

Литье под давлением электроники — одна из основных технологий, используемых на крупных производственных линиях для изготовления корпусов электронных устройств, которыми мы пользуемся каждый день.
Помимо возможности изготовления деталей с точной формой и привлекательным внешним видом, этот метод также позволяет сделать детали прочными. Допуски на размеры электронных корпусов должны контролироваться в пределах 0,01 мм.
Технология обновления и охлаждения (RHCM) — это секретное оружие для устранения сварочных швов и получения блестящей зеркальной поверхности.
Внешний вид потребительской электроники , по сути, является прямым фактором, определяющим ценность бренда, поскольку даже очень мелкие усадочные дефекты и сварочные швы способны вызвать дефекты в продукции.
Когда конструкция очень тонких стенок изменяется по эстетическим соображениям, обычные методы литья под давлением просто перестают быть достаточно эффективными. Электроника, используемая в литье под давлением, является основным решением этой сложной проблемы.
Обзор основных ответов
Основные элементы | Краткое описание решения |
Глянцевая поверхность | Формование с быстрым циклом нагрева (RHCM) + формовочная сталь NAK80/S136. |
Текстурированная отделка | Стандартное соответствие SPI (классы A/B/C) + обработка, предотвращающая царапины. |
Предотвращение дефектов | Балансировка горячеканальной системы + система точного выталкивания + контроль точности зажима. |
Расширенные процессы | Двухкомпонентное литье (2K-литье) и литье с закладными элементами. |
Выбор поставщика | Возможности анализа DFM (проектирование, разработка и производство) + полный контроль качества на всех этапах процесса (IQC-OQC). |
Основные выводы
- Для обеспечения правильной сборки и эффективности экранирования размеры электронных корпусов должны не превышать 0,01 мм .
- RHCM — это метод быстрого охлаждения и нагрева, который позволяет эффективно удалить сварочные швы и придать поверхности зеркальный блеск.
- Выбор поставщика, обладающего возможностью обработки поверхностей методом SPI, может привести к снижению затрат на последующее нанесение покрытия.
- Компания JS Precision предоставляет полный спектр услуг, начиная от проектирования пресс-форм с учетом требований DFM и заканчивая массовым производством посредством вертикальной интеграции.
Опыт компании JS Precision в области литья под давлением электроники: почему ей можно доверять?
Выбрав JS Precision, вы можете быть абсолютно спокойны за профессионализм и надежность их услуг по изготовлению пресс-форм. Наш 15-летний опыт работы в этой отрасли подтверждается реальными результатами проектов и отраслевыми сертификатами.
Компания JS Precision не просто выполняет требования стандарта ISO 13485:2016 по литью медицинских изделий под давлением.
Кроме того, мы выполнили индивидуальные заказы для более чем 300 электронных компаний в различных областях , включая смартфоны, умные дома и портативные медицинские устройства. Мы действительно знаем, как решать основные проблемы, возникающие при литье корпусов электронных устройств под давлением, и как защитить ваши проекты.
Например, будучи брендом смартфонов высокого класса, вы могли столкнуться со множеством трудностей при разработке корпуса среднего размера: толщина стенок 0,6 мм, зеркальная полировка SPI A-1 и выход годной продукции в промышленном производстве более 98%.
Поначалу работа с разными поставщиками не решила проблем, поскольку оставались сварочные швы, а отклонение превышало 0,02 мм. Это не только отложило запуск проекта, но и привело к увеличению дополнительных затрат.
Компания JS Precision возьмет на себя управление всем вашим проектом. Благодаря анализу Moldflow будет оптимизировано расположение литниковых каналов, будет использована сталь S136 для изготовления пресс-форм и технология RHCM, вы сможете контролировать допуски размеров до 0,008 мм, глубина сварного шва будет уменьшена до менее 0,01 мм, стабилизированный выход годной продукции составит 99,2%, а себестоимость каждой партии будет снижена на 2000 долларов.
Таким образом, вкратце, вы можете избавиться от трудностей сотрудничества и получить долгосрочную стабильную поддержку массового производства.
Для вас главное преимущество JS Precision заключается в его "ориентированном на прибыль" подходе:
Мы поможем вам снизить проектные риски, начиная с этапа DFM-анализа, и избежать потерь на доработку после изготовления пресс-форм, тем самым экономя время и средства; благодаря комплексному контролю качества гарантируется стабильность каждой партии продукции и стабильный показатель CPK 1,33.
Благодаря использованию своих вертикально интегрированных сервисных возможностей, JS Precision также может помочь вам сократить цикл разработки пресс-форм до 4 недель, что на 30% быстрее, чем в среднем по отрасли, тем самым позволяя быстрее выводить вашу продукцию на рынок и осваивать новые рыночные возможности.
Если у вас возникают проблемы, связанные с точностью, выходом годных изделий или стоимостью при литье под давлением корпусов для электроники, свяжитесь с нами для получения бесплатного отчета об анализе DFM (проектирование с учетом технологичности производства). Позвольте нам использовать наш практический опыт, чтобы помочь вам снизить риски и оптимизировать ваши решения.
Почему литье под давлением электроники стало отраслевым стандартом для корпусов премиум-класса?
Электроника для литья под давлением не только соответствует требованиям огнестойкости UL94 V-0, но и способна производить очень тонкие стенки толщиной от 0,5 до 1,5 мм, обеспечивая высочайший уровень точности размеров CPK1.33 при массовом производстве.
Таким образом, вполне вероятно, что эта технология может стать новым промышленным стандартом для производства высококачественных электронных корпусов, поскольку она использует тонкостенное литье под давлением для достижения функциональной интеграции.
Литье под давлением для получения тонкостенных изделий позволяет легко создавать корпуса электронных устройств с минимальной толщиной стенок 0,5 мм.
Литье под давлением тонких стенок означает, что толщина стенки составляет менее 1,0 мм, а соотношение L/T — более 1,5, что в конечном итоге приводит к снижению веса изделия и экономии средств. В таблице ниже показаны основные параметры и преимущества:
Элемент | Конкретные параметры | Типичные области применения | Основные требования | Преимущества для клиентов |
Стандарт толщины стенки | Минимальная толщина 0,5 мм, стандартная 0,6-0,8 мм. | Средняя рамка смартфона, корпус часов. | Соотношение L/T > 150 | Снижение веса продукции на 30–50%. |
Требования к материалам | Индекс текучести расплава PC/ABS MI ≥ 18 г/10 мин. | Все типы электронных корпусов. | Класс огнестойкости UL94 V-0. | Стоимость материалов снижена примерно на 20%. |
Требования к оборудованию | Скорость впрыска ≥ 300 мм/с, давление впрыска ≥ 200 МПа. | Продукция массового производства | Точность оборудования ±0,01 мм | Эффективность производства повысилась на 25%. |
Допуски на размеры | ±0,01-±0,03 мм | Прецизионные электронные компоненты | КФК ≥ 1,33 | Уровень квалификации членов Ассамблеи вырос до более чем 99%. |
Функциональная интеграция сокращает объем вторичной сборки: защелкивающиеся соединения и стойки для позиционирования печатной платы интегрированы в единую конструкцию.
Методом прямого литья мы формуем защелки и позиционирующие штифты внутри пластиковых деталей, поэтому ультразвуковая сварка не требуется, а себестоимость единицы продукции может быть снижена на 15-25%.
Допуск на посадку пряжки составляет 0,05 мм, а межосевое расстояние позиционирующих штифтов — 0,03 мм. Очень важно соблюдать расчетный угол уклона 1°-2° и радиус скругления корня шва R0,2-0,5 мм.
Поддержание размерной стабильности при показателе CPK 1,33 в массовом производстве.
Уровень качества, соответствующий показателю CPK 1,33, составляет 99,993%. Благодаря внедрению замкнутой системы регулирования температуры пресс-формы с точностью ±1°C и проведению отбора проб/тестирования каждые 4 часа, нам удалось ограничить коэффициент усадки до 0,05% и обеспечить повторяемость отклонений параметров литья под давлением на уровне 2%, что позволяет с уверенностью утверждать о высокой стабильности серийного производства.
Проще говоря, это означает, что из каждых 100 000 произведенных электронных корпусов максимум 6 могут оказаться низкого качества, что приведет к значительному снижению затрат на доработку и послепродажное обслуживание.

Рисунок 1: Компонент панели управления Siemens, изготовленный методом литья под давлением, выполненный в бело-синих тонах, с экраном «ИНФО» и кнопками управления.
Как оптимизировать пресс-форму для литья под давлением для получения глянцевых поверхностей?
Глянцевый внешний вид первоклассных электронных корпусов во многом определяется оптимизированной конструкцией пресс-формы для литья под давлением .
К первостепенным требованиям относятся использование инструментальной стали марки NAK80 или S136, сопряженной с системами быстрого охлаждения и нагрева RHCM, многоступенчатыми вентиляционными каналами и сталью для литьевых форм, соответствующей стандарту ASTM D3675-18 .
Сравнение эффективности полировки инструментальных сталей NAK80 и S136.
Выбор профильной стали напрямую определяет эффект высокого блеска и срок службы. Ниже приведено сравнение основных параметров:
Тип листовой стали | Твердость | Степень полировки | Шероховатость поверхности Ra | Жизнь плесени | Сценарии применения |
NAK80 | Твердость по Роквеллу 40-45 (предварительно закаленная) | СПИ А-2 | 0,025 мкм | < 200 000 форм | Полуглянцевая, мелко- и среднесерийное производство. |
С136 | HRC 50-52 (закаленный) | СПИ А-1 | 0,012 мкм | > 500 000 форм | Высокоглянцевое, массовое производство. |
Между тем, NAK80 может служить более экономичной альтернативой для нанесения полуглянцевых покрытий в средних и малых объемах.
По сути, S136 — это очень прочный «роскошный инструмент», способный долгое время создавать глянцевые поверхности без поломок, в то время как NAK80 — это экономически «целесообразный» инструмент для мелкого и среднего производства. Правильный выбор модели может обеспечить оптимальное сочетание производительности и стоимости.
Параметры процесса RHCM (быстрый нагрев и охлаждение): температура пресс-формы 120-150℃
Технология RHCM помогает минимизировать сварочные швы на поликарбонате с 0,1 мм до менее 0,01 мм за счет нагрева поликарбоната до температуры 120-140℃ перед заполнением, а затем быстрого охлаждения до температуры ниже 60℃ после выдержки под давлением.
Для этого необходим высокотемпературный контроллер температуры пресс-формы, и производственный цикл увеличивается на 5-10 секунд. Это оптимальный выбор для материалов PC, PMMA и ABS.
Глубина выпускного канала 0,01-0,03 мм для предотвращения перегрева.
Обугливание происходит, когда сжатый воздух нагревается до такой степени (выше 250℃), что обугливает пластик. Тракт для отвода воздуха должен быть расположен в сварном шве и ближе к концу заполнения.
Толщина слоя поликарбоната должна составлять 0,01-0,02 мм, а для ABS/PP — 0,03 мм. Превышение толщины в 0,05 мм приведет к образованию облоя. Недостаточный отвод воздуха может привести к повышению локальной температуры до более чем 300℃.
Не уверены, какую сталь для пресс-форм выбрать для ваших изделий с глянцевой поверхностью? Свяжитесь с нашими инженерами, чтобы получить бесплатную консультацию по выбору компонентов для литьевых форм и избежать распространенных ошибок при оптимизации пресс-форм.

Рисунок 2: Техник использует цифровой штангенциркуль для точного измерения детали металлической литьевой формы на рабочем столе.
Какое покрытие, полученное методом литья под давлением, лучше всего улучшит внешний вид вашего устройства?
Качество обработки поверхности при литье под давлением определяет внешний вид и тактильные ощущения от электронных изделий.
Полированная зеркальная поверхность (SPI A-1) подходит для высококачественных панелей умного дома (для которых потребуется твердое покрытие 2H), тогда как матовая текстура (MT-11010) менее подвержена появлению царапин и поэтому подходит для портативных устройств промышленного класса.
Для достижения зеркальной полировки поверхности пресс-формы по стандарту SPI A-1 требуется, чтобы шероховатость поверхности не превышала Ra 0,012 мкм.
Для достижения показателя SPI A-1 полировку необходимо проводить постепенно с использованием алмазной пасты (6 мкм → 3 мкм → 1 мкм).
Сталь для изготовления пресс-форм должна быть полностью герметичной и иметь твердость HRC50, а также не должно быть видимых царапин при температуре 30°C и освещенности 500 люкс. Время полировки в 3-5 раз больше, чем для стали класса А-3, а стоимость на 40-60% выше.
Диапазон глубины матовой текстуры MT-11010: 20-50 мкм
MT-11010 имеет глубину текстуры 20-30 мкм, а MT-11030 — 40-50 мкм. С помощью химического травления или электроэрозионной обработки можно скрыть следы усадки и следы течения. Чем глубже текстура, тем выше сопротивление извлечению из формы, следовательно, угол извлечения должен быть в пределах 3°-5°.
Высокоглянцевое поверхностно-упрочняющее покрытие: твердость, отвержденная PVD или УФ-излучением, ≥2H.
Глянцевые поверхности довольно легко царапаются, поэтому им необходимо прочное покрытие. Типичное PVD-покрытие имеет толщину 1-3 мкм и твердость 3H-5H.
УФ-стойкое покрытие имеет толщину 5-10 мкм и твердость 2H-3H, что идеально подходит для ПК/ПММА. Адгезия должна быть не менее 4B. Непокрытый ПК имеет уровень твердости HB, тогда как покрытый может достигать 2-3H.
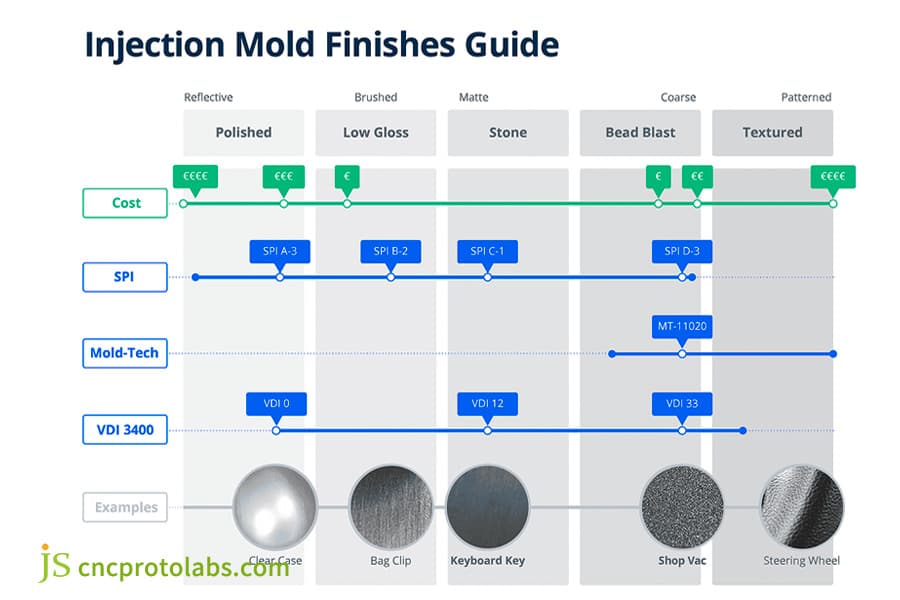
Рисунок 3: Подробная диаграмма, сравнивающая различные виды обработки поверхности пресс-форм для литья под давлением, от полированной до текстурированной, с указанием соответствующих затрат, стандартов SPI/VDI и примеров реального применения.
В чём заключаются различия между стандартами качества поверхности SPI для электроники?
Обработка поверхности при литье электроники под давлением также напрямую зависит от качества поверхностной обработки методом SPI . Различные марки обработки будут иметь разные эффекты и цены:
SPI A-1 (Ra≤0,012 мкм) — это зеркальная полировка, B-1 (Ra 0,05 мкм) — полуглянцевая, а C-1 (Ra 0,10 мкм) — шероховатая функциональная поверхность. SPI A на 40-60% дороже, чем SPI C.
SPI A-1 — A-3: соответствие стандартам для электронных изделий с высокотехнологичным оборудованием.
- A-1: Ra≤0,012 мкм, полировка алмазной пастой, идеально подходит для изготовления задних крышек смартфонов и смарт-часов, а также является самым дорогим вариантом.
- A-2: Ra 0,025 мкм, отполировано мелкозернистой наждачной бумагой и алмазной пастой, подходит для прозрачных панелей из поликарбоната.
- A-3: Ra 0,05 мкм, полировка мелкозернистым масляным камнем и алмазной пастой, идеально подходит для внутренних деталей с зеркальной полировкой.
Для получения класса А требуется осмотр с помощью увеличительного стекла с 10-кратным увеличением, чтобы убедиться в отсутствии резьбы, а также в отсутствии усиков и дефектов.
SPI B-1 – B-3: Полуглянцевая отделка и хорошее соотношение цены и качества.
- B-1: отполировано наждачной бумагой зернистостью 600, Ra 0,05 мкм, имеет такую же поверхность, как и панели «умного дома», но стоит на 30-40% меньше, чем панель класса А.
- B-2: поверхность корпуса пульта дистанционного управления отполирована наждачной бумагой зернистостью 400, Ra 0,10 мкм.
- B-3: поверхность функциональной кнопки отполирована наждачной бумагой зернистостью 320, Ra 0,15 мкм.
SPI C-1–C-3: Шероховатая отделка функциональных зон.
Поверхности класса С используются для внутренних функциональных деталей, обладают низким усилием при извлечении из формы, а цикл обработки пресс-формы более чем на 50% короче, чем у класса А. Конкретные параметры приведены в таблице ниже:
Класс SPI | Метод обработки | Шероховатость поверхности Ra | Сценарии применения | Цикл обработки пресс-формы |
С-1 | шлифовальный камень зернистостью 320 | 0,18 мкм | Внутренняя стенка батарейного отсека. | 5-7 дней |
С-2 | шлифовальный камень зернистостью 240 | 0,25 мкм | Внутренние конструктивные элементы. | 3-5 дней |
С-3 | Шлифовальный камень зернистостью 120 | 0,35 мкм | Радиаторы, вентиляционные решетки. | 1-3 дня |
Загрузите стандартную форму обработки поверхности SPI, чтобы быстро подобрать решение, соответствующее вашим потребностям. Вы также можете бесплатно проконсультироваться с нами по поводу решений в области обработки поверхности, чтобы найти баланс между текстурой и стоимостью.
Как критически важные компоненты литьевых форм предотвращают дефекты поверхности?
Одной из главных проблем при литье под давлением корпусов электронных устройств является образование поверхностных дефектов. Разумное проектирование компонентов пресс-формы для литья под давлением является основным фактором в предотвращении этого явления.
Например, контроль последовательности работы игл горячеканального клапана в сочетании с высокоточной системой выталкивания и синхронизированным движением направляющих стоек и втулок являются основными факторами, определяющими качество поверхности изделия.
Управление последовательностью работы игл клапанов с горячим каналом помогает снизить потери потока.
Система горячего литья включает в себя коллектор, несколько горячих форсунок и клапанные штифты. Для уменьшения следов потока и снижения давления впрыска на 10-15% можно открывать клапанные штифты последовательно (задержка составляет от 0,1 до 0,5 секунды, а закрывать их — когда форма заполнена на 95%).
Зазор между штифтом клапана и литниковым каналом должен составлять 0,005 мм, а уплотнительное кольцо обычно заменяется после каждых 100 000 циклов литья.
Переход от выталкивающих штифтов к верхним блокам и прижимным пластинам полностью устраняет следы от выталкивающих штифтов.
Обычно следы от выталкивающих штифтов образуются из-за очень высокого удельного давления, оказываемого этими штифтами. Теперь мы заменяем их выталкивающими блоками (площадь ≥ 20 мм²) или прижимными пластинами.
Фаска выталкивающего блока составляет R0,2-0,5 мм, ход прижимной пластины равен расстоянию извлечения из формы + 10 мм, а шероховатость выталкивающего блока такая же, как и у полости (Ra≤0,025 мкм, опорная точка данных).
Зазор между направляющей стойкой и направляющей втулкой должен быть ≤ 0,02 мм для предотвращения образования заусенцев.
Заусенцы могут образовываться из-за зазора между разъемными поверхностями > 0,02 мм. Для направляющих стоек и направляющих втулок мы используем сверхточный сплав MISUMI. Зазор между деталями составляет 0,01-0,02 мм, а перпендикулярность — 0,01 мм/100 мм. Кроме того, износ проверяется каждые 100 000 циклов формования.
Как выбрать передовые услуги литья под давлением для корпусов из различных материалов?
Для изготовления многокомпонентных электронных корпусов требуются услуги литья под давлением более высокого уровня, а также дополнительные услуги, такие как двухцветное литье под давлением, литье с закладными элементами и нанесение экранирующего покрытия от электромагнитных помех, что позволяет удовлетворить даже самые сложные требования.
Прочность на границе раздела между двухцветным жестким поликарбонатом, полученным методом литья под давлением, и гибким термоэластопластом составляет 4 МПа.
Для двухцветного литья под давлением требуется двухступенчатая роторная литьевая машина (точность позиционирования 0,02 мм, опорные точки данных).
Наиболее часто используемые комбинации — это PC/ABS+TPE и ABS+TPU, прочность соединения которых составляет 4 МПа (стандарт ISO 36). Кроме того, соединение типа «ласточкин хвост» может увеличить прочность до 6 МПа.
Усилие, необходимое для извлечения из литой медной гайки, составляет 50 Н.
Процесс литья под давлением с закладными элементами будет следующим:
Позиционирование гайки, закрытие пресс-формы, впрыск, охлаждение, выталкивание. Усилие вытягивания рифленых гаек M1.6-M3 составляет M250Н и M380Н (стандарт USCAR 12, данные точки крепления). Точность позиционирования — 0,03 мм. Кроме того, гайки необходимо предварительно нагреть до 80-120℃.
Толщина экранирующего покрытия от электромагнитных помех 10-15 мкм, эффективность экранирования ≥30 дБ.
Экранирующее покрытие от электромагнитных помех — одна из наиболее значимых и ценных услуг, предоставляемых с использованием проводящей краски на основе меди и серебра, с толщиной пленки 10-15 мкм, объемным сопротивлением ≤0,1 Ом·см, эффективностью экранирования 30 дБ (затухание 99,9%) и адгезией 4B.
Оно покрывает все внутренние поверхности и является ключом к повышению конкурентоспособности поставщиков деталей, изготовленных методом литья под давлением на заказ.
Как выбрать надежного поставщика деталей, изготовленных методом литья под давлением, для сложных проектов?
Успех в сложных проектах по изготовлению корпусов для электроники зависит от наличия надежного поставщика деталей, изготовленных методом литья под давлением на заказ . В основе оценки лежит качество проектирования с учетом технологичности производства (DFM), вся система управления качеством и контроль производственного цикла.
Отчет по проектированию с учетом технологичности производства (DFM) должен быть подтвержден анализом Moldflow и включать компенсацию усадки.
Отчет по проектированию с учетом технологичности производства (DFM) должен включать 3D-моделирование, анализ толщины стенок, усадочных дефектов, сварных швов и давления заполнения. Технология Moldflow должна соответствовать следующим критериям:
Время заполнения < 1,5 секунды, перепад давления < 80% от максимального давления впрыска, компенсация усадки ПК 0,5-0,7%, АБС 0,4-0,6%, компенсация легкого отклонения размеров 0,1 мм не предусмотрена.
Первичный контроль качества образцов (FAI) и контроль процесса статистического контроля процессов (SPC).
Требования к контролю качества на всех этапах производственного процесса:
- Тесты контроля качества Влажность пластика 0,02%.
- IPQC измеряет параметры каждые 2 часа и записывает их каждые 4 часа.
- Индекс FAI измеряет 50-100 параметров.
- SPC проводит полную проверку размеров с CPK <1,33.
- OQC соответствует стандартам AQL уровня II.
От испытания прототипа пресс-формы (T0) до начала производства (SOP): стандартный цикл 4-6 недель.
График серийного производства включает в себя сначала пробное формование T0, затем модификацию T1-T3 , после чего следует мелкосерийное пробное производство и, наконец, стандартную производственную процедуру (SOP).
Стандарт JS Precision: 2 недели на точную настройку размеров после T0, 4 недели на поставку небольшой партии и 6 недель на достижение SOP, что на 1-2 недели быстрее, чем в среднем по отрасли.
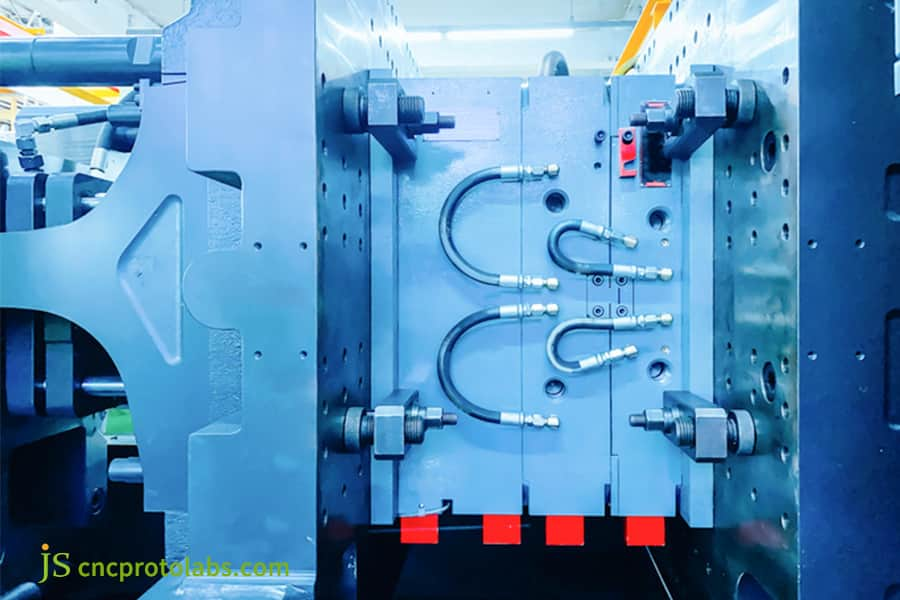
Рисунок 4: Детальный вид высокоточной литьевой формы, демонстрирующий узлы выталкивающих штифтов и соединенные с ними шланги на линии разъема, что свидетельствует о передовых возможностях оснастки.
Пример из практики JS Precision: панели для «умного дома» обеспечивают 90% устранение сварочных швов и зеркальную полировку высшего качества.
Вот несколько практических примеров из реальной жизни, демонстрирующих технологические возможности компании JS Precision в области литья под давлением электроники. Эти примеры показывают, как мы помогли клиентам преодолеть проблемы, связанные с литьем под давлением, и добиться эффективного массового производства.
Возникшие трудности:
Умная панель управления от ведущей компании, специализирующейся на системах «умного дома», имеет три основные проблемы:
Очень тонкая стенка (0,8 мм) и длина (180 мм) приводят к недостаточному заполнению на дальнем конце, глубина сварного шва достигает 0,15 мм, в то время как требуется зеркальная полировка SPI A-1, а твердость глянцевой поверхности составляет менее 1H, что приводит к доработке на уровне 28%.
Решение:
После принятия проекта мы первоначально применили DFM-анализ и анализ потока с помощью модели Moldflow, что помогло нам с высокой точностью определить корень проблемы и, следовательно, предложить точное решение:
- Для контроля шероховатости полости пресс-формы до Ra 0,01 мкм и достижения эффекта высокого блеска используется инструментальная сталь S136 (HRC 52), которая подвергается вакуумной закалке.
- Применяется метод RHCM (Heat-Cool-Cool), при котором поверхность пресс-формы нагревается до 140℃ перед заполнением, а затем очень быстро охлаждается до 60℃ после поддержания давления, что полностью исключает наличие сварных швов.
- Оптимальная конструкция вентиляционного желоба пресс-формы выполнена в виде кольцевого отверстия глубиной 0,02 мм и шириной 8 мм, чтобы избежать пригорания во время заполнения.
- Нанесение вакуумного PVD-покрытия толщиной 2 мкм на поверхность упрочняет ее до твердости 3H, тем самым решая проблему царапин.
Уроки и выводы, извлеченные из неудач:
В ходе реализации проекта возникли три проблемы, которые повлияли на его ход:
- Пробную форму T0 пришлось забраковать, поскольку метод RHCM не применялся, и поэтому сварные швы оставались видимыми. Главный вывод заключается в том, что для тонкостенных деталей с высоким блеском моделирование Moldflow следует проводить заранее.
- Первый выхлопной канал оказался слишком мелким (0,008 мм), что привело к его перегреву. Был сделан более глубокий срез на 0,02 мм, а также установлен дополнительный выхлоп.
- Неполная очистка перед PVD-покрытием привела к образованию точечных повреждений, поэтому добавление двойной очистки позволило достичь уровня адгезии 4B.
Что касается контроля затрат, после 300 000 циклов формования на первоначально использованной стали NAK80 появились царапины. Замена стали на S136 для проведения ремонта формы привела к увеличению затрат на 2000 долларов. Для проектов с высокой степенью блеска и большими объемами производства использование стали S136 в долгосрочной перспективе окажется более экономически выгодным вариантом.
Окончательный результат:
Ширина сварных швов была сведена к минимуму до 0,01 мм (было устранено около 90%), уровень твердости поверхности достиг 3H, а процент доработок составил 4%, время цикла для одного отверстия сократилось с 45 секунд до 38 секунд, а выход годной продукции повысился с 72% до 96%, переход от стадии T0 к стадии SOP был выполнен всего за 5 недель, на 2 недели раньше запланированного срока.
Отзывы клиентов:
«Больше всего нас порадовал отчет DFM от JS Precision, который не только выявил и наглядно показал нам потенциальный риск появления усадочных дефектов из-за резкого изменения толщины стенок в первоначальном проекте, но и рекомендовал план внесения изменений».
Таким образом, нам не пришлось осознавать проблему только после изготовления формы. В целом, продолжительность проекта сократилась на две недели по сравнению с нашими ожиданиями». — Директор по структурному проектированию компании Brand
Ваша продукция также сталкивается с такими проблемами, как сварочные швы, царапины и отклонения в размерах? Предоставьте чертежи вашей продукции , чтобы получить бесплатное технологическое решение, аналогичное этому примеру, быстро реализовать свой проект и снизить затраты.
Часто задаваемые вопросы
В1: Какова минимальная допустимая толщина стенок электронных корпусов?
Благодаря новейшим технологиям точного литья под давлением в электронике, можно стабильно достичь толщины стенки 0,5 мм, а при специальной оптимизации она может быть уменьшена до 0,3 мм, что отвечает требованиям к легким и тонким портативным устройствам и одновременно обеспечивает прочность конструкции и точность размеров.
В2: Какие наиболее распространенные дефекты встречаются на глянцевой поверхности?
Основными дефектами глянцевых поверхностей являются сварочные швы и следы текучести. При использовании технологии RHCM в сочетании с хорошо спроектированной прецизионной пресс-формой сварочные швы уменьшаются до менее чем 0,01 мм, а следы текучести могут быть полностью устранены.
В3: В чем основные различия между поверхностями SPI A-1 и A-2?
Основное различие заключается в степени полировки и шероховатости. Образец A-1 полируется алмазной пастой (Ra 0,012 мкм, зеркальная поверхность), тогда как образец A-2 сначала полируется мелкозернистой наждачной бумагой, а затем алмазной пастой (Ra 0,025 мкм, немного худшая текстура).
Вопрос 4: Как избежать царапин на глянцевой поверхности при извлечении изделия из формы?
Для предотвращения царапин на поверхности увеличьте угол наклона до ≥1,5° и замените выталкивающие штифты полированными выталкивающими блоками. Это не только обеспечит соответствие шероховатости выталкивающих блоков шероховатости полости, но и сделает усилие выталкивания равномерным, предотвращая появление следов.
В5: Какова точность позиционирования медной гайки при литье под давлением с закладными элементами?
Благодаря прецизионной пресс-форме точность позиционирования медной гайки может достигать 0,03 мм. Она фиксируется специальным позиционирующим штифтом, а плотное прилегание гарантируется контролем за процессом внутри пресс-формы и предварительным нагревом гайки.
В6: На чём в первую очередь сосредоточены параметры в DFM-анализе?
В основном, это позволяет оценить равномерность толщины стенок, спрогнозировать усадочные дефекты, определить места сварных швов и проанализировать кривую давления заполнения. Это помогает заранее выявлять риски проектирования и избегать вскрытия пресс-формы и доработок.
В7: Как долго обычно служит пресс-форма для литья под давлением?
Электронные формы, изготовленные из стали S136, рассчитаны на 500 000–1 000 000 циклов, тогда как формы из стали NAK80 имеют срок службы 200 000 циклов. Выбор можно сделать в зависимости от масштабов массового производства .
В8: Каков минимальный объем заказа (MOQ) для JS Precision?
На этапе создания прототипа допускается выпуск небольших партий по 100 штук, в то время как для массового производства рекомендуется выпускать не менее 5000 штук в партии, что позволяет снизить себестоимость единицы продукции.
Краткое содержание
Для создания привлекательных внешне и высокофункциональных корпусов для электроники без ущерба для точности, производительности и низкой стоимости, сочетание технологии литья под давлением с услугами профессиональных поставщиков позволяет получить высококачественную глянцевую поверхность толщиной 0,5 мм и одновременно гарантировать стабильность размеров с показателем CPK 1,33.
Компания JS Precision, как надежный поставщик деталей, изготовленных методом литья под давлением на заказ, поможет вам избежать распространенных ошибок в этой области, контролировать затраты и ускорить темпы производства. Свяжитесь с нами прямо сейчас , чтобы получить бесплатный отчет по DFM (проектированию с учетом технологичности производства) и рекомендации по оптимизации затрат, которые позволят вашей электронной продукции выделиться по внешнему виду и качеству.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

