

Металлическая штамповка является незаменимым и эффективным процессом формирования в современном производстве. Он преобразует металлические листы в сложные и высокие компоненты с точной плесенью и высокой скоростьюштамповочный оборудованиеПолемМеталлштампыстал важной движущей силой отраслевых инноваций с ее превосходной последовательности, быстрой эффективностью производства и превосходными преимуществами затрат.
Будучи пионером в отрасли, JS Manufacturing предоставляет клиентам решения для настройки для всего процесса, от выбора материалов и разработки плесени до массового производства, с инновационными технологиями штамповки, интеллектуальными производственными системами и глубоким пониманием отрасли.Это обеспечивает оптимальный баланс производительности, надежности и экономики для каждого продукта штамповки металлов, что позволяет продолжить глобальный высококачественный производственный сектор.
Что такое штамповка металла?
Технология штамповки металлов - это метод обработки, который использует металлическую стойку для применения механического давления на листы плоских металлов. Это эффективный и высокий процесс формирования. Используя предварительно спроектированную форму плесени и объединив ее с нисходящей силой экструзии пресса, металлический листовой металл подвергается пластической деформации или отряду при комнатной температуре, чтобы быстро изготовить необходимые трехмерные детали. Весь процесс включает в себя точныйформирование металла, изгиб, резка и другие процессы, подходящие для производства от простых до сложных компонентов.
С точки зрения штамповки металла, процесс металлов марки сначала включает в себя исправление металлического листа на месте. Оператор помещает плоскую металлическую пластину на нижнюю часть плесени, а верхняя часть (то есть металлический заглушка) перемещается вертикально вниз под приводом пресса. После того, как верхняя и нижняя плесени закрыты, режущая кромка или образующаяся структура формы оказывает давление на металл, заставляя его растягиваться, сгибаться или разбивать. Этот процесс обладает преимуществами возможности выполнения нескольких процессов одновременно, значительно повышая эффективность производства и особенно подходит для массового производства точных деталей.
Каковы основные процессы штамповки металла?
Техника штамповки металлов - это серия техник, чтобы нажимать на металлические листы черезМеталлические маркиДля достижения определенной формы.Следующие четыре процесса отражают их утонченное применение при изготовлении сложных деталей:
1Прогрессивная штампочка
Через несколько наборов связанных металлических ставок, несколько процессов, таких как удар, изгиб и формирование, постепенно завершаются на одной сборочной линии.JS Company использует передовую технологию плесени, разработанную само по себе для непрерывного достижения эффективного массового производства посредством формы различных рабочих станций.
Например, автомобильные радиаторные решетки могут быть сделаны путем шага за шагом, изгибая и вращая одновременно.Точность соединительного шатуна может составлять ± 0,005 мм, чтобы обеспечить согласованность части и увеличить скорость производства на 40%.
2Перевести плесень
Подходит для крупных или сложных деталей, металлические заготовки, транспортируемые между рабочими станциями с помощью роботизированных рук или конвейерных лент.JS Servo Press беспрепятственно работает с системами автоматизации, чтобы точно контролировать позиционирование заготовки.Например, в производстве аэрокосмических компонентов комбинация литье из переноса и термической обработки гарантирует, что части титановых сплавов остаются структурно стабильными после множественных деформаций и снижают скорость лома на 60%.
3Скольжениештамповка плесени
Специально разработанный для многоугольного изгиба, формирование сложной кривой, образуется с помощью горизонтально скользящих металлических штампов.Система гибкой формы JS поддерживает онлайн -корректировку углов изгиба. Например, одна штамповка может завершить изгиб в трех разных направлениях в производствеэлектронный компонентскобки, увеличение использования материалов на 15%. Это особенно подходит для заказов настройку небольшого объема.
4ГлубокийРисунок
Растягивая металлическую печать, металлические листы превращаются в детали глубокой полости.Благодаря расширенной комбинации матрицы и компенсации комбинации гидравлической плесени технология глубокого растяжения JS может успешно образовывать большой контейнер с диаметром 1,5 м и гладкости поверхности ≤0,8 мкм, что отвечает строгим требованиям медицинских устройств для безупречных поверхностей.
Каковы ключевые этапы процесса штамповки металла?
1. Материальная предварительная обработка и сопоставление плесени
Согласно требованию деталей выбирать металлические листы (такие как алюминий, сталь, медный сплав и т. Д.) И гладкой поверхности по предварительной обработке, такой как выравнивание и очистка.Компания JS использует технологию лазерного измерения для калибровки толерантности к толщине (± 0,05 мм) металлических листов для формирования параметров высокого уровня металлаштампованная формаПолем
2. Ограниченный дизайн и ввод в эксплуатацию
Основываясь на 3D -модели деталей, разработанная геометрия и штамповка металлической формы штампа, а распределение напряжений оптимизируется моделированием CAE.Например, глубоко рисовать формы требует градиентного углового угла.
3. Стадия смены и формирования
Размещая металлическую пластину на пресс -столе, пластиковая деформация осуществляется благодаря сотрудничеству металлической гербовой формы и гидравлического/сервопривода.Например, прогрессивная конструкция разрыва матрицы во время процесса растяжения может контролировать поток материала и предотвратить морщинистые или растрескивание, а система обратной связи в реальном времени JS может динамически регулировать давление края, чтобы увеличить скорость до 99,2%.
4. Пост-лечение и оптимизация поверхности
Металлические изделия из штампованных изделий являются обрезанными, обезжиренными или электролитическими полировками, чтобы удалить заусенцы и улучшить отделку.Автоматизированное оборудование JS может обрабатывать крошечные детали до 0,1 мм, комбинируетсяPVD -покрытиеТехнология для улучшения коррозионной стойкости деталей и удовлетворения высоких требований к долговечности, таких как корпус автомобильных аккумуляторов.
5. Качественная проверка и закрытие данных
Точность размеров металлических частей штампа (например, расстояние между отверстиями ≤0,01 мм) была проверена с использованием CMM или оптического сканирования, а параметры плесени и производственные данные отслеживались через систему MES.Система визуального осмотра JS может идентифицировать дефекты уровня 0,02 мм в реальном времени, обеспечивая последовательность партии.
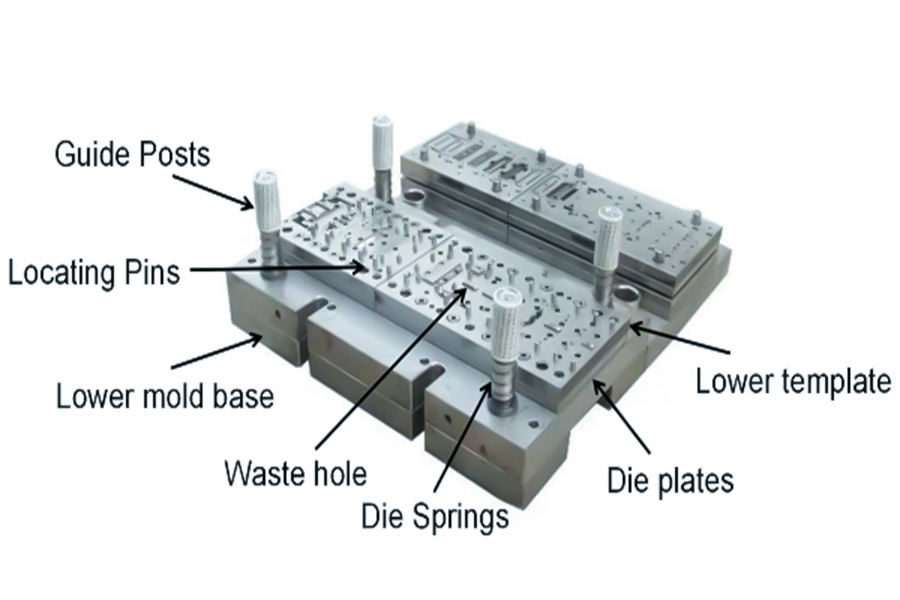
Каковы типы металлических форм?
Металлическая штамповка формыявляется основным инструментом производственной промышленности. Это в основном разделено на следующие категории:
1.Classified по типу процесса
Пробитьсяформа:Используется для разделения металлических листов, завершить резку, ударить,резкаи другие процедуры для получения необходимых контур или отверстий.Ядром кубика является сочетание вогнутого кубика и вогнутого матрица. Точность клиренса определяет качество раздела.Широко используется в производстве аппаратных и электронных компонентов.
Сгибатьформа:Изгиб металлическая пластина под определенным углом или формой (например, U-форма, V-образная форма) и завершите изгиб комбинацией выпуклости под давлением и вогнутой, с учетом компенсации отскока.
Углублениеформа:Растягивание плоских заготовки на полые трехмерные детали (такие как чашки или цилиндры) выпуклыми прессованием вогнутых форм требуют контроля за морщин и растрескиваний.Подходит для производства артиллерийских снарядов, танков и т. Д.
Формирование плесени:Используется для локальной пластической деформации металлических листов, таких как выпуклость, разрыв и сужение шеи, посредством которой материал растягивается или сжимается до определенной формы, подходит для обработки сложных изогнутых поверхностей или армированных стальных конструкций.
Композитформа:Он завершает несколько шагов, так как штамповка, резка, формование и т. Д. По одной штампе, и реализует эффективную обработку посредством комбинации конструкции выпуклой матрицы.Подходит длямассовое производствоиз малых и средних частей с высокой точностью и многопроцессом.
Входитьформа(непрерывноформа):Благодаря нескольким непрерывной штампе, штамповкам, изгибам, формированию и т. Д. На материале для полоса, окончательной эффективной резки готового продукта, подходящей для крупномасштабного производства небольших точных деталей.
2. Классифицировано структурой плесени
- Одно трек -форма:Только одна штамповка (такая как штамповка или резка), простая структура, низкая стоимость, подходящая для производства небольших партий или простая обработка деталей.
- Комбинированная плесень:
Композитформа: Несколько процессов (такие как резка и растяжение) на одной и той же рабочей станции.
Прогрессивныйформа: Непрерывная обработка (штамповка → изгиб → резка) в разных рабочих позициях.
- Передача формы:Используется для переноса пустого нескольких прессов и роботизированной руки, подходящей для больших деталей, таких как автомобильное наложение.
Как предотвратить разрыв во время штамповки ультратонкого металлического листа (<0,1 мм)?
В соответствии с характеристиками штамповки на металлическом процессе, ключевые методы и меры штамповки и профилактики разрыва ультратонких металлических пластин (<0,1 мм) представлены ниже:
| Тип технологии | Основные принципы | Конкретные меры | Применимые сценарии | Эффект антиотражания |
| Оптимизация плесени | Уменьшить концентрацию напряжения. | Градиент R-Angle плесень + прогрессивная штамповка. | Точная штамповка (например, корпус датчика). | Риск разрыва ↓ 40%. |
| Выбор материала | Увеличивает масштабируемость. | Алюминиевая фольга/отожженная нержавеющая сталь. | Большое деформационное формование (например, корпус батареи). | Прочность перелома увеличилась на 25%. |
| Управление процессом | Оптимизируйте давление и скорость. | Servo Press+низкоскоростная штамповка. | Высокоскоростная непрерывная добыча. | Уровень доходности увеличился на 35%. |
| Смазочное лечение | Уменьшить сопротивление трения. | Смазочная смазка для воды+DLC. | Высокая скорость точная штамповка. | Поверхностные царапины ↓ 90%. |
| Гибкая плесень | Колебания давления буфера. | Полиуретановая мягкая плесень+помощь воздушной подушкой. | Тонкостенные композитные компоненты (такие как микроскроск). | Скорость слезы ↓ 50%. |
Штамповка на металлесовместимость:
- Ультра-тонкая штамповка металла требует гибкости матрицы и динамической регулировки параметров процесса (например, обратная связь в реальном времени от сервоприводов).
- Гибкие формы, такие как полиуретан, поглощают локальные напряжения во время потока материала и избегают разрыва с жестким контактом.
- Технологическая синергия:
Оптимизация плесени+обработка смазки: снижение сопротивления потока материала и адгезию плесени, подходящие для мягких материалов, таких как алюминиевая фольга.
Шаг-удары + гибкая матрица: поэтапная деформация уменьшает отдельную нагрузку, подходящую для массового производства ультратонкого корпуса батареи.
Какой тип процесса требуется для штамповки сплава титана?
Титановая сплава требует горячей штамповки или горячей штамповки в сочетании с высокой рецепциейОбработка с ЧПУи специальная технология плесени.Конкретные причины следующие:
1. Улучшение пластичности температуры
Титановый сплав обладает высокой твердостью и устойчивостью к деформации и склонна к растрескиванию при нажатии при комнатной температуре.Нагрев материал до 600-850 ℃ (горячая штамповка) или 300-500 ℃ (теплая штамповка), пластичность материала может быть значительно улучшена, создавая сложность, а отскок сводится к минимуму.
2. Вспомогательная обработка с ЧПУ
В сочетании с высокопрофессиональным оборудованием с ЧПУ компании ± 0,005 мм, части титановых сплавов могут быть нажаты для точной полировки на уровне микрометра, чтобы соответствовать строгим требованиям к устойчивости в аэрокосмической, медицинской и других областях.
3. Технология специфической формы и смазки
Принять высокотемпературные материалы для плесени (такие как вольфрамовая сталь или керамическая плесень), сочетают в себе азотные или графитовые смазочные материалы, предотвращают износ плесени и сплав титана, продлевают срок службы плесени.
4. Способность лечения
После штамповки титановые сплавы должны быть анодированы, кусочны или химически пассивированы, чтобы улучшить его коррозионную устойчивость и внешний вид.Это также материал компании Extension JSТехнология обработкиПолем
Как справиться с нулевой гравитационной средой в штампе для космических металлов?
1. Материальная технология фиксации в среде микрогравитации
Электромагнитная адсорбция и вакуумная зажима используются для преодоления ограничения традиционной механической фиксации.Система автоматизации JS регулирует силу зажима в режиме реального времени, гарантируя, что металл сохраняет точность позиционирования 0,02 мм даже в невесомости.Контроль допусков численного управляющего оборудования достигает ± 0,005 мм, что удовлетворяет строгому требованию для точности механизмов стыковки космического корабля.
2. Интелтригентная реконструкция потока
Благодаря совместной эксплуатации кластеров промышленных роботов JS обнаруживает микромасштабное смещение с помощью алгоритма компенсации без гравитации и реализует автоматическую корректировкуПараметры штамповкиПолемЕго адаптивная система управления может контролировать частоту ошибок обработки до менее чем 0,3%.Технология была продемонстрирована при производстве спутниковых солнечных панелей, с увеличением производительности на 40%.
3. Применение адаптации к процессам вакуумной среды
Технология облицовки загрязнения инертного газа, используемая для решения проблемы окисления металлов в вакууме.Лабораторные данные JS показывают, что 15 мкм плотной оксидной пленки образуется на поверхности поверхности титанового сплава, обработанной этим процессом.
4. Оптимизация легкого конструктивного дизайна
На основе3D -печатьТехнология аддитивного производства, JS может достигать интегрированных оптимизированных топологических структур.Тематическое исследование определенного типа ракетного топливного сопла показывает, что благодаря конструкции структуры решетки вес снижается на 45%, способность поднесения давления достигает в 1,8 раза больше, чем у традиционной технологии, а потребность в космической нагрузке идеально сбалансирована.
5. Система проверки моделирования среды.
Была установлена комплексная платформа для тестирования, состоящую из вакуумной камеры, центрифуг и камеры теплового шока, способная моделировать градиенты температуры в диапазоне от -180 ° C до +300 ° C и 10 -6pa -степень.В вакуумной среде срок службы утомления подтвержденного продукта увеличился до более чем в 5 раз превышает состояние земли.
Каковы общие методы обработки поверхности для штамповки алюминия?
1Анодирование
- Функция: для улучшения твердости, коррозионной устойчивости и устойчивости к истиранию путем электролиза и образования оксидной пленки на алюминиевой поверхности.
- Обычно используемые при штамповлении металлических деталей (таких как автомобильные детали шасси, 3C-оболочки продукта и т. Д.), Толщина оксидной пленки может достигать 15-50 мкм, что может значительно улучшить сопротивление царапин поверхности.
2Гальванизация
- Функция: покрытие поверхности алюминия металлическими слоями (например, никель, хром, цинк) для улучшения проводимости, отражательной способности или устойчивости к ржавчине.
- Перед покрытием металлический металл должен быть маринован и активирован, чтобы обеспечить адгезию покрытия.Например, обработка никелевого покрытия может улучшить срок службы заглушек и розеток в компонентах электронных разъемов.
3Распыление
- Особенности: настройка цвета и защита коррозии черезэлектростатическое распылениеили фторуглеродное покрытие.
- Подходит для сложных штампов металлических поверхностей (таких как домашнее прибор и светильники), перед распылением требуется фосфорилирование, чтобы усилить адгезию покрытия, которая может быть толщиной пленки 60-120 мкм.
4Хроматное конверсионное покрытие
- Функция: чтобы сформировать пассивирующую пленку с помощью хромата раствора, предотвратить ржавчину и улучшить производительность сварки.
- Используется в штампеМеталлическая сварка(например, лотки автомобильных аккумуляторов), толщина пленки составляет около 1-3 мкм, что учитывает защиту окружающей среды и коррозионную стойкость.
5.полирование/чистка
- Функция: Механическая или химическая полировка устраняет маркировки штамповки и улучшает гладкость поверхности.
- Зеркальное зеркальное полировка (RA ≤0,1 мкм) соответствует требованиям оптических устройств для штамповки металлических форм, таких как алюминиевые радиаторы.

Каковы технологические преимущества компании JS в области штамповки металлов?
1. Ольтра-высокая точная обработка: с AdvancedТехнология ЧПУ(например, с ЧПУ), может быть достигнута толерантность к ± 0,005 мм для удовлетворения требований точных частей.
2. Мюлти -адаптация: поддерживает штамповка материалов, таких как металлы и композиты, и в прошлом году обрабатывает более 50 материалов.
3. Процесс Эффективность: 98% заказов выполняются вовремя, проектные циклы снижаются в среднем на 15%, а оптимизированное время на маркировке.
4. Управление положениями: снизить стоимость производства на 20% и улучшить использование ресурсов за счет оптимизации процесса.
5. Земное производство: уменьшить потребление энергии и отходы на 20% с использованием энергоэффективного оборудования и систем переработки материалов.
Краткое содержание
В индустрии штамповки металлов производительность металлической марки тесно связана с точностью и качеством конечного продукта, и для достижения этой цели она должна полагаться на высокую технологию предварительной обработки.
Через такие шаги, как очистка поверхности, развернение, отжиг имодификация поверхности(например, фосфалирующие и смазочные покрытия), можно значительно улучшить пластичность металлических материалов, и риск растрескивания или окисления во время штамповки, но также может заложить прочную основу для последующих операций по штамповкам металлов.
JS сочетает в себе технологию обработки с ЧПУ с ЧПУ с экологически чистыми процессами, включая концепцию устойчивого развития в стадию предварительной обработки, гарантируя, что детали штамповки металлов могут поддерживать согласованность, являются ли они структурно сложными или массовыми.
Эта полная оптимизация процесса от подготовки материала до доставки готовых продуктов не только повышает эффективность производства (снижение цикла проекта на 15%), но также способствует трансформации отрасли в отношении высокой эффективности, низкого потребления и высокой добавленной стоимости посредством технологических инноваций.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. В чем разница между штамповками и кастингом?
Штамповка - это холодный процесс обработки, в котором металлические пластины прижаты в форме. Это высокая эффективность и реализация и подходит для тонких частей пластины.Литье - это тепловой процесс, в котором расплавленные металлы заливают в формы, образуя сложные формы, но с низкой точностью.
2. Насколько важны формы штамповки?
Плесень является основным инструментом штамповки, который определяет форму, точность и эффективность деталей.Без матрицы штамповка невозможна, его дизайн напрямую влияет на скорость прохождения продукта и стоимость производства, является душой технологии штамповки.
3. На что следует обратить внимание при штайнике нержавеющей стали?
Штампование нержавеющей стали требует использования высокой умирания, скорости управления штамповками, штампочки смазанным маслом и отжига во времени, чтобы устранить заготовку заготовки, чтобы избежать растрескивания и чрезмерного износа плесени.
4. Какую толщину металла требуется для штамповки автомобильнойчасти?
Толщина листового металла, обычно используемой для штамповки автомобильных деталей, составляет 0,6-2,5 мм.Теловые покрытия (такие как автомобильные двери) изготовлены в основном из 0,6-1,2 мм обычных стальных пластин, в то время как конструкционные компоненты (такие как балки столкновения) изготовлены из 1,2-2,5 мм высокой прочности стали с сбалансированной прочностью и литья.
Ресурсы

