

5-Achsen-CNC-Bearbeitungsdienste waren schon immer die Kernlösung für die Herstellung hochpräziser und komplexer Teile. Sind Ihnen schon einmal Werkzeugspuren auf gekrümmten Oberflächen oder Lieferverzögerungen nach der Teilelieferung aufgefallen?
Der Hauptgrund sind normalerweise nicht die Zeichnungen, sondern die Bearbeitungsstrategie – die technischen Unterschiede zwischen der 3+2-Achsen-Positionierungsbearbeitung und der 5-Achsen-Simultanbearbeitung, die sich auf Ihre Genauigkeit und Effizienz auswirken.
Ziel dieses Artikels ist es, die entscheidenden Unterschiede zwischen den beiden Technologien aufzudecken und zu erläutern, wie komplexe Engpässe bei der Teilefertigung durch professionelle Mehrachsen-CNC-Bearbeitungsanlagen einfach gelöst werden können. Darüber hinaus werden auch die einfachen Anwendungsszenarien der Desktop-5-Achsen-CNC erörtert.
Kurzer Überblick über die Kernantworten
| Kernfragen | Wichtige Antworten | Mehrwert für Sie |
| Kernunterschiede zwischen 5-Achsen- und 3+2-Achsen-Bearbeitung | Bei der 3+2-Achsen-Bearbeitung handelt es sich um eine Nachpositionierungsbearbeitung, während es sich bei der 5-Achsen-Bearbeitung um eine Simultanbearbeitung mit Schneiden handelt. Der erste eignet sich für die planare Bearbeitung, während der zweite für hochkomplexe gekrümmte Oberflächen geeignet ist. | Treffen Sie schnell eine Entscheidung, welchen Prozessweg Sie für Ihren Teiletyp einschlagen möchten. |
| Optimieren Sie Präzision und Lieferzeit | Die Entscheidung für professionelle 5-Achsen-CNC-Bearbeitungsdienste beinhaltet die Möglichkeit einer einzigen Einrichtung für komplexe Funktionen, eine Genauigkeitsverbesserung von bis zu 30 % und eine Verkürzung der Lieferzeit um 40 %. | Verstehen Sie den umfassenden Wert der Mehrachsverknüpfung für komplexe Teile und vermeiden Sie wiederholtes Spannen und Präzisionsverluste durch falsche Prozessauswahl. |
Wichtigste Schlussfolgerungen:
- Der Genauigkeitsunterschied kann sogar das Fünffache betragen:
Die Oberflächenrauheit der 5-Achsen-Verbindungsbearbeitung für kontinuierlich gekrümmte Oberflächen kann bis zu Ra 0,4 μm betragen, wohingegen bei der 3+2-Achsen-Bearbeitung nur Ra 1,6 μm erreicht werden kann, da die Werkzeugspuren sichtbar sind.
- Ein Setup = mehr Zuverlässigkeit:
Die 5-Achsen-Bearbeitung kann mehrere Konfigurationen komplexer Teile in einer kombinieren, wodurch resultierende Fehler vermieden werden und sie zur besten Wahl für kundenspezifisch bearbeitete Teile wird.
- Die Untergrenze der Effizienz liegt im Werkzeugbau:
Durch die Verwendung eines speziellen 5-Achsen-Schraubstocks und 5-Achsen-Werkstückhalterung Lösungen kann die Rüstzeit komplizierter Teile um mehr als 70 % verkürzt werden.
Warum diesem Vergleich vertrauen? Erfahrung mit 5-Achsen-CNC-Bearbeitungsdienstleistungen von JS Precision
JS Precision ist seit mehr als zehn Jahren ein wichtiger Akteur in der 5-Achsen-CNC-Bearbeitungsbranche und liefert über 10.000 kundenspezifisch bearbeitete Teile für die Luft- und Raumfahrt, die Medizintechnik und die Automobilindustrie.
Unser mehrachsiges CNC-Bearbeitungsprozesssystem kann die Anforderungen der 5-Achsen-CNC-Bearbeitung vollständig erfüllen und die Probleme mangelnder Präzision und langer Vorlaufzeiten bei der 3+2-Achsen-Bearbeitung effektiv lösen. Darüber hinaus sind wir in der Lage, Desktop-5-Achsen-CNC-Maschinen für die Produktion von Kleinteilen anzupassen.
AS9100D-Luft- und Raumfahrtqualitätszertifizierung wurde implementiert, um die vollständige Rückverfolgbarkeit unseres Bearbeitungsprozesses zu gewährleisten. In der Medizinbranche haben wir beispielsweise einem Unternehmen bei der Oberflächenveredelung chirurgischer Implantate geholfen, indem wir die Oberflächenrauheit von Ra 2,0 μm bei der 3+2-Achsen-Bearbeitung auf Ra 0,3 μm verbessert haben und gleichzeitig die Lieferzeit halbiert haben.
Bei einem Projekt für ein Luft- und Raumfahrtunternehmen haben wir die Bearbeitung von Hydraulikventilkörpern mit einer einzigen Klemme ermöglicht und so die Anhäufung von Fehlern aus verschiedenen Klemmvorgängen vermieden und die Fehlerquote von 18 % auf 0,3 % gesenkt.
In unserem technischen Team verfügt jedes Mitglied über mehr als 5 Jahre Berufserfahrung in der 5-Achsen-CNC-Bearbeitung. Wir sind in der Lage, maßgeschneiderte Bearbeitungsarbeiten für Teile zu erstellen, die eine Bearbeitung in unterschiedlichen Materialien und Strukturen erfordern.
Mit modernster Ausrüstung von führenden Herstellern von 5-Achsen-Bearbeitungszentren in Deutschland und der Schweiz garantieren wir nicht nur die Qualität der Bearbeitung, sondern auch die Stabilität. Darüber hinaus bieten wir den Service an, Desktop-5-Achsen-CNC-Maschinen entsprechend den Anforderungen des Kunden auszuwählen und in Betrieb zu nehmen.
Möchten Sie Ihre Probleme bei der Bearbeitung kundenspezifisch bearbeiteter Teile schnell lösen? Kontaktieren Sie jetzt die Anwendungsingenieure von JS Precision, übermitteln Sie grundlegende Teileinformationen und Sie erhalten einen kostenlosen, maßgeschneiderten Prozessbewertungsbericht für 5-Achsen-CNC-Bearbeitungsdienste. Prognostizieren Sie Bearbeitungsergebnisse und -kosten genau und verschaffen Sie sich so einen Wettbewerbsvorteil bei der hocheffizienten Produktion.
Was ist der Hauptunterschied zwischen der 3+2-Achsen- und der 5-Achsen-Bearbeitung?
Die Wahl des geeigneten Bearbeitungsprozesses hängt von einem Schlüsselfaktor ab, der den grundlegenden Unterschied zwischen 3+2-Achsen- und 5-Achsen-Bearbeitung erkennt. Im Wesentlichen erklären ihre kinematischen Prinzipien den Unterschied in der Bearbeitungsfähigkeit und der Genauigkeit , die jedes einzelne erreichen kann. Zur Erläuterung:
3+2-Achsen-Bearbeitung (Schneiden nach Positionierung)
Die beiden Drehachsen dienen lediglich dazu, den Winkel des Werkstücks einzustellen und es ruhig zu halten. Die Werkzeugmaschine führt das Werkstück nur über die X-, Y- und Z-Linearachsen – es ist so, als würde man das Werkstück vor der eigentlichen Fertigung einrichten.
5-Achsen-Bearbeitung (Rotation während des Schneidens)
Die drei Linearachsen synchronisieren beim Schneiden ihre Bewegungen mit den beiden Rotationsachsen und ändern ihre relativen Positionen und Winkel kontinuierlich an den Schnittwinkel. Dies ist der Hauptaspekt der mehrachsigen CNC-Bearbeitung.
Unterschied in den Genauigkeitsquellen
Im Einklang mit ISO 230-2-Standards Die 3+2-Achsen-Bearbeitung erfordert mehrere Winkeleinstellungen, die zu einem Werkzeugkontaktfehler von 0,02 bis 0,05 mm führen. Bei der 5-Achsen-Bearbeitung treten aufgrund einer einzigen Aufspannung keine Neupositionierungsfehler auf, was den Hauptvorteil in Bezug auf die Genauigkeit darstellt.
Vergleich der Kernparameter für die 3+2-Achsen- und 5-Achsen-Verbindungsbearbeitung
| Parameterindikatoren | 3+2-Achsen-Bearbeitung | 5-Achsen-Verbindungsbearbeitung | Anwendbare Teiletypen | Oberflächenrauheit | Anzahl Spannzyklen |
| Bewegungsmodus | Schneiden nach der Positionierung | Verknüpfung beim Schneiden | Planes/einfaches Lochsystem | Ra 1,6 μm und mehr | Bis zu 5-6 Mal |
| Positionierungsfehler | 0,02–0,05 mm | ≤0,005 mm | Freiformoberfläche/tiefer Hohlraum | Ra 0,4 μm und darunter | Nur 1 Mal |
| Werkzeuglebensdauer | Konventionell (vibrationsanfällig) | Um das 2-3-fache verlängert | Unterschnitt/komplexer interner Hohlraum | Ra 0,8 μm und darunter | Nur 1 Mal |
| Bearbeitungszyklus | Lang (einschließlich impliziter Zeit) | Um 40-60 % verkürzt | Präzisionsteile für Luft- und Raumfahrt/Medizin | Ra 0,3 μm und darunter | Nur 1 Mal |
Ist noch unklar, welches Bearbeitungsverfahren für das Teil geeignet ist? Laden Sie Ihre 3D-Zeichnungen hoch und geben Sie die grundlegenden Anforderungen für Ihre Teile an. Die Ingenieure von JS Precision analysieren für Sie kostenlos die Machbarkeit, passen geeignete Bearbeitungslösungen an und beraten Sie bei der Desktop-5-Achsen-CNC-Auswahl, um Ihnen dabei zu helfen, Risiken bei der Prozessauswahl zu vermeiden.
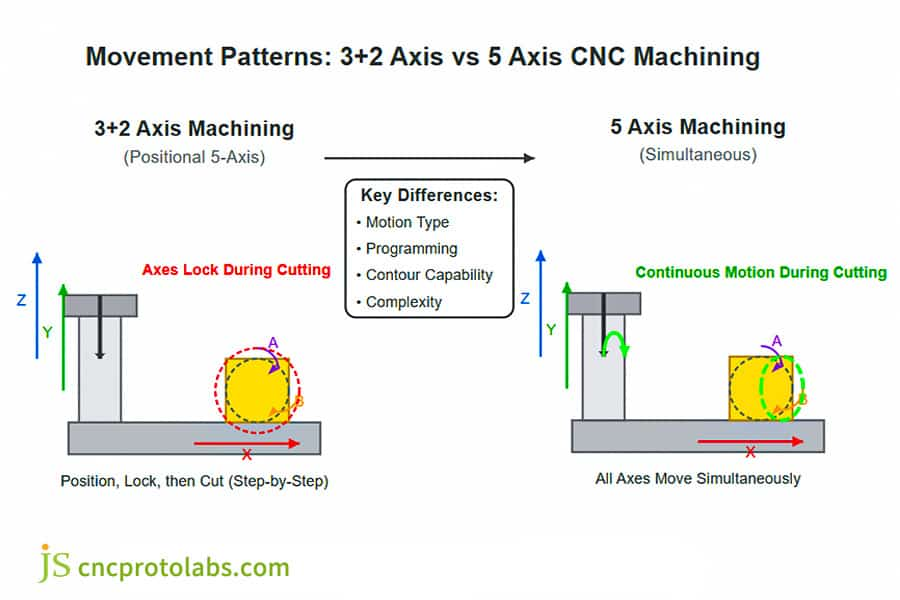
Abbildung 1: Ein Diagramm, das die Bewegungsmuster der 3+2-Achsen- und 5-Achsen-CNC-Bearbeitung vergleicht und die schrittweise vs. simultane Bewegung sowie die wichtigsten technischen Unterschiede hervorhebt.
Welche Präzisionsvorteile bietet die 5-Achsen-Mehrachsen-CNC-Bearbeitung gegenüber der 3+2-Bearbeitung bei der Konturbearbeitung?
Kundenspezifisch bearbeitete Teile mit gekrümmten Oberflächen wie Laufräder und Turbinenschaufeln sind Beispiele, bei denen die Grenzen der Präzision von 3+2 Achsen sehr offensichtlich sind. 5-Achsen-CNC-Bearbeitungsdienste, die von der Mehrachsen-CNC-Bearbeitung profitieren, können ein höheres Maß an Präzisionsleistung bieten, insbesondere wie unten gezeigt:
Das Problem mit Werkzeugmarkierungen in 3+2 Achsen
Wenn der Drehachsenwinkel mehrmals angepasst wird, können aufgrund akkumulierter Fehler Werkzeugspuren (0,02–0,05 mm hoch) an der Kreuzung der Bearbeitungsbahn auftreten, wodurch die Leistung des Teils beeinträchtigt wird.
Merkmale der kontinuierlichen 5-Achsen-Werkzeughaltung
Die kontinuierliche Änderung der Werkzeughaltung, die glatte Flugbahn des Werkzeugkontaktpunkts, das Fehlen von Verbindungsspuren , die Kontur der kontinuierlich gekrümmten Oberfläche von 0,01 mm und die Oberflächenrauheit, die Ra 0,4 μm erreicht.
Ein Beispiel für eine gekrümmte Oberfläche
Medizinische Implantate erfordern eine hohe Biokompatibilität und 3+2-Achsen-Werkzeugspuren können zu einem übermäßigen Reibungskoeffizienten führen. Die 5-Achsen-Verbindung ermöglicht eine werkzeuglose Bearbeitung und sorgt für ein ausgewogenes Verhältnis von Leistung und Genauigkeit.
Wie viel Vorlaufzeit kann bei komplexen Kleinserienteilen durch die Wahl von 5-Achsen-CNC-Bearbeitungsdiensten eingespart werden?
Bei der Herstellung komplizierter Kleinserienteile ist die Durchlaufzeit nach wie vor ein erhebliches Problem. 5-Achsen-CNC-Bearbeitungsdienste können durch die folgenden Prozessvorteile dazu beitragen, die Produktionszeit drastisch zu verkürzen:
Spannoptimierung
Während die 3+2-Achsen-Bearbeitung typischerweise 5–6 Spannvorgänge erfordert, kann die 5-Achsen-CNC-Bearbeitung die gesamte Bearbeitung in einem einzigen Spannvorgang durchführen und dadurch die Spannzeit um 70 % reduzieren.
Beseitigung versteckter Kosten
Die durch Mehrfachaufspannungen bei der 3+2-Achsbearbeitung verursachten, nicht ohne weiteres ersichtlichen Transfer- und Ausrichtzeiten machen 40 % der gesamten Bearbeitungszeit aus. Durch die Implementierung einer 5-Achsen-Bearbeitung kann dies vollständig vermieden werden, sodass die Gesamtbearbeitungszeit um 40–60 % verkürzt werden kann.
Beispiel
JS Precision ist ein Unternehmen, das Teile für orthopädische Implantate eines medizinischen Unternehmens liefert. Die 3+2-Achsen-Bearbeitung dauerte 3 Wochen, während die 5-Achsen-CNC-Bearbeitung die erforderliche Präzision in nur 5 Arbeitstagen erreichen konnte.
Warum sind 5 Achsen bei kundenspezifischen Teilen mit tiefen Hohlräumen und Überhängen besser für kundenspezifisch bearbeitete Teile?
Wenn es darum geht kundenspezifisch bearbeitete Teile Bei tiefen Hohlräumen und Hinterschneidungen ist die 3+2-Achse hinsichtlich Zugänglichkeit und Steifigkeit des Werkzeugs etwas eingeschränkt. Um diese Probleme zu lösen, ist die 5-Achsen-Verbindung die beste Wahl. Sehen Sie sich die wichtigsten Merkmale unten an:
- 3+2-Achsen-Steifigkeitsprobleme: Bei der Bearbeitung tiefer Hohlräume ist eine Vergrößerung des Werkzeugüberhangs ein Muss. Mit jeder Vergrößerung des Überhangs um 10 mm verringert sich die Steifigkeit um 30 %, was zu Vibrationen und in der Folge zu einer Verschlechterung der Qualität führt.
- 5-Achsen-Hindernisvermeidung: Dank der neigbaren Werkzeugfunktion können tiefe Hohlraumbereiche mit einem kurzen Werkzeug bearbeitet werden, wodurch sogar das Steifigkeitsproblem vermieden wird. Darüber hinaus bleibt das Werkzeug im besten Schnittwinkel , was dazu beiträgt, seine Lebensdauer um das Zwei- bis Dreifache zu verlängern.
- 5-Achsen vs. 3+2-Zugänglichkeit: 3+2-Achsen sind nicht in der Lage, komplexe innere Hohlräume und Hinterschneidungen in einem Schritt zu formen. Andererseits bietet die 5-Achsen-Anlenkung den Vorteil einer vollständigen Werkzeugzugänglichkeit und ermöglicht so Gestaltungsfreiheit.

Abbildung 2: Ein mehrachsiges CNC-Bearbeitungszentrum schneidet aktiv ein großes, komplexes Metallwerkstück mit zylindrischen Merkmalen.
Wie ermöglicht ein spezieller 5-Achsen-Schraubstock im Vergleich zu Standard-Schraubstöcken eine schnelle Positionierung und Klemmung komplexer Teile?
Vorrichtungen spielen eine wichtige Rolle bei der Erzielung präziser und effizienter Bearbeitungsvorgänge. Zu den Vorteilen eines 5-Achsen-Schraubstocks und einer 5-Achsen-Werkstückhalterung gehören:
Standard-Schraubstock-Interferenzrisiko
Normalerweise kann ein normaler Schraubstock die Spindel- und Werkzeugbewegung bei der 5-Achsen-Rotationsbearbeitung einschränken, da er recht hoch ist. Das bedeutet, dass die Bearbeitungswinkel begrenzt wären und für die Winkel, die im ersten Arbeitsgang nicht zugänglich waren , neue Spannungen erforderlich wären .
Vorteile des 5-Achsen-Schraubstockdesigns
Die sehr geringe Höhe (50–70 mm) ermöglicht eine hohe Spannkraft, vermeidet Störungen, sorgt für stabiles Spannen und unterstützt schnelle Wechsel, wodurch die Spannzeit von 15 Minuten auf 2 Minuten verkürzt wird.
Flexibles Werkzeugsystem
JS Precision übernimmt a 5-Achsen-Schraubstock als Zentrum, zusammen mit Schnellwechselbacken und Nullpunktpositionierung, was einen extrem schnellen Wechsel auf verschiedene Teile ermöglicht und sich perfekt für die Bearbeitung verschiedener Kleinserien eignet.
Verschiedene Kernleistungsparameter des 5-Achsen-Schraubstocks
| 5-Achsen-Schraubstockmodell | Klemmhöhe (mm) | Maximale Spannkraft (kN) | Spannzeit (min) | Kompatibler Teiletyp | Quick-Change-Unterstützung? |
| SC5X | 65 | 50 | 2 | Großer und komplexer Ventilkörper | Ja |
| C5X | 70 | 40 | 3 | Mittelgroße Halterungsteile | NEIN |
| grepos-5X | 55 | 40 | 1.5 | Kleine Präzisionsschäfte | NEIN |
| C2.0 | 60 | 50 | 2.5 | Vielfältige Kleinserienteile | Ja |
| C3 | 50 | 16 | 1 | Medizinische Miniaturteile | Ja |
Suchen Sie nach der optimalen 5-Achsen-Spannlösung für Ihre komplexen Teile? Kontaktieren Sie JS Precision für eine kostenlose Beratung zur Vorrichtungsauswahl und Spannoptimierung.
Abbildung 3: Ein spezieller 5-Achsen-Schraubstock mit symmetrischen Backen spannt ein Metallwerkstück sicher in einem Bearbeitungszentrum.
Wie wirkt sich die Wahl zwischen 3+2-Achsen und 5-Achsen auf die angegebene Lieferzeit und die Kosten aus?
Die Entscheidung zwischen 3+2-Achsen- und 5-Achsen-Verbindung wirkt sich auf die Preise, die Lieferzeit und die Kosten kundenspezifisch bearbeiteter Teile aus.
- Versteckte Kosten: Zeit-, Inspektions- und Ausschusskosten, die durch mehrere Spannvorgänge auf 3+2 Achsen entstehen, können die Gesamtbearbeitungskosten um 30 % bis 50 % erhöhen.
- Wert pro Spannvorgang: Ein einziger Spannvorgang einer 5-Achsen-Maschine reicht aus, um versteckte Kosten zu beseitigen. Wenn man also das komplexe Halterungsteil als Beispiel nimmt, betragen die Arbeitskosten für die 3+2-Achsen-Klemmung 200 $, während die 5-Achsen-Kosten nur 50 $ betragen, was einer Einsparung von 75 % entspricht.
- Durchlaufzeitvorteil: Während der Stundensatz für 5-Achsen-Werkzeugmaschinen 30 bis 50 % höher ist, ist der gesamte Bearbeitungszyklus kürzer, da zwischen den Prozessen nicht gewartet werden muss , was zu besseren Preisen und Durchlaufzeiten führt.
Wann sollte ich mich für 5-Achsen-CNC-Bearbeitungsdienste anstelle von 3+2 entscheiden?
Der entscheidende Faktor zwischen einem 3+2-Achs- und einem 5-Achs-Gestänge ist im Wesentlichen Ihr Teil und seine Eigenschaften, die Losgröße und das Material. Die Hauptpunkte sollten sein:
Teilegeometrie
Wenn Sie es mit ebenen oder einfachen Konturteilen zu tun haben, ist es besser, mit 3+2 Achsen zu arbeiten, um die Kosten niedrig zu halten. Wenn es um Freiformflächen, tiefe Hohlräume und hinterschnittene Teile geht, ist 5 Achsen die richtige Wahl, um Präzision zu gewährleisten, bei kleinen, leichten Teilen u. a Desktop-5-Achsen-CNC ist eine gute Wahl.
Chargengröße
Wenn Sie ein Einzelstück oder eine kleine Charge (<100 Stück) fertigen, entscheiden Sie sich für 5 Achsen, um die Kosten für mehrere Vorrichtungen zu vermeiden. Bei großen Chargen ist es notwendig, den Kompromiss zwischen der Maschinenzykluszeit und den Vorrichtungskosten abzuwägen .
Materialhärte
Bei der Arbeit mit schwer zu bearbeitenden Materialien wie gehärtetem Stahl und Titanlegierungen kann die 5-Achsen-Verbindung allein für eine konstante Spanlastkontrolle sorgen, wodurch der Werkzeugverschleiß erheblich reduziert wird.
Wie kann die Verbindungsgenauigkeit von Herstellern von 5-Achsen-Bearbeitungszentren bewertet werden?
Es ist wichtig, zuverlässig zu wählen Hersteller von 5-Achsen-Bearbeitungszentren wenn Sie Genauigkeit garantieren möchten. Im Folgenden sind die wichtigsten Aspekte aufgeführt, die bei der Beurteilung berücksichtigt werden sollten:
RTCP-Funktion
Als Herzstück der echten 5-Achsen-Bearbeitung behält es den Werkzeugmittelpunkt unverändert bei. Ohne diese Funktion ist eine hohe Präzision bei der Gestängebearbeitung nicht möglich.
Präzisionsindikatoren
Die Ausrüstung in Industriequalität muss die folgenden Kriterien erfüllen: Positionierungsgenauigkeit ≤ 0,005 mm, Wiederholgenauigkeit ≤ 0,003 mm und Drehachsenauflösung ≤ 0,001°.
Ausstattungsunterschiede
Eine Desktop-5-Achsen-Maschine kann nur auf 0,01–0,02 mm genau sein und eignet sich daher für Teile mit geringer Präzision. Industriegeräte, die eine Genauigkeit von ≤ 0,005 mm erreichen können, eignen sich für hochpräzise Bearbeitungen.
Steifigkeit von Werkzeugmaschinen
Je schwerer die Maschine selbst ist, desto wahrscheinlicher ist es, dass das Bett aus Mineralguss besteht und die Führungsbahnen eher gehärtet sind, desto besser ist die Steifigkeit und desto besser eignet sich die Maschine für die Bearbeitung schwer zerspanbarer Materialien.
Möchten Sie mehr über die Techniken zur Geräteauswahl führender Hersteller von 5-Achsen-Bearbeitungszentren erfahren? Laden Sie das „White Paper zur Auswahl von 5-Achsen-Werkzeugmaschinen“ von JS Precision herunter, um professionelle Bewertungsmethoden und Auswahlschlüsselpunkte zu erlernen.
JS Precision-Fallstudie: 5-Achsen-Verbindung wandelt 17 Spannzyklen von Hydraulikventilkörpern für die Luft- und Raumfahrt in einen Spannzyklus um
Herausforderung
Einer der Teile eines hydraulischen Ventilkörpers für die Luft- und Raumfahrt ist eine hochpräzise, individuell gefertigte Komponente. Es besteht aus 7075-T6 Aluminiumlegierung . Das Teil verfügt über 36 Präzisionslöcher, 4 sich kreuzende Ölkanäle und 2 tiefe Hohlraumstrukturen.
Der erste Anbieter nutzte einen 3+2-Achs-Prozess mit 17 Aufspannungen und 5 Maschinenzyklen. Die Genauigkeit der Lochposition betrug ±0,05 mm, aber die Rauheit der Innenwand des tiefen Hohlraums betrug nur Ra 3,2 μm , was zu einer Fehlerquote von 15 % führte und die Lieferung um 8 Wochen verzögerte.“
Lösung
Durch die Nutzung der Erfahrungen aus 5-Achsen-CNC-Bearbeitungsvorgängen änderte das JS Precision-Team den mehrachsigen CNC-Bearbeitungsprozesspfad für das Teil wie folgt:
1. Werkzeugrevolution:
Um alle Bearbeitungsflächen einzeln einzuspannen und die Fehler zu vermeiden, die sich aus mehreren Aufspannungen ergeben, wurde eine maßgeschneiderte 5-Achsen-Werkstückhaltelösung unter Verwendung eines 5-Achsen-Schraubstocks mit niedriger Höhe in Kombination mit einem Nullpunkt-Schnellwechselsystem implementiert.
2. Werkzeugwegoptimierung:
Durch den Einsatz von High-Level-Programmierstrategien für Mehrachsige CNC-Bearbeitung Für die tiefen Kavitätsmerkmale wurde trochoidales Fräsen mit Werkzeugneigung verwendet, wodurch der Werkzeugüberhang von 120 mm auf 60 mm reduziert und die Werkzeugsteifigkeit verbessert wurde.
3. Maschineninspektion:
Durch den Einsatz eines Werkzeugmaschinenmesstasters führte das Team eine Feedback-Kompensation mit geschlossenem Regelkreis für alle kritischen Abmessungen in einem einzigen Spannvorgang durch. Dieser Prozess trug dazu bei, Bearbeitungsfehler in Echtzeit zu korrigieren und die Genauigkeit des Werkstücks sicherzustellen.
Ergebnisse
Nach der Nachbearbeitung mit einer 5-Achsen-CNC konnte der hydraulische Ventilkörper eine komplette Leistungssteigerung seiner Bearbeitung erreichen:
- Die Genauigkeit der Lochposition wurde von ±0,05 mm auf ±0,01 mm verbessert.
- Die Innenwandrauheit des tiefen Hohlraums wurde von Ra 3,2 μm auf Ra 0,8 μm reduziert.
- Die Gesamtbearbeitungszeit wurde drastisch von 35 Stunden auf 12 Stunden verkürzt und die Lieferzeit von 10 Wochen auf 3 Wochen verkürzt.
- Die Fehlerquote sank von 15 % auf 0,5 % und die gesamten Bearbeitungskosten pro Teil wurden um 42 % gesenkt.
Haben Sie ähnlich komplexe Teilebearbeitungsanforderungen und wünschen Sie eine schnelle Lösung? Rufen Sie jetzt die Service-Hotline von JS Precision an, um ein persönliches Beratungsgespräch mit einem Ingenieur zu vereinbaren. Wir nutzen die Vorteile der Mehrachsen-CNC-Bearbeitungstechnologie und erstellen für Sie eine maßgeschneiderte Bearbeitungslösung, die Ihre Bearbeitungsherausforderungen effizient löst.
FAQs
F1: Wie viel teurer ist die 5-Achsen-Bearbeitung als die 3+2-Achsen-Bearbeitung?
Der Maschinenstundensatz für die 5-Achsen-Bearbeitung ist etwa 30–50 % teurer als die 3+2-Achsen-Bearbeitung, kann jedoch versteckte Kosten vollständig eliminieren und somit die Gesamtbearbeitungskosten komplexer Teile um 20–40 % senken, was grundsätzlich zu einer besseren Kosteneffizienz führt.
F2: Ist die 5-Achsen-Programmierung schwierig?
Ja, es ist mäßig schwierig und erfordert ein tiefes Verständnis der Vektorsteuerungsstrategien für mehrachsige Werkzeugachsen. JS Precision ist dazu in der Lage Bereitstellung einer DFM-Analyse um das Design zu optimieren und den Programmierprozess zu vereinfachen.
F3: Welche Marken von 5-Achsen-Werkzeugmaschinen verwenden Sie?
Um die Präzision und Stabilität der Mehrachsen-Simultanbearbeitung zu gewährleisten, setzen wir hauptsächlich erstklassige Marken wie Hermle (Deutschland), Mikron (Schweiz) und Mazak (Japan) ein.
F4: Gibt es eine Mindestbestellmenge?
Bei uns gibt es keine Mindestbestellmenge. Als Spezialisten auf dem Gebiet der Bearbeitung von Kleinserien und hochpräzisen Teilen können wir Einzelstückaufträge annehmen und haben dennoch Zugriff auf professionelle 5-Achsen-Simultanbearbeitungsdienste.
F5: Welche Genauigkeit kann mit der 5-Achsen-Bearbeitung erreicht werden?
Es kann konstant eine Positionierungsgenauigkeit von ±0,005 mm und eine Wiederholgenauigkeit von ±0,003 mm bieten, was für die Bearbeitung hochpräziser kundenspezifischer Teile ausreichend ist.
F6: Wie hoch ist die typische Vorlaufzeit für die 5-Achsen-Bearbeitung?
Die Vorlaufzeit für ein einzelnes Muster beträgt im Allgemeinen etwa 5–7 Werktage , während die Vorlaufzeit für eine Charge 2–4 Wochen beträgt, was erheblich kürzer ist als bei der 3+2-Achsen-Bearbeitung. Wenn Sie eine schnellere Bearbeitung benötigen, fragen Sie einfach nach und wir werden unser Bestes tun, um Ihnen zu helfen.
F7: Kann man gehärteten Stahl bearbeiten?
Wir verfügen über Möglichkeiten zum Hartfräsen und können gehärteten HRC58-62-Stahl direkt fertigbearbeiten, wodurch der anschließende Erodierprozess reduziert und unsere Bearbeitungseffizienz erhöht wird.
F8: Wie stellen Sie die Konsistenz der Chargen sicher?
Mit Hilfe eines Nullpunktpositionierungssystems und der SPC-Prozesssteuerung behalten wir den gesamten Bearbeitungsprozess im Blick. Dadurch können wir sicherstellen, dass der Chargenfehler kundenspezifischer Teile 0,01 mm nicht überschreitet.
Zusammenfassung
3+2-Achsen- und 5-Achsen-Verknüpfungen sind mehr als nur Prozessverbesserungen. Es handelt sich um ein Lösungspaar, das jeweils an unterschiedliche Teile angepasst ist. Die Auswahl des richtigen Prozesses spielt eine entscheidende Rolle beim Erreichen eines Gleichgewichts zwischen Genauigkeit, Durchlaufzeit und Kosten.
Wenn die Teile kompliziert sind, sollte man sich für 5-Achsen-CNC-Bearbeitungsdienste entscheiden, um die Umwandlung von Designplänen in reale Objekte schnell zu realisieren.
Dank erstklassiger Ausrüstung, ausgereifter Prozesse und jahrelanger Erfahrung kann JS Precision die meisten, wenn nicht sogar alle Bearbeitungsprobleme beseitigen.
Lassen Sie nicht zu, dass eine falsche Prozessauswahl Ihre Produktionseffizienz beeinträchtigt. Senden Sie jetzt Ihre 3D-Zeichnungen an JS Precision , und Sie erhalten innerhalb von 4 Stunden eine professionelle Prozessbewertung. Lassen Sie unser Expertenteam die Bearbeitung Ihrer Teile absichern!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

