

5軸CNC加工サービスは常に、高精度、複雑な部品を製造するための中心的なソリューションであり続けています。部品納品後に曲面に工具跡がついたり納期が遅れたりしたことはありませんか?
根本的な理由は通常、図面ではなく加工戦略にあります。つまり、精度と効率に影響を与える 3+2 軸位置決め加工と 5 軸同時加工の技術的な違いです。
この記事は、2 つのテクノロジーの重要な違いを明らかにすることを目的としており、複雑な部品製造のボトルネックが専門の多軸 CNC 加工設備によってどのように簡単に解決できるかを説明します。さらに、デスクトップ 5 軸 CNC の軽量アプリケーション シナリオについても説明します。
主要な回答の概要
| 主な質問 | 主な答え | あなたにもたらされる価値 |
| 5 軸加工と 3+2 軸加工の主な違い | 3+2軸加工は後位置決め加工ですが、5軸加工は切削同時加工です。 1 つ目は平面加工に適しており、2 つ目は非常に複雑な曲面の加工が可能です。 | パーツの種類に応じてどのプロセス パスを選択するかを迅速に決定します。 |
| 精度と納期を最適化 | プロフェッショナルな 5 軸 CNC 加工サービスを選択すると、複雑な機能の単一セットアップが可能になり、精度が最大 30% 向上し、納期が 40% 短縮されます。 | 複雑な部品に対する多軸リンケージの総合的な価値を理解し、誤ったプロセス選択によって引き起こされる繰り返しのクランプや精度の低下を回避します。 |
主な結論:
- 精度の差は 5 倍にもなる場合があります。
連続曲面の5軸連動加工では面粗さがRa0.4μmまで低く抑えられますが、3+2軸加工では工具跡が目立つためRa1.6μmしか実現できません。
- 1 つのセットアップ = より高い信頼性:
5 軸加工では、複雑な部品の複数のセットアップを 1 つに組み合わせることができるため、結果として生じるエラーが排除され、カスタム加工部品に最適な選択肢となります。
- ツールは効率の下限を設定します。
専用の5軸バイスを使用することで、 5軸ワークホールディングソリューションにより、複雑な部品のセットアップ時間を 70% 以上削減できます。
なぜこの比較を信頼できるのでしょうか? JS Precision の 5 軸 CNC 加工サービスの経験
JS Precision は 10 年以上にわたって 5 軸 CNC 加工業界の主要企業であり、10,000 を超える航空宇宙、医療、自動車のカスタム加工部品を供給しています。
当社の多軸 CNC 加工プロセス システムは、5 軸 CNC 加工の要件を完全に満たし、3+2 軸加工における精度不足と長いリードタイムの問題を効果的に解決します。さらに、小型部品の製造用にデスクトップ 5 軸 CNC マシンをカスタマイズすることもできます。
AS9100D 航空宇宙品質認証当社の機械加工プロセスの完全なトレーサビリティを保証するために実装されています。例えば医療業界では、3+2軸加工で表面粗さをRa 2.0μmからRa 0.3μmに改善することで、外科用インプラントの表面仕上げを行う企業を支援し、同時に納期を半分に短縮しました。
航空宇宙会社のプロジェクトでは、油圧バルブ本体のシングルクランプ加工を容易にし、さまざまなクランプ操作による誤差の蓄積を回避し、不良率を 18% から 0.3% に削減しました。
当社の技術チームは、各メンバーが5軸CNC加工で5年以上の経験を持っており、さまざまな材質や構造の加工が必要な部品の加工をオーダーメイドで行うことができます。
ドイツとスイスのトップ5軸マシニングセンタメーカーの最新ギアを導入し、加工品質だけでなく安定性も保証します。また、お客様のご要望に合わせた卓上5軸CNCマシンの選定・立ち上げサービスも提供いたします。
カスタム機械加工部品の加工の問題点をすぐに解決したいですか?今すぐ JS Precision のアプリケーション エンジニアに連絡し、基本的な部品情報を送信してください。カスタマイズされた無料の 5 軸 CNC 加工サービス プロセス評価レポートが届きます。加工結果とコストを正確に予測し、高効率生産における競争力を高めます。
3+2 軸加工と 5 軸加工の主な違いは何ですか?
適切な加工プロセスの選択は、3+2 軸加工と 5 軸加工の基本的な違いを認識する重要な要素によって異なります。基本的に、それらの運動学的原理は、それぞれが達成できる加工能力と精度のレベルの違いを説明します。詳しく説明すると:
3+2軸加工(位置決め後切削)
2 つの回転軸は、ワークピースの角度を設定し、ワークピースを静止状態に保つためにのみ使用されます。工作機械は、X、Y、Z 直線軸のみを介してワークピースを実行します。これは、実際にワークピースを作成する前にワークピースをセットアップするようなものです。
5軸加工(回転しながら切削)
3 つの直線軸は、切断中にその動きを 2 つの回転軸と同期させ、相対的な位置と角度を切断角度に合わせて連続的に変更します。これが多軸 CNC 加工の主要な側面です。
精度ソースの違い
に沿ってISO 230-2規格, 3+2 軸加工では、何度も角度調整を行う必要があり、これにより 0.02 ~ 0.05 mm の範囲の工具接触誤差が蓄積されます。 5 軸加工では、単一クランプによる再位置決め誤差がなく、これが精度における主な利点です。
3+2 軸と 5 軸リンケージ加工のコアパラメータの比較
| パラメータインジケーター | 3+2軸加工 | 5軸リンケージ加工 | 適用部品の種類 | 表面粗さ | クランプサイクル数 |
| モーションモード | 位置決め後カット | 切削時のリンケージ | 平面/単純穴システム | Ra1.6μm以上 | 5~6回まで |
| 位置決め誤差 | 0.02~0.05mm | ≤0.005mm | 自由曲面/深いキャビティ | Ra0.4μm以下 | 1回だけ |
| 工具寿命 | 従来型(振動しやすい) | 2~3倍延長 | アンダーカット/複雑な内部キャビティ | Ra0.8μm以下 | 1回だけ |
| 加工サイクル | 長い (暗黙的な時間を含む) | 40~60%短縮 | 航空宇宙・医療用精密部品 | Ra0.3μm以下 | 1回だけ |
どの加工プロセスが部品に適しているかまだ不明ですか? 3D 図面をアップロードし、パーツの基本要件を提供します。 JS Precision のエンジニアは、無料で実現可能性を分析し、適切な加工ソリューションをマッチングし、デスクトップ 5 軸 CNC の選択に関するアドバイスを提供して、プロセス選択のリスクを回避します。
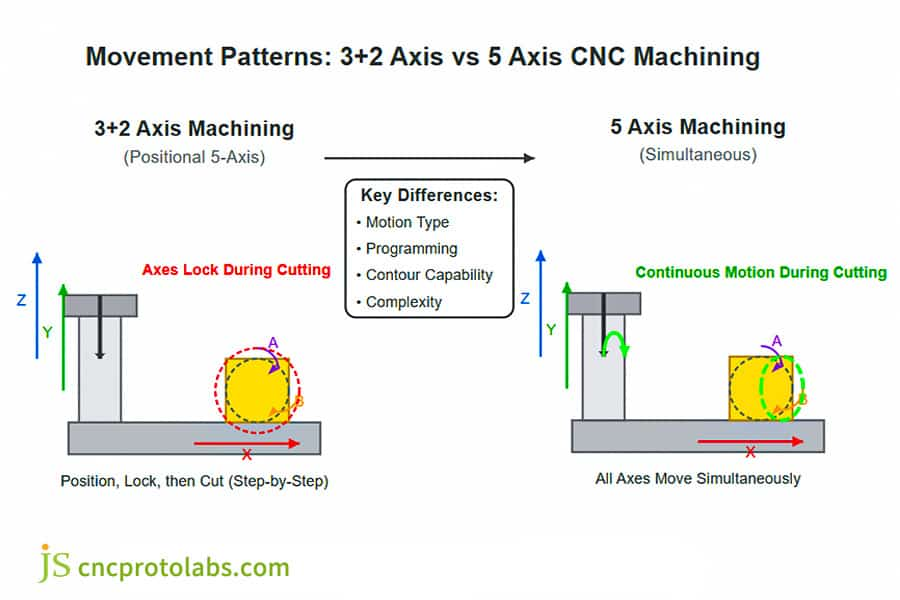
図 1: 3+2 軸と 5 軸 CNC 加工の動作パターンを比較したチャート。ステップバイステップと同時動作、および主要な技術的違いを強調しています。
輪郭加工の場合、5 軸多軸 CNC 加工は 3+2 に比べてどのような精度の利点がありますか?
インペラやタービンブレードなどの曲面を備えたカスタム機械加工部品は、3+2 軸の精度の限界が非常に明らかな例です。 5 軸 CNC 加工サービスは、多軸 CNC 加工の利点を活用して、特に以下に示すように、より高いレベルの精度パフォーマンスを提供できます。
3+2軸の工具跡の問題
回転軸の角度調整を複数回行うと、誤差の蓄積により加工軌跡の合流点に工具痕(高さ0.02~0.05mm)が発生する場合があり、部品の性能に影響を与えます。
5軸連続工具姿勢の特徴
工具姿勢の連続変化、工具接触点の滑らかな軌跡、継ぎ目跡の無さ、輪郭0.01mmの連続曲面、Ra0.4μmに達する表面粗さ。
曲面の例
医療用インプラント高い生体適合性が必要であり、3+2 軸のツールマークは過剰な摩擦係数を引き起こす可能性があります。 5 軸リンケージにより工具不要の加工を実現し、性能と精度のバランスを実現します。
少量バッチの複雑な部品の場合、5 軸 CNC 加工サービスを選択するとどれくらいのリードタイムを節約できますか?
少量バッチの複雑な部品を製造する場合、リードタイムは依然として大きな問題点です。 5 軸 CNC 加工サービスは、次のようなプロセス上の利点により、生産時間を大幅に短縮するのに役立ちます。
クランプの最適化
3+2 軸加工では通常 5 ~ 6 回のクランプ操作が必要ですが、5 軸 CNC 加工では 1 回のクランプ操作ですべての加工を実行できるため、クランプ時間を 70% 短縮できます。
隠れた経費の除去
3+2 軸加工における複数のクランプ操作によって発生する、容易には明らかではない搬送時間と位置合わせ時間は、総処理時間の 40% を占めます。 5 軸加工を導入すると、これを完全に回避できるため、総加工時間を 40% ~ 60% 削減できる可能性があります。
例
JS Precision は、医療会社の整形外科用インプラントの部品を提供する会社です。 3+2 軸加工には 3 週間かかりましたが、5 軸 CNC 加工ではわずか 5 営業日で必要な精度を達成できました。
深いキャビティとオーバーハングを持つカスタム部品の場合、なぜ 5 軸がカスタム機械加工部品に適しているのでしょうか?
となると、 カスタム機械加工部品深いキャビティとアンダーカットがある場合、3+2 軸は工具へのアクセス性と剛性の点で少し制限されます。これらの問題を克服するには、5 軸リンケージが最良の選択です。以下の主な機能を参照してください。
- 3+2 軸の剛性の問題:深いキャビティを加工する場合、工具オーバーハングを増やすことが必須です。したがって、オーバーハングが 10mm 増加するごとに剛性が 30% 低下し、振動が発生し、品質が低下します。
- 5 軸障害物回避:傾斜可能な工具機能により、深いキャビティ領域を短い工具で加工できるため、剛性の問題も回避できます。さらに、工具は最適な切削角度を維持するため、工具の寿命を最大 2 ~ 3 倍に延ばすことができます。
- 5 軸と 3+2 のアクセス性: 3+2 軸では、複雑な内部キャビティやアンダーカットを 1 つのステップで形成することができません。一方、5 軸リンケージには、ツールに完全にアクセスできるという利点があり、設計の自由度が可能になります。

図 2: 多軸 CNC マシニング センターは、円筒形状の大型で複雑な金属ワークを能動的に切断しています。
標準のバイスと比較して、専用 5 軸バイスはどのようにして複雑な部品の迅速な位置決めとクランプを可能にするのでしょうか?
治具は、正確かつ効率的な加工作業を実現する上で重要な役割を果たします。 5 軸バイスと 5 軸ワークホールディングの利点は次のとおりです。
標準バイス干渉リスク
通常、通常のバイスは高さが非常に高いため、5 軸回転加工作業においてスピンドルと工具の動きが制限される可能性があります。つまり、加工角度が制限され、最初の操作でアクセスできない角度に対しては新たなクランプを行う必要があります。
5軸バイス設計のメリット
高さが非常に低い (50 ~ 70mm) ため、高いクランプ力が得られ、干渉を回避し、安定したクランプを提供し、素早い交換に対応できるため、クランプ時間が15 分から 2 分に短縮されます。
柔軟なツーリングシステム
JSプレシジョンは 5軸バイス中心として、クイックチェンジジョーとゼロ点位置決めを組み合わせることで、さまざまな部品への交換が非常に速くなり、多品種少量バッチ加工に最適です。
さまざまな 5 軸 Vise コア性能パラメータ
| 5軸バイスモデル | クランプ高さ(mm) | 最大クランプ力(kN) | クランプ時間 (分) | 適合部品タイプ | クイックチェンジサポート? |
| SC5X | 65 | 50 | 2 | 大きくて複雑なバルブ本体 | はい |
| C5X | 70 | 40 | 3 | 中型ブラケット部品 | いいえ |
| グレポス-5X | 55 | 40 | 1.5 | 小型精密シャフト | いいえ |
| C2.0 | 60 | 50 | 2.5 | 多品種小ロット部品 | はい |
| C3 | 50 | 16 | 1 | 小型医療部品 | はい |
複雑な部品に最適な 5 軸ワークホールディング ソリューションをお探しですか? JSプレシジョンへのお問い合わせ治具の選択とクランプの最適化に関するアドバイスを無料で提供します。
図 3: 対称ジョーを備えた専用の 5 軸バイスが、マシニング センター内の金属ワークをしっかりとクランプしています。
3+2 軸と 5 軸の選択は見積リードタイムとコストにどのように影響しますか?
3+2 軸リンケージと 5 軸リンケージのどちらを選択するかは、カスタム機械加工部品の価格、リードタイム、コストに影響します。
- 隠れたコスト: 3+2 軸での複数のクランプ操作によって発生する時間、検査、およびスクラップのコストにより、総加工コストが 30% ~ 50% 増加する可能性があります。
- クランプ操作ごとの価値: 5 軸機械の 1 回のクランプ操作で、隠れたコストを削減するのに十分です。したがって、複雑なブラケット部品を例にとると、3+2 軸クランプの人件費は 200 ドルですが、5 軸のコストはわずか 50 ドルで、75% 節約できます。
- リードタイムの利点: 5 軸工作機械の時給は 30% ~ 50% 高くなりますが、プロセス間で待機する必要がないため、全体の加工サイクルが短くなり、価格設定とリードタイムが向上します。
3+2 ではなく 5 軸 CNC 加工サービスを選択する必要があるのはどのような場合ですか?
3+2 軸と 5 軸リンケージの間の決定要因は、基本的に、部品とその特性、バッチの大きさ、および材料です。主なポイントは次のとおりです。
部品の形状
平面または単純な輪郭の部品を扱う場合は、コストを抑えるために 3+2 軸を使用することをお勧めします。自由曲面、深いキャビティ、およびアンダーカット部品に関しては、小型軽量部品の場合は精度を確保するために 5 軸が最適です。 デスクトップ 5 軸 CNC良い選択です。
バッチサイズ
1 個または小さなバッチ (100 個未満) を行う場合は、複数の治具の費用を避けるために 5 軸を選択します。大規模なバッチの場合は、機械のサイクル タイムと治具のコストとのトレードオフを評価する必要があります。
材質の硬度
焼入れ鋼やチタン合金などの加工が難しい材料を加工する場合、5 軸リンケージ自体が一定の切りくず負荷制御を提供できるため、工具の摩耗が大幅に軽減されます。
5軸マシニングセンタメーカーのリンケージ精度を評価するにはどうすればよいですか?
信頼できるものを選ぶことが重要です 5軸マシニングセンタメーカー正確性を保証したい場合。評価する際に考慮すべき主な側面は次のとおりです。
RTCP機能
本格的な5軸加工の心臓部であり、工具中心点を変化させません。この機能がなければ、リンケージ加工で高精度を達成することはできません。
精密インジケーター
工業用グレードの装置は、位置決め精度 ≤ 0.005 mm、再現性 ≤ 0.003 mm、および回転軸分解能 ≤ 0.001° の基準に準拠する必要があります。
装備の違い
デスクトップ 5 軸加工機の精度は0.01 ~ 0.02 mmまでであるため、低精度部品に適しています。精度≤0.005 mmを達成できる工業グレードの機器は高精度加工に適しています。
工作機械の剛性
機械自体が重いほど、ベッドは鉱石鋳物で作られている可能性が高く、案内面は焼入れされている可能性が高いため剛性が高く、難削材の加工に適しています。
大手5軸マシニングセンタメーカーの設備選定テクニックを知りたいですか? JS プレシジョンの「5 軸工作機械選定白書」をダウンロードして、プロの評価方法と選定のポイントをマスターしてください。
JS Precision のケーススタディ: 5 軸リンケージにより航空宇宙用油圧バルブ本体の 17 クランプ サイクルが 1 クランプ サイクルに変換
チャレンジ
航空宇宙用油圧バルブ本体の部品の 1 つは、高精度のカスタム機械加工コンポーネントです。で作られています 7075-T6 アルミニウム合金。この部品には 36 個の精密穴、4 つの交差するオイル通路、2 つの深いキャビティ構造があります。
最初のサプライヤーは、17 回のクランプと 5 回のマシン サイクルによる 3+2 軸プロセスを使用しました。穴の位置精度は±0.05mmでしたが、深部キャビティの内壁粗さはRa3.2μmしかなく、不良率が15%となり納期が8週間遅れてしまいました。」
解決
5 軸 CNC 加工操作から得た経験を活用して、JS Precision チームは部品の多軸 CNC 加工プロセス パスを次のように変更しました。
1.ツーリング革命:
すべての加工面を単一クランプで行い、複数のクランプに起因する誤差を排除するために、低高さの 5 軸バイスとゼロ点クイックチェンジシステムを組み合わせたカスタム 5 軸ワークホールディング ソリューションが実装されました。
2.ツールパスの最適化:
高レベルのプログラミング戦略を使用することで、 多軸CNC加工深いキャビティフィーチャには工具傾斜を伴うトロコイドミーリングが使用され、これにより工具オーバーハングが 120 mm から 60 mm に減少し、工具剛性が向上しました。
3.機内検査:
工作機械のプローブを利用することで、チームは1 回のクランプ操作ですべての重要な寸法の閉ループ フィードバック補正を実行しました。このプロセスにより、加工誤差をリアルタイムで修正し、ワークピースの精度を確保することができました。
結果
5 軸 CNC で再処理した後、油圧バルブ本体は機械加工の完全な性能アップグレードを達成することができました。
- 穴位置精度が±0.05mmから±0.01mmに向上しました。
- ディープキャビティの内壁粗さをRa3.2μmからRa0.8μmに低減しました。
- 総加工時間は35時間から12時間へと大幅に短縮され、納期は10週間から3週間に短縮されました。
- 不良率は15% から 0.5% に低下し、部品あたりの全体的な機械加工コストは 42% 削減されました。
同様の複雑な部品加工のニーズがあり、迅速なソリューションを必要としていますか?今すぐ JS Precision サービス ホットラインに電話して、エンジニアとの 1 対 1 の相談を予約してください。多軸 CNC 加工技術の利点を活用して、お客様に合わせてカスタマイズされた加工ソリューションをカスタマイズし、加工の課題を効率的に解決します。
よくある質問
Q1: 5 軸加工は 3+2 軸加工よりどれくらい高価ですか?
5 軸加工の 1 時間当たりの機械料金は 3+2 軸加工よりも約 30 ~ 50% 高価ですが、隠れたコストを完全に取り除くことができるため、複雑な部品の総加工コストを 20 ~ 40% 削減でき、基本的には費用対効果が向上します。
Q2: 5軸プログラミングは難しいですか?
はい、中程度の難易度であり、多軸工具軸ベクトル制御戦略についての深い理解が必要です。 JS Precision の機能DFM分析の提供設計を最適化し、プログラミング プロセスを簡素化するのに役立ちます。
Q3: 5 軸工作機械のどのブランドを使用していますか?
多軸同時加工の精度と安定性を保証するために、当社では主にヘルムレ (ドイツ)、ミクロン (スイス)、マザック (日本) などの一流ブランドを採用しています。
Q4: 最低注文数量はありますか?
最低注文数量はございません。小ロット、超精密部品加工の分野のスペシャリストとして、当社は単品注文を受け入れることができますが、それでもプロの 5 軸同時加工サービスにアクセスすることができます。
Q5: 5 軸加工ではどの程度の精度が得られますか?
位置決め精度±0.005mm、繰り返し精度±0.003mmを安定して実現し、高精度のカスタム部品の加工にも十分対応します。
Q6: 5 軸加工の標準的なリードタイムはどれくらいですか?
単一サンプルのリードタイムは通常約5 ~ 7 営業日ですが、バッチのリードタイムは2 ~ 4 週間で、 3+2 軸加工よりも大幅に短くなります。より迅速な処理が必要な場合は、ご質問ください。最善を尽くしてお手伝いいたします。
Q7: 焼き入れ鋼の加工はできますか?
当社にはハードフライス加工機能があり、HRC58 ~ 62 の硬化鋼を直接仕上げることができるため、後続の EDM プロセスが削減され、加工効率が向上します。
Q8: バッチの一貫性をどのように確保しますか?
ゼロ点位置決めシステムと SPC プロセス制御の助けを借りて、当社は加工プロセス全体を監視します。その結果、カスタマイズされた部品のバッチ誤差が 0.01 mm を超えないことを確認できます。
まとめ
3+2 軸および 5 軸リンケージは単なるプロセスのアップグレードではありません。これらは、それぞれ異なる部分に適応した 1 対のソリューションです。適切なプロセスの選択は、精度、リードタイム、コストのバランスを達成する上で決定的な役割を果たします。
部品が複雑な場合は、5 軸 CNC 加工サービスを利用して、設計図を実際のオブジェクトに迅速に変換する必要があります。
JS Precision は、世界クラスの設備、成熟したプロセス、長年の経験を通じて、すべてではないにしても、ほとんどの機械加工の問題を解決します。
不適切なプロセスの選択によって生産効率が損なわれないようにしてください。 3D 図面を今すぐ JS Precision に送信してください4 時間以内に専門的なプロセス評価を受けられます。当社の専門家チームが部品の加工を保護します。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

