

Metallstempel ist ein unverzichtbares und effizientes Bildungsprozess in der modernen Herstellung. Es wandelt Metallblätter in komplexe und hohe Präzisionskomponenten durch präzise Form und hohe Geschwindigkeit umStempelausrüstung.MetallStempelist zu einer wichtigen treibenden Kraft von Industrieinnovationen mit hervorragender Konsistenz, schneller Produktionseffizienz und überlegenen Kostenvorteilen geworden.
Als Pionier in der Branche bietet JS Manufacturing Kunden Anpassungslösungen für den gesamten Prozess, von der Materialauswahl und Schimmelpilzentwicklung bis hin zur Massenproduktion, mit innovativen Stempelstechnologie, intelligenten Produktionssystemen und tiefen Branchenerkenntnissen.Dies gewährleistet das optimale Gleichgewicht zwischen Leistung, Zuverlässigkeit und Wirtschaft für jedes Metall-Stempelprodukt, sodass der globale hochwertige Fertigungssektor fortgesetzt werden kann.
Was ist Metallstempel?
Die Metallstempelentechnologie ist eine Verarbeitungsmethode, bei der Metall -Stamper verwendet wird, um den mechanischen Druck auf flache Metallblätter anzuwenden. Es ist ein effizienter und hochpräziser Bildungsprozess. Durch die Verwendung einer vorgezogenen Formform und Kombination mit der Abwärts-Extrusionskraft einer Presse wird das Metallblech bei Raumtemperatur eine plastische Verformung oder Ablösung durchläuft, um die erforderlichen dreidimensionalen Teile schnell herzustellen. Der gesamte Prozess beinhaltet präziseMetallformungBiege, Schneiden und andere Prozesse, geeignet für die Herstellung von einfachen bis komplexen Komponenten.
In Bezug auf das Metallstempeln beinhaltet das Stempelmetallprozess zunächst das Fixieren des Metallblechs. Der Bediener legt eine flache Metallplatte auf den unteren Würfel der Form, und der obere Würfel (d. H. Metallstamper) bewegt sich vertikal unter dem Antrieb der Presse nach unten. Nachdem die oberen und unteren Formen geschlossen sind, übt die Schneide oder Form der Form der Form Druck auf das Metall aus, wodurch sie sich dehnt, sich biegt oder bricht. Dieser Prozess hat die Vorteile, mehrere Prozesse gleichzeitig abzuschließen und die Produktionseffizienz erheblich zu verbessern, und eignet sich besonders für die Massenproduktion von Präzisionsteilen.
Was sind die grundlegenden Prozesse des Metallstempers?
Metallstempeltechnik ist eine Reihe von Techniken, um Metallblätter durchzudrückenMetallmarkeneine bestimmte Form erreichen.Die folgenden vier Prozesse spiegeln ihre raffinierte Anwendung bei der Herstellung komplexer Teile wider:
1.Progressives Stempeln
Durch mehrere Sätze mit verknüpften Metalleinsätzen werden mehrere Prozesse wie Stanzen, Biegen und Bildung auf einer einzelnen Montagelinie nach und nach abgeschlossen.Das JS -Unternehmen übernimmt die von selbst entwickelte fortschrittliche Schimmelpilztechnologie, um durch die Form verschiedener Arbeitsstationen kontinuierlich eine effiziente Massenproduktion zu erzielen.
Beispielsweise kann ein Autokühlergrill durch Stempeln Schritt für Schritt, Bücken und Drehen gleichzeitig hergestellt werden.Die Präzision der Stabanschlüsse kann ± 0,005 mm betragen, um die Teilkonsistenz zu gewährleisten und die Produktionsgeschwindigkeit um 40%zu erhöhen.
2.Schimmelpilzstempeln übertragen
Geeignet für große oder kompliziert geformte Teile und Metallknüppel, die zwischen den Workstations durch Roboterarme oder Förderbänder transportiert werden.JS Servo Press arbeitet nahtlos mit Automatisierungssystemen zusammen, um die Positionierungen von Billet genau zu steuern.Beispielsweise stellt bei der Herstellung von Luft- und Raumfahrtkomponenten eine Kombination aus Transferform und Wärmebehandlung sicher, dass Teile der Titanlegierung nach mehreren Deformationen strukturell stabil bleiben und die Schrottraten um 60%senken.
3.GleitenSchimmelstempel
Speziell für die Biegung mit mehreren Winkel ausgelegt, wird die komplexe Kurveformung durch horizontal gleitende Metallmarken erreicht.Das flexible Formsystem von JS unterstützt die Online -Anpassung der Biegewinkel. Beispielsweise kann ein einzelnes Stempeln Biegung in drei verschiedenen Richtungen in der Produktion von vervollständigenelektronische KomponenteKlammern, die die Materialnutzung um 15%erhöht. Es eignet sich besonders für Anpassungsaufträge mit kleinen Volumen.
4.TiefZeichnung
Durch das Dehnen der Metallstempel wird Metallblätter zu einem tiefen Hohlraumteilen verarbeitet.Mit fortgeschrittener Kombination aus der Stempel und der Kompensation von Hydraulic Formenkombination kann die Deep -Stretching -Technologie von JS erfolgreich einen großen Behälter mit einem Durchmesser von 1,5 m und der Oberflächenglattheit ≤ 0,8 μm bilden und die strengen Anforderungen von medizinischen Geräten für makellose Oberflächen erfüllen.
Was sind die wichtigsten Schritte des Metallstempelprozesses?
1. Materiale Vorbehandlung und Schimmelpassung
Entsprechend der Anforderung von Teilen wählen Sie Metallblätter (wie Aluminium, Stahl, Kupferlegierung usw.) und eine glatte Oberfläche durch Vorbehandlung wie Nivellierung und Reinigung.JS Company verwendet die Lasermessungstechnologie, um die Dicke Toleranz (± 0,05 mm) von Metallblättern zur Bildung von Parametern von hochpräparatem Metall zu kalibrierenStempelte Form.
2. Entwurf und Inbetriebnahme
Basierend auf dem 3D -Teilemodell werden die Geometrie- und Stempelpfad der Metallstempelform ausgelegt, und die Spannungsverteilung des Würfels wird durch CAE -Simulation optimiert.Beispielsweise muss tief zeichnungsförmige Formen -Reiter -R -Winkeldesigns geknacktes Risse verhindern. Das unabhängige Schimmelpilzverarbeitungszentrum kann das Polieren des Randpolierens des Mikrometerpegels abschließen, um die Oberflächenrauheit RA ≤ 0,4 μm zu gewährleisten.
3. Stempel- und Bildungsstufe
Wenn Sie die Metallplatte auf dem Pressetisch platzieren, wird die plastische Verformung durch die Zusammenarbeit von Metallstempelform und Hydraulik-/Servopresse erreicht.Beispielsweise kann das progressive Gap-Design des Würfels während des Zugprozesses den Materialfluss steuern und das Falten oder Knacken verhindern, und das Echtzeitdruck-Rückkopplungssystem von JS kann den Kantendruck dynamisch einstellen, um die Ertragsrate auf 99,2%zu erhöhen.
4. POSTE-Behandlung und Oberflächenoptimierung
Metallstempelte Produkte werden beschnitten, umgeschnitten oder elektrolytisch polieren, um die Grat zu entfernen und die Finish zu verbessern.Das automatisierte Ausrüstungsgerät von JS kann winzige Teile bis zu 0,1 mm Größe verarbeiten, kombiniert sichPVD -BeschichtungTechnologie zur Verbesserung des Korrosionsbeständigkeit von Teilen und zur Erfüllung hoher Langlebigkeitsanforderungen wie dem Gehäuse der Autobatterie.
5. Quality Inspektion und Datenverschluss
Die dimensionale Genauigkeit von Metallstempelteilen (z. B. Lochabstand ≤ 0,01 mm) wurde unter Verwendung von CMM- oder optischer Scanning verifiziert, und die Formparameter und Produktionsdaten wurden über das MES -System verfolgt.Das Visual Inspektionssystem von JS kann das Echtzeit auf 0,02 -mm -Ebene identifizieren und die Batch -Konsistenz sicherstellen.
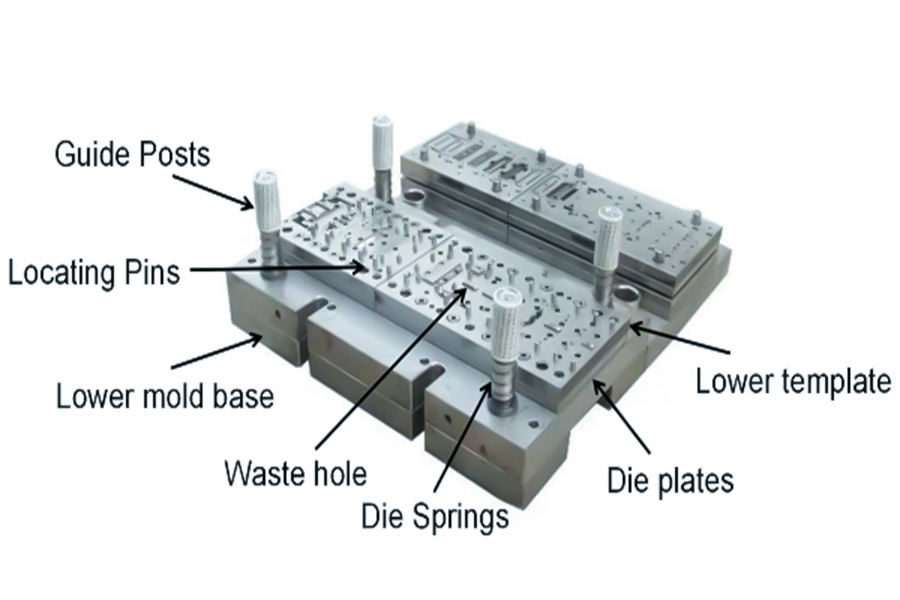
Was sind die Arten von Metallstempelformen?
Metallische Stempelformenist das Kernwerkzeug für die Herstellungsindustrie. Es ist hauptsächlich in die folgenden Kategorien unterteilt:
1. nach Prozessart klassifiziert
StanzenSchimmel:Verwendet, um Metallblätter zu trennen, das Schneiden, das Stanzen zu vervollständigen,Schneidenund andere Verfahren, um die erforderlichen Konturen oder Löcher zu erhalten.Der Kern der Würfel ist die Kombination aus konkaver Stirbem und konkaven Würfel. Die Präzision der Stanzfreiheit bestimmt die Qualität des Abschnitts.Weit verbreitet bei der Herstellung von Hardware und elektronischen Komponenten.
BiegenSchimmel:Biegen Sie die Metallplatte in einem bestimmten Winkel oder einer bestimmten Form (z. B. U-Form, V-Form) und vervollständigen Sie die Biegung durch eine Kombination aus Druckkonvex und konkaven Würfel unter Berücksichtigung der Rückprallkompensation.
VertiefungSchimmel:Das Dehnen von flachen Knüffen in hohle dreidimensionale Teile (wie Becher oder Zylinder) durch konvexe konkave Formen erfordert die Kontrolle über Falten und Risse.Geeignet für die Herstellung von Artillerie -Muscheln, Tanks usw.
Schimmel bilden:Wird zur lokalen plastischen Verformung von Metallblättern verwendet, wie z. B. Banner, Riss und Verengung des Nackens, durch das das Material in eine bestimmte Form gedehnt oder komprimiert wird, die für die Verarbeitung komplexer gekrümmter Oberflächen oder Stahlstahlkonstruktionen geeignet ist.
ZusammengesetztSchimmel:Es vervollständigt mehrere Schritte, um in einem einzigen Stempeln zu stempeln, zu schneiden, zu formen und so weiter zu sein, und realisiert eine effiziente Bearbeitung durch die Kombination aus konvexer Struktur.Geeignet fürMassenproduktionvon kleinen und mittelgroßen Teilen mit hoher Präzision und Mehrprozess.
EingebenSchimmel(kontinuierlichSchimmel):Durch mehrere kontinuierliche Stempeln, Stempeln, Bücken, Bildung und so auf dem Streifenmaterial das endgültige effiziente Schneiden des fertigen Produkts, das für die großflächige Produktion kleiner Präzisionsteile geeignet ist.
2. Durch Schimmelpilzstruktur klassifiziert
- Einzelspurform:Nur ein Stempeln (wie Stempeln oder Schneiden), einfache Struktur, kostengünstige, geeignete für kleine Chargenproduktion oder einfache Teileverarbeitung.
- Kombinationsform:
ZusammengesetztSchimmel: Mehrere Prozesse (z. B. Schneiden und Dehnen) an derselben Workstation.
ProgressivSchimmel: Kontinuierliche Verarbeitung (Stempeln → Biegen → Schneiden) in verschiedenen Arbeitsplätzen.
- Schimmelpilz übertragen:Wird für die Übertragung von Leerzeichen mehrerer Pressen und Roboterarms verwendet, geeignet für große Teile wie Automobilüberlagerung.
Wie kann man beim Stempeln von Ultra-dünnem Metallblech (<0,1 mm) das Rennen verhindern?
Nach den Eigenschaften des Stempelns auf Metallprozess werden nachstehend die Schlüsseltechniken und -messungen für das Stempeln und die Prävention von Ultradünnen Metallplatten (<0,1 mm) eingeführt:
| Art der Technologie | Kernprinzipien | Spezifische Maßnahmen | Anwendbare Szenarien | Anti-Tear-Effekt |
| Schimmelpilzoptimierung | Spannungskonzentration reduzieren. | Gradient R-Winkelform + Progressives Stempeln. | Präzisionsstempel (wie Sensorgehäuse). | Tränenrisiko ↓ 40%. |
| Materialauswahl | Erhöht die Skalierbarkeit. | Aluminiumfolie/geglühtes Edelstahl. | Große Verformungsform (z. B. Batteriegehäuse). | Die Frakturzähigkeit stieg um 25%. |
| Prozesskontrolle | Druck und Geschwindigkeit optimieren. | Servo Press+Niedriggeschwindigkeit Stempeln. | Hochgeschwindigkeit kontinuierliche Produktion. | Die Rendite stieg um 35%. |
| Schmierungbehandlung | Reibungswiderstand reduzieren. | Waterborne Schmiermittel+DLC -Beschichtung. | Hochgeschwindigkeits -Präzisionsstempel. | Oberflächenkratzer ↓ 90%. |
| Flexible Form | Pufferdruckschwankungen. | Polyurethan Weiche Schimmel+Luftpolsterhilfe. | Dünnwandige Verbundkomponenten (z. B. Mikroskoffer). | Tränenrate ↓ 50%. |
Metall stempelnKompatibilität:
- Die ultra-dünne Metallstempel erfordert die Flexibilität der Sterbe und die dynamische Anpassung der Prozessparameter (z. B. Echtzeit-Feedback von Servo-Pressen).
- Flexible Formen wie Polyurethan absorbieren lokale Spannungen während des Materialflusses und vermeiden harte Kontakte.
- Technologie -Synergie:
Schimmelpilzoptimierung+Schmierbehandlung: Reduzieren Sie die Materialströmungswiderstand und Schimmelpilze, geeignet für weiche Materialien wie Aluminiumfolie.
STEP-STAMPING + Flexibler Würfel: Phased Deformation reduziert die Einzelbelastung, geeignet für die Massenproduktion des ultradünnen Batteriegehäuses.
Welche Art von Prozess ist für das Stempeln von Titanlegierung erforderlich?
Das Stempeln von Titanlegierungen erfordert heißes Stempeln oder heißes Stempeln in Kombination mit hoher PräzisionCNC -Bearbeitungund spezielle Schimmelpilztechnologie.Die spezifischen Gründe sind wie folgt:
1. Verbesserung der Plastizität mit hoher Temperatur
Die Titanlegierung hat eine hohe Härte und einen hohen Widerstand gegen Verformungen und ist anfällig für Risse, wenn sie bei Raumtemperatur gedrückt werden.Durch Erhitzen des Materials auf 600-850 ℃ (heißes Stempeln) oder 300-500 ℃ (warme Stempel) kann die Plastizität des Materials erheblich verbessert werden, wodurch sich Schwierigkeiten verringern und der Rückprall minimiert werden.
2.Precision CNC -Auxiliary -Verarbeitung
In Kombination mit der ± 0,005-mm-CNC-CNC-Geräte von JS Company können Teile der Titanlegierung auf Präzisionspolieren auf Mikrometerebene gedrückt werden, um den strengen Toleranzanforderungen in Luft- und Raumfahrt, Medizin und anderen Feldern zu erfüllen.
3. Spezialformen und Schmierertechnik
Nehmen Sie hochtemperaturbeständige Schimmelpilzmaterialien (wie Wolframstahl oder mit Keramik beschichtete Form) ein, verhindern Stickstoff oder Graphitschmiermittel, verhindern Schimmelpilzverschleiß und Titanlegierungsbindung, verlängerte Schimmeldienerdauer.
4. Oberflächenbehandlungsanpassung
Nach dem Stempeln müssen Titanlegierungen anodiert, sandgestrahlt oder chemisch passiviert werden, um die Korrosionsbeständigkeit und sein Aussehen zu verbessern.Es ist auch ein Material der Erweiterung JS CompanyVerarbeitungstechnologie.
Wie geht es mit der Umgebung mit der Schwereloße im Weltraummetall -Stempeln um?
1. Material Fixierungstechnologie in der Mikrogravitationsumgebung
Elektromagnetische Adsorption und Vakuumklemme werden verwendet, um die Begrenzung der herkömmlichen mechanischen Fixierung zu überwinden.Das Automatisierungssystem von JS passt die Klemmkraft in Echtzeit ein und sorgt dafür, dass das Metall selbst in der Schwerelosigkeit eine Positionierungsgenauigkeit von 0,02 mm behält.Die Toleranzkontrolle der numerischen Kontrollgeräte erreicht ± 0,005 mm, was die strenge Anforderung für die Präzision der Docking -Mechanismen des Raumfahrzeugs erfüllt.
2.Intelligent Flussrekonstruktion
Durch den kooperativen Betrieb von industriellen Roboterclustern erkennt JS die Verschiebung des Mikromaßstabs durch den Schwerkraft-freien Kompensationsalgorithmus und erkennt die automatische Anpassung vonStempelparameter.Das adaptive Steuerungssystem kann die Bearbeitungsfehlerrate auf weniger als 0,3%steuern.Die Technologie wurde bei der Herstellung von Satelliten -Solarpanel mit einem Anstieg der Produktivität um 40% nachgewiesen.
3. Verbesserung der Anpassungsfähigkeit an Vakuum-Umweltprozesse
Die inerte Gasabschützer -ARC -Verkleidungstechnologie verwendet, um das Problem der Metalloxidation im Vakuum zu lösen.JS -Labordaten zeigen, dass auf der Oberfläche der Titanlegieroberfläche, die durch diesen Prozess behandelt wird, 15 μm dichtem Oxidfilm gebildet wird.
4. Optimierung des leichten strukturellen Designs
Bezogen auf3D -DruckAdditive Fertigungstechnologie können integrierte Topologie -optimierte Strukturen erreichen.Eine Fallstudie einer bestimmten Art von Raketenkraftstoffdüse zeigt, dass das Gewicht durch die Gitterstrukturkonstruktion um 45%verringert wird, die Drucklagerkapazität das 1,8 -fache der der traditionellen Technologie erreicht und der Raumlastanforderungen perfekt ausbalanciert ist.
5. Extreme Umgebungssimulationsüberprüfungssystem
Eine umfassende Testplattform, die aus Vakuumkammer, Zentrifugen und thermischer Schockkammer besteht, wurde festgelegt, die Temperaturgradienten im Bereich von -180 ° C bis +300 ° C und 10^-6pa -Grad simulieren können.In der Vakuumumgebung stieg die Ermüdungslebensdauer des validierten Produkts auf mehr als das Fünffache des Grundzustands.
Was sind die gängigen Oberflächenbehandlungsmethoden für das Stempeln von Aluminium?
1.Anodisierung
- Funktion: Verbesserung der Härte, Korrosionsbeständigkeit und Abriebfestigkeit durch Elektrolyse und die Bildung von Oxidfilm auf Aluminiumoberfläche.
- Die Oxidfilmdicke kann häufig beim Stempeln von Metallformteilen (z. B. Automobil-Chassis-Teilen, 3C-Produktschalen usw.) verwendet und können 15-50 μm erreichen, was die Kratzwiderstand der Oberfläche erheblich verbessern kann.
2.Elektroplierend
- Funktion: Schichtaluminiumoberfläche mit Metallschichten (z. B. Nickel, Chrom, Zink), um die Leitfähigkeit, Reflexionsvermögen oder Rostresistenz zu verbessern.
- Vor dem Übernehmen muss das Stempelmetall eingelegt und aktiviert werden, um die Haftung der Beschichtung zu gewährleisten.Die Nickelbeschichtungsbehandlung kann beispielsweise die Lebensdauer von Steckern und Steckdosen in elektronischen Anschlusskomponenten verbessern.
3.Sprühen
- Merkmale: Farbanpassung und Korrosionsschutz durchelektrostatisches Sprühenoder Fluorkohlenwasserstoffbeschichtung.
- Geeignet für komplexe Stempelmetalloberflächen (wie Haushaltsgeräte und Beleuchtungskörper), ist eine Phosphorylierung vor dem Sprühen erforderlich, um die Beschichtungsadhäsion zu verbessern.
4.Chromatkonvertierungsbeschichtung
- Funktion: Um einen Passivierungsfilm durch Chromatlösung zu bilden, Rost zu verhindern und die Schweißleistung zu verbessern.
- Verwendet in StempelMetallschweißen(wie die Autobatterieschalen) beträgt die Dicke des Films etwa 1-3 μm, was den Umweltschutz und den Korrosionsbeständigkeit berücksichtigt.
5. Polieren/Bürsten
- Funktion: Mechanisches oder chemisches Polieren beseitigt Stempelmarken und verbessert die Oberflächenglattheit.
- Das Spiegelspiegelpolieren (RA ≤ 0,1 μm) erfüllt die Anforderungen optischer Geräte zum Stempeln von Metallformen wie Aluminium -Kühlkörper.

Was sind die technologischen Vorteile der JS -Firma im Bereich des Metallstempels?
1.Ultra-hohe Präzisionsbearbeitung: mit fortgeschrittenerCNC -Technologie(wie CNC) kann eine Toleranz von ± 0,005 mm erreicht werden, um die Anforderungen an Präzisionsteile zu erfüllen.
2. Multi -Materialanpassung: Unterstützt das Stempeln von Materialien wie Metallen und Verbundwerkstoffen und hat im vergangenen Jahr mehr als 50 Materialien verarbeitet.
3.Prozesseffizienz: 98% der Bestellungen werden rechtzeitig geliefert, die Projektzyklen werden um durchschnittlich 15% reduziert und die Vorlaufzeiten der Stempel optimiert.
4. COST -Kontrolle: Reduzieren Sie die Produktionskosten um 20% und verbessern Sie die Ressourcennutzung durch Prozessoptimierung.
5. Grüne Herstellung: Reduzieren Sie den Energieverbrauch und den Abfall mit energieeffizienten Geräten und Materialrecyclingsystemen um 20%.
Zusammenfassung
In der Metall-Stempelindustrie hängt die Leistung von Metall Stempel eng mit der Genauigkeit und Qualität des Endprodukts zusammen. Um dieses Ziel zu erreichen, muss es sich auf eine hochpräzisen Vorverarbeitungstechnologie verlassen.
Durch Schritte wie Oberflächenreinigung, Entlüftung, Glühen undOberflächenveränderung(wie Phosphat- und Schmierbeschichtungen), kann nicht nur die Duktilität von Metallmaterialien erheblich verbessert werden und das Risiko einer Risse oder Oxidation während des Stempelns reduziert werden, sondern kann auch eine feste Grundlage für nachfolgende Metallstempeloperationen legen.
JS kombiniert hochpräzise CNC-Bearbeitungstechnologie mit umweltfreundlichen Prozessen, wobei das Konzept der nachhaltigen Entwicklung in die Vorverarbeitungsstufe einbezieht, um sicherzustellen, dass Teile des Metallstempels konsistent aufrechterhalten können, unabhängig davon, ob sie strukturell komplex oder massenproduziert sind.
Diese vollständige Prozessoptimierung von der Materialvorbereitung bis zur Lieferung der Fertigprodukte verbessert nicht nur die Produktionseffizienz (Reduzierung des Projektzyklus um 15%), sondern fördert auch die Transformation der Branche in Richtung hoher Effizienz, geringem Verbrauch und hoher Mehrwert durch technologische Innovation.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.cncprotolabs.com
FAQs
1.Was ist der Unterschied zwischen Stempeln und Casting?
Stempeln ist ein kaltes Bearbeitungsvorgang, bei dem Metallplatten durch Würfel in Form gedrückt werden. Es ist eine hohe Effizienz und Präzision und für dünne Plattenteile geeignet.Das Gießen ist ein thermischer Prozess, bei dem geschmolzenes Metall in Formen gegossen wird, um komplexe Formen zu bilden, jedoch mit geringer Präzision.
2.Wie wichtig sind Formen zum Stempeln?
Form ist das Kernwerkzeug des Stempels, das die Form, Präzision und Effizienz von Teilen bestimmt.Ohne Sterbe ist das Stempeln unmöglich, sein Design wirkt sich direkt auf die Produktpassrate und die Produktionskosten aus, ist die Seele der Stempelentechnologie.
3.Was sollte beim Stempeln von Edelstahl geachtet werden?
Edelstahl-Stempel erfordert die Verwendung von Hochschärfen, Stempelgeschwindigkeit, Stempeln mit Schmieröl und rechtzeitig Tempern, um die Verhärtung des Werkstücks zu beseitigen, um zu vermeiden, dass ein Riss und übermäßige Schimmelpilzverschleiß ist.
4.Wele Metalldicke zum Stempeln des Automobils benötigtTeile?
Die Dicke des zum Stempeln von Automobilteilen üblicherweise verwendeten Blechs beträgt 0,6-2,5 mm.Körperbedeckungen (wie Autotüren) bestehen hauptsächlich aus 0,6-1,2 mm gewöhnlichen Stahlplatten, während Baukomponenten (wie Kollisionsstrahlen) aus 1,2 bis 2,5 mm hoher Festigkeitstahl mit ausgewogener Festigkeit und Form bestehen.
Ressourcen

