prueba T0 tuvo que desecharse, ya que no se aplicó el método RHCM y, por lo tanto, las líneas de soldadura seguían siendo visibles. La conclusión principal es que, para componentes de paredes delgadas de alto brillo , la simulación con Moldflow debe realizarse con antelación.
- El primer conducto de escape era demasiado poco profundo (0,008 mm), lo que provocó quemaduras. Se realizó un corte más profundo de 0,02 mm y también se instaló un escape auxiliar.
- Una etapa de limpieza incompleta antes del PVD provocó la formación de picaduras, por lo que la adición de una doble etapa de limpieza dio como resultado un nivel de adhesión de grado 4B.
En cuanto al control de costes, tras 300 000 ciclos de moldeo, el acero NAK80 utilizado inicialmente presentó arañazos. La sustitución del acero por S136 para reparar el molde supuso un incremento de costes de 2000 dólares. Para proyectos de alto brillo y gran volumen, el uso de S136 resultará la opción más rentable a largo plazo.
Resultado final:
El ancho de las líneas de soldadura se redujo al mínimo a 0,01 mm (se eliminó aproximadamente el 90 % de ellas), el nivel de dureza superficial alcanzó 3H y la tasa de retrabajo fue del 4 %, el tiempo de ciclo para un solo orificio se redujo de 45 segundos a 38 segundos y el rendimiento mejoró del 72 % al 96 %, y el proceso de T0 a SOP se completó en solo 5 semanas, 2 semanas antes de lo previsto.
Comentarios de los clientes:
"Lo que más nos complació fue el informe DFM de JS Precision, que no solo identificó y nos mostró claramente el riesgo potencial de marcas de contracción debido al cambio brusco en el espesor de la pared en el diseño original, sino que también recomendó un plan de modificación."
De esta forma, no tuvimos que darnos cuenta del problema solo después de fabricar el molde. En general, la duración del proyecto se redujo en dos semanas con respecto a nuestras expectativas. - Director de Diseño Estructural de Marca
¿Sus productos también presentan problemas como líneas de soldadura, arañazos y desviaciones dimensionales? Envíe los planos de sus productos para obtener una solución de proceso gratuita similar a la de este caso práctico, implementar rápidamente su proyecto y reducir costes.
Preguntas frecuentes
P1: ¿Cuál es el espesor mínimo de pared que se puede lograr para las carcasas electrónicas?
Con la última tecnología de moldeo por inyección de precisión para componentes electrónicos, se puede lograr de forma estable un espesor de pared de 0,5 mm, y en caso de optimización especial, se puede reducir a 0,3 mm, satisfaciendo así las exigencias de los dispositivos portátiles ligeros y delgados y, al mismo tiempo, garantizando la resistencia estructural y la precisión dimensional.
P2: ¿Cuáles son los defectos más comunes en una superficie brillante?
Los principales defectos en superficies brillantes son las líneas de soldadura y las marcas de flujo. Si se utiliza la tecnología RHCM junto con un molde de precisión bien diseñado, las líneas de soldadura se reducirán a menos de 0,01 mm y las marcas de flujo se podrán eliminar por completo.
P3: ¿Cuáles son las principales diferencias entre las superficies SPI A-1 y A-2?
La principal diferencia radica en el grado de pulido y la rugosidad. La muestra A-1 se pule con pasta de diamante (Ra 0,012 μm, acabado espejo), mientras que la muestra A-2 se pule primero con papel de lija fino y luego con pasta de diamante (Ra 0,025 μm, textura ligeramente inferior).
P4: ¿Cómo evitar que la superficie brillante se raye durante el desmoldeo?
Para evitar rayones en la superficie, aumente el ángulo de desmoldeo a ≥1,5° y reemplace los pasadores eyectores con bloques eyectores pulidos. Esto no solo garantiza que la rugosidad de los bloques eyectores sea uniforme con la de la cavidad, sino que también uniformiza la fuerza de eyección, evitando así marcas.
P5: ¿Cuál es la precisión necesaria para posicionar una tuerca de cobre en el moldeo por inyección de insertos?
Gracias a un molde de precisión, la exactitud de posicionamiento de la tuerca de cobre se puede controlar a 0,03 mm. Se fija mediante un pasador de posicionamiento específico, y el ajuste perfecto se garantiza mediante la detección en el molde y el precalentamiento de la tuerca.
P6: ¿Cuál es el enfoque principal de los parámetros en el análisis DFM?
Su objetivo principal es evaluar la uniformidad del espesor de la pared, predecir las marcas de contracción, identificar la ubicación de las líneas de soldadura y analizar la curva de presión de llenado. Esto permite detectar riesgos de diseño con antelación y evitar la apertura y el retrabajo del molde.
P7: ¿Cuánto tiempo suele durar un molde de inyección?
Los moldes electrónicos fabricados con acero S136 tienen una vida útil de entre 500.000 y 1.000.000 de ciclos, mientras que los fabricados con acero NAK80 alcanzan los 200.000 ciclos. La elección dependerá de la escala de producción en masa .
P8: ¿Cuál es la cantidad mínima de pedido (MOQ) para JS Precision?
La fase de prototipo admite lotes pequeños de 100 unidades, mientras que para la producción en masa se recomienda un lote de ≥5000 unidades, lo que puede reducir los costes unitarios de producción.
Resumen
Para fabricar carcasas electrónicas visualmente atractivas y altamente funcionales sin renunciar a la precisión, la productividad y el bajo coste, la combinación de la tecnología de moldeo por inyección de componentes electrónicos con servicios profesionales de proveedores permite obtener un acabado brillante de grado A con una pared delgada de 0,5 mm y, al mismo tiempo, garantizar la estabilidad dimensional con un CPK de 1,33.
JS Precision, como proveedor confiable de piezas moldeadas a medida, puede ayudarle a evitar ideas erróneas sobre el moldeo por inyección, controlar los costos y acelerar el ritmo de producción. Contáctenos de inmediato para obtener su informe DFM gratuito y sugerencias para la optimización de costos, y así lograr que sus productos electrónicos destaquen por su apariencia y calidad.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

