
Литые под давлением пластиковые компоненты вносят значительный вклад в безопасность и эффективность аэрокосмических проектов, где отказ компонентов может привести к необратимым последствиям.
Для обеспечения безопасности полета и успешного завершения проекта крайне важен партнер, который не только понимает производственный процесс, но и обладает знаниями строгих стандартов сертификации AS 9100.
Утверждается, что при выборе правильного партнера можно сделать компоненты на 30-50% легче, обеспечить точность пресс-форм до 0,005 мм, сократить время разработки на 40% и снизить общие затраты более чем на 30%.
Благодаря своему многолетнему опыту в области литья под давлением в аэрокосмической отрасли , компания JS Precision оказывает клиентам по всему миру комплексные услуги, начиная от оптимизации конструкции и заканчивая производством высокоточных пресс-форм для литья под давлением.
Обзор основного содержания
Основные вопросы | Ключевые решения | Технические характеристики |
Безопасность на протяжении всего жизненного цикла | Управление рисками и полная отслеживаемость в рамках системы сертификации AS 9100. | Cpk ≥1,33 / 100% прослеживаемость партии |
Снижение веса металлических деталей | Высокоэффективные полимеры (PEEK/PEI) позволяют заменить сталь пластиком. | Снижение веса на 30–50% / Предел прочности на разрыв до 100 МПа и выше |
Точные допуски деталей | Производство высокоточных пресс-форм для литья пластмасс под давлением. | Точность пресс-формы ±0,005 мм / Детали ±0,02 мм |
Короткий цикл НИОКР и ограничения по стоимости | Алюминиевые формы для быстрой проверки качества литья под давлением. | Цикл сокращен на 40% / Экономия затрат более чем на 30% |
Чрезмерно сложный процесс сборки | Вставка методом литья под давлением для достижения многофункциональной интеграции. | Количество деталей уменьшено на 15% / Поверхность не подвергалась постобработке |
Основные выводы
- Приоритетное внимание к соответствию стандартам: стандарт AS 9100 закладывает основу для управления рисками и уникальной отслеживаемости компонентов в аэрокосмической и оборонной промышленности.
- Материаловедение: Снижение веса более чем на 30% достигается за счет использования высокоэффективных термопластов в сочетании с научным подходом к проектированию для литья под давлением.
- Технология литья: Инструменты для литья пластмасс под давлением отличаются точностью до микрона и сложной интеграцией.
- Стратегия ценообразования: Стоимость владения оптимизируется за счет значительного сокращения постобработки благодаря использованию прототипирования с помощью алюминиевых пресс-форм и DFM (проектирование для производства).
Литые под давлением пластиковые компоненты: решения AS9100 для аэрокосмической отрасли от JS Precision.
Литые под давлением пластиковые компоненты играют ключевую роль в создании легких и надежных конструкций, а правильный выбор поставщика, по сути, является первым шагом к успеху или провалу проекта.
Благодаря JS Precision вы получаете доступ к нашему многолетнему опыту в области литья под давлением для аэрокосмической отрасли, современным технологиям изготовления пресс-форм и строгому соблюдению стандартов сертификации AS 9100, что обеспечивает вам основные гарантии обслуживания для глобальных клиентов в аэрокосмической отрасли.
Мы имеем солидный опыт предоставления решений по изготовлению пластиковых компонентов, адаптированных под потребности клиентов из более чем 50 различных аэрокосмических компаний. Типичные области нашей деятельности – это конструкции кабин, топливные соединения и корпуса авионики, и вы можете рассчитывать на то, что мы точно выполним требования вашего проекта.
В качестве примера можно привести наш проект по созданию топливной опоры из PEEK для европейской авиакомпании. Задача клиента заключалась в следующем: слишком толстая опора из алюминиевого сплава, высокий риск коррозии от авиационного топлива и необходимость соблюдения критических допусков в пределах 0,02 мм — проблемы, с которыми вы, возможно, тоже столкнетесь.
Благодаря выбору нашей компании и использованию наших высокоточных пресс-форм для литья под давлением и оптимизации технологического процесса, нам удалось добиться снижения веса деталей на 42%, пройти 2000 часов испытаний на ускоренное старение, а общие затраты сократились на 25%.
Мы гарантируем, что все наши решения соответствуют требованиям прослеживаемости стандарта AS9100:2016, и предлагаем признанную во всем мире систему обеспечения качества в аэрокосмической отрасли для ваших проектов, эффективно минимизируя при этом риски, связанные с качеством.
Если вы ищете надежного партнера в аэрокосмической отрасли литья под давлением, компания JS Precision готова предоставить вам примеры реальных проектов и отчеты о сертификации сторонних организаций в качестве подтверждения наших возможностей, что обеспечит вам больше спокойствия и уверенности в принятом решении и поможет избежать рисков сотрудничества.
Если вы хотите понять, как компоненты из литого под давлением пластика могут решить проблемы вашего проекта, свяжитесь с компанией JS Precision, чтобы получить бесплатный отчет об оценке DFM и точную смету в течение 24 часов.
Почему сертификация AS 9100 необходима для поставщиков оборудования для литья под давлением в аэрокосмической отрасли?
Сертификация AS 9100 является обязательным требованием для поставщиков, выпускающих продукцию для аэрокосмической отрасли, изготовленную методом литья под давлением.
Помимо соответствия стандартам ISO 9001, эта сертификация требует управления рисками, специфичными для аэрокосмической отрасли, контроля критически важных характеристик и обеспечения 100% прослеживаемости на протяжении всего процесса, что значительно снижает вероятность отказа компонента даже в самых суровых условиях.
Получение от поставщика такой сертификации кардинально меняет ситуацию в плане снижения рисков, связанных с качеством.
Основные различия в управлении рисками между стандартами AS 9100 и ISO 9001.
Основное различие между стандартами AS 9100 и ISO 9001 заключается в управлении рисками, специфичном для аэрокосмической отрасли.
Компания JS Precision проводит всесторонний анализ видов и последствий отказов (FMEA) для каждой детали аэрокосмической отрасли и поддерживает производственный процесс в соответствии с критическим уровнем характеристики Cpk 1.33, что обеспечивает уровень соответствия продукции требованиям безопасности выше 99,4%.
Такая тщательная регулировка производственных процессов гарантирует надежность продукции.
Иными словами, это как «двойная страховка» на каждую деталь, обеспечивающая контроль всего процесса от проектирования до производства и сводящая к минимуму последствия дефектов деталей для сроков проекта и безопасности полетов.
Соглашение о полной отслеживаемости жизненного цикла и сохранении документации
Компания JS Precision создает надежную систему отслеживания происхождения продукции от партий сырья до параметров литья, храня электронные и бумажные записи более 10 лет в соответствии со стандартами FAA для обоснования расследований аварий и долгосрочного технического обслуживания.
Кроме того, эта система также полностью охватывает историю обработки и использования пресс-форм для литья под давлением.

Рисунок 1: Крупный авиационный двигатель в сборе в чистом, организованном заводском цехе, рядом с ящиками для деталей и оборудованием.
Как литье под давлением в аэрокосмической отрасли решает проблему соотношения веса и прочности?
Проекты в аэрокосмической отрасли чрезвычайно сложны, поскольку требуют балансировки веса и прочности различных компонентов. Один из основных способов решения этой проблемы — литье под давлением в аэрокосмической отрасли.
Простая замена металлических деталей высокоэффективными конструкционными пластиками, такими как PEEK, PPS и PEI , позволяет снизить вес на 30-50%. Кроме того, эти пластиковые материалы обладают очень высокой жесткостью даже при температурах выше 200℃.
Кроме того, именно благодаря очень точному контролю ориентации молекулярных цепей при литье под давлением нам удается достичь усталостной прочности сложных деталей, полностью соответствующих стандартам материалов FAA AC 20-107B .
Применение физических свойств высокоэффективных термопластов (PEEK/Ultem)
Каждый тип высокоэффективных термопластов обладает различными свойствами, преимуществами и областями применения в аэрокосмической отрасли. Конкретные данные о характеристиках приведены в таблице ниже:
Название материала | Предел прочности на растяжение (МПа) | Температура длительной эксплуатации (°C) | Коэффициент снижения веса (%) | Рейтинг FST | Сценарии применения |
ПИК | 100-150 | 260 | 40-50 | UL94-V0 | Соединители топливных баков, высокотемпературные конструкционные детали. |
Остров Принца Эдуарда (Ультем 9085) | 85-100 | 170 | 35-45 | Пропуск FST | Кронштейны для крепления элементов кабины, корпуса авионики. |
ППС | 70-90 | 200 | 30-40 | UL94-V0 | Электрические разъемы, высокотемпературные прокладки. |
30% стекловолокно, армированное полиэфиркетоном (PEEK) | 150-180 | 260 | 35-45 | UL94-V0 | Высокопрочные несущие конструкционные элементы. |
Аэрокосмический алюминиевый сплав | 200-300 | 150 | 0 | Никто | Традиционные несущие детали. |
PEEK устойчив к коррозии от авиационного топлива, а Ultem 9085 соответствует стандартам огнестойкости внутренней отделки салона FST. Кроме того, благодаря правильному выбору материала можно одновременно снизить вес и стоимость.
Влияние контроля кристалличности на характеристики сложных структурных компонентов.
Кристалличность полимерного материала является основным фактором, определяющим характеристики готовой детали, изготовленной из высокоэффективного пластика.
Компания JS Precision использует систему контроля температуры пресс-формы с разницей температур ±1℃ для оптимизации кристалличности, что позволяет эффективно предотвращать деформацию сложных конструктивных элементов, обеспечивать стабильность размеров и надежность деталей в экстремальных условиях.
Точный контроль кристалличности подобен созданию «прочного каркаса» для ваших деталей, способного выдерживать экстремальные температуры на большой высоте, сохраняя стабильную форму и, таким образом, предотвращая деформацию и поломку, которые в противном случае потребовали бы затрат времени на техническое обслуживание и доработку.
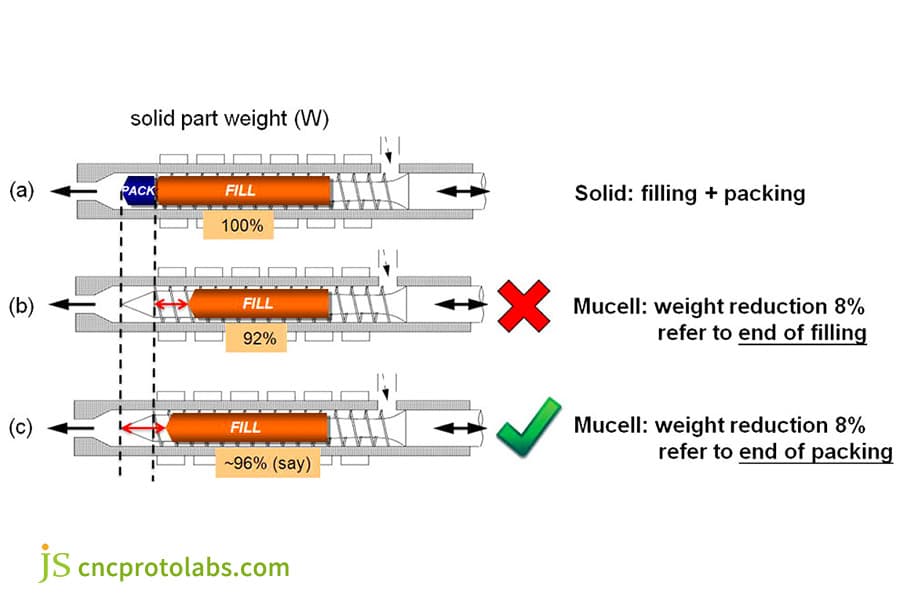
Рисунок 2: Техническая схема, сравнивающая изменения веса деталей из авиационного пластика при различных процессах заполнения и упаковки при литье под давлением.
Как оптимизировать сложные геометрические формы при проектировании для литья под давлением?
Главная сложность при проектировании для литья под давлением заключается в оптимизации сложных геометрических форм аэрокосмических деталей, обеспечивающих баланс между снижением веса и прочностью литья.
Компания JS Precision тщательно анализирует конструкцию для предотвращения внутренних напряжений, возникающих из-за неравномерной толщины стенок, разрабатывает научные схемы усиления ребер жесткости для повышения их ударопрочности и использует моделирование в Moldflow для прогнозирования деформаций, чтобы исключить изменения в допусках детали.
Решение для проектирования усиливающих ребер и обеспечения постоянной толщины стенок.
Максимальное соотношение толщины армирующего ребра к толщине базовой стенки, при котором еще не устранена усадка поверхности, составляет 0,4-0,6. Кроме того, добавление угла уклона 0,5-2 градуса снижает напряжение при извлечении из формы, что не только предотвращает царапины и деформацию детали , но и уменьшает процент брака.
Роль моделирования потока расплава в предотвращении деформаций
Программное обеспечение Moldflow позволяет нам отслеживать каждый этап литья под давлением и, таким образом, заранее прогнозировать степень деформации детали, что позволяет нам соответствующим образом корректировать наше решение.
Благодаря этому, разница в размерах между отлитой деталью и CAD-моделью контролируется в пределах 0,1 мм, что приводит к уменьшению количества пробных отливок и сокращению цикла разработки.
Как изготавливать пресс-формы для литья под давлением с точностью до микрона, соответствующей аэрокосмическим стандартам?
Пресс-формы для литья под давлением в аэрокосмической отрасли требуют точности на уровне микрометров. Поскольку прецизионные пресс-формы являются центральным элементом системы, компания JS Precision выбирает высокопрочные стали для пресс-форм, такие как H13 и S136.
Использование высококачественных материалов в сочетании с точно обработанными литниками и высокоэффективной системой контроля температуры помогает поддерживать стабильный допуск 0,005 мм в течение длительного цикла производства.
Выбор стали для пресс-форм и процессы сверхточной обработки на станках с ЧПУ/электроэрозионной обработке.
Тип стали для изготовления пресс-форм и процесс механической обработки напрямую определяют точность и срок службы. Конкретные параметры приведены в таблице ниже:
Материал для пресс-формы | Технология обработки | Точность пресс-формы (мм) | Шероховатость поверхности (Ra, мкм) | Применимые материалы | Жизнь плесени (фотографии) |
Сталь H13 | ЧПУ + проволочно-электроэрозионная обработка | ±0,005 | ≤0,2 | Высокотемпературные пластмассы, такие как PEEK и PEI. | 500 000+ |
Сталь S136 | ЧПУ + электроэрозионная обработка | ±0,008 | ≤0,15 | Высокоточные декоративные детали, детали оптического качества. | 400 000+ |
Алюминий QC-10 | ±0,01 | ≤0,3 | Прототипы, детали, изготовленные мелкосерийным способом. | 3000-10000 | |
Сталь P20 | Обычная обработка на станках с ЧПУ | ±0,02 | ≤0,4 | Обычные инженерные пластиковые детали. | 300 000+ |
Анодированный алюминий | ЧПУ + анодирование | ±0,012 | ≤0,25 | Детали из армированного стекловолокном пластика. | 5000-8000 |
Для обеспечения стабильности размеров пресс-формы мы проводим вакуумную термообработку.
Кроме того, мы осуществляем строгий контроль точности электроэрозионной обработки проволокой и шероховатости поверхности , что не только помогает пресс-формам сохранять свою точность в течение длительного времени, но и, как следствие, снижает затраты клиентов на техническое обслуживание.
Высокоэффективная система контроля температуры и литниковых каналов для высокотемпературных аэрокосмических пластмасс.
Термостойкие материалы, такие как PEEK, частично плавятся, поскольку их температура плавления достигает 380℃. Компания JS Precision приобретает специальные контроллеры температуры для своих пресс-форм, предназначенные для стабилизации температуры.
Однако, помимо этой меры, система вентиляции оптимизирована для предотвращения деградации при высоких температурах или обугливания из-за скопления газа, что может происходить при токарной обработке, и, следовательно, для повышения выхода годных деталей.
Вам требуются пресс-формы с микрометровой точностью? Предоставьте чертежи деталей, и компания JS Precision разработает для вас индивидуальное решение по изготовлению пресс-форм для литья под давлением и предоставит точные расценки.
Когда следует выбирать алюминиевые пресс-формы для литья под давлением при прототипировании в аэрокосмической отрасли?
Алюминиевые формы для литья под давлением — идеальное решение для этапа проверки качества деталей аэрокосмической отрасли на стадиях T0-T3. Их производительность на 40% выше, чем у стальных форм, а благодаря превосходной теплопроводности сокращается цикл литья.
Кроме того, они способны проводить мелкосерийное тестирование материалов с высоким содержанием стекловолокна после твердого анодирования, что снижает затраты на этапе создания прототипа.
Преимущества алюминиевых пресс-форм с точки зрения стоимости и сроков службы на этапе валидации (T0-T3)
Время обработки алюминия марки QC-10 более чем на 40% меньше, чем у стали P20. Кроме того, использование алюминиевых форм на этапе создания прототипа на 30% дешевле, чем стальных . Это эффективный способ контролировать первоначальные инвестиции и проектные риски.
Сокращение цикла формования и повышение качества деталей за счет высокой теплопроводности.
Алюминий выделяет тепло в четыре раза быстрее, чем обычная сталь, что приводит к более быстрому охлаждению, а также к сокращению цикла формования. Кроме того, он улучшает размеры деталей за счет снижения внутренних напряжений.
Кроме того, даже при высоком содержании стекловолокна в алюминии можно использовать износостойкую обработку, обеспечивая таким образом качество прототипа.
Как сократить объем постобработки при использовании современных оснасток для литья пластмасс под давлением?
Последующая обработка увеличивает стоимость и срок службы компонентов авиационной промышленности, изготовленных методом литья под давлением, и передовые инструменты для литья пластмасс под давлением могут эффективно решить эту проблему.
Используя такие методы, как литье с закладными элементами или формование из двух материалов, компания JS Precision изготавливает металлические втулки, заглушки и аналогичные детали непосредственно в отлитой детали. Это позволяет избежать дополнительных работ по наплавке на более поздних этапах, одновременно повышая плотность соединения деталей и улучшая их эксплуатационные характеристики в течение длительного времени.
Вставное литье обеспечивает функциональную интеграцию.
В процессе сборки методом вставки металлические резьбовые вставки вставляются непосредственно в пластиковые формы. Вместо того чтобы соединять детали позже, этот процесс фиксирует их во время формования.
В результате этого процесса удаляются лишние детали, увеличивающие объем. Прочность возрастает, поскольку связи формируются на более глубоком уровне. В одном проекте по производству авиационной электроники количество деталей сократилось на 15 процентов. Время, затраченное на соединение этих деталей, уменьшилось почти на одну пятую. Сопротивление натяжению увеличилось на три десятых по сравнению с предыдущим уровнем.
Снижение затрат за счет улучшения контроля качества поверхности.
Один из способов, благодаря которому JS Precision добивается идеально гладкой поверхности SPI A-1? Жесткий контроль над пресс-формами и процессом литья под давлением. Эта гладкая поверхность достигается без последующего нанесения слоев краски. Меньшее количество этапов означает снижение затрат — цена каждой детали снижается более чем на 15%. Экономия быстро накапливается, когда вы отказываетесь от лишних работ.
Хотите снизить затраты на последующую обработку при литье пластмасс под давлением? Ознакомьтесь с успешными примерами применения технологии литья с закладными элементами от JS Precision и переймите наш проверенный опыт.
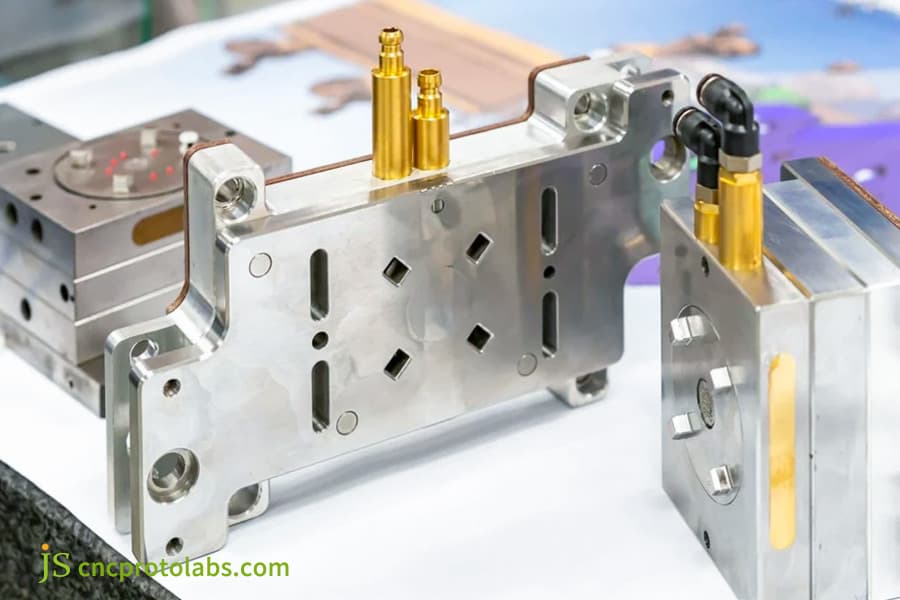
Рисунок 3: Крупный план сложной высокоточной алюминиевой литьевой формы с множеством каналов и соединений.
Как оценить устойчивость цепочки поставок поставщиков для изготовления пластиковых компонентов на заказ?
В основе оценки поставщиков пластиковых компонентов, изготавливаемых на заказ, лежит способность поставщиков справляться с проблемами в цепочке поставок.
Для обеспечения устойчивости поставщики должны иметь на складе материалы FST, соответствующие стандартам FAA/EASA, и, благодаря системам управления запасами VMI и сотрудничеству на ранних этапах проектирования, они должны быть в состоянии справляться с длительными сроками поставки и очень ограниченными размерами партий, характерными для аэрокосмической отрасли, тем самым минимизируя риск сбоев в цепочке поставок.
Сертификация материалов и соответствие стандартам FAA/EASA.
При оценке поставщиков необходимо уделять особое внимание проверке сертификатов соответствия COC, сертификата огнестойкости UL94-V0 и протоколов испытаний FST, чтобы убедиться в соответствии материалов аэрокосмическим стандартам.
Например, компания JS Precision предлагает широкий ассортимент материалов, прошедших строгую сертификацию, с полным комплектом документации, подтверждающей соответствие стандартам .
Сотрудничество в бизнесе: от совместного проектирования (EPI) до гибкой реализации
Благодаря технологии раннего вмешательства в проектирование (EPI), компания JS Precision смогла предотвратить и исключить около 80% изменений в проектной документации, вносимых заказчиками на более поздних этапах. Модель управления запасами VMI позволяет компании реагировать на колебания рыночного спроса, обеспечивая своевременную поставку комплектующих и, таким образом, избегая сбоев в цепочке поставок.
Пример проекта от JS Precision: Схема точного снижения веса топливного элемента с пикоэффициентом пикоэффициента ...
Ключевой проблемой в проекте по созданию топливного кронштейна из PEEK для международной авиакомпании стал сам материал PEEK. Первоначальный кронштейн из алюминиевого сплава был тяжелым и подвержен коррозии от топлива.
Заказчик потребовал плоскостности 0,1 мм при 150℃ и очень жесткого допуска 0,02 мм для критического размера сопряжения, что было довольно сложной задачей при использовании традиционных методов обработки металла.
Возникшие проблемы
Прототипы необходимо было проверить у заказчика в течение 8 недель, а стоимость детали должна быть снижена более чем на 20% по сравнению с первоначальным алюминиевым кронштейном. Основной проблемой была значительно высокая усадка PEEK, которая приводила к деформации литых под давлением пластиковых компонентов и потере точности контроля.
Уроки, извлеченные из опыта, и полученные знания
Из-за недооценки степени усадки PEEK первая партия деталей деформировалась более чем на 0,5 мм и не прошла испытания.
Основные выводы: При проектировании литьевых форм необходимо использовать передовые методы термодинамического моделирования, а также система контроля температуры пресс-формы должна обеспечивать независимую регулировку температуры различных зон для компенсации неравномерного охлаждения и усадки.
Решение
Для решения проблем, с которыми сталкивается наш клиент, мы разработали комплексное решение, ориентированное на его преимущества:
1. Оптимизация конструкции:
Используя подход проектирования для литья под давлением, мы преобразовали цельнометаллический компонент в научно разработанную усиленную двутавровую балку. Это не только повысило соотношение жесткости к весу, но и уменьшило количество используемого материала , что привело к дальнейшему снижению затрат на 10%.
2. Модернизация пресс-формы:
Мы использовали оснастку для литья пластмасс под давлением с высокотвердой стальной формой H13, которая подвергалась 48-часовой вакуумной обработке для снятия напряжений, чтобы обеспечить термическую стабильность формы. Нам удалось сохранить точность в пределах 0,005 мм.
3. Управление технологическим процессом:
Мы использовали 30%-ный армированный стекловолокном полиэфиркетон (PEEK) и специальный контроллер температуры пресс-формы для нагрева и поддержания температуры выше 180℃. Давление впрыска поддерживалось на постоянном уровне 140 МПа для достижения равномерного заполнения материалом и стабильной кристалличности.
Итоговые результаты:
Внедренное решение привело к замечательным результатам : компоненты стали на 42% легче, клиент сэкономил 100 000 долларов в год на топливных расходах, 2000 часов ускоренного старения и испытаний в топливе показали 100% точность размеров, общие затраты снизились на 25%, а проект был завершен на неделю раньше запланированного срока.
Столкнулись с аналогичными проблемами в области точного снижения веса? Обратитесь к инженерам JS Precision за индивидуальным решением по разработке пластиковых компонентов.
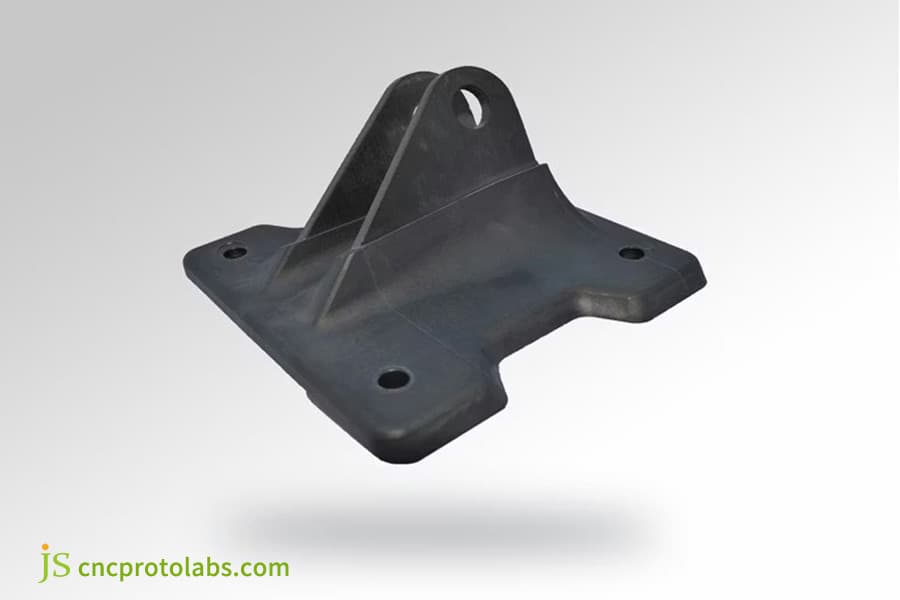
Рисунок 4: Высокоточный, геометрически сложный кронштейн из черного пластика, демонстрирующий результат передового литья под давлением для применения в аэрокосмической отрасли.
Часто задаваемые вопросы
В1: Что означает сертификация AS 9100 для деталей, изготовленных методом литья под давлением?
Это средство достижения полной прослеживаемости от каждой отдельной частицы до готового продукта и обеспечения очень жесткого контроля над рисками. Фактически, с юридической точки зрения это необходимо для доступа к цепочке поставок в аэрокосмической отрасли, и это значительно снижает вероятность дефектов или отказов деталей из пластмассы, изготовленных методом литья под давлением.
В2: В чем заключается самая большая проблема при литье под давлением материалов PEEK?
Основная сложность заключается в том, что у этого материала очень высокая температура плавления (около 343 °C), поэтому пресс-формы для литья под давлением должны быть способны стабильно нагреваться как минимум до 180 °C, а уровень кристалличности должен строго контролироваться.
В3: Сколько циклов обычно может произвести алюминиевая форма?
В случае пластмасс без армирования алюминиевая форма может выдерживать до 10 000 циклов, однако, если материал армирован стекловолокном и форма подвергнута процессу закалки, она может прослужить до 3000 циклов, поэтому это хороший выбор для опытного образца.
Вопрос 4: Как обеспечить стабильность размеров деталей аэрокосмической отрасли?
Стабильность размеров деталей из пластмассы, изготовленных методом литья под давлением, может быть гарантирована , если толщина стенок оптимизирована с учетом особенностей литья под давлением , внутренние напряжения снимаются путем термической обработки после впрыска, и все это сочетается с прецизионной системой контроля температуры пресс-формы.
В5: Как снизить начальную стоимость пресс-формы для мелкосерийного производства деталей аэрокосмической отрасли?
Для экономии средств на проверке качества при массовом производстве мы предлагаем использовать быстросменные основания пресс-форм или алюминиевые пресс-формы для литья под давлением. Это дешевле, чем стандартные стальные пресс-формы для литья под давлением, и может привести к снижению стоимости пресс-формы более чем на 30%.
Вопрос 6: Может ли компания JS Precision производить литье с закладными элементами?
Безусловно! Мы обладаем обширным опытом в высокоточной технологии встраивания металлических нитей, датчиков или схем в пластиковые компоненты, изготовленные на заказ. Используя высококачественную оснастку для литья пластмасс под давлением, мы можем интегрировать детали и минимизировать этапы постобработки.
В7: Насколько целесообразно использовать детали, изготовленные методом литья под давлением, в качестве замены алюминиевых сплавов, применяемых в аэрокосмической отрасли?
Для не несущих нагрузку конструкционных элементов и деталей интерьера литые под давлением пластиковые компоненты из высокоэффективных пластмасс могут быть на 30–50% легче, чем соответствующие алюминиевые детали, поэтому их следует рассматривать как жизнеспособную альтернативу, позволяющую снизить вес и повысить коррозионную стойкость.
В8: Сколько времени обычно занимает изготовление деталей, отлитых под давлением, для аэрокосмической отрасли?
Изготовление прототипов пресс-форм для литья под давлением возможно всего за 2 недели. Изготовление серийных стальных пресс-форм, соответствующих стандартам AS 9100, обычно занимает от 5 до 8 недель, что позволяет выполнить требования сроков проекта заказчика.
Краткое содержание
Наличие партнера, обладающего опытом в области сертификации AS 9100 и являющегося экспертом в разработке современной оснастки для литья пластмасс под давлением, будет иметь решающее значение для успеха аэрокосмического проекта.
Мы сделали ориентацию на клиента приоритетом, сочетая ее с высокоточной обработкой и строгим контролем качества, что привело не только к преобразованию сложных конструкций для литья под давлением, но и к созданию высокоэффективных пластиковых компонентов, изготовленных методом литья под давлением, которые помогают клиентам сократить расходы, повысить эффективность и обеспечить безопасность.
Если вам требуются решения для литья под давлением, соответствующие аэрокосмическим стандартам, свяжитесь с командой экспертов JS Precision, чтобы получить отчет о DFM-проектировании и точную цену в течение следующих 24 часов. Вместе мы сможем обеспечить успех ваших аэрокосмических проектов.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

