

Services d'usinage CNC 5 axes ont toujours été la solution de base pour la fabrication de pièces complexes de haute précision. Avez-vous déjà remarqué des marques d'outils sur des surfaces courbes ou des retards de livraison après la livraison d'une pièce ?
La raison fondamentale n'est généralement pas les dessins mais la stratégie d'usinage. Les différences techniques entre l'usinage de positionnement 3+2 axes et l'usinage simultané 5 axes qui affectent votre précision et votre efficacité.
Cet article vise à découvrir les distinctions cruciales entre les deux technologies, en expliquant comment les goulots d'étranglement complexes dans la fabrication de pièces peuvent être facilement résolus grâce à des installations d'usinage CNC multi-axes expertes. De plus, il aborde également les scénarios d'application légers de la CNC de bureau à 5 axes.
Aperçu rapide des réponses principales
| Questions fondamentales | Réponses clés | Valeur apportée à vous |
| Différences fondamentales entre l'usinage 5 axes et 3+2 axes | L'usinage 3+2 axes est un usinage post-positionnement, tandis que l'usinage 5 axes est un usinage simultané . Le premier convient à l'usinage plan, tandis que le second est capable de réaliser des surfaces courbes très complexes. | Prenez une décision rapide sur le cheminement de processus à suivre pour votre type de pièce. |
| Optimisez la précision et les délais de livraison | Opter pour des services professionnels d'usinage CNC 5 axes inclut la possibilité d'une configuration unique pour les fonctionnalités complexes, l'amélioration de la précision peut aller jusqu'à 30 % et la réduction des délais de livraison peut être de 40 %. | Comprenez la valeur globale de la liaison multi-axes pour les pièces complexes et évitez les serrages répétés et les pertes de précision causées par une sélection de processus incorrecte. |
Principales conclusions :
- La différence de précision peut même être 5 fois :
La rugosité de surface de l'usinage par liaison 5 axes pour les surfaces courbes continues peut être aussi faible que Ra 0,4 μm, alors que l'usinage 3+2 axes ne peut atteindre que Ra 1,6 μm car les marques d'outils sont visibles.
- Une configuration = une plus grande fiabilité :
L'usinage 5 axes peut combiner plusieurs configurations de pièces complexes en une seule, éliminant ainsi les erreurs qui en résultent et en faisant le meilleur choix pour les pièces usinées sur mesure.
- L'outillage fixe la limite inférieure d'efficacité :
En utilisant un étau 5 axes dédié et Porte-pièce 5 axes solutions, le temps de configuration des pièces complexes peut être réduit de plus de 70 %.
Pourquoi faire confiance à cette comparaison ? Expérience des services d'usinage CNC 5 axes de JS Precision
JS Precision est un acteur majeur de l'industrie de l'usinage CNC 5 axes depuis plus de dix ans, fournissant plus de 10 000 pièces usinées sur mesure pour l'aérospatiale, le médical et l'automobile.
Notre système de processus d'usinage CNC multi-axes peut satisfaire pleinement les exigences d'usinage CNC 5 axes, résolvant efficacement les problèmes de manque de précision et de longs délais de livraison dans l'usinage 3+2 axes. De plus, nous sommes en mesure de personnaliser des machines CNC de bureau à 5 axes pour la production de petites pièces.
Certification de qualité aérospatiale AS9100D a été mis en œuvre pour garantir la traçabilité complète de notre processus d’usinage. Dans l'industrie médicale, par exemple, nous avons aidé une entreprise à réaliser la finition de surface d'implants chirurgicaux en améliorant la rugosité de surface de Ra 2,0 μm en usinage 3+2 axes à Ra 0,3 μm, et en même temps, nous avons réduit de moitié le délai de livraison.
Dans le cadre d'un projet pour une entreprise aérospatiale, nous avons facilité l'usinage à pince unique de corps de vannes hydrauliques, évitant ainsi l'accumulation d'erreurs liées à diverses opérations de serrage et réduisant le taux de défauts de 18 % à 0,3 %.
Dans notre équipe technique, chaque membre a plus de 5 ans d'expérience professionnelle dans l'usinage CNC 5 axes. Nous sommes en mesure de réaliser des travaux d'usinage sur mesure pour des pièces nécessitant un usinage dans différents matériaux et structures.
Avec les derniers équipements des principaux fabricants de centres d'usinage 5 axes en Allemagne et en Suisse, nous garantissons non seulement la qualité de l'usinage mais également la stabilité. En outre, nous offrons le service de sélection et de mise en service de machines CNC de bureau 5 axes selon les exigences du client.
Vous souhaitez résoudre rapidement vos problèmes d’usinage pour des pièces usinées sur mesure ? Contactez dès maintenant les ingénieurs d'application de JS Precision, soumettez les informations de base sur les pièces et vous recevrez un rapport personnalisé gratuit d'évaluation du processus des services d'usinage CNC à 5 axes. Prévoyez avec précision les résultats et les coûts d’usinage, vous offrant ainsi un avantage concurrentiel dans une production à haute efficacité.
Quelle est la différence fondamentale entre l'usinage 3+2 axes et 5 axes ?
Le choix du processus d'usinage approprié dépend d'un facteur clé reconnaissant la distinction fondamentale entre l'usinage 3+2 axes et l'usinage 5 axes. Essentiellement, leurs principes cinématiques expliquent la différence de niveau de capacité d’usinage et de précision que chacun peut atteindre. Pour élaborer :
Usinage 3+2 axes (découpe après positionnement)
Les deux axes rotatifs ne sont utilisés que pour régler l’angle de la pièce et la maintenir immobile. La machine-outil fait passer la pièce à travers les axes linéaires X, Y et Z uniquement, c'est comme préparer la pièce avant de la fabriquer.
Usinage 5 axes (rotation pendant la coupe)
Les trois axes linéaires synchronisent leurs mouvements avec les deux axes rotatifs pendant la coupe, changeant continuellement leurs positions relatives et leurs angles par rapport à l'angle de coupe. C’est l’aspect principal de l’usinage CNC multi-axes.
Différence dans les sources de précision
Conformément à Normes ISO 230-2 , l'usinage 3+2 axes nécessite plusieurs réglages d'angle qui s'accumulent dans une erreur de contact avec l'outil allant de 0,02 à 0,05 mm. L'usinage 5 axes est exempt d'erreurs de repositionnement dues à un seul serrage, ce qui constitue son principal avantage en termes de précision.
Comparaison des paramètres de base pour l'usinage à liaison 3+2 axes et 5 axes
| Indicateurs de paramètres | Usinage 3+2 axes | Usinage de liaison 5 axes | Types de pièces applicables | Rugosité de la surface | Nombre de cycles de serrage |
| Mode mouvement | Coupe après positionnement | Liaison pendant la coupe | Système de trous plans/simples | Ra 1,6 μm et plus | Jusqu'à 5-6 fois |
| Erreur de positionnement | 0,02-0,05 mm | ≤0,005 mm | Surface de forme libre/cavité profonde | Ra 0,4 μm et moins | Seulement 1 fois |
| Durée de vie de l'outil | Conventionnel (sujet aux vibrations) | Prolongé de 2 à 3 fois | Cavité interne complexe/contre-dépouille | Ra 0,8 μm et moins | Seulement 1 fois |
| Cycle d'usinage | Long (y compris le temps implicite) | Raccourci de 40 à 60 % | Pièces de précision aérospatiale/médicale | Ra 0,3 μm et moins | Seulement 1 fois |
Est-il encore incertain quel procédé d'usinage est adapté à la pièce ? Téléchargez vos dessins 3D et fournissez les exigences de base pour vos pièces. Les ingénieurs de JS Precision analyseront gratuitement la faisabilité pour vous, trouveront des solutions d'usinage appropriées et vous fourniront des conseils de sélection CNC 5 axes pour vous aider à éviter les risques de sélection de processus.
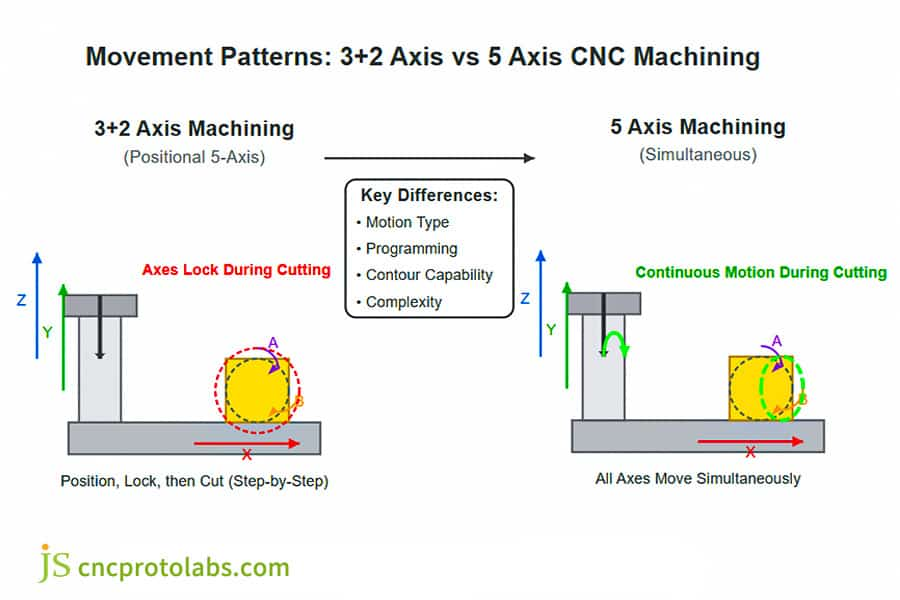
Figure 1 : Un graphique comparant les modèles de mouvement de l'usinage CNC 3+2 axes et 5 axes, mettant en évidence les mouvements étape par étape et simultanés et les principales différences techniques.
Pour l'usinage de contours, quels avantages de précision l'usinage CNC multi-axes à 5 axes offre-t-il par rapport à 3+2 ?
Les pièces usinées sur mesure avec des surfaces courbes telles que les roues et les aubes de turbine sont des exemples où les limites de la précision des axes 3+2 sont très évidentes. Les services d'usinage CNC 5 axes, bénéficiant de l'usinage CNC multi-axes, peuvent fournir un niveau de précision plus élevé, notamment comme indiqué ci-dessous :
Le problème des repères d'outils en 3+2 axes
Lorsque l'angle de l'axe de rotation est ajusté plusieurs fois, des marques d'outil (0,02 à 0,05 mm de haut) peuvent apparaître à la jonction de la trajectoire d'usinage en raison d'erreurs accumulées, ce qui affectera les performances de la pièce.
Caractéristiques de la posture continue de l'outil à 5 axes
Le changement continu de la posture de l'outil, la trajectoire douce du point de contact de l'outil, l'absence de marques de joint , le contour de la surface incurvée continue de 0,01 mm et la rugosité de la surface qui atteint Ra 0,4 μm.
Un exemple de surface courbe
Implants médicaux nécessitent une biocompatibilité élevée et les marques d'outils 3+2 axes peuvent conduire à un coefficient de frottement excessif. La liaison à 5 axes permet un usinage sans outil, un équilibrage des performances et de la précision.
Pour les pièces complexes en petits lots, combien de délais de livraison le choix des services d'usinage CNC 5 axes permet-il d'économiser ?
Les délais de livraison restent un problème important dans la fabrication de pièces complexes en petits lots. Les services d'usinage CNC 5 axes peuvent aider à réduire considérablement le temps de production grâce aux avantages du processus, notamment :
Optimisation du serrage
Alors que l'usinage 3+2 axes nécessite généralement 5 à 6 opérations de serrage, l'usinage CNC 5 axes peut effectuer tous les usinages en une seule opération de serrage, réduisant ainsi le temps de serrage de 70 %.
Suppression des dépenses cachées
Les temps de transfert et d'alignement, peu visibles, dus aux multiples opérations de serrage dans l'usinage 3+2 axes, représentent 40 % du temps de traitement total. La mise en œuvre de l'usinage 5 axes peut éviter complètement cela, ainsi le temps de traitement total peut être réduit de 40 à 60 %.
Exemple
JS Precision est une entreprise qui fournit des pièces pour implants orthopédiques d'une entreprise médicale. L'usinage 3+2 axes a duré 3 semaines, tandis que l'usinage CNC 5 axes a permis d'atteindre la précision requise en seulement 5 jours ouvrables.
Pour les pièces personnalisées avec des cavités et des surplombs profonds, pourquoi 5 axes sont-ils meilleurs pour les pièces usinées sur mesure ?
Quand il s'agit de pièces usinées sur mesure avec des cavités et des contre-dépouilles profondes, les axes 3+2 sont un peu limités en termes d'accessibilité et de rigidité de l'outil. Pour surmonter ces problèmes, la liaison 5 axes est le meilleur choix, consultez les principales caractéristiques ci-dessous :
- Problèmes de rigidité des axes 3+2 : L'augmentation du porte-à-faux de l'outil est indispensable lors de l'usinage de cavités profondes. Ainsi, à chaque augmentation de 10 mm du porte-à-faux, la rigidité est réduite de 30 %, ce qui entraîne des vibrations et, par conséquent, une dégradation de la qualité.
- Évitement d'obstacles sur 5 axes : la fonction d'outil inclinable signifie que les zones de cavité profondes peuvent être usinées avec un outil court, évitant ainsi même le problème de rigidité. En plus de cela, l'outil reste au meilleur angle de coupe, ce qui permet de prolonger sa durée de vie jusqu'à 2 à 3 fois.
- 5 axes vs 3+2 Accessibilité : l'axe 3+2 est incapable de former des cavités internes et des contre-dépouilles complexes en une seule étape. D'un autre côté, la liaison 5 axes présente l'avantage d' une accessibilité totale aux outils , permettant ainsi une liberté de conception.

Figure 2 : Un centre d'usinage CNC multi-axes coupe activement une grande pièce métallique complexe présentant des caractéristiques cylindriques.
Par rapport aux étaux standards, comment un étau dédié à 5 axes permet-il un positionnement et un serrage rapides de pièces complexes ?
Les montages jouent un rôle important dans la réalisation d’opérations d’usinage précises et efficaces. Les avantages d'un étau 5 axes et d'un porte-pièce 5 axes incluent :
Risque d’interférence d’étau standard
Normalement, un étau ordinaire peut limiter le mouvement de la broche et de l'outil dans les opérations d'usinage rotatif à 5 axes car il est assez haut. Cela signifie que les angles d'usinage seraient limités et que de nouveaux serrages devraient être effectués pour les angles non accessibles lors de la première opération.
Avantages de la conception de l'étau à 5 axes
Sa hauteur est très faible (50-70 mm), ce qui permet d'avoir une force de serrage élevée, évite les interférences, assure un serrage stable et permet des changements rapides, ainsi le temps de serrage est réduit de 15 minutes à 2 minutes .
Système d'outillage flexible
JS Precision adopte un Étau 5 axes comme centre, ainsi que des mâchoires à changement rapide et un positionnement du point zéro, ce qui le rend extrêmement rapide dans le changement de pièces différentes et parfait pour l'usinage de petits lots multi-variétés.
Différents paramètres de performance de base de l'étau 5 axes
| Modèle d'étau à 5 axes | Hauteur de serrage (mm) | Force de serrage maximale (kN) | Temps de serrage (min) | Type de pièce compatible | Prise en charge du changement rapide ? |
| SC5X | 65 | 50 | 2 | Corps de vanne volumineux et complexe | Oui |
| C5X | 70 | 40 | 3 | Pièces de support de taille moyenne | Non |
| grepos-5X | 55 | 40 | 1,5 | Petits arbres de précision | Non |
| C2.0 | 60 | 50 | 2.5 | Pièces multi-variétés en petits lots | Oui |
| C3 | 50 | 16 | 1 | Pièces médicales miniatures | Oui |
Vous recherchez la solution de serrage 5 axes optimale pour vos pièces complexes ? Contacter JS Précision pour une sélection gratuite de luminaires et des conseils d'optimisation du serrage.
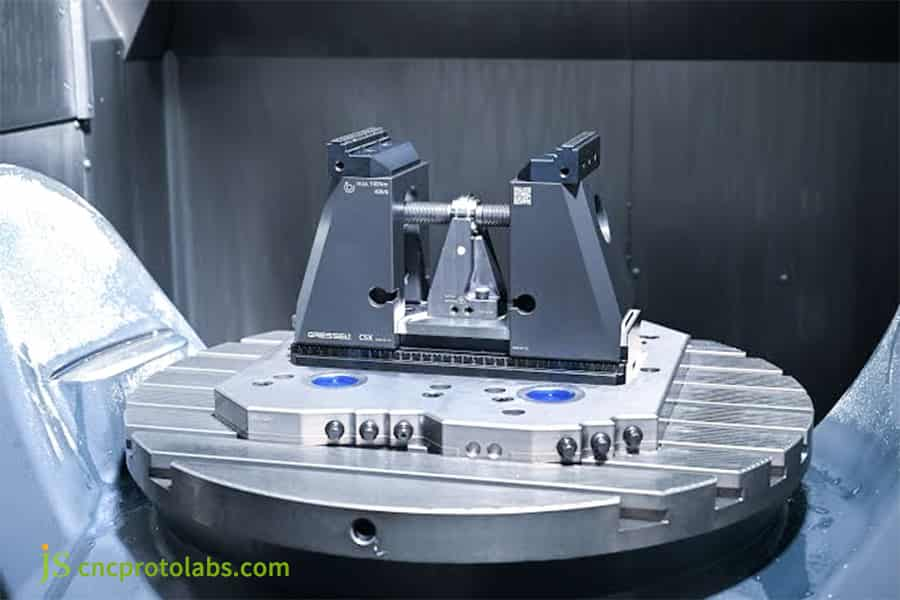
Figure 3 : Un étau dédié à 5 axes avec des mâchoires symétriques serre solidement une pièce métallique à l'intérieur d'un centre d'usinage.
Comment le choix entre 3+2 axes et 5 axes affecte-t-il les délais et les coûts indiqués ?
La décision entre une liaison 3+2 axes et une liaison 5 axes affecte le prix, les délais et le coût des pièces usinées sur mesure.
- Coûts cachés : les coûts de temps, d'inspection et de rebut causés par de multiples opérations de serrage sur 3+2 axes peuvent augmenter les coûts totaux d'usinage de 30 à 50 %.
- Valeur par opération de serrage : Une seule opération de serrage sur une machine 5 axes suffit à éliminer les coûts cachés. Ainsi, si l'on prend comme exemple la pièce de support complexe, le coût de main d'œuvre du serrage sur 3+2 axes est de 200 $, alors que le coût sur 5 axes n'est que de 50 $, soit une économie de 75 %.
- Avantage du délai de livraison : alors que le taux horaire des machines-outils 5 axes est de 30 % à 50 % plus élevé, en n'ayant pas à attendre entre les processus, le cycle d'usinage global est plus court, donc une meilleure tarification et un meilleur délai de livraison.
Quand dois-je choisir les services d'usinage CNC 5 axes plutôt que 3+2 ?
Le facteur décisif entre une liaison 3+2 axes et une liaison 5 axes est essentiellement votre pièce et ses caractéristiques, la taille du lot et le matériau. Les points principaux doivent être :
Géométrie de la pièce
Si vous avez affaire à des pièces planes ou à contour simple, il est préférable d'opter pour 3+2 axes pour réduire les dépenses. Lorsqu'il s'agit de surfaces de forme libre, de cavités profondes et de pièces en contre-dépouille , 5 axes sont la voie à suivre pour garantir la précision, pour les petites pièces légères, un CNC de bureau 5 axes est un bon choix.
Taille du lot
Si vous réalisez une pièce ou un petit lot (<100 pièces), optez pour 5 axes pour éviter les dépenses liées à plusieurs montages, pour les gros lots, il est nécessaire d'évaluer le compromis entre le temps de cycle de la machine et les coûts de montage.
Dureté du matériau
Lorsque vous travaillez avec des matériaux difficiles à usiner comme l'acier trempé et les alliages de titane, la liaison à 5 axes peut à elle seule fournir un contrôle constant de la charge de copeaux , réduisant ainsi considérablement l'usure de l'outil.
Comment évaluer la précision de liaison des fabricants de centres d'usinage à 5 axes ?
Il est essentiel de choisir des produits fiables Fabricants de centres d'usinage 5 axes si vous voulez garantir l'exactitude. Vous trouverez ci-dessous les principaux aspects à prendre en compte lors de l’évaluation :
Fonction RTCP
Cœur du véritable usinage 5 axes, il maintient le point central de l'outil inchangé. Sans cette fonctionnalité, il n'est pas possible d'obtenir une haute précision dans l'usinage des liaisons.
Indicateurs de précision
L'équipement de qualité industrielle doit être conforme aux critères suivants : précision de positionnement ≤0,005 mm, répétabilité ≤0,003 mm et résolution de l'axe rotatif ≤0,001°.
Différences d'équipement
Une machine de bureau à 5 axes ne peut avoir une précision que de 0,01 à 0,02 mm et convient donc aux pièces de faible précision. Les équipements de qualité industrielle pouvant atteindre une précision ≤ 0,005 mm conviennent à l'usinage de haute précision.
Rigidité des machines-outils
Plus la machine elle-même est lourde, plus le lit est probablement en fonte minérale et les guidages sont plus susceptibles d'être durcis, meilleure est la rigidité, ce qui rend la machine plus adaptée à l'usinage de matériaux difficiles à usiner.
Vous souhaitez en savoir plus sur les techniques de sélection d’équipements des principaux fabricants de centres d’usinage 5 axes ? Téléchargez le « Livre blanc sur la sélection de machines-outils 5 axes » de JS Precision pour maîtriser les méthodes d'évaluation professionnelle et les points clés de sélection.
Étude de cas JS Precision : la liaison à 5 axes transforme 17 cycles de serrage de corps de vannes hydrauliques aérospatiales en 1 cycle de serrage
Défi
L’une des parties d’un corps de vanne hydraulique aérospatiale est un composant usiné sur mesure de haute précision. Il est fait de Alliage d'aluminium 7075-T6 . La pièce comporte 36 trous de précision, 4 passages d'huile qui se croisent et 2 structures à cavité profonde.
Le premier fournisseur utilisait un processus 3+2 axes avec 17 serrages et 5 cycles machine. La précision de la position du trou était de ±0,05 mm, mais la rugosité de la paroi intérieure de la cavité profonde n'était que de Ra 3,2 μm , ce qui a entraîné un taux de défauts de 15 % et la livraison a été retardée de 8 semaines.
Solution
En permettant de bénéficier de l'expérience acquise dans les opérations d'usinage CNC 5 axes, l'équipe JS Precision a modifié le cheminement du processus d'usinage CNC multi-axes pour la pièce comme suit :
1. Révolution de l'outillage :
Pour serrer de manière unique toutes les surfaces d'usinage et éliminer les erreurs résultant de serrages multiples, une solution de serrage de pièce personnalisée à 5 axes a été mise en œuvre à l'aide d'un étau à 5 axes de faible hauteur en combinaison avec un système de changement rapide à point zéro.
2. Optimisation du parcours d'outil :
En utilisant des stratégies de programmation de haut niveau pour usinage CNC multi-axes , le fraisage trochoïdal avec inclinaison de l'outil a été utilisé pour les caractéristiques de cavité profonde, ainsi le porte-à-faux de l'outil a été réduit de 120 mm à 60 mm et la rigidité de l'outil a été améliorée.
3.Inspection en machine :
En utilisant un palpeur de machine-outil, l'équipe a effectué une compensation de rétroaction en boucle fermée pour toutes les dimensions critiques en une seule opération de serrage . Ce processus permettait de corriger les erreurs d'usinage en temps réel et garantissait la précision de la pièce.
Résultats
Après avoir été retraité avec une CNC 5 axes, le corps de la vanne hydraulique a pu réaliser une amélioration complète des performances de son usinage :
- La précision de la position du trou a été améliorée de ±0,05 mm à ±0,01 mm.
- La rugosité de la paroi interne de la cavité profonde a été réduite de Ra 3,2 μm à Ra 0,8 μm.
- Le temps total d'usinage a été considérablement réduit, passant de 35 heures à 12 heures, et le délai de livraison a été réduit de 10 semaines à 3 semaines.
- Le taux de défauts est passé de 15 % à 0,5 % et les coûts globaux d'usinage par pièce ont été réduits de 42 %.
Vous avez des besoins similaires en matière d’usinage de pièces complexes et souhaitez une solution rapide ? Appelez dès maintenant la hotline du service JS Precision pour planifier une consultation individuelle avec un ingénieur. En tirant parti des avantages de la technologie d’usinage CNC multi-axes, nous personnaliserons pour vous une solution d’usinage personnalisée, résolvant efficacement vos défis d’usinage.
FAQ
Q1 : Dans quelle mesure l’usinage 5 axes est-il plus coûteux que l’usinage 3+2 axes ?
Le taux horaire d'usinage 5 axes est environ 30 à 50 % plus cher que l'usinage 3+2 axes, cependant, il est capable de supprimer complètement les coûts cachés et ainsi le coût total d'usinage des pièces complexes peut être réduit de 20 à 40 %, ce qui se traduit essentiellement par une meilleure rentabilité.
Q2 : La programmation sur 5 axes est-elle difficile ?
Oui, c'est moyennement difficile et nécessite une compréhension approfondie des stratégies de contrôle vectoriel des axes d'outils multi-axes. JS Precision est capable de fournir une analyse DFM pour aider à optimiser la conception et faciliter le processus de programmation.
Q3 : Quelles marques de machines-outils 5 axes utilisez-vous ?
Pour garantir la précision et la stabilité de l'usinage simultané multi-axes, nous employons principalement des marques de premier plan comme Hermle (Allemagne), Mikron (Suisse) et Mazak (Japon).
Q4 : Y a-t-il une quantité minimum de commande ?
Nous n'avons pas de quantité minimum de commande. Étant spécialistes dans le domaine du traitement de pièces en petits lots et d’ultra précision, nous pouvons accepter des commandes de pièces uniques et pourtant vous aurez toujours accès à des services professionnels d’usinage simultané 5 axes.
Q5 : Quel niveau de précision l’usinage 5 axes peut-il atteindre ?
Il peut fournir systématiquement une précision de positionnement de ±0,005 mm et une répétabilité de ±0,003 mm, ce qui est suffisant pour le traitement de pièces personnalisées de haute précision.
Q6 : Quel est le délai de livraison typique pour l’usinage 5 axes ?
Le délai de livraison pour un seul échantillon est généralement d'environ 5 à 7 jours ouvrables , tandis que le délai de livraison par lots est de 2 à 4 semaines, ce qui est considérablement plus court que l'usinage 3+2 axes. Si vous avez besoin d'un traitement plus rapide, demandez-le simplement et nous ferons de notre mieux pour vous aider.
Q7 : Pouvez-vous usiner de l’acier trempé ?
Nous disposons de capacités de fraisage dur et pouvons directement usiner l'acier trempé HRC58-62, réduisant ainsi le processus d'électroérosion ultérieur et augmentant notre efficacité d'usinage.
Q8 : Comment garantissez-vous la cohérence des lots ?
À l'aide d' un système de positionnement du point zéro et d'un contrôle de processus SPC, nous gardons un œil sur l'ensemble du processus d'usinage. Par conséquent, nous sommes en mesure de garantir que l’erreur de lot des pièces personnalisées ne dépasse pas 0,01 mm.
Résumé
Les liaisons 3+2 axes et 5 axes sont bien plus que de simples mises à niveau de processus. Il s'agit d'une paire de solutions adaptées chacune à différentes pièces. La sélection du processus approprié joue un rôle décisif dans l’obtention d’un équilibre entre précision, délai et coût.
Si les pièces sont compliquées, il faut opter pour des services d'usinage CNC 5 axes pour réaliser rapidement la transformation des plans de conception en objets réels.
JS Precision, grâce à des équipements de classe mondiale, des processus matures et des années d'expérience, peut éliminer la plupart, sinon la totalité, de vos problèmes d'usinage.
Ne laissez pas une mauvaise sélection de processus éroder votre efficacité de production. Envoyez dès maintenant vos dessins 3D à JS Precision , et vous recevrez une évaluation professionnelle du processus dans les 4 heures. Laissez notre équipe d’experts assurer l’usinage de vos pièces !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

