

La timbratura in metallo è un processo di formazione indispensabile ed efficiente nella produzione moderna. Converte i fogli di metallo in componenti complessi e ad alta precisione attraverso stampo preciso e alta velocitàAttrezzatura di stampaggio.MetalloStampingsè diventata un'importante forza trainante dell'innovazione del settore con la sua eccellente coerenza, rapida efficienza di produzione e vantaggi in termini di costi superiori.
Come pioniere nel settore, JS Manufacturing fornisce ai clienti soluzioni di personalizzazione per l'intero processo, dalla selezione dei materiali e dallo sviluppo della muffa alla produzione di massa, con tecnologia di stampaggio innovativo, sistemi di produzione intelligente e approfondimenti sul settore profondo.Ciò garantisce l'equilibrio ottimale di prestazioni, affidabilità ed economia per ciascun prodotto di timbratura dei metalli, che consente di continuare il settore manifatturiero globale di fascia alta.
Cos'è la timbratura in metallo?
La tecnologia di timbratura metallica è un metodo di elaborazione che utilizza il metallo per applicare la pressione meccanica su fogli metallici piatti. È un processo di formazione efficiente e ad alta precisione. Usando una forma di stampo pre-progettata e combinandola con la forza di estrusione verso il basso di una pressa, la lamiera di metallo subisce una deformazione plastica o un distacco a temperatura ambiente, al fine di produrre rapidamente le parti tridimensionali richieste. L'intero processo prevede precisoFormazione metallica, flessione, taglio e altri processi, adatti alla produzione da componenti semplici a complessi.
In termini di timbratura in metallo, il processo di metallo del timbro prevede prima la fissazione della lamiera di metallo in posizione. L'operatore posiziona una piastra metallica piatta sulla matrice inferiore dello stampo e la matrice superiore (cioè stamper di metallo) si muove verticalmente verso il basso sotto l'unità della stampa. Dopo che gli stampi superiore e inferiore sono chiusi, il bordo tagliente o la struttura di formazione dello stampo esercita la pressione sul metallo, facendo sì che lo allunghi, si piega o si rompe. Questo processo ha i vantaggi di essere in grado di completare più processi contemporaneamente, migliorando significativamente l'efficienza della produzione ed è particolarmente adatto alla produzione di massa di parti di precisione.
Quali sono i processi di base della timbratura metallica?
La tecnica di timbratura in metallo è una serie di tecniche per premere i fogli di metallo attraversofrancobolli in metalloper ottenere una forma specifica.I seguenti quattro processi riflettono la loro raffinata applicazione nella produzione di parti complesse:
1.Stamping progressivo
Attraverso più set di pali metalliche collegate, più processi come punzonatura, flessione e formazione vengono gradualmente completati su una singola catena di montaggio.JS Company adotta la tecnologia avanzata dello stampo sviluppato da sola per ottenere una produzione di massa efficiente attraverso lo stampo di diverse workstation.
Ad esempio, le griglie del radiatore per auto possono essere realizzate timbrando passo dopo passo, piegando e ruotando contemporaneamente.La precisione dell'asta di collegamento per stampo può essere ± 0,005 mm per garantire la coerenza delle parti e aumentare la velocità di produzione del 40%.
2.Trasferisci il timbro dello stampo
Adatto a parti di grandi dimensioni o di forma complessa, billette metalliche trasportate tra le workstation da armi robot o cinture del trasportatore.JS Servo Press lavora perfettamente con i sistemi di automazione per controllare con precisione i posizionamenti delle billette.Ad esempio, nella produzione di componenti aerospaziali, una combinazione di stampaggio di trasferimento e trattamento termico garantisce che le parti in lega di titanio rimangono strutturalmente stabili dopo deformazioni multiple e riducono i tassi di rottami del 60%.
3.ScorrevoleStamping di stampo
Progettato appositamente per flessione multi -angolo, la formazione di curva complessa si ottiene attraverso francobolli in metallo scorrevole orizzontalmente.Il sistema di stampo flessibile di JS supporta la regolazione online degli angoli di flessione. Ad esempio, un singolo timbro può completare la flessione in tre diverse direzioni nella produzione dicomponente elettronicoparentesi, aumentando l'utilizzo del materiale del 15%. È particolarmente adatto per gli ordini di personalizzazione del piccolo volume.
4.ProfondoDisegno
Allungando il timbro di metallo, i fogli di metallo vengono trasformati in parti di cavità profonde.Con una combinazione di dado avanzata e una compensazione di combinazione di stampo idraulico, la tecnologia di stretching profonda di JS può formare con successo un grande contenitore con diametro di 1,5 m e la levigatezza superficiale ≤0,8 μm, soddisfare i rigorosi requisiti dei dispositivi medici per superfici perfette.
Quali sono i passaggi chiave del processo di timbratura del metallo?
1. Pretrattamento del Materiale e abbinamento della muffa
Secondo il requisito di parti selezionare fogli metallici (come alluminio, acciaio, lega di rame, ecc.) E superficie liscia per pretrattamento come livellamento e pulizia.La società JS utilizza la tecnologia di misurazione laser per calibrare la tolleranza di spessore (± 0,05 mm) di fogli metallici per la formazione di parametri di metallo ad alta precisionestampo timbrato.
2. Progettazione e messa in servizio mobili
Sulla base del modello 3D di parti, sono progettate la geometria e il percorso di stampaggio dello stampo di francobolli metallici e la distribuzione dello stress della matrice è ottimizzata dalla simulazione CAE.Ad esempio, gli stampi da disegno profondo necessitano di una progettazione di angoli r gradiente per prevenire il cracking, il centro di elaborazione dello stampo indipendente di JS può finire la lucidatura del bordo del livello micrometro per garantire la rugosità della superficie RA ≤0,4μm.
3. Fase di stamping e formazione
Posizionando la piastra metallica sul tavolo della pressa, la deformazione in plastica viene eseguita attraverso la collaborazione dello stampo di timbro metallico e la pressa idraulica/servo.Ad esempio, la progettazione progressiva del divario del dado durante il processo di trazione può controllare il flusso del materiale e prevenire rughe o cracking, e il sistema di feedback di pressione in tempo reale di JS può regolare dinamicamente la pressione del bordo per aumentare il tasso di snervamento al 99,2%.
4.Post-trattamento e ottimizzazione della superficie
I prodotti stampati in metallo vengono rifiniti, lucidati o elettrolitici per rimuovere le bara e migliorare la finitura.Le attrezzature di debring automatizzate di JS possono gestire piccole parti fino a 0,1 mm di dimensioni, combinaRivestimento PVDTecnologia per migliorare la resistenza alla corrosione delle parti e soddisfare elevati requisiti di durata come l'involucro della batteria per auto.
5. Ispezione della qualità e chiusura dei dati
L'accuratezza dimensionale delle parti del timbro metallico (ad es. La spaziatura dei fori ≤0,01mm) è stata verificata utilizzando CMM o scansione ottica e i parametri di stampo e i dati di produzione sono stati monitorati attraverso il sistema MES.Il sistema di ispezione visiva AI di JS può identificare difetti di livello 0,02 mm in tempo reale, garantendo la coerenza batch.
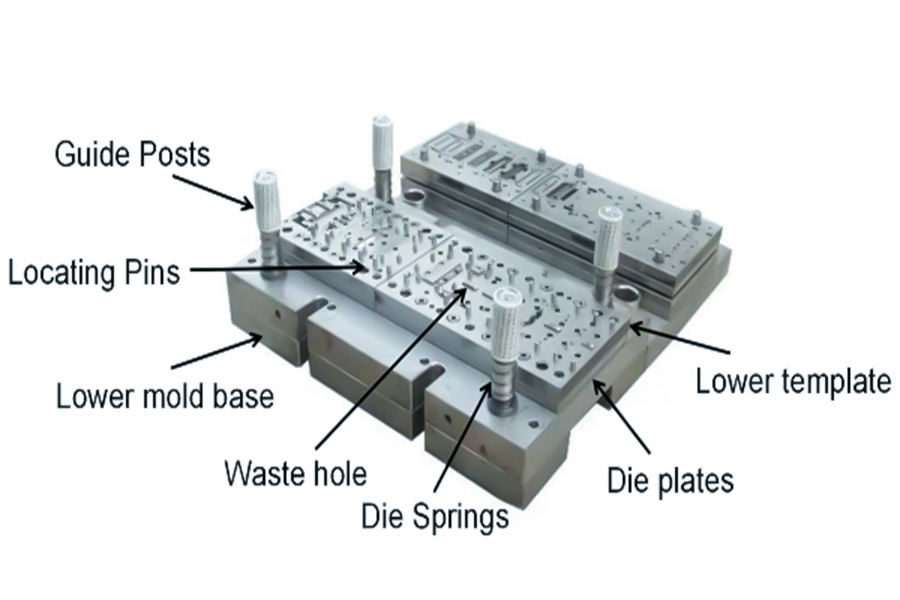
Quali sono i tipi di stampi per timbratura in metallo?
Stampi di timbrazione metalliciè lo strumento principale dell'industria manifatturiera. È principalmente diviso nelle seguenti categorie:
1. Classificato per tipo di processo
Pugnimuffa:Utilizzato per separare i fogli di metallo, completare il taglio, il pugno,taglioe altre procedure per ottenere i contorni o i buchi richiesti.Il nucleo del dado è la combinazione di dado concavo e dado concava. La precisione della clearance del dado determina la qualità della sezione Die.Ampiamente utilizzato nella produzione di componenti hardware ed elettronici.
Curvamuffa:Piegare la piastra metallica con un angolo o una forma specifica (ad esempio a forma di U, forma a V) e completa la flessione mediante una combinazione di convesso pressurizzato e dado concava, tenendo conto della compensazione del rimbalzo.
Approfondiremuffa:Lo stretching di billette piatte in parti tridimensionali cave (come tazze o cilindri) mediante stampi concavi pressanti convessi richiedono il controllo delle rughe e delle crack.Adatto alla produzione di proiettili di artiglieria, carri armati, ecc.
Formando muffa:Utilizzato per la deformazione in plastica locale di fogli metallici, come rigonfiamento, strappo e costrizione del collo, attraverso la quale il materiale è allungato o compresso a una forma specifica, adatto per la lavorazione di superfici curve complesse o strutture in acciaio rinforzate.
Compositomuffa:Completa diversi passi come timbratura, taglio, modanatura e così via in una singola timbratura e realizza una lavorazione efficiente attraverso la combinazione di struttura convessa.Adatto perproduzione di massadi parti di piccole e medie dimensioni con alta precisione e multi-processo.
Entraremuffa(continuomuffa)Attraverso diversi cronometri, stampaggio, piegatura, formazione e così via, il taglio finale efficiente del prodotto finito, adatto per la produzione su larga scala di piccole parti di precisione.
2. Classificato dalla struttura dello stampo
- Stampo a binario singolo:Solo un timbro (come timbratura o taglio), struttura semplice, a basso costo, adatto per la produzione di piccoli lotti o una semplice elaborazione delle parti.
- Stampo combinato:
Compositomuffa: Più processi (come il taglio e lo stretching) nella stessa workstation.
Progressivomuffa: Elaborazione continua (timbratura → flessione → taglio) in diverse posizioni di lavoro.
- Transfer Stampo:Utilizzato per il trasferimento di vuoto di più presse e braccio robotico, adatto a parti di grandi dimensioni come la sovrapposizione automobilistica.
Come evitare la lacerazione durante la timbratura della lamiera di metallo ultra-sottile (<0,1 mm)?
Secondo le caratteristiche della timbratura sul processo di metallo, vengono introdotte le tecniche chiave e le misure della prevenzione di stamping e lacerazione di piastre metalliche ultrasottili (<0,1 mm):
| Tipo di tecnologia | Principi principali | Misure specifiche | Scenari applicabili | Effetto ant-utente |
| Ottimizzazione della muffa | Ridurre la concentrazione di stress. | Stampo per angolo R gradiente + Stamping progressivo. | Stamping di precisione (come alloggiamento del sensore). | Lacrima il rischio ↓ 40%. |
| Selezione del materiale | Aumenta la scalabilità. | Acciaio inossidabile in alluminio/acciaio inossidabile ricotto. | Granding di grandi deformazioni (come alloggi per batterie). | La resistenza alla frattura è aumentata del 25%. |
| Controllo del processo | Ottimizza la pressione e la velocità. | Servo Press+Stamping a bassa velocità. | Produzione continua ad alta velocità. | Il tasso di rendimento è aumentato del 35%. |
| Trattamento di lubrificazione | Ridurre la resistenza dell'attrito. | LUBRICANTO A BATTURA+rivestimento DLC. | Stamping di precisione ad alta velocità. | Graffi di superficie ↓ 90%. |
| Stampo flessibile | Fluttuazioni della pressione tampone. | Assistenza per cuscini di cuscino di poliuretano morbido+aria. | Componenti compositi a parete sottile (come microscopi). | Tasso di lacrime ↓ 50%. |
Stamping sul metalloCompatibilità:
- La timbratura in metallo ultra sottile richiede flessibilità e regolazione dinamica dei parametri di processo (ad es. Feedback in tempo reale dalle presse dei servomo).
- Stampi flessibili, come il poliuretano, assorbono le sollecitazioni locali durante il flusso del materiale ed evitano la lacerazione del contatto duro.
- Synergy tecnologica:
Ottimizzazione dello stampo+Trattamento di lubrificazione: ridurre la resistenza al flusso del materiale e l'adesione dello stampo, adatti a materiali morbidi come un foglio di alluminio.
Stamping a gradini + matrice flessibile: la deformazione a fasi riduce il carico singolo, adatto alla produzione di massa di alloggi per batterie ultra-sottili.
Che tipo di processo è richiesto per la timbratura in lega di titanio?
La timbratura in lega di titanio richiede una timbratura calda o il timbro a caldo combinato con alta precisioneMACCHING CNCe speciale tecnologia dello stampo.I motivi specifici sono i seguenti:
1. Miglioramento della plasticità ad alta temperatura
La lega di titanio ha un'elevata durezza e resistenza alla deformazione e sono inclini a crack quando viene premuta a temperatura ambiente.Riscaldando il materiale a 600-850 ℃ (timbratura a caldo) o 300-500 ℃ (timbrazione calda), la plasticità del materiale può essere notevolmente migliorata, formando difficoltà a ridurre e il rimbalzo ha ridotto al minimo.
2. Precisione CNC Elaborazione ausiliaria
In combinazione con l'attrezzatura CNC ad alta precisione ± 0,005 mm di JS Company, le parti in lega di titanio possono essere pressate per la lucidatura di precisione a livello di micrometro per soddisfare severi requisiti di tolleranza nei campi aerospaziale, medico e in altri campi.
3. Stampi speciali e tecnologia di lubrificazione
Adottare materiali da stampo resistenti ad alta temperatura (come l'acciaio di tungsteno o lo stampo rivestito in ceramica), combinare lubrificanti azotati o di grafite, prevenire l'usura dello stampo e il legame in lega di titanio, prolungare la vita dello stampo.
4.Agmatura del trattamento della superficie
Dopo aver timbrato, le leghe di titanio devono essere anodizzate, sabbiate o passate chimicamente per migliorare la sua resistenza e l'aspetto della corrosione.È anche un materiale di estensione di JS dell'aziendatecnologia di elaborazione.
Come gestire l'ambiente a gravità zero nella timbratura dello spazio in metallo?
1. Tecnologia di fissazione del materiale in ambiente di microgravità
L'adsorbimento elettromagnetico e il serraggio del vuoto vengono utilizzati per superare la limitazione della fissazione meccanica tradizionale.Il sistema di automazione di JS regola la forza di serraggio in tempo reale, garantendo che il metallo mantenga una precisione di posizionamento di 0,02 mm anche in mancanza di gravità.Il controllo di tolleranza dell'attrezzatura di controllo numerico raggiunge ± 0,005 mm, che soddisfa il requisito rigoroso per la precisione dei meccanismi di docking spaziale.
2. Ricostruzione del flusso intellentatore
Attraverso il funzionamento cooperativo di cluster di robot industriali, JS rileva lo spostamento in micro-scala mediante algoritmo di compensazione senza gravità e realizza l'adeguamento automatico diparametri di timbratura.Il suo sistema di controllo adattivo può controllare il tasso di errore di lavorazione a meno dello 0,3%.La tecnologia è stata dimostrata nella produzione di supporti per pannelli solari satellitari, con un aumento del 40% di produttività.
3. miglioramento dell'adattabilità ai processi di aspirazione-ambiente
La tecnologia di rivestimento per l'arco di schermatura del gas inerte utilizzata per risolvere il problema dell'ossidazione dei metalli nel vuoto.I dati di laboratorio di JS mostrano che 15 μm di film di ossido denso sono formati sulla superficie della superficie in lega di titanio trattata da questo processo.
4. Ottimizzazione del design strutturale leggero
Basato suStampa 3DTecnologia di produzione additiva, JS può ottenere strutture ottimizzate dalla topologia integrata.Un caso di studio di un certo tipo di ugello del carburante a razzo mostra che attraverso la progettazione della struttura reticolare, il peso è ridotto del 45%, la capacità del cuscinetto a pressione raggiunge 1,8 volte quella della tecnologia tradizionale e il requisito del carico dello spazio è perfettamente bilanciato.
5. Sistema di verifica della simulazione dell'ambiente extreme
È stata stabilita una piattaforma di test completa costituita da camera a vuoto, centrifughe e camera di shock termico, in grado di simulare gradienti di temperatura che vanno da -180 ° C a +300 ° C e 10^-6pa.Nell'ambiente del vuoto, la durata a fatica del prodotto validato è aumentata a più di 5 volte le condizioni del terreno.
Quali sono i metodi comuni di trattamento superficiale per la timbratura in alluminio?
1.Anodizzante
- Funzione: migliorare la durezza, la resistenza alla corrosione e la resistenza all'abrasione mediante elettrolisi e formare film di ossido sulla superficie dell'alluminio.
- Comunemente utilizzato nelle parti di formazione dei metalli di stampa (come parti del telaio automobilistico, gusci di prodotto 3C, ecc.), Lo spessore del film di ossido può raggiungere 15-50 μm, che può migliorare significativamente la resistenza a graffi della superficie.
2.Elettroplazione
- Funzione: superficie di alluminio di rivestimento con strati metallici (ad esempio nichel, cromo, zinco) per migliorare la conduttività, la riflettività o la resistenza alla ruggine.
- Prima della placcatura, il metallo di timbro deve essere sottaceto e attivato per garantire l'adesione del rivestimento.Il trattamento della placcatura in nichel, ad esempio, può migliorare la vita di spine e prese nei componenti del connettore elettronico.
3.Spruzzatura
- Caratteristiche: personalizzazione del colore e protezione della corrosione attraversoSpruzzatura elettrostaticao rivestimento di fluorocarburi.
- Adatto a superfici in metallo di stampaggio complessi (come apparecchi per la casa e apparecchi di illuminazione), è necessaria la fosforilazione prima di spruzzare per migliorare l'adesione del rivestimento, che può essere di spessore del film di 60-120μm.
4.Rivestimento di conversione cromato
- Funzione: formare un film di passivazione mediante soluzione cromato, prevenire la ruggine e migliorare le prestazioni di saldatura.
- Usato nel timbroSaldatura in metallo(come i vassoi delle batterie per auto), lo spessore del film è di circa 1-3μm, che tiene conto della protezione ambientale e della resistenza alla corrosione.
5.Polishing/spazzolatura
- Funzione: la lucidatura meccanica o chimica elimina i segni di stampaggio e migliora la morbidezza superficiale.
- La lucidatura dello specchio dello specchio (RA ≤0,1μm) soddisfa i requisiti dei dispositivi ottici per stampare stampi metallici come i dissipatori di calore in alluminio.

Quali sono i vantaggi tecnologici dell'azienda JS nel campo della timbratura metallica?
1.Ultra-high-Precision Machining: con avanzatoTecnologia CNC(come CNC), è possibile ottenere una tolleranza di ± 0,005 mm per soddisfare i requisiti delle parti di precisione.
2. Adattamento dei materiali Multi: supporta la stampa di materiali come metalli e compositi e ha elaborato più di 50 materiali nell'ultimo anno.
3. Efficienza del processo: il 98% degli ordini viene erogato in tempo, i cicli del progetto sono ridotti in media del 15% e i tempi di lead di stampaggio sono ottimizzati.
4. Controllo COST: ridurre il costo di produzione del 20% e migliorare l'utilizzo delle risorse attraverso l'ottimizzazione del processo.
5. Manufacturing-Green: ridurre il consumo energetico energetico e i rifiuti del 20% utilizzando attrezzature e sistemi di riciclaggio di materiali a beneficenza energetica.
Riepilogo
Nel settore della stampa metallica, le prestazioni di Metal Stamp sono strettamente correlate all'accuratezza e alla qualità del prodotto finale e per raggiungere questo obiettivo, deve fare affidamento sulla tecnologia di pre-elaborazione ad alta precisione.
Attraverso passaggi come la pulizia superficiale, il debuster, la ricottura emodifica della superficie(come i rivestimenti di fosfating e lubrificante), non solo la duttilità dei materiali metallici può essere significativamente migliorata e il rischio di cracking o ossidazione durante la timbratura è ridotta, ma può anche gettare solide basi per le successive operazioni di timbrazione dei metalli.
JS combina la tecnologia di lavorazione a CNC ad alta precisione con processi ecologici, incorporando il concetto di sviluppo sostenibile nella fase di pre-elaborazione, garantendo che le parti di timbratura dei metalli possano mantenere coerenza se siano strutturalmente complesse o prodotte in serie.
Questa piena ottimizzazione del processo dalla preparazione dei materiali alla consegna del prodotto finito non solo migliora l'efficienza della produzione (riducendo il ciclo del progetto del 15%), ma promuove anche la trasformazione del settore verso l'alta efficienza, il basso consumo e il valore aggiunto attraverso l'innovazione tecnologica.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1. Qual è la differenza tra timbratura e casting?
La timbratura è un processo di lavorazione a freddo in cui le piastre di metallo vengono pressate in forma dalla die. È ad alta efficienza e precisione ed è adatto a parti di piastra sottili.La fusione è un processo termico in cui il metallo fuso viene versato in stampi per formare forme complesse, ma con bassa precisione.
2. Quanto sono importanti gli stampi per la timbratura?
Lo stampo è lo strumento centrale di timbratura, che determina la forma, la precisione ed efficienza delle parti.Senza il dado, la timbratura è impossibile, il suo design influisce direttamente sulla velocità di passaggio del prodotto e sui costi di produzione, è l'anima della tecnologia di stampaggio.
3. A cosa dovrebbe essere prestato attenzione quando stampando l'acciaio inossidabile?
La timbratura in acciaio inossidabile richiede l'uso della matrice ad alta resistenza, la velocità di timbing di controllo, la timbratura con olio lubrificante e la ricottura in tempo per eliminare l'indurimento del pezzo, per evitare crack e un'eccessiva usura dello stampo.
4. Quale spessore del metallo è necessario per la stampa di automobiliparti?
Lo spessore della lamiera comunemente utilizzata per la stampa di parti automobilistiche è 0,6-2,5 mm.I rivestimenti per il corpo (come le porte delle auto) sono realizzati principalmente in piastre di acciaio ordinarie da 0,6-1,2 mm, mentre i componenti strutturali (come le travi di collisione) sono realizzati in acciaio ad alta resistenza da 1,2-2,5 mm con resistenza bilanciata e modanatura.
Risorse

