

L'estampage des métaux est un processus de formation indispensable et efficace dans la fabrication moderne. Il convertit les feuilles de métal en composants complexes et à haute précision à travers une moisissure précise et à grande vitesseéquipement d'estampage.Métaltirettesest devenu une importante force motrice de l'innovation de l'industrie avec son excellente cohérence, son efficacité de production rapide et ses avantages de coûts supérieurs.
En tant que pionnier de l'industrie, JS Manufacturing offre aux clients des solutions de personnalisation pour l'ensemble du processus, de la sélection des matériaux et du développement de moisissures à la production de masse, avec une technologie d'estampage innovante, des systèmes de production intelligents et des informations profondes de l'industrie.Cela garantit l'équilibre optimal des performances, de la fiabilité et de l'économie pour chaque produit d'estampage métallique, permettant au secteur de la fabrication mondial haut de gamme.
Qu'est-ce que l'estampage du métal?
La technologie d'estampage métallique est une méthode de traitement qui utilise un Stamper métallique pour appliquer la pression mécanique aux feuilles de métal plates. Il s'agit d'un processus de formation efficace et de haute précision. En utilisant une forme de moule pré-conçue et en le combinant avec la force d'extrusion vers le bas d'une presse, la tôle métallique subit une déformation plastique ou un détachement à température ambiante, afin de fabriquer rapidement les pièces tridimensionnelles requises. L'ensemble du processus implique un précisformage métallique, flexion, coupe et autres processus, adapté à la fabrication de composants simples à complexes.
En termes d'estampage métallique, le procédé en métal de tampon implique d'abord la fixation de la feuille métallique en place. L'opérateur place une plaque métallique plate sur la matrice inférieure du moule, et la matrice supérieure (c'est-à-dire Stamper en métal) se déplace verticalement vers le bas sous le lecteur de la presse. Une fois les moules supérieurs et inférieurs fermés, le bord de coupe ou la structure de formage du moule exerce une pression sur le métal, ce qui la faisait s'étirer, plier ou se casser. Ce processus a les avantages de pouvoir terminer plusieurs processus à la fois, améliorant considérablement l'efficacité de la production, et est particulièrement adapté à la production de masse de pièces de précision.
Quels sont les processus de base de l'estampage des métaux?
La technique d'estampage métallique est une série de techniques pour appuyer des feuilles de métal à traverstimbres métalliquespour obtenir une forme spécifique.Les quatre processus suivants reflètent leur application raffinée dans la fabrication de pièces complexes:
1 et 1Estampage progressif
Grâce à plusieurs ensembles d'ensembles de métaux liés, plusieurs processus tels que le coup de poing, la flexion et la formation sont progressivement achevés sur une seule chaîne de montage.JS Company adopte la technologie de moisissure avancée développée par elle-même pour obtenir une production de masse efficace à travers le moule de différentes postes de travail.
Par exemple, les grilles d'un radiateur de voiture peuvent être fabriquées en tamponnant étape par étape, en pliant et en tournant en même temps.La précision de la tige de connexion peut être de ± 0,005 mm pour garantir la cohérence des pièces et augmenter la vitesse de production de 40%.
2Transférer l'estampage des moisissures
Convient aux pièces grandes ou de forme complexe, des billettes de métal transportées entre des postes de travail par des bras robotiques ou des tapis roulants.JS Servo Press fonctionne de manière transparente avec les systèmes d'automatisation pour contrôler précisément les positionments des billets.Par exemple, dans la fabrication de composants aérospatiaux, une combinaison de moulage de transfert et de traitement thermique garantit que les pièces en alliage en titane restent structurellement stables après plusieurs déformations et réduisent les taux de rebut de 60%.
3 et 3Glissementmaculations de moisissure
Spécialement conçu pour la flexion multi-angles, la formation de courbe complexe est réalisée grâce à des tampons métalliques coulissants horizontalement.Le système de moisissure flexible de JS prend en charge l'ajustement en ligne des angles de flexion. Par exemple, un seul estampage peut terminer la flexion dans trois directions différentes dans la production decomposant électroniquesupports, augmentant l'utilisation des matériaux de 15%. Il convient particulièrement aux commandes de personnalisation à petit volume.
4ProfondDessin
En étirant le tampon métallique, les draps métalliques sont transformés en parties de cavité profonde.Avec la combinaison avancée de la matrice et la compensation de combinaison de moisissures hydrauliques, la technologie d'étirement profonde de JS peut former avec succès un grand conteneur avec un diamètre de 1,5 m et une douceur de surface ≤ 0,8 μm, répondre aux exigences strictes des dispositifs médicaux pour les surfaces impeccables.
Quelles sont les étapes clés du processus d'estampage métallique?
1. prétraitement de la matériaux et correspondance des moisissures
Selon l'exigence de pièces, sélectionnez des feuilles de métal (comme l'aluminium, l'acier, l'alliage de cuivre, etc.) et la surface lisse par prétraitement tel que le nivellement et le nettoyage.JS Company utilise la technologie de mesure laser pour calibrer la tolérance d'épaisseur (± 0,05 mm) de feuilles de métal pour former des paramètres de métal de haute précisionmoule estampé.
2.Mend concevoir et mettre en service
Sur la base du modèle 3D des pièces, la géométrie et le chemin d'estampage du moule du tampon métallique sont conçus et la distribution de contrainte de la matrice est optimisée par la simulation CAE.Par exemple, les moules à dessin en profondeur nécessitent une conception d'angle R de gradient pour empêcher la fissuration, le centre de traitement de la moisissure indépendant de JS peut terminer le polissage au niveau du micromètre pour assurer la rugosité de surface RA ≤ 0,4 μm.
3. stade de stade et de formation
En plaçant la plaque métallique sur la table de presse, la déformation plastique est réalisée grâce à la collaboration du moule de tampon métallique et de la presse hydraulique / servo.Par exemple, la conception progressive de l'espace de la matrice pendant le processus de traction peut contrôler le flux de matériaux et empêcher les rides ou les fissures, et le système de rétroaction de la pression en temps réel de JS peut ajuster dynamiquement la pression du bord pour augmenter le taux de rendement à 99,2%.
4. Traitement des postes et optimisation de surface
Les produits tamponnés en métal sont garnis de polissage à bord, à bilan ou électrolytique pour éliminer les bavures et améliorer la finition.L'équipement de débordement automatisé de JS peut gérer de minuscules pièces jusqu'à 0,1 mm, combineRevêtement PVDTechnologie pour améliorer la résistance à la corrosion des pièces et répondre aux exigences de durabilité élevées telles que le boîtier de la batterie de la voiture.
5. Inspection de la qualité et fermeture des données
La précision dimensionnelle des pièces de tampon métallique (par exemple, l'espacement des trous ≤ 0,01 mm) a été vérifié en utilisant CMM ou le balayage optique, et les paramètres de moisissure et les données de production ont été suivis via le système MES.Le système d'inspection visuelle AI de JS peut identifier les défauts de niveau de 0,02 mm en temps réel, assurant la cohérence des lots.
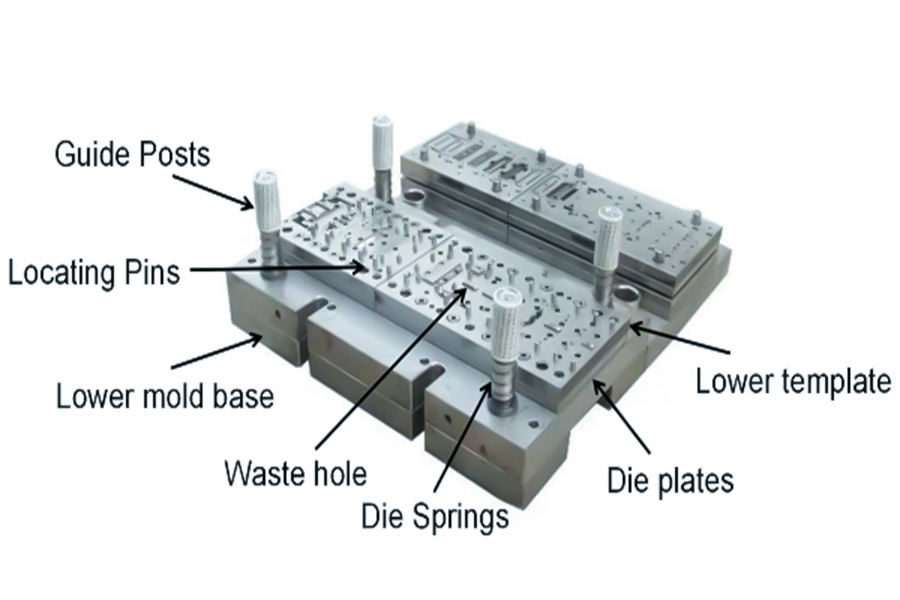
Quels sont les types de moules d'estampage en métal?
Moules d'estampage métalliquesest l'outil de base de l'industrie manufacturière. Il est principalement divisé en les catégories suivantes:
1.Classifié par type de processus
Perforationmoule:Utilisé pour séparer les feuilles de métal, compléter la coupe, le coup de poing,coupeet d'autres procédures pour obtenir les contours ou trous requis.Le noyau de la filière est la combinaison de la matrice concave et de la matrice concave. La précision de la dégagement de la matrice détermine la qualité de la section Die.Largement utilisé dans la production de matériel et de composants électroniques.
Pliermoule:Pliez la plaque métallique à un angle ou une forme spécifique (par exemple, Shape, Shape en V) et complétez la flexion par une combinaison de convex sous pression et de matrice concave, en tenant compte de la compensation du rebond.
Approfondissementmoule:Étirer des billettes plates en pièces tridimensionnelles creuses (comme les tasses ou les cylindres) par des moules concaves convexes nécessite un contrôle des rides et des fissures.Convient à la production de coquilles d'artillerie, de réservoirs, etc.
Moule de formation:Utilisé pour la déformation plastique locale des feuilles de métal, telles que le renflement, la déchirure et la constriction du cou, à travers lesquelles le matériau est étiré ou comprimé à une forme spécifique, adapté au traitement des surfaces courbes complexes ou des structures en acier renforcées.
Compositemoule:Il complète plusieurs étapes comme l'estampage, la coupe, le moulage et ainsi de suite en un seul estampage, et réalise l'usinage efficace à travers la combinaison de la structure de la matrice convexe.Adapté àproduction de massede petites et moyennes pièces de grande précision et multi-processus.
Entrermoule(continumoule):Grâce à plusieurs estampage, estampage, flexion, formation, et ainsi de suite, et ainsi de suite, la coupe efficace finale du produit fini, adapté à la production à grande échelle de petites pièces de précision.
2.Classifié par structure de moisissure
- Moule de piste à une seule piste:Un seul estampage (tel que l'estampage ou la coupe), une structure simple, un faible coût, adapté à la production de petits lots ou à un traitement simple de pièces.
- Moule combiné:
Compositemoule: Plusieurs processus (tels que la coupe et l'étirement) au même poste de travail.
Progressifmoule: Traitement continu (Embouillage → Flexion → Couper) dans différentes positions de travail.
- Moule de transfert:Utilisé pour le transfert de vide de plusieurs pressions et bras robotiques, adaptés aux grandes pièces telles que la superposition automobile.
Comment empêcher la déchirure lors de l'estampage de la feuille de métaux ultra-mince (<0,1 mm)?
Selon les caractéristiques de l'estampage sur le processus métallique, les techniques clés et les mesures de l'estampage et de la prévention de la prévention des plaques métalliques ultramins (<0,1 mm) sont introduites ci-dessous:
| Type de technologie | Principes de base | Mesures spécifiques | Scénarios applicables | Effet anti-teint |
| Optimisation des moisissures | Réduire la concentration de stress. | Moule d'angle R gradient + estampage progressif. | Empestation de précision (comme le boîtier des capteurs). | Risque de déchirure ↓ 40%. |
| Sélection des matériaux | Augmente l'évolutivité. | Foil en aluminium / acier inoxydable recuit. | Moulage de grandes déformation (comme le boîtier de la batterie). | La ténacité des fractures a augmenté de 25%. |
| Contrôle des processus | Optimiser la pression et la vitesse. | SERVO PRESSE + EMBORD à basse vitesse. | Production continue à grande vitesse. | Le taux de rendement a augmenté de 35%. |
| Traitement de lubrification | Réduire la résistance à la friction. | Lubrifiant d'origine hydrique + revêtement DLC. | Empestation de précision à grande vitesse. | Rayures de surface ↓ 90%. |
| Moule flexible | Tampon Fluctuations de pression. | Moule doux en polyuréthane + Aide à coussin d'air. | Composants composites à parois minces (comme les microsaffolds). | Taux de déchirure ↓ 50%. |
Tamponner sur le métalcompatibilité:
- L'estampage en métal ultra mince nécessite une flexibilité de la matrice et un ajustement dynamique des paramètres de processus (par exemple, la rétroaction en temps réel des servomotes).
- Les moules flexibles, tels que le polyuréthane, absorbent les contraintes locales pendant le flux de matériau et évitent la déchirure du contact dur.
- Synergie technologique:
Optimisation des moisissures + traitement de lubrification: réduire la résistance à l'écoulement des matériaux et l'adhésion des moisissures, adaptée aux matériaux mous tels que la papier d'aluminium.
Étape d'étapage + flexible: La déformation progressive réduit la charge unique, adaptée à la production de masse de boîtiers de batterie ultra-minces.
Quel type de processus est requis pour l'estampage en alliage en titane?
L'estampage en alliage en titane nécessite un estampage chaud ou un tamponnage chaud combiné à une précision élevéeUsinage CNCet technologie de moisissure spéciale.Les raisons spécifiques sont les suivantes:
1. amélioration de la plasticité à température élevée
L'alliage en titane a une dureté élevée et une résistance à la déformation et est sujet à la fissuration lorsqu'il est pressé à température ambiante.En chauffant le matériau à 600-850 ℃ (estampage à chaud) ou 300-500 ℃ (estampage chaud), la plasticité du matériau peut être considérablement améliorée, la difficulté de formation réduite et le rebond minimisé.
2. PRÉCISION CNC Traitement auxiliaire
Combinée à l'équipement CNC de haute précision de ± 0,005 mm de JS Company, les pièces en alliage en titane peuvent être pressées pour le polissage de précision au niveau du micromètre pour répondre aux exigences de tolérance strictes dans les domaines aérospatiaux, médicaux et autres.
3. Moules spéciaux et technologie de lubrification
Adopter les matériaux de moisissure résistante à haute température (tels que l'acier en tungstène ou le moule enduit en céramique), combiner des lubrifiants d'azote ou de graphite, prévenir l'usure des moisissures et une liaison en alliage de titane, prolonger la durée de vie des moisissures.
4. Traitement de la surface correspondant
Après l'estampage, les alliages de titane doivent être anodisés, sablées ou chimiquement passivés pour améliorer sa résistance et son apparence de corrosion.C'est aussi le matériel d'une extension JStechnologie de traitement.
Comment gérer un environnement de gravité zéro dans l'estampage métallique spatial?
1. Technologie de fixation de matériaux dans un environnement de microgravité
L'adsorption électromagnétique et le serrage de vide sont utilisés pour surmonter la limitation de la fixation mécanique traditionnelle.Le système d'automatisation de JS ajuste la force de serrage en temps réel, garantissant que le métal conserve une précision de positionnement de 0,02 mm même dans l'apesanteur.Le contrôle de tolérance de l'équipement de contrôle numérique atteint ± 0,005 mm, ce qui satisfait aux exigences strictes de précision des mécanismes d'amarrage des engins spatiaux.
2.Rébagraphe intelligent
Grâce au fonctionnement coopératif des grappes de robots industriels, JS détecte le déplacement de micro-échelle par algorithme de compensation sans gravité et réalise un ajustement automatique deparamètres d'estampage.Son système de contrôle adaptatif peut contrôler le taux d'erreur d'usinage à moins de 0,3%.La technologie a été démontrée dans la production de supports de panneaux solaires par satellite, avec une augmentation de 40% de la productivité.
3.Automabilité d'amélioration des processus d'environnement sous vide
La technologie de revêtement d'arc de blindage en gaz inerte utilisé pour résoudre le problème de l'oxydation des métaux dans le vide.Les données de laboratoire JS montrent que 15 μm de film d'oxyde dense se forment à la surface de la surface de l'alliage de titane traité par ce processus.
4. Optimisation de la conception structurelle légère
Basé surImpression 3DTechnologie de fabrication additive, JS peut obtenir des structures optimisées à topologie intégrée.Une étude de cas d'un certain type de buse de carburant de fusée montre que grâce à la conception de la structure du réseau, le poids est réduit de 45%, la capacité de relève de pression atteint 1,8 fois celle de la technologie traditionnelle, et l'exigence de charge d'espace est parfaitement équilibrée.
5.
Une plate-forme de test complète composée de chambre à vide, de centrifugeuses et de chambre d'amortissement thermique a été établie, capable de simuler des gradients de température allant de -180 ° C à + 300 ° C et 10 ^ -6pa.Dans l'environnement sous vide, la durée de vie de la fatigue du produit validé est passée à plus de 5 fois l'état du sol.
Quelles sont les méthodes de traitement de surface courantes pour l'estampage en aluminium?
1 et 1Anodisation
- Fonction: Pour améliorer la dureté, la résistance à la corrosion et la résistance à l'abrasion par l'électrolyse et la formation d'un film d'oxyde sur la surface de l'aluminium.
- Couramment utilisé dans l'estampage des pièces de formation de métaux (telles que les pièces de châssis automobile, les coquilles de produits 3C, etc.), l'épaisseur du film d'oxyde peut atteindre 15 à 50 μm, ce qui peut améliorer considérablement la résistance aux rayures de la surface.
2Électroplaste
- Fonction: Enrobage de surface en aluminium avec des couches métalliques (par exemple le nickel, le chrome, le zinc) pour améliorer la conductivité, la réflectivité ou la résistance à la rouille.
- Avant le placage, le métal de tampon doit être mariné et activé pour assurer l'adhésion du revêtement.Le traitement du nickel placage, par exemple, peut améliorer la durée de vie des bouchons et des prises dans les composants du connecteur électronique.
3 et 3Pulvérisation
- Caractéristiques: Personnalisation des couleurs et protection contre la corrosion à traverspulvérisation électrostatiqueou revêtement de fluorocarbone.
- Convient pour les surfaces métalliques complexes (telles que l'appareil domestique et les luminaires d'éclairage), la phosphorylation est nécessaire avant la pulvérisation pour améliorer l'adhésion du revêtement, qui peut être d'épaisseur de film de 60 à 20 μm.
4Revêtement de conversion de chromate
- Fonction: Pour former un film de passivation par solution de chromate, empêchez la rouille et améliorez les performances de soudage.
- Utilisé dans le tamponsoudage métallique(comme les plateaux de batterie de voitures), l'épaisseur du film est d'environ 1 à 3 μm, ce qui prend en compte la protection de l'environnement et la résistance à la corrosion.
5.Polissage / brossage
- Fonction: Le polissage mécanique ou chimique élimine les marques d'estampage et améliore la douceur de la surface.
- Le polissage miroir miroir (RA ≤0,1 μm) répond aux exigences des dispositifs optiques pour l'estampillation des moules métalliques tels que les dissipateurs de chaleur en aluminium.

Quels sont les avantages technologiques de JS Company dans le domaine de l'estampage des métaux?
1.Ultra-hauteur d'usinage de précision: avec avancéTechnologie CNC(comme CNC), une tolérance de ± 0,005 mm peut être obtenue pour répondre aux exigences des pièces de précision.
2.Multi Adaptation des matériaux: prend en charge l'estampage de matériaux tels que les métaux et les composites et a traité plus de 50 matériaux au cours de la dernière année.
3. Efficacité du processus: 98% des commandes sont livrées à temps, les cycles du projet sont réduits en moyenne de 15% et les délais d'estampage sont optimisés.
4. Contrôle du coût: réduire le coût de production de 20% et améliorer l'utilisation des ressources grâce à l'optimisation des processus.
5. Fabrication bergeoire: Réduisez la consommation d'énergie énergétique et les déchets de 20% en utilisant des équipements et des systèmes de recyclage des matériaux économes en énergie.
Résumé
Dans l'industrie de l'estampage métallique, les performances du timbre métallique sont étroitement liées à la précision et à la qualité du produit final, et pour atteindre cet objectif, il doit s'appuyer sur la technologie de pré-traitement à haute précision.
À travers des étapes telles que le nettoyage de la surface, le déburlateur, le recuit etmodification de surface(comme les revêtements de phosphation et de lubrification), non seulement la ductilité des matériaux métalliques peut être considérablement améliorée et le risque de fissuration ou d'oxydation pendant l'estampage, mais il peut également placer une base solide pour les opérations d'estampage métalliques ultérieures.
JS combine la technologie d'usinage CNC de haute précision avec des processus respectueux de l'environnement, incorporant le concept de développement durable dans le stade de prétraitement, garantissant que les pièces d'estampage des métaux peuvent maintenir la cohérence, qu'elles soient structurellement complexes ou produites en masse.
Cette optimisation complète du processus de la préparation des matériaux à la livraison de produits finie améliore non seulement l'efficacité de la production (réduction du cycle du projet de 15%), mais favorise également la transformation de l'industrie vers une efficacité élevée, une faible consommation et une valeur ajoutée élevée grâce à l'innovation technologique.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1. Quelle est la différence entre l'estampage et le casting?
L'estampage est un processus d'usinage froid dans lequel les plaques métalliques sont pressées en forme par la matrice. Il est une efficacité élevée et une prorécision et convient aux pièces de plaques minces.La coulée est un processus thermique dans lequel le métal fondu est versé dans des moules pour former des formes complexes, mais avec une faible précision.
2.Comment important les moules sont-ils à l'estampage?
La moisissure est l'outil central de l'estampage, qui détermine la forme, la précision et l'efficacité des pièces.Sans la matrice, l'estampage est impossible, sa conception affecte directement le taux de réussite du produit et le coût de production, est l'âme de la technologie d'estampage.
3. À quoi devrait être prêté attention lors de l'estampillation de l'acier inoxydable?
L'estampage en acier inoxydable nécessite l'utilisation de la matrice élevée, la vitesse d'estampage de contrôle, l'emboutissage avec de l'huile lubrifiante et le recuit à temps pour éliminer le durcissement de la pièce, pour éviter la fissuration et l'usure excessive des moisissures.
4.Quel épaisseur du métal est nécessaire pour tamponner l'automobileparties?
L'épaisseur de la tôle couramment utilisée pour attaquer les pièces automobiles est de 0,6 à 2,5 mm.Les revêtements corporels (tels que les portes de voiture) sont principalement composés de plaques d'acier ordinaires de 0,6 à 1,2 mm, tandis que les composants structurels (tels que les poutres de collision) sont en acier de 1,2 à 2,5 mm de haute résistance avec une résistance et un moulage équilibrés.
Ressources

