

El estampado de metal es un proceso de formación indispensable y eficiente en la fabricación moderna. Convierte las láminas de metal en componentes complejos y de alta precisión a través de un moho preciso y alta velocidadequipo de estampado.Metalestampillasse ha convertido en una importante fuerza impulsora de la innovación de la industria con su excelente consistencia, eficiencia rápida de producción y ventajas de costos superiores.
Como pionero en la industria, JS Manufacturing brinda a los clientes soluciones de personalización para todo el proceso, desde la selección de materiales y el desarrollo de moho hasta la producción en masa, con tecnología de estampado innovadora, sistemas de producción inteligentes e información profunda en la industria.Esto garantiza el equilibrio óptimo de rendimiento, confiabilidad y economía para cada producto de estampado de metal, lo que permite que el sector manufacturero de alta gama global continúe.
¿Qué es el estampado de metal?
La tecnología de estampado de metal es un método de procesamiento que utiliza metal estampador para aplicar presión mecánica a las láminas de metal plano. Es un proceso de formación eficiente y de alta precisión. Mediante el uso de una forma de molde preignado y combinándolo con la fuerza de extrusión hacia abajo de una prensa, la chapa de metal de metal sufre deformación plástica o desapego a temperatura ambiente, para fabricar rápidamente las piezas tridimensionales requeridas. Todo el proceso implica precisoformación de metal, flexión, corte y otros procesos, adecuados para la fabricación de componentes simples a complejos.
En términos de estampado de metal, el proceso de metal de sello implica primero fijar la lámina de metal en su lugar. El operador coloca una placa de metal plana en el troquel inferior del molde, y el troquel superior (es decir, estampador de metal) se mueve verticalmente hacia abajo bajo la unidad de la prensa. Después de que se cierran los moldes superiores e inferiores, la estructura de vanguardia o formación del molde ejerce presión sobre el metal, lo que hace que se estire, se dobla o se rompa. Este proceso tiene las ventajas de poder completar múltiples procesos a la vez, mejorando significativamente la eficiencia de producción, y es particularmente adecuada para la producción en masa de piezas de precisión.
¿Cuáles son los procesos básicos de estampado de metal?
La técnica de estampado de metal es una serie de técnicas para presionar hojas de metal a través desellos de metalPara lograr una forma específica.Los siguientes cuatro procesos reflejan su aplicación refinada en la fabricación de piezas complejas:
1.Estampado progresivo
A través de múltiples conjuntos de estacas de metal vinculadas, múltiples procesos como golpes, flexión y formación se completan gradualmente en una sola línea de ensamblaje.JS Company adopta la tecnología avanzada de moho desarrollada por sí misma para lograr una producción en masa eficiente a través del molde de diferentes estaciones de trabajo continuamente.
Por ejemplo, las rejillas de radiador de automóvil se pueden hacer estampando paso a paso, doblando y girando al mismo tiempo.La precisión de la biela de conexión puede ser de ± 0.005 mm para garantizar la consistencia de la parte y aumentar la velocidad de producción en un 40%.
2.Transferir estampado de molde
Adecuado para piezas grandes o de forma intrincada, billets de metal transportados entre estaciones de trabajo por armas robóticas o cintas transportadoras.JS Servo Press funciona a la perfección con los sistemas de automatización para controlar con precisión los posicionamientos de palanquillas.Por ejemplo, en la fabricación de componentes aeroespaciales, una combinación de moldeo por transferencia y tratamiento térmico asegura que las piezas de aleación de titanio permanezcan estructuralmente estables después de múltiples deformaciones y reduzcan las tasas de desecho en un 60%.
3.Corredizoestampado de moho
Especialmente diseñado para flexión de ángulo múltiple, la formación de curvas complejas se logra a través de sellos metálicos deslizantes horizontalmente.El sistema de moho flexible de JS admite el ajuste en línea de ángulos de flexión. Por ejemplo, un solo estampado puede completar la flexión en tres direcciones diferentes en la producción decomponente electrónicoentre paréntesis, aumentando la utilización del material en un 15%. Es particularmente adecuado para pedidos de personalización de pequeño volumen.
4.ProfundoDibujo
Al estirar el sello de metal, las hojas de metal se convierten en partes de cavidad profunda.Con la combinación avanzada de died y la compensación de combinación de moho hidráulico, la tecnología de estiramiento profundo de JS puede formar con éxito un contenedor grande con un diámetro de 1,5 my suave de superficie ≤0.8 μm, cumplir con los requisitos estrictos de dispositivos médicos para superficies impecables.
¿Cuáles son los pasos clave del proceso de estampado de metal?
1. Pretratamiento materno y coincidencia de moho
Según el requisito de piezas seleccionadas de láminas de metal (como aluminio, acero, aleación de cobre, etc.) y superficie lisa mediante pretratamiento como la nivelación y la limpieza.JS Company utiliza tecnología de medición láser para calibrar la tolerancia al espesor (± 0.05 mm) de láminas de metal para formar parámetros de metal de alta precisiónmoho estampado.
2. Diseño y puesta en servicio
Según el modelo 3D de piezas, se diseñan la geometría y la ruta de estampado del molde de estampado de metal, y la distribución de tensión de la matriz está optimizada por la simulación CAE.Por ejemplo, los moldes de dibujo profundo necesitan un diseño de ángulo de gradiente R para evitar el agrietamiento, el centro de procesamiento de moho independiente de JS puede terminar el pulido de borde de nivel de micrómetro para garantizar la rugosidad de la superficie RA ≤0.4 μm.
3. Etapa de estampado y formación
Colocando la placa de metal en la mesa de prensa, la deformación plástica se logra a través de la colaboración del molde de estampado de metal y la prensa hidráulica/servomotriz.Por ejemplo, el diseño de brecha progresiva del dado durante el proceso de tracción puede controlar el flujo del material y evitar la arrugas o las grietas, y el sistema de retroalimentación de presión en tiempo real de JS puede ajustar dinámicamente la presión del borde para aumentar la velocidad de rendimiento al 99.2%.
4.-Post-tratamiento y optimización de la superficie
Los productos estampados en metal se recortan, bordean o pulido electrolítico para eliminar las rebabas y mejorar el acabado.El equipo de desgaste automatizado de JS puede manejar piezas pequeñas de hasta 0.1 mm de tamaño, combinadasRevestimientoTecnología para mejorar la resistencia a la corrosión de las piezas y cumplir con los requisitos de alta durabilidad, como la carcasa de la batería del automóvil.
5. Inspección de calidad y cierre de datos
La precisión dimensional de las piezas de sello de metal (por ejemplo, espaciado de agujeros ≤0.01 mm) se verificó utilizando CMM o escaneo óptico, y los parámetros de molde y los datos de producción se rastrearon a través del sistema MES.El sistema de inspección visual de AI de JS puede identificar defectos en tiempo real de nivel de 0.02 mm, asegurando la consistencia por lotes.
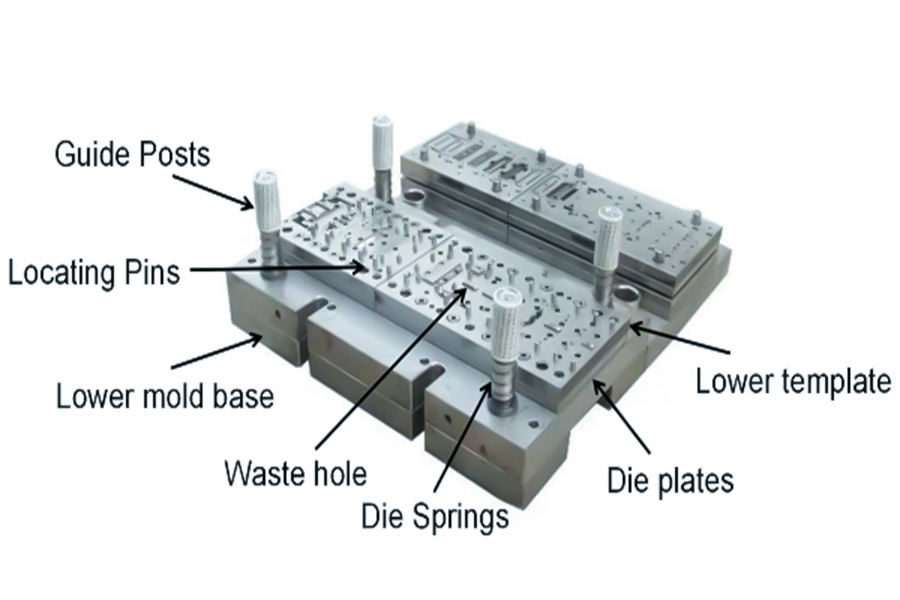
¿Cuáles son los tipos de moldes de estampado de metal?
Moldes de estampado metálicoes la herramienta central de la industria manufacturera. Se divide principalmente en las siguientes categorías:
1. clasificado por tipo de proceso
Puñetazosmoho:Se usa para separar las hojas de metal, completar el corte, el golpe,cortey otros procedimientos para obtener los contornos o agujeros requeridos.El núcleo del dado es la combinación de die cóncavo y die cóncavo. La precisión de la autorización de la matriz determina la calidad de la sección del troquel.Ampliamente utilizado en la producción de hardware y componentes electrónicos.
Doblarmoho:Dobla la placa de metal en un ángulo o forma específica (por ejemplo, forma de U, forma de V) y complete la flexión mediante una combinación de dado convexo presurizado y dado cóncavo, teniendo en cuenta la compensación de rebote.
Profundomoho:Estirar palanquillas planas en piezas tridimensionales huecas (como tazas o cilindros) mediante moldes cóncavos de presión convexa requiere el control de las arrugas y el agrietamiento.Adecuado para la producción de conchas de artillería, tanques, etc.
Formando el molde:Utilizado para la deformación plástica local de las láminas de metal, como el abultamiento, el desgarro y la constricción del cuello, a través del cual el material se estira o se comprime a una forma específica, adecuada para procesar superficies curvas complejas o estructuras de acero reforzadas.
Compuestomoho:Completa varios pasos como estampado, corte, moldeo, etc. en un solo estampado, y realiza un mecanizado eficiente a través de la combinación de estructura de died convexa.Apto paraproducción en masade piezas pequeñas y medianas con alta precisión y multiproceso.
Ingresarmoho(continuomoho)A través de varios estampados continuos, estampado, flexión, formación, etc. en el material de la tira, el corte final eficiente del producto terminado, adecuado para la producción a gran escala de piezas de precisión pequeñas.
2. clasificado por estructura de moho
- Molde de una sola pista:Solo un estampado (como estampado o corte), estructura simple, bajo costo, adecuado para una pequeña producción de lotes o procesamiento de partes simples.
- Molde combinado:
Compuestomoho: Múltiples procesos (como cortar y estiramiento) en la misma estación de trabajo.
Progresivomoho: Procesamiento continuo (estampado → flexión → corte) en diferentes posiciones de trabajo.
- Molde de transferencia:Utilizado para la transferencia de blanco de múltiples prensas y brazo robótico, adecuado para grandes piezas como la superposición de automóviles.
¿Cómo evitar el desgarro durante el estampado de la lámina de metal ultra delgada (<0.1 mm)?
Según las características del estampado en el proceso de metal, las técnicas clave y las medidas de la prevención del estampado y el desgarro de las placas de metal ultrafina (<0.1 mm) se introducen a continuación:
| Tipo de tecnología | Principios centrales | Medidas específicas | Escenarios aplicables | Efecto anti-Tear |
| Optimización de moho | Reducir la concentración de estrés. | Gradiente de molde de ángulo R + estampado progresivo. | Estampado de precisión (como carcasa del sensor). | Riesgo de lágrima ↓ 40%. |
| Selección de material | Aumenta la escalabilidad. | Foil de aluminio/acero inoxidable recocido. | Gran moldura de deformación (como carcasa de batería). | La dureza de la fractura aumentó en un 25%. |
| Control de procesos | Optimizar la presión y la velocidad. | Servo Press+estampado de baja velocidad. | Producción continua de alta velocidad. | La tasa de rendimiento aumentó en un 35%. |
| Tratamiento de lubricación | Reducir la resistencia de la fricción. | Lubricante transmitido por el agua+recubrimiento DLC. | Estampado de precisión de alta velocidad. | Rasturbos de la superficie ↓ 90%. |
| Moho flexible | Fluctuaciones de presión del búfer. | Molma suave de poliuretano+asistencia de cojín de aire. | Componentes compuestos de paredes delgadas (como microscartes). | Tasa de desgarro ↓ 50%. |
Estampado sobre metalcompatibilidad:
- El estampado de metal ultra delgado requiere flexibilidad de troquel y ajuste dinámico de los parámetros del proceso (por ejemplo, retroalimentación en tiempo real de servo prensas).
- Los moldes flexibles, como el poliuretano, absorben tensiones locales durante el flujo del material y evitan el desgarro de contacto duro.
- Sinergia tecnológica:
Optimización del moho+Tratamiento de lubricación: Reduzca la resistencia al flujo del material y la adhesión del moho, adecuada para materiales blandos como la lámina de aluminio.
Estampación de pasos + Die flexible: la deformación en fase reduce la carga única, adecuada para la producción en masa de la carcasa de batería ultra delgada.
¿Qué tipo de proceso se requiere para el estampado de aleación de titanio?
El estampado de aleación de titanio requiere estampado en caliente o estampado en caliente combinado con alta precisiónMecanizado CNCy tecnología especial de moho.Las razones específicas son las siguientes:
1. Mejora de plasticidad a alta temperatura
La aleación de titanio tiene alta dureza y resistencia a la deformación y son propensas a agrietarse cuando se presionan a temperatura ambiente.Al calentar el material a 600-850 ℃ (estampado caliente) o 300-500 ℃ (estampado caliente), la plasticidad del material puede mejorarse enormemente, formando dificultades reducidas y el rebote minimizado.
2. Procesamiento auxiliar de Precisión CNC
Combinado con el equipo CNC de alta precisión de JS Company, las piezas de aleación de titanio, se pueden presionar para el pulido de precisión a nivel de micrómetro para cumplir con los estrictos requisitos de tolerancia en los campos aeroespaciales, médicos y otros campos.
3. Moldes especiales y tecnología de lubricación
Adopte los materiales de moho resistente a alta temperatura (como el acero de tungsteno o el moho con recubrimiento de cerámica), combine lubricantes de nitrógeno o grafito, evitan el desgaste del moho y el enlace de aleación de titanio, prolonga la vida útil del moho.
4
Después de estampar, las aleaciones de titanio deben ser anodizadas, arenadas o pasivadas químicamente para mejorar su resistencia y apariencia de corrosión.También es un material de extensión JS de la empresatecnología de procesamiento.
¿Cómo lidiar con el entorno de gravedad cero en el estampado de metal espacial?
1. Tecnología de fijación de materiales en entorno de microgravedad
La adsorción electromagnética y la sujeción de vacío se utilizan para superar la limitación de la fijación mecánica tradicional.El sistema de automatización de JS ajusta la fuerza de sujeción en tiempo real, asegurando que el metal retiene una precisión de posicionamiento de 0.02 mm incluso en ingravidez.El control de tolerancia del equipo de control numérico alcanza ± 0.005 mm, lo que satisface el requisito estricto para la precisión de los mecanismos de acoplamiento de la nave espacial.
2. Reconstrucción de flujo Inteligente
A través de la operación cooperativa de los grupos de robots industriales, JS detecta el desplazamiento de microescala por algoritmo de compensación sin gravedad y realiza un ajuste automático deparámetros de estampado.Su sistema de control adaptativo puede controlar la tasa de error de mecanizado a menos del 0.3%.La tecnología se ha demostrado en la producción de soportes de paneles solares satelitales, con un aumento del 40% en la productividad.
3.Aprazando la adaptabilidad a los procesos del ambiente de vacío
La tecnología de revestimiento de arco de protección de gas inerte utilizado para resolver el problema de la oxidación del metal en el vacío.Los datos de laboratorio JS muestran que se forman 15 μm de película de óxido denso en la superficie de la superficie de aleación de titanio tratada por este proceso.
4.Optimización del diseño estructural liviano
Residencia enImpresión 3DTecnología de fabricación aditiva, JS puede lograr estructuras optimizadas de topología integrada.Un estudio de caso de un cierto tipo de boquilla de combustible de cohetes muestra que a través del diseño de la estructura de la red, el peso se reduce en un 45%, la capacidad de soporte de presión alcanza 1.8 veces la de la tecnología tradicional, y el requisito de carga espacial está perfectamente equilibrado.
5. Sistema de verificación de simulación de entorno de extrema
Se estableció una plataforma de prueba integral que consiste en la cámara de vacío, las centrifugadoras y la cámara de choque térmico, capaz de simular gradientes de temperatura que van desde -180 ° C a +300 ° C y 10^-6Pa de grado.En el entorno de vacío, la vida de fatiga del producto validado aumentó a más de 5 veces la condición del suelo.
¿Cuáles son los métodos de tratamiento de superficie comunes para el estampado de aluminio?
1.Anodizante
- Función: mejorar la dureza, la resistencia a la corrosión y la resistencia a la abrasión mediante electrólisis y formar una película de óxido en la superficie de aluminio.
- Comúnmente utilizado para estampar piezas de formación de metal (como piezas de chasis de automóvil, conchas de productos 3C, etc.), el grosor de la película de óxido puede alcanzar 15-50 μm, lo que puede mejorar significativamente la resistencia a los rasguños de la superficie.
2.Electro Excripción
- Función: recubrimiento de la superficie de aluminio con capas metálicas (por ejemplo, níquel, cromo, zinc) para mejorar la conductividad, la reflectividad o la resistencia al óxido.
- Antes del enchapado, el metal del sello debe ser encurtido y activado para garantizar la adhesión del recubrimiento.El tratamiento con placas de níquel, por ejemplo, puede mejorar la vida útil de los enchufes y los enchufes en los componentes del conector electrónico.
3.Pulverización
- Características: personalización del color y protección contra la corrosión a través depulverización electrostáticao recubrimiento de fluorocarbono.
- Adecuado para las superficies metálicas de estampado complejo (como el electrodoméstico y los accesorios de iluminación), se requiere la fosforilación antes de la pulverización para mejorar la adhesión de recubrimiento, que puede ser de 60-120 μm de espesor de la película.
4.Revestimiento de conversión de cromato
- Función: para formar una película de pasivación por solución de cromato, prevenir el óxido y mejorar el rendimiento de la soldadura.
- Utilizado en sellosoldadura de metal(como las bandejas para el automóvil), el grosor de la película es de aproximadamente 1-3 μm, lo que tiene en cuenta la protección del medio ambiente y la resistencia a la corrosión.
5.Polishing/cepillado
- Función: el pulido mecánico o químico elimina las marcas de estampado y mejora la suavidad de la superficie.
- El pulido de espejo de espejo (RA ≤0.1 μm) cumple con los requisitos de los dispositivos ópticos para estampar moldes de metal, como disipadores de aluminio.

¿Cuáles son las ventajas tecnológicas de JS Company en el campo del estampado de metal?
1.El Mecanizado de precisión de la altura del altura: con avanzadoTecnología CNC(como CNC), se puede lograr una tolerancia de ± 0.005 mm para cumplir con los requisitos de las piezas de precisión.
2. Adaptación de material de Multi: Apoya el estampado de materiales como metales y compuestos y ha procesado más de 50 materiales en el último año.
3. Eficiencia del proceso: el 98% de los pedidos se entregan a tiempo, los ciclos del proyecto se reducen en un promedio del 15% y los tiempos de entrega de estampado están optimizados.
4. Control de costo: reduzca el costo de producción en un 20% y mejore la utilización de recursos a través de la optimización del proceso.
5. Green Manufacturing: Reduzca el consumo de energía y los desechos de energía en un 20% utilizando equipos de eficiencia energética y sistemas de reciclaje de materiales.
Resumen
En la industria de estampado de metales, el rendimiento del sello de metal está estrechamente relacionado con la precisión y calidad del producto final, y para lograr este objetivo, debe depender de la tecnología de preprocesamiento de alta precisión.
A través de pasos como la limpieza de la superficie, el desgaste, el recocido ymodificación de la superficie(como los recubrimientos fosfatorios y lubricantes), no solo se puede mejorar significativamente la ductilidad de los materiales metálicos y se reduce el riesgo de agrietamiento u oxidación durante el estampado, sino que también puede sentar una base sólida para las operaciones de estampado de metal posteriores.
JS combina tecnología de mecanizado CNC de alta precisión con procesos ecológicos, incorporando el concepto de desarrollo sostenible en la etapa de preprocesamiento, asegurando que las piezas de estampado de metal puedan mantener la consistencia si son estructuralmente complejas o producidas en masa.
Esta optimización completa del proceso desde la preparación del material hasta la entrega de productos terminados no solo mejora la eficiencia de producción (reduciendo el ciclo del proyecto en un 15%), sino que también promueve la transformación de la industria hacia la alta eficiencia, el bajo consumo y el alto valor agregado a través de la innovación tecnológica.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Preguntas frecuentes
1. ¿Cuál es la diferencia entre el estampado y el casting?
El estampado es un proceso de mecanizado en frío en el que las placas de metal se presionan en forma en forma. Es de alta eficiencia y precisión y es adecuada para piezas de placa delgada.La fundición es un proceso térmico en el que el metal fundido se vierte en moldes para formar formas complejas, pero con baja precisión.
2. ¿Qué importantes son los moldes para estampar?
El moho es la herramienta central de estampado, que determina la forma, la precisión y la eficiencia de las piezas.Sin el dado, el estampado es imposible, su diseño afecta directamente la tasa de aprobación del producto y el costo de producción, es el alma de la tecnología de estampado.
3. ¿A qué se debe prestar atención al sellar acero inoxidable?
El estampado de acero inoxidable requiere el uso de troqueles de alta duración, velocidad de estampado de control, estampado con aceite lubricante y recocido a tiempo para eliminar el endurecimiento de la pieza de trabajo, para evitar el agrietamiento y el desgaste excesivo de moho.
4. Qué grosor de metal se requiere para estampar automotriz¿regiones?
El grosor de la chapa comúnmente utilizado para estampar piezas de automóvil es de 0.6-2.5 mm.Las cubiertas del cuerpo (como las puertas del automóvil) están hechas principalmente de placas de acero ordinarias de 0.6-1.2 mm, mientras que los componentes estructurales (como las vigas de colisión) están hechos de acero de alta resistencia de 1.2-2.5 mm con resistencia y moldura equilibrada.
Recursos

