

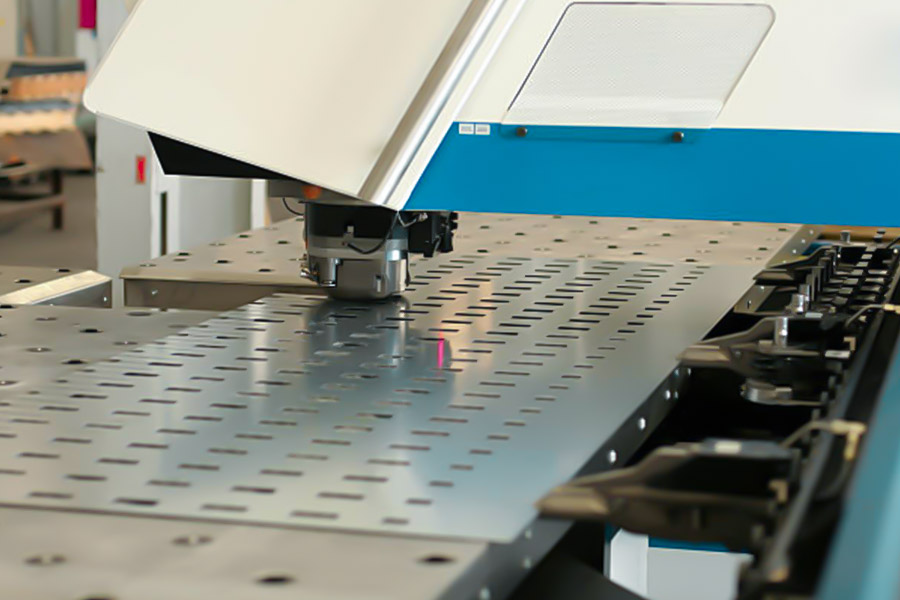
Metallstempel ist eine Art Fertigungstechnologie, mit der Metallblätter in präzisen Komponenten effizient durch Würfel und Presse verarbeitet werden können. Der Kern liegt darin, Metallmarken zu verwenden, um Druck auf das Stempelmetall auszuüben, was zum Stempeln führtSProdukte, die den Entwurfsanforderungen entsprechen.
Der Prozess hat die Vorteile von hoher Präzision, hoher Effizienz und niedriger Kosten und ist zu einer der Kerntechnologien der modernen industriellen Fertigung geworden. Unabhängig von der komplexen Geometrie- oder der Toleranzanforderungen auf Mikrometerpegel,Metallstempelkann durch die automatische Produktionslinie stabil erzeugt werden, um die Liefernachfrage vieler Bestellungen zu befriedigen. Die hochpräzisen Formen und intelligenten Geräte des JS-Unternehmens, verbessert die Zuverlässigkeit des Stempelprozesses weiter, hilft den Kunden, die Produktentwicklungszyklen zu verkürzen und eine kostensparende Effizienz zu erzielen.
Was ist Metallstempel?
Metallstempel ist ein effizienter Herstellungsprozess von Blech in Metallstempel durch die Synergie von Metallstempel und Pressautomaten. Das Kernprinzip besteht darin, die Präzisionsstruktur des Würfels zu verwenden, um hohen Druck auf die Metallplatte auszuüben, das Stempeln zu vervollständigen,Biegen, dehnen und so weiter und bilden schließlich eine komplexe Metall -Teilenform.
Die Technologie wird in Automobilteilen, elektronischen Produktgehäusen, Haushaltsgerätekomponenten usw. häufig eingesetzt. Metallstempel kann durch automatisierte Produktionslinien stabil erzeugt werden, um den unterschiedlichen Bedürfnissen verschiedener Branchen gerecht zu werden.
Wie kann ich Metall stempeln?
Stempelmetall ist ein Herstellungsprozess, bei dem Metallblätter durch eine Kombination von Formen und Pressen in eine bestimmte Form verarbeitet werden.Hier sind die Kernschritte:
1.Design- und Schimmelpilzvorbereitung
- Gemäß den Anforderungen der Teile wird das 3D-Modell entwickelt, CAD-Software wird verwendet, um die Struktur zu optimieren, und dann hochpräzisionStempelmetallformenwird hergestellt.Die Toleranzen sollten auf ± 0,01 mm gesteuert werden, um die Stempelgenauigkeit sicherzustellen.
- Das JS -Team führt eine 3D -Simulationsanalyse von Zeichnungen durch, die von Kunden hochgeladen wurden, um die Durchführbarkeit der Stempel zu optimieren und Feedback zu Änderungsvorschlägen zu geben.
2.Materialauswahl und Vorbehandlung
- Gemeinsame Metallmaterialien wie Edelstahl, Aluminium, Kupfer usw. sollten gemäß der Verwendung der Produktdicke und -festigkeit ausgewählt werden.Die Vorbehandlung umfasst die Reinigung von Oberflächenölflecken und Glättungsblättern, um Risse oder Verformungen während des Stempels zu vermeiden.
- JS kann mehr als 50 Materialien bewältigen, um den Anforderungen verschiedener Kunden- und Branchenszenarien gerecht zu werden.
3.Ausführung des Stempelprozesses
- Drücken Sie das Blech in den Würfel und drücken Sie durch die Presse, um den Stempeln, Biegen und Dehnungsverfahren nacheinander abzuschließen.Das Verfahren kann hunderte Male pro Minute auf kompliziert geformte Metall -Stempelkomponenten produzieren.
- Das JS Company verwendet die CNC-Bearbeitungstechnologie, um hochpräzise Stempelformen mit einem Stempelzyklus von bis zu 1 Million herzustellen, wodurch die Kosten der anschließenden Wartung gesenkt werden.Automatisierte Verarbeitungsleitungen verkürzen die Verarbeitungszeit um 70% und erzielen eine schnelle Produktion innerhalb des Lieferzyklus.
4.Wiederaufbereitung und Qualitätskontrolle
- Nach dem Stempeln müssen Burrs entfernt, Oberflächen poliert und die Abmessungen überprüft werden (z. B. Koordinatenmessungen).Zu den wichtigsten Parametern gehören Toleranzkonsistenz, Oberflächenrauheit (RA ≤ 0,8 μm) und Härteprüfung, um sicherzustellen, dass Metallstempel mit metallstempelem Fertigprodukt erfüllt.
- JS bietet mehr als 50 Oberflächenbehandlungen und mehr als 20 Behandlungsoptionen, um eine optimale Leistung für alle Komponenten zu gewährleisten.
5.Anwendung und Optimierung
Stempelter Metall wird in Automobilteilen und elektronischen Komponenten häufig verwendet.Durch die Optimierung des Formgestaltungs oder der Einstellung von Druckparametern kann die Produktionseffizienz verbessert werden, Materialabfälle reduziert und die Notwendigkeit einer Massenproduktion erfüllt werden.
Wie wähle ich Metallstempelformen aus?
Kernüberlegungen für die Auswahl der Metallstempelformen
1.Schimmelmaterialienleistung
Das Material des Metall -Stamper wirkt sich direkt auf die Lebensdauer und die Bearbeitungsgenauigkeit von Stamper aus.Carbid (z. B. Wolframstahl) eignet sich zum Stempeln von Materialien mit hoher Härte und Werkzeugstählen (z. B. CR12MOV) eignet sich für Metalle mit mittlerer bis niedriger Festigkeit.Übereinstimmende Materialien sollten gemäß der Härte und Duktilität des verarbeiteten Metalls ausgewählt werden.
2.Stempelprozessanforderungen
Der Prozesstyp vonMetall stempeln(wie Stempeln, Dehnen, Biegen) bestimmt die Schimmelpilzstruktur.Komplexe Formen erfordern progressive Formen oder Multi-Positionen-Formen, während einfache Teile aus einem einzelnen Prozessformen ausgewählt werden können.
3.Produktionsstapel und Kostenguthaben
Für die Massenproduktion werden hochpreiswerte, langhafte Formen (z. B. zementierte Carbidformen) bevorzugt, während Werkzeugstahlformen mit einem besseren Preis-Leistungs-Verhältnis für kleine Produktion erhältlich sind.
4.Schimmelpilzgenauigkeit und Toleranzkontrolle
Präzisionskomponenten (z. B. elektronische Komponenten) erfordern die Auswahl der Module ≤ ± 0,01 mm, während die Toleranz für gewöhnliche Strukturkomponenten auf ± 0,05 mm gelockert werden kann.
5.Lieferant technischer Support
Das JS -Unternehmen verfügt über umgekehrte technische Funktionen wie 3D -Scans, um Formen zu reparieren, um eine schnelle Iteration und Wartung zu gewährleisten.
Metallstempelschimmelvergleichstabelle
| Berücksichtigung von Faktoren | Harte Legierungsform | Werkzeugstahlform | Polymermaterialform |
| Anwendbare Materialien | Hochhärtungsmetalle wie Edelstahl- und Titanlegierungen. | Metalle mit niedriger bis mittlerer Stärke wie Aluminium und Kupfer. | Dünne Aluminiumblech, Kunststoffverbundplatten. |
| Lebenszyklus (Anzahl der Stempelzyklen) | 1.000.000 Mal. | 500.000-800.000 Mal. | Innerhalb von 100.000 Mal. |
| Kosten | Hoch (hohe Material- und Verarbeitungskosten). | Medium | Niedrig |
| Verarbeitungsgenauigkeit | ± 0,005 mm (für Präzisionskomponenten). | ± 0,01 mm | ± 0,1 mm |
| Anwendbare Szenarien | Automobilmotorkomponenten, Präzisionsanschlüsse. | Haushaltsgeräteschalen, Kühlkörper. | Kleine Ornamente, vorübergehende Proben. |
Wählen Sie Vorschläge
- Hohe Präzisionsanforderungen:Priorität sollte an harte Legierungsformen in Kombination mit gegeben werden mitFünf -Achsen -BearbeitungTechnologie zur Gewährleistung der Detailgenauigkeit.
- Kostensensitives Projekt:Gleichgewichtsleistung und Budget von Werkzeugstahlformen, geeignet für kleine und mittelgroße Produktion.
- Schnelle Überprüfung:Polymermaterialformen können für Prototyptests verwendet werden, wodurch der Entwicklungszyklus verkürzt wird.

Wie ordne ich die Abfolge des Metallstempelprozesses an?
Das Metallstempelprozess erfordert eine angemessene Anordnung gemäß der Form, den Materialmerkmalen und der Präzision von Teilen.Hier ist ein typischer Prozess:
1.Grundlegende Prozesssequenz
Schneiden
- Zweck: Trennmetallblätter, um anfängliche Leerzeichen oder Kontur zu erhalten.
- Vorgänge: Die Kompatibilität wird auf ± 0,1 mm kontrolliertmetallisch schneidenStempel (z. B. Droping -Sterbe oder Stanzstirbchen), um Material zu schneiden.
- Schlüsselpunkte: Die Lücke zwischen den Formen muss mit der Dicke des Materials übereinstimmen (z. B. der Lücken zwischen 0,5 mm Aluminiumplatten entspricht einer Dicke von etwa 8%).
Biegen
- Ziel: eine spezifische Krümmung oder einen Krümmungswinkel durch Winkelformierung des metallischen Stempels bilden.
- Operationen: Adoptieren Sie V-Grove-Form, um den Stempelschlag anzupassen, um den Rückprall zu verhindern (wenn Edelstahl um 0,5 ° Gradkompensation vorinstalliert werden muss).
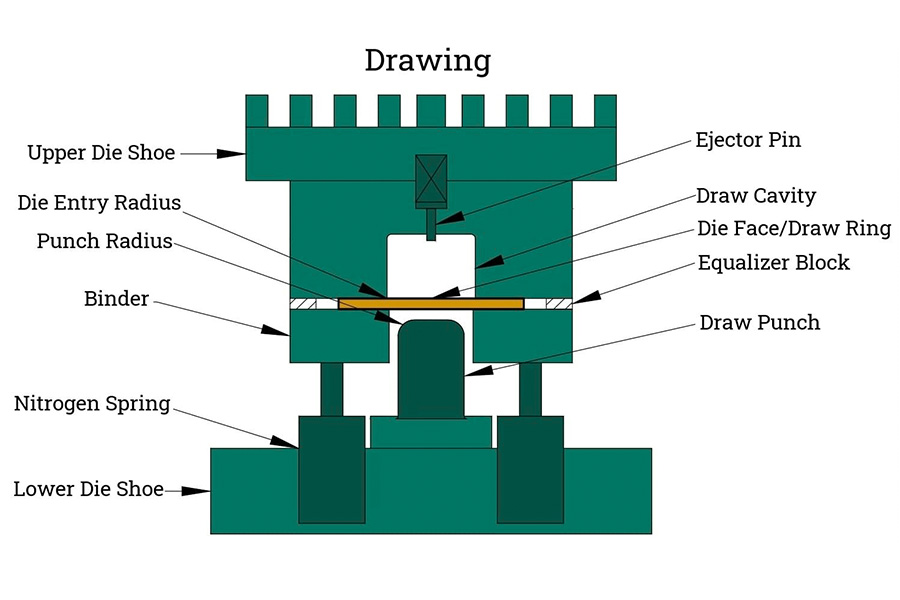
Zeichnung
- Zweck: Um eine Ebene in eine dreidimensionale Form (z. B. Tasse und Kastenkomponenten) mit einem tiefen Pull-Metallstempel zu verwandeln.
- Operationen: Schritt für Schritt dehnen, um das Knacken zu vermeiden und den Reibungskoeffizienten des Schmieröls (wie Mineralöl) zu verringern.
Bildung
- Zweck: Um komplexe Struktur wie Klappen und Verschluss durch mehrere Metallmarken zu realisieren.
- Operationen: Continuous -Stempel reduziert die Positionierungsfehler und verbessert die Effizienz um mehr als 30%.
Fertig
- Zweck: Verbesserung der Qualität der fertigen Produkte durch Fertigstellung von Metallstempeln oder Oberflächenformen.
- Betrieb: Haarentfernung, Polieren oder Beplattieren, um die Oberflächenrauheit ≤ 1,6 μm sicherzustellen.
2.Zeit, einen speziellen Prozess einzufügen
- Heißes Stempeln: Bei hochfestem Stahl muss er auf mehr als 800 ° C erhitzt werden, bevor er gedehnt und mit einem hochtemperaturbeständigen verwendet wirdMetallic Stempel.
- Tippen/Nieten: Einbetten von Faden oder Nieten in die Endstufe müssen eine synchrone Verarbeitung mit einem spezialisierten Verbundwerkzeug erforderlich sind.
3.Prinzipien der Prozessanordnung
- Materialnutzungsrate: Stanzlöcher und Schnittkanten, um die Erzeugung von Abfällen zu verringern.
- Verformungsregelung: Dehnen Sie sich vor dem Biegen, um eine Erholung zu vermeiden, die die Genauigkeit beeinflusst.
- Schimmelpilzlebensdauer: In den späteren Stadien der Schimmelproduktion ist ein hoher Verschleißprozess (z. B. eine tiefe Dehnung) geplant, um die Verschleißkosten der Form zu senken.
Welche Auswirkungen haben die materielle Härte auf das Metallstempeln?
Haupteffekt der Materialhärte auf das Metallstempeln
1. Schieben Sie die Rate ab
- Stempelmetall mit hohem Härten (z. B. Edelstahl- und Titanlegierungen) beschleunigen die Schimmelpilze, was zu einer erhöhten Oberflächenrauheit (RA-Wert 0,5-1,0 μm) führt.
- Legierungsformen (wie Wolframstahl) oderOberflächenbeschichtungTechniken (wie Zinnbeschichtung) sind erforderlich, um die Lebensdauer zu verlängern.
2. Einstellung der Stempelprozessparameter
- Härtere Materialien erfordern eine größere Stanzkraft (erhöht die Tonnage der Presse um 20% bis 30%) und eine geringere Stanzgeschwindigkeit, um den Aufprallverlust des Würfels zu minimieren.
- Materialien mit geringer Härte (wie Aluminiumfolie) sind leicht zu falten und müssen den Kantendruck einstellen, um die Verwendung von Schmieröl zu erhöhen.
3. Qualität von fertigen Produkten und Toleranzkontrolle
- Wenn die Härte des Stempelmetalls größer als HRC 45 ist, nimmt die Zugformgrenze ab, die Risse sind leicht zu erscheinen, und progressives Stempeln und zusätzliche Tempernsprozesse sind erforderlich.
- Materialien mit geringer Härte leiden zu einer schlechten Stabilität (± 0,1 mm Schwankung) und zusätzliche Veredelungsprozesse sind erforderlich, um die Verformung zu korrigieren.
4. Einschränkungen der materialmaterialischen Anwendbarkeit
- Zu viel Härte (wie z. B. gequenchter Stahl) kann einen Schimmelmantelbrecher verursachen. Wählen Sie also eine Verbundschimmelstruktur (z. B. Blockform).
- Ultra-niedrigHärtematerialien(wie reines Aluminium) erfordern eine Anti-Adhäsionsbehandlung (z. B. die Nit Stiefung von Schimmelpilzflächen).
Vergleich des Stempelprozesses unterschiedlicher Härtematerialien
| Materialhärte (HRC) | Typische Materialien | Stempelprozessherausforderung |
Lösung
|
Schlüsselpunkte der Qualitätskontrolle |
| < HRC 20 | Niedriger Kohlenstoffstahl, reines Aluminium. | Große Abpraller und schlechte dimensionale Stabilität. | Erhöhen Sie den Nivellierungsprozess oder eine Überbiegung des Kompensationsdesigns. | Toleranz ± 0,1 mm, keine Kratzer auf der Oberfläche. |
| HRC 20-35 | Edelstahl (1CR18NI9TI). | Schimmelpack schnell, Oberfläche leicht zu kratzen. | Verwenden Sie PVD-beschichtete Formen mit Schmieröl, um das Stempeln zu unterstützen. | Ra ≤ 0,8 μm, keine Burrs. |
| HRC 35-50 | Federstahl, Werkzeugstahl. | Das Stempelrissrisiko ist hoch und die Duktilität verringert. | Multi -Stufe Progressive Stempel+Zwischenanhingernbehandlung. | Dehnungsrate ≥ 15%, keine Frakturen. |
| > HRC 50 | Titanlegierung, harte Legierung. |
Der Würfel hat eine Lebensdauer von weniger als 100000 Mal und ist sehr teuer. |
Diamantbeschichtungsform, Verbundstempelprozess. |
Die dimensionale Genauigkeit ± 0,02 mm erfordert eine 3D -Inspektion. |
- Material mit hoher Härte: Legierungsformen mit langsamer Stempelgeräte (Geschwindigkeit ≤ 50 spm) und Glühen und Enthärtung sollte hinzugefügt werden.
- Material mit geringer Härte: Optimieren Sie die Schimmelpilze (reduzieren um 5%-10%) und verwenden Sie Polyurethan-Stoßdämpfer, um den Rückprall zu reduzieren.
- Allgemeine Empfehlung: Vorhersage des Prozessrisikos durch materielle Härteprüfung (z. B. Rockwell -Härteprüfer) und therps testen Druck.

Wie kann man die Kosten für Metallstempeln senken?
1. Genauigkeit und Verringerung des Abfalls
Ausrüstung und Technologie mit hoher Präzision:
- Adoptieren Sie ± 0,005 mm UltraPräzisionsbearbeitungTechnologie (JS -Kerntechnologie) zur Reduzierung der durch Größenabweichung verursachten Schrottrate und die Reduzierung der sekundären Verarbeitungskosten.
- Das CAD/CAM -System simuliert den Stempelprozess, optimiert die Einstellung von Formgestaltung und Parameter im Voraus und vermeidet Materialabfälle in der tatsächlichen Produktion.
Automatisierte Produktion und intelligente Erkennung:Automatische Stempelgeräte werden mit einem Echtzeit-Qualitätskontrollsystem kombiniert, um manuelle Interventionsfehler zu verringern und die Streckzraten zu verbessern.
2.Materialverwaltungs- und Auswahlstrategie
Anpassungsfähigkeit einer Vielzahl von Materialien:Verwenden Sie die Metallmaterialdatenbank von JS mit Metallmaterialien (z. B. Edelstahl, Aluminiumlegierung, Kupferlegierung usw.), um die kostengünstigsten Materialien basierend auf der Produktleistung auszuwählen, und vermeiden Sie Overdesign.
Restmaterial Recycling- und Nisting -Technologie: Maximieren Sie die Auslastung des Boards (15% -20% Erhöhung der Materialnutzungsrate von JS) durch intelligente Artenettalgorithmen, reduzieren Sie Eckmaterialabfälle und unterstützen Sie das Recycling von Materialien wie Aluminium und Stahl.
3.Prozesseffizienz und schnelle Reaktion
Standardisiertes und modulares Design:Bietet eine standardisierte Metallpunschbibliothek (Anschlüsse, Hüllen usw.), um die Designdauer zu verkürzen und Kunden zu unterstützenschnell anpassenan bestehende Vorlagen zur Senkung der Entwicklungskosten.
Agiler Produktionsmodus:Verpflichten Sie sich auf 1-2 Wochen Standard-Lieferzeit (einschließlich komplexer Bestellungen) und senken Sie zusätzliche Kosten für Notfallbestellungen durch Lean-Produktionsmanagement und vorrangige Planung.
4.Kollaborative Design- und Prozesskooperation
Frühzeitige Intervention in das Kundendesign:Das JS-Team stellt vorentwickelte Überprüfungsdienste an, um die strukturelle Stärke, Toleranzanpassung und die Machbarkeit des Metallpunsches der Montage zu optimieren, um zusätzliche Kosten zu vermeiden, die mit späteren Änderungen verbunden sind.
Schimmel- und Lebenszyklusmanagement:Bereitstellung langfristiger Wartungs- und Optimierungsdienste für hochfrequente Reihenfolge Formen, die Lebensdauer von Formen verlängern (die durchschnittliche Lebensdauer von JS -Formen ist 30% länger als der Industriestandard) und die Kosten für einzelne Produkte verdünnen.
5.Nachhaltige Produktion senkt die Kosten und verbessert die Effizienz
Green Manufacturing -Zertifizierung:Der Energieverbrauch des Energieenergies wurde durch die Umsetzung des ISO 14001-Umweltmanagementsystems und die Einführung energieeffizienter Stempelgeräte und erneuerbare Schmiermittel verringert (JS-Energieverbrauch wurde um 15%verringert).
Reduzieren Sie den Prozess- und Logistikkosten:BietenDesign -StempelOberflächenverarbeitung One-Stop-Service (JS-Integrationsfähigkeit deckt die gesamte Kette ab) und beseitigt die Zwischenkosten.
Wie sorgt JS Company für die Genauigkeit des Metallstempels?
Spitzengeräte und Präzisionsbearbeitungstechnologie
1.Ultra -Präzisionsstempelgeräte
- Ausgestattet mit einem Deutschland/Japan importierten Servo-Stempelmaschinen mit hoher Präzision mit Wiederholungsgenauigkeit von ± 0,002 mm und Stütztoleranz ± 0,005 mm.
- Nehmen Sie die Kugelschrauben, eine geradlinige Führungsschiene usw. auf Getriebesystemen ein, reduzieren Sie den mechanischen Fehler und garantieren Sie die Stabilität der Form- und Positionstoleranzen gegenüber Hardware -Stempeln.
2.Schimmelpilzdesign und -herstellung
- Die CAD -Integrationssoftware wird verwendet, um den Stempelprozess zu simulieren, die Formstruktur (z. B. konvexe Stanzfreiheit, Leitgenauigkeit) zu optimieren und das Risiko für die Burrs und das Deformations zu verringern.
- Das Formmaterial besteht aus SKD11.Nach der Wärmebehandlung erreicht die Härte HRC60 oder höher, und die Lebensdauer kann Millionen von Stempelzyklen erreichen, um die Konsistenz von zu gewährleistenMassenproduktion.
Intelligente Prozesssteuerungssysteme
1.Echtzeit-Qualitätsüberwachung
- Integriertes optisches Messsystem und Automatisierungsgeräte, Echtzeitmessung der Stanzgröße, Flachheit, Lochgenauigkeit, automatischer Abstand von nicht konformen Produkten.
- Durch statistische Prozesskontrolle analysieren die Produktionsdaten die dynamische Anpassung der Stempelparameter (Druck, Geschwindigkeit, Temperatur), um Stapelabweichungen zu verhindern.
2.Anpassung der Materialeigenschaften
Passen Sie die beste Materialqualität (z. B. AL6061) und die Dicke (0,1-5 mm) auf die Anwendung von Metallstempel (z. B. Automobilblech und elektronische Komponenten) an, um Rückprall oder Risse aufgrund unzureichender Material Duktilität zu vermeiden.
Vollprozess-Qualitätsmanagementsystem
1.ISO 9001 und IATF 16949 Zertifizierung
- Strengstens entsprechend den Industriestandards für Autoteile werden 100% der Tests ab dem Zeitpunkt der gespeicherten Rohstoffe bis zum Zeitpunkt des Fertigprodukts durchgeführt, wobei die Messgenauigkeit der wichtigsten Abmessungen μspiegel (0,001 mm) erreicht ist.
- Bereitstellung von Dokumentation zur Genehmigung von Produktionsteilen, einschließlich Größenberichten, Materialzertifizierungen und Leistungsprüfungsdaten, um die Sicherheit der Kunden zu gewährleisten.
2.Reverse Engineering und schnelles Feedback
Für die Genauigkeit des Kundenfeedbacks wird die Fehleranalyse unter Verwendung der Koordinatenmessmaschine durchgeführt und dieVerbesserungsschemawird innerhalb von 48 Stunden bereitgestellt, um den Debugging -Zyklus zu verkürzen.
Zusammenfassung
Metallstempel ist die Kerntechnologie der modernen Industrie, die Metallblätter effektiv in metallische Briefmarken mit hoher Präzision verwandeln kann. Der Prozessfluss umfasst Konstruktionsoptimierung, Materialanpassung, Schimmelpilzherstellung, Stempelproduktion und Wiederaufbereitung, wobei jeder Schritt strikte Toleranz und Verformungsregelung erfordert. Die Härte des Materials beeinflusst direkt den Verschleiß der Würfel, die Auswahl der Prozessanpassungsparameter und die Qualität des fertigen Produkts.
Mit ultra-präziser Ultra-PräzisionStempelausrüstungMOFTEL -Technologie Full Process Quality Management System JS Company stellt sicher, dass die Metallstempeltoleranz auf ± 0,005 mm gesteuert wird und die Materialauslastung auf über 92%erhöht wird.
Gleichzeitig reduziert es den Energieverbrauch und die Verschwendung durch nachhaltige Herstellungspraktiken. Durch die Bereitstellung effizienter, zuverlässiger und kostengünstiger Lösungen für die Herstellung wird die unersetzliche Rolle des Metallstempels bei der Präzisionsherstellung hervorgehoben.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:www.cncprotolabs.com
FAQs
1.Welche Werkzeuge werden für Metallstempeln benötigt?
Beinhaltet hochpräzise Sterbe, Presse, Werkzeug, Schmiermittel, Klemmgeräte, Qualitätsinspektionsgeräte usw.Schimmel sorgt für die Genauigkeit der Form, Presse liefert Panzerdruck, das Werkzeug vervollständigt das Schneiden, Schmiermittel reduziert die Reibung, die feste Platte, die Testausrüstung sorgt dafür, dass die Konsistenz der Abmessungen besteht.
2.Welche Materialien eignen sich zum Stempeln?
Gemeinsame Materialien sind Edelstahl, Aluminium, Kupfer, Stahlplatten usw.Die Dicke (0,1-5 mm) und die Stärke sind gemäß dem Zweck des Produkts ausgewählt, unter Berücksichtigung Duktilität, Korrosionsbeständigkeit und Kostenanforderungen.
3. Benötigen Sie gestempelte Teile zusätzliche Verarbeitung?
Stempelte Teile erfordern normalerweise die Entfernung, das Polieren oder die Oberflächenbehandlung von Grat, um das Aussehen, die Rostbeständigkeit oder die funktionelle Kompatibilität zu verbessern.Die Behandlung hängt vom Zweck des Produkts ab. Zum Beispiel erfordern elektronische Komponenten hochpräzise Polier- und Automobilteile, die häufig antikorrosive Beschichtungen erfordern.
4.Was sind die Folgen des Stempelns von Metall zu schnell?
Hochgeschwindigkeitsstempel kann aufgrund von Trägheit zu einem materiellen Riss- oder Schimmelpackungsschäden führen.Normalerweise wird die Stempelgeschwindigkeit aus rostfreier Stahl mit dem 50-80-fachen Perminute gesteuert, während Aluminium je nach Formbarkeit des Materials bis zu 120-mal-Perminute gestiegen werden kann.
Ressourcen

