
Spritzgegossene Kunststoffkomponenten tragen wesentlich zur Sicherheit und Effizienz von Luft- und Raumfahrtprojekten bei, bei denen ein Komponentenausfall irreversible Folgen haben kann.
Ein Partner, der nicht nur den Fertigungsprozess versteht, sondern auch die strengen Zertifizierungsstandards nach AS 9100 kennt, ist unerlässlich, um einen sicheren Flug und den Erfolg des Projekts zu gewährleisten.
Es heißt, dass durch die Wahl des richtigen Partners Bauteile um 30 bis 50 % leichter gemacht werden können, Formen so genau sein können, dass sie innerhalb von 0,005 mm liegen, die Entwicklungszeit um 40 % verkürzt werden kann und die Gesamtkosten um mehr als 30 % gesenkt werden können.
Dank seiner langjährigen Erfahrung im Bereich des Spritzgießens für die Luft- und Raumfahrt unterstützt JS Precision Kunden weltweit mit einer umfassenden Servicekette, die von der Designoptimierung bis zur Herstellung hochpräziser Spritzgusswerkzeuge reicht.
Kerninhaltsübersicht
Kernfragen | Schlüssellösungen | Technische Daten |
Sicherheit über den gesamten Lebenszyklus | Risikomanagement und vollständige Rückverfolgbarkeit gemäß dem AS 9100-Zertifizierungssystem. | Cpk ≥1,33 / 100 % Chargenrückverfolgbarkeit |
Gewichtsreduzierung von Metallteilen | Hochleistungspolymere (PEEK/PEI) ermöglichen den Ersatz von Stahl durch Kunststoff. | Gewichtsreduzierung 30–50 % / Zugfestigkeit bis zu 100 MPa+ |
Präzisions-Teiletoleranz | Herstellung von Werkzeugen für den Kunststoffspritzguss mit höchster Präzision. | Formgenauigkeit ±0,005 mm / Teilegenauigkeit ±0,02 mm |
Kurzer F&E-Zyklus und Kostenbeschränkungen | Aluminiumformen für die Schnellprüfung im Spritzgussverfahren. | Zyklus um 40 % verkürzt / Kosten um 30 % und mehr eingespart |
übermäßig komplexer Montageprozess | Insert Molding zur Erzielung multifunktionaler Integration. | Teileanzahl um 15 % reduziert / Oberfläche ohne Nachbearbeitung |
Wichtigste Erkenntnisse
- Priorisieren Sie die Einhaltung der Vorschriften: AS 9100 bildet die Grundlage für das Risikomanagement und die eindeutige Rückverfolgbarkeit von Bauteilen in der Luft- und Raumfahrtindustrie sowie der Verteidigungsindustrie.
- Werkstoffwissenschaft: Durch den Einsatz von Hochleistungsthermoplasten in Kombination mit einer wissenschaftlichen Konstruktion für das Spritzgießen wird eine Gewichtsreduzierung von mehr als 30 % erreicht.
- Technologie der Form: Werkzeuge für das Kunststoffspritzgießen bieten Toleranzen im Mikrometerbereich und eine komplexe Integration.
- Preisstrategie: Die Gesamtbetriebskosten werden durch eine deutliche Reduzierung der Nachbearbeitung mittels Aluminiumformen-Prototyping und DFM optimiert.
Spritzgegossene Kunststoffkomponenten: AS9100-Lösungen für die Luft- und Raumfahrt von JS Precision
Spritzgegossene Kunststoffkomponenten sind von zentraler Bedeutung für eine leichte und zuverlässige Konstruktion, und die Wahl eines geeigneten Lieferanten ist im Wesentlichen der erste Schritt zum Erfolg oder Misserfolg eines Projekts.
Mit JS Precision profitieren Sie von unserem jahrzehntelangen Know-how im Bereich Spritzguss für die Luft- und Raumfahrt, modernster Werkzeugtechnologie für Spritzgussformen und der strikten Einhaltung der AS 9100-Zertifizierungsstandards. All dies führt Sie zu den zentralen Servicegarantien für globale Luft- und Raumfahrtkunden.
Wir verfügen über langjährige Erfahrung in der Bereitstellung kundenspezifischer Kunststoffkomponenten für über 50 verschiedene Luft- und Raumfahrtunternehmen. Kabinenstrukturen, Treibstoffanschlüsse und Avionikgehäuse gehören zu den typischen Anwendungsbereichen, und Sie können sich darauf verlassen, dass wir Ihre Projektanforderungen exakt erfüllen.
Um nur ein Beispiel zu nennen: Wir hatten ein Projekt zur Unterstützung von PEEK-Treibstoffbehältern mit einer europäischen Fluggesellschaft. Die Herausforderungen des Kunden waren: eine überschwere Aluminiumlegierungshalterung, ein hohes Korrosionsrisiko durch Flugbenzin und die Notwendigkeit, kritische Toleranzen im Bereich von 0,02 mm einzuhalten – Probleme, mit denen auch Sie möglicherweise konfrontiert sind.
Durch die Wahl von uns und die Nutzung unserer Präzisions-Spritzgießwerkzeuge und Prozessoptimierungen konnten sie eine Gewichtsreduzierung der Teile um 42 % erzielen, 2.000 Stunden beschleunigter Alterungstests bestehen und die Gesamtkosten um 25 % senken.
Wir stellen sicher, dass alle unsere Lösungen die Rückverfolgbarkeitsanforderungen der AS9100:2016 erfüllen und bieten Ihnen eine weltweit anerkannte Qualitätssicherung für die Luft- und Raumfahrtindustrie bei gleichzeitiger effektiver Minimierung von Qualitätsrisiken.
Wenn Sie einen vertrauenswürdigen Partner in der Luft- und Raumfahrt-Spritzgussindustrie suchen, ist JS Precision bereit, Ihnen Fallstudien aus realen Projekten und Zertifizierungsberichte von Drittanbietern als Beweis unserer Kompetenzen vorzulegen . Dies gibt Ihnen mehr Sicherheit und Vertrauen in Ihre Entscheidung und hilft Ihnen, Kooperationsrisiken zu vermeiden.
Wenn Sie wissen möchten, wie spritzgegossene Kunststoffkomponenten die Probleme Ihres Projekts lösen können, kontaktieren Sie JS Precision, um innerhalb von 24 Stunden einen kostenlosen DFM-Bewertungsbericht und ein genaues Angebot zu erhalten.
Warum ist die AS 9100-Zertifizierung für Zulieferer von Spritzgussteilen für die Luft- und Raumfahrtindustrie unerlässlich?
Die AS 9100-Zertifizierung ist ein Muss für Zulieferer von Spritzgussprodukten für die Luft- und Raumfahrt.
Neben der Erfüllung der ISO 9001-Normen erfordert diese Zertifizierung das Management von Risiken, die spezifisch für die Luft- und Raumfahrt sind, die Kontrolle kritischer Merkmale und die Gewährleistung einer hundertprozentigen Rückverfolgbarkeit während des gesamten Prozesses, um die Wahrscheinlichkeit eines Bauteilausfalls selbst unter härtesten Bedingungen deutlich zu verringern .
Die Zusammenarbeit mit einem Lieferanten, der über diese Zertifizierung verfügt, bedeutet eine grundlegende Veränderung im Hinblick auf das Risiko von Qualitätsproblemen.
Wesentliche Unterschiede im Risikomanagement zwischen AS 9100 und ISO 9001
Der Hauptunterschied zwischen AS 9100 und ISO 9001 liegt im luft- und raumfahrtspezifischen Risikomanagement.
JS Precision führt für jedes Luft- und Raumfahrtteil eine umfassende Fehlermöglichkeits- und Einflussanalyse (FMEA) durch und hält den Prozess im Einklang mit dem kritischen Kennwert Cpk 1,33, was zu einer Produktqualifizierungsrate von über 99,4 % führt.
Eine derart sorgfältige Regulierung der Produktionsprozesse gewährleistet die Zuverlässigkeit des Produkts.
Anders ausgedrückt: Es ist, als hätte man für jedes Teil eine „doppelte Versicherung“, indem man den gesamten Prozess vom Entwurf bis zur Produktion im Auge behält und die Folgen von Teilefehlern für den Projektzeitplan und die Flugsicherheit minimiert.
Vereinbarung zur vollständigen Rückverfolgbarkeit über den gesamten Lebenszyklus und zur Aufbewahrung von Aufzeichnungen
JS Precision stellt eine lückenlose Rückverfolgbarkeit von den Rohmaterialchargen bis zu den Formgebungsparametern sicher und bewahrt sowohl elektronische als auch Papieraufzeichnungen über mehr als 10 Jahre gemäß den FAA-Standards auf, um Unfalluntersuchungen und die langfristige Wartung zu unterstützen.
Darüber hinaus erfasst dieses System auch die gesamte Verarbeitungs- und Nutzungsgeschichte von Spritzgusswerkzeugen.

Abbildung 1: Eine große Flugzeugtriebwerksmontage in einer sauberen, organisierten Fabrikhalle, mit Teilebehältern und Ausrüstung in der Nähe.
Wie löst das Spritzgießen in der Luft- und Raumfahrt das Dilemma zwischen Gewicht und Festigkeit?
Projekte in der Luft- und Raumfahrt stellen eine enorme Herausforderung dar, da sie ein ausgewogenes Verhältnis zwischen Gewicht und Festigkeit der verschiedenen Komponenten erfordern. Eine der wichtigsten Methoden zur Lösung dieses Problems ist das Spritzgießen für die Luft- und Raumfahrt.
Durch den einfachen Austausch von Metallteilen gegen Hochleistungskunststoffe wie PEEK, PPS und PEI lässt sich das Gewicht um 30–50 % reduzieren. Darüber hinaus weisen diese Kunststoffe auch bei Temperaturen über 200 °C eine sehr hohe Steifigkeit auf.
Darüber hinaus gelingt es uns durch die sehr präzise Steuerung der Ausrichtung der Molekülketten beim Spritzgießen, die Dauerfestigkeit komplizierter Teile zu erreichen, die die Materialnormen FAA AC 20-107B vollständig erfüllen.
Anwendungen der physikalischen Eigenschaften von Hochleistungsthermoplasten (PEEK/Ultem)
Jeder Typ von Hochleistungsthermoplasten weist unterschiedliche Eigenschaften, Vorteile und Anwendungsgebiete in der Luft- und Raumfahrtindustrie auf. Spezifische Leistungsdaten sind in der folgenden Tabelle aufgeführt:
Materialname | Zugfestigkeit (MPa) | Langzeit-Betriebstemperatur (℃) | Gewichtsreduktionsrate (%) | FST-Bewertung | Anwendungsszenarien |
SPÄHEN | 100-150 | 260 | 40-50 | UL94-V0 | Kraftstoffanschlüsse, hochtemperaturbeständige Strukturbauteile. |
PEI (Ultem 9085) | 85-100 | 170 | 35-45 | FST-Pass | Kabinenstrukturhalterungen, Avionikgehäuse. |
PPS | 70-90 | 200 | 30-40 | UL94-V0 | Elektrische Steckverbinder, Hochtemperaturdichtungen. |
30 % glasfaserverstärktes PEEK | 150-180 | 260 | 35-45 | UL94-V0 | Hochfeste, tragende Bauteile. |
Aluminiumlegierung für die Luft- und Raumfahrt | 200-300 | 150 | 0 | Keiner | Traditionelle tragende Bauteile. |
PEEK ist beständig gegen Korrosion durch Flugbenzin, und Ultem 9085 erfüllt die FST-Normen für flammhemmende Kabineninnenausstattungen. Durch die Wahl eines geeigneten Materials lassen sich zudem Gewicht und Kosten gleichzeitig reduzieren.
Der Einfluss der Kristallinitätskontrolle auf die Leistungsfähigkeit komplexer Strukturbauteile
Der Kristallinitätsgrad des Polymermaterials ist der Hauptfaktor, der die Leistungsfähigkeit des aus Hochleistungskunststoff gefertigten Endprodukts bestimmt.
JS Precision verwendet ein Formtemperaturregelungssystem mit einer Temperaturdifferenz von ±1℃ zur Optimierung der Kristallinität. Dadurch können Verformungen komplexer Strukturbauteile effektiv vermieden, die Dimensionsstabilität sichergestellt und die Zuverlässigkeit der Teile auch unter extremen Bedingungen gewährleistet werden.
Die präzise Steuerung der Kristallinität ist, als würde man den Bauteilen ein "starkes Skelett" geben, das selbst extremen Temperaturen in großer Höhe standhält, formstabil bleibt und so Verformungen und Ausfälle verhindert, die andernfalls einen erheblichen Wartungs- und Nachbearbeitungsaufwand erfordern würden.
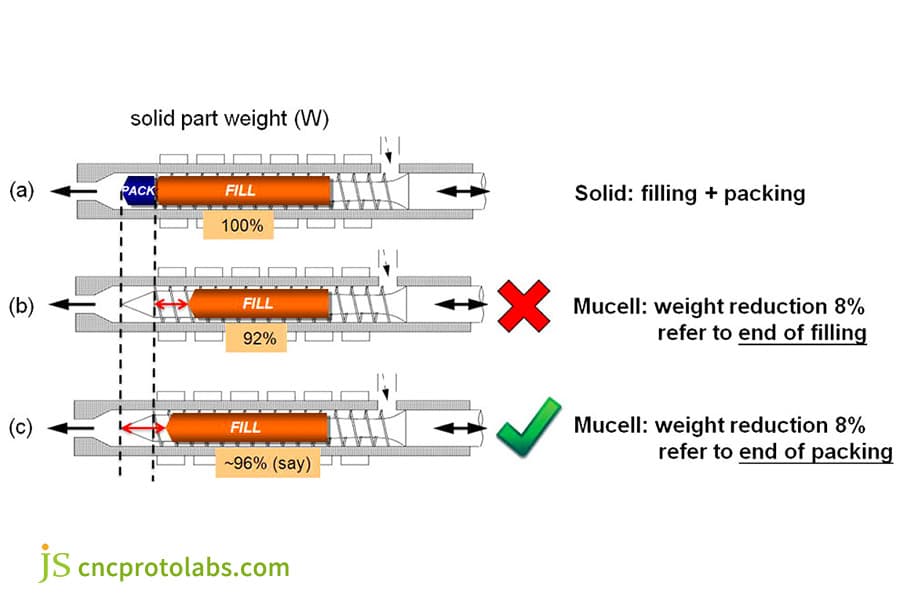
Abbildung 2: Ein technisches Diagramm zum Vergleich der Gewichtsveränderungen von Kunststoffteilen für die Luft- und Raumfahrt unter verschiedenen Spritzgieß- und Nachdruckverfahren.
Wie lassen sich komplexe Geometrien beim Design für den Spritzguss optimieren?
Die größte Herausforderung bei der Konstruktion für das Spritzgießen besteht darin, komplexe geometrische Bauteile für die Luft- und Raumfahrt zu optimieren, bei denen Gewichtsreduzierung und Formstabilität in Einklang gebracht werden müssen.
JS Precision analysiert die Konstruktion gründlich im Hinblick auf die Fertigung, um innere Spannungen durch ungleichmäßige Wandstärken zu vermeiden, entwirft wissenschaftlich Verstärkungsrippen, um die Teile widerstandsfähiger gegen Stöße zu machen, und verwendet Moldflow-Simulationen zur Verformungsvorhersage, damit es zu keinen Änderungen der Teiletoleranzen kommt.
Lösung für die Auslegung von Verstärkungsrippen und die Einhaltung einer gleichmäßigen Wandstärke
Das höchste Verhältnis von Verstärkungsrippen zu Grundwandstärke, bei dem die Oberflächenschrumpfung noch vollständig vermieden wird, liegt bei 0,4–0,6. Darüber hinaus reduziert ein zusätzlicher Entformungsschrägwinkel von 0,5–2 Grad die Entformungsspannung, beugt nicht nur Kratzern und Verformungen am Bauteil vor , sondern verringert auch die Ausschussquote.
Die Rolle der Moldflow-Simulation bei der Verformungsvermeidung
Mithilfe der Moldflow-Software können wir jeden Spritzgießschritt verfolgen und so den Verzugsgrad des Teils im Voraus abschätzen, woraufhin wir unsere Lösung entsprechend anpassen können.
Dank dieser Methode wird die Maßabweichung zwischen dem Formteil und dem CAD-Modell auf unter 0,1 mm begrenzt, was zu weniger Probeformungen und einem kürzeren Entwicklungszyklus führt.
Wie stellt man Spritzgussformen her, die die Toleranzen im Mikrometerbereich der Luft- und Raumfahrtindustrie erfüllen?
Spritzgussformen für die Luft- und Raumfahrtindustrie erfordern Präzisionstoleranzen im Mikrometerbereich. Da Präzisionsformen das Herzstück des Systems bilden, wählt JS Precision widerstandsfähige Formenstähle wie H13 und S136.
Diese hochwertigen Materialien tragen in Kombination mit fein bearbeiteten Angusskanälen und einem hocheffizienten Temperaturregelungssystem dazu bei, eine stabile Toleranz von 0,005 mm während der Produktion mit langen Zykluszeiten zu gewährleisten.
Auswahl von Formstahl und hochpräzise CNC-/EDM-Bearbeitungsprozesse
Die Art des Formstahls und das Bearbeitungsverfahren bestimmen direkt die Präzision und Lebensdauer. Spezifische Parameter sind in der folgenden Tabelle aufgeführt:
Formmaterial | Verarbeitungstechnologie | Formgenauigkeit (mm) | Oberflächenrauheit (Ra, μm) | Anwendbare Materialien | Schimmelpilzlebensdauer (Aufnahmen) |
H13 Stahl | CNC + Drahterodieren | ±0,005 | ≤0,2 | Hochtemperaturkunststoffe wie PEEK und PEI. | Mehr als 500.000 |
S136 Stahl | CNC + EDM | ±0,008 | ≤0,15 | Hochpräzise Zierteile, Teile in optischer Qualität. | Mehr als 400.000 |
QC-10 Aluminium | ±0,01 | ≤0,3 | Prototypen, Kleinserienteile. | 3.000-10.000 | |
P20 Stahl | Gewöhnliche CNC-Bearbeitung | ±0,02 | ≤0,4 | Gewöhnliche technische Kunststoffteile. | Mehr als 300.000 |
Hart eloxiertes Aluminium | CNC-Bearbeitung + Anodisierung | ±0,012 | ≤0,25 | Glasfaserverstärkte Kunststoffteile. | 5.000–8.000 |
Zur Gewährleistung der Dimensionsstabilität der Form führen wir eine Vakuumwärmebehandlung durch.
Darüber hinaus führen wir eine strenge Überwachung der Genauigkeit der Drahterosion und der Oberflächenrauheit durch, was nicht nur dazu beiträgt, dass die Formen ihre Präzision langfristig beibehalten, sondern auch die Wartungskosten der Kunden dadurch reduziert werden.
Hocheffiziente Temperaturregelung und Angusskanalsystem für Hochtemperatur-Kunststoffe in der Luft- und Raumfahrt
Temperaturbeständige Materialien wie PEEK schmelzen teilweise, da ihr Schmelzpunkt bei bis zu 380 °C liegt. JS Precision verwendet daher spezielle Formtemperaturregler für seine Formen, um die Temperatur zu stabilisieren.
Neben dieser Maßnahme ist das Entlüftungssystem jedoch so optimiert, dass eine Zersetzung bei hohen Temperaturen oder eine Gasverkohlung durch Einschluss, die beim Drehen wahrscheinlich ist, verhindert wird , was zu einer hohen Teileausbeute führt.
Benötigen Sie Formen mit Mikrometergenauigkeit? Senden Sie uns Ihre Teilezeichnungen, JS Precision entwickelt für Sie eine individuelle Lösung zur Herstellung von Spritzgussformen und erstellt Ihnen präzise Angebote.
Wann sollte man Aluminiumformen für das Spritzgießen in der Luft- und Raumfahrt-Prototypenfertigung wählen?
Aluminiumformen für den Spritzguss sind die ideale Lösung für die Validierungsphase T0-T3 von Luft- und Raumfahrtbauteilen. Ihre Arbeitsgeschwindigkeit ist 40 % höher als die von Stahlformen, und dank ihrer hervorragenden Wärmeleitfähigkeit verkürzt sich der Formgebungszyklus.
Darüber hinaus sind sie in der Lage, Kleinserienprüfungen an hochglasfaserverstärkten Werkstoffen nach der Hartanodisierung durchzuführen, wodurch die Kosten in der Prototypenphase gesenkt werden.
Kosten- und Zyklusvorteil von Aluminiumformen während der Validierungsphase (T0-T3)
Die Verarbeitungszeit von QC-10-Aluminium ist über 40 % kürzer als die von P20-Stahl. Zudem ist die Verwendung von Aluminiumformen in der Prototypenphase 30 % günstiger als die von Stahlformen . Dies ist ein effektiver Weg, um die Anfangsinvestitionen und Projektrisiken zu kontrollieren.
Verkürzung des Formgebungszyklus und Verbesserung der Teilequalität durch hohe Wärmeleitfähigkeit
Aluminium erzeugt viermal schneller Wärme als herkömmlicher Stahl, was zu einer schnelleren Abkühlung und einer Verkürzung des Formgebungsprozesses führt. Zudem verbessert es die Bauteilabmessungen durch die Reduzierung innerer Spannungen.
Darüber hinaus kann man sich auch bei einem hohen Anteil an Glasfasern auf die verschleißfeste Behandlung des Aluminiums verlassen und so die Qualität des Prototypenteils sicherstellen.
Wie lässt sich die Nachbearbeitung durch den Einsatz moderner Werkzeuge für den Kunststoffspritzguss reduzieren?
Die Nachbearbeitung erhöht die Kosten und den Zyklus von Spritzgussteilen für die Luftfahrtindustrie, und fortschrittliche Werkzeuge für den Kunststoffspritzguss können dieses Problem effektiv lösen.
Mithilfe von Verfahren wie dem Einlegeverfahren oder dem Zweikomponenten-Formverfahren fertigt JS Precision Metallhülsen, Stopfen und ähnliche Teile direkt in der Form. Dadurch entfällt die nachträgliche Nachbearbeitung, und die Passgenauigkeit sowie die Langlebigkeit der Teile werden verbessert.
Einlegetechnik ermöglicht funktionale Integration
Mitten im Fertigungsprozess werden beim Einlegeverfahren Metallgewinde direkt in Kunststoffformen eingeschoben. Anstatt die Teile später übereinanderzustapeln, werden sie während des Formgebungsprozesses eingeschlossen.
Durch diese Umstellung werden überflüssige Bauteile entfernt, die das Volumen erhöhen. Die Festigkeit erhöht sich, da sich die Verbindungen auf einer tieferen Ebene ausbilden. Bei einem Projekt zur Herstellung von Flugzeugelektronik konnte die Anzahl der Bauteile um 15 Prozent reduziert werden. Der Zeitaufwand für das Verbinden dieser Bauteile sank um fast ein Fünftel. Die Zugfestigkeit stieg um drei Zehntel gegenüber dem vorherigen Wert.
Geringere Kosten durch besseres Oberflächenqualitätsmanagement
Wie erreicht JS Precision die SPI A-1-Glanz? Durch die präzise Kontrolle der Spritzgießwerkzeuge und des Spritzgießprozesses. Das makellose Ergebnis wird ohne nachträgliche Lackschichten erzielt. Weniger Arbeitsschritte bedeuten geringere Kosten – jedes Teil wird über 15 % günstiger. Durch den Wegfall zusätzlicher Arbeitsschritte summieren sich die Einsparungen schnell.
Möchten Sie die Nachbearbeitungskosten durch Werkzeuge für den Kunststoffspritzguss reduzieren? Sehen Sie sich die erfolgreichen Fallstudien von JS Precision zum Thema Insert Molding an und profitieren Sie von unserer bewährten Erfahrung.
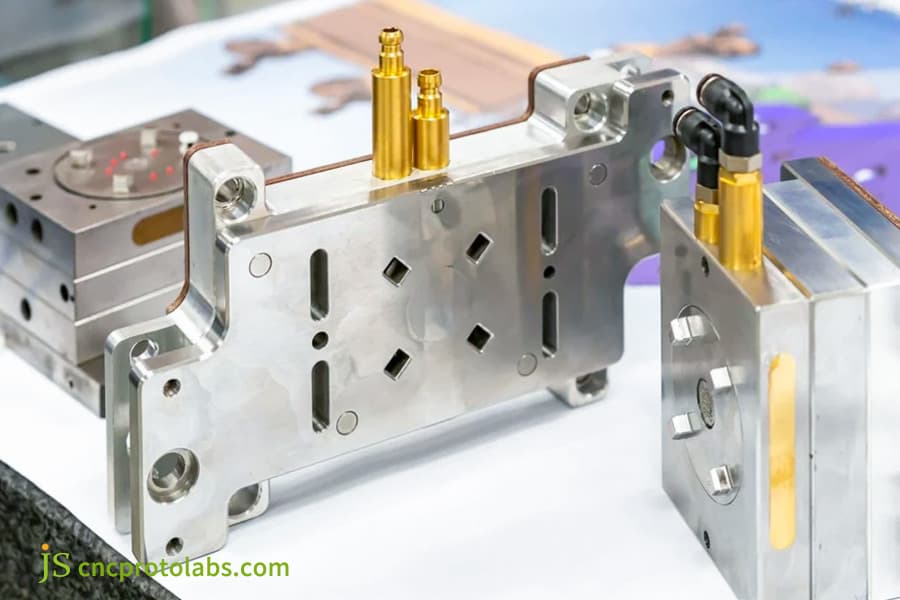
Abbildung 3: Nahaufnahme einer komplexen, hochpräzisen Aluminium-Spritzgießform mit mehreren Kanälen und Verbindungen.
Wie lässt sich die Resilienz der Lieferkette von Zulieferern für kundenspezifische Kunststoffkomponenten bewerten?
Im Mittelpunkt der Lieferantenbewertung für kundenspezifische Kunststoffkomponenten steht die Fähigkeit der Lieferanten, Herausforderungen in der Lieferkette zu bewältigen.
Um widerstandsfähig zu sein, wird von den Lieferanten erwartet, dass sie FST-Materialien nach FAA/EASA-Standard vorrätig halten und durch VMI-Bestandsverwaltungssysteme und frühzeitige Designzusammenarbeit in der Lage sind, die langen Vorlaufzeiten und die sehr begrenzten Losgrößen der Luft- und Raumfahrtindustrie zu bewältigen und so das Risiko von Lieferkettenunterbrechungen zu minimieren.
Materialzertifizierung und Einhaltung der FAA/EASA-Standards
Bei der Lieferantenbewertung muss besonderes Augenmerk auf die Validierung der COC-Konformitätszertifikate, der UL94-V0-Brandschutzzertifizierung und der FST-Prüfberichte gelegt werden, um sicherzustellen, dass die Materialien den Luft- und Raumfahrtnormen entsprechen.
JS Precision bietet beispielsweise eine breite Palette von Werkstoffen an, die streng zertifiziert sind und deren vollständige Konformitätsdokumentation jederzeit verfügbar ist.
Geschäftliche Zusammenarbeit von kollaborativem Design (EPI) bis hin zu flexibler Lieferung
Durch sein Early Intervention in Design (EPI)-Programm konnte JS Precision etwa 80 % der späteren Konstruktionsänderungen der Kunden vorbeugen und eliminieren. Mit einem VMI-Bestandsmodell ist das Unternehmen in der Lage, auf Schwankungen der Marktnachfrage zu reagieren, indem es Teile rechtzeitig bereitstellt und somit keine Unterbrechungen der Lieferkette erleidet.
JS Precision Fallstudie: Präzisionsgewichtsreduzierungskonzept für die PEEK-Treibstoffhalterung eines Flugzeugs
Die größte Herausforderung bei einem Projekt zur Entwicklung von PEEK-Treibstoffhalterungen für eine internationale Fluggesellschaft war das PEEK-Material selbst. Die ursprünglich verwendete Halterung aus Aluminiumlegierung war schwer und anfällig für Treibstoffkorrosion.
Der Kunde forderte eine Ebenheit von 0,1 mm bei 150 °C und eine sehr enge Toleranz von 0,02 mm für das kritische Passungsmaß, was mit herkömmlichen Metallbearbeitungsmethoden eine große Herausforderung darstellte.
Aufgetretene Probleme
Die Prototypen mussten innerhalb von acht Wochen vom Kunden freigegeben werden, und die Teilekosten sollten im Vergleich zur ursprünglichen Aluminiumhalterung um mehr als 20 % gesenkt werden. Hauptproblem war die erhebliche Schrumpfung von PEEK, die zu Verformungen der spritzgegossenen Kunststoffteile und einem Verlust der Fertigungsgenauigkeit führte.
Erkenntnisse und Erfahrungen
Da die Schrumpfungsrate von PEEK unterschätzt wurde, war die erste Charge der Teile um mehr als 0,5 mm verzogen und hat den Test nicht bestanden.
Wichtigste Erkenntnisse: Bei der Konstruktion von Spritzgussteilen ist der Einsatz fortschrittlicher thermodynamischer Kopplungssimulationen erforderlich. Außerdem sollte die Temperaturregelung der Form in der Lage sein, die Temperatur verschiedener Bereiche unabhängig voneinander anzupassen, um ungleichmäßige Abkühlung und Schrumpfung auszugleichen.
Lösung
Um die Probleme unseres Kunden zu lösen, haben wir eine umfassende Lösung entwickelt, die dessen Vorteile in den Mittelpunkt stellt:
1. Designoptimierung:
Durch die Anwendung eines Design-for-Injection-Molding-Verfahrens wandelten wir das massive Metallbauteil in eine wissenschaftlich entwickelte, I-Träger-verstärkte Struktur um. Dies verbesserte nicht nur das Verhältnis von Steifigkeit zu Gewicht, sondern reduzierte auch den Materialverbrauch , was zu einer weiteren Kostenreduzierung von 10 % führte.
2. Formverbesserung:
Wir verwendeten Spritzgusswerkzeuge mit einer Form aus hochhartem H13-Stahl, die einer 48-stündigen Vakuumspannungsarmglühung unterzogen wurde, um die thermische Stabilität der Form zu gewährleisten. Die Genauigkeit konnte innerhalb von 0,005 mm gehalten werden.
3. Prozesssteuerung:
Wir verwendeten PEEK mit 30 % Glasfaseranteil und einen speziellen Formtemperaturregler, um die Form auf über 180 °C zu erhitzen und zu halten. Der Einspritzdruck wurde konstant bei 140 MPa gehalten, um eine gleichmäßige Materialfüllung und eine stabile Kristallinität zu erzielen.
Endergebnisse:
Die umgesetzte Lösung führte zu bemerkenswerten Ergebnissen : Die Bauteile waren 42 % leichter, der Kunde sparte 100.000 US-Dollar pro Jahr an Treibstoffkosten, 2.000 Stunden beschleunigter Alterungs- und Treibstoffimmersionstests ergaben eine 100%ige Maßgenauigkeit, eine Reduzierung der Gesamtkosten um 25 % und die Projektabwicklung erfolgte eine Woche früher als geplant.
Stehen Sie vor ähnlichen Herausforderungen bei der präzisen Gewichtsreduzierung? Kontaktieren Sie die Ingenieure von JS Precision für eine maßgeschneiderte Lösung für Kunststoffkomponenten.
Abbildung 4: Eine hochpräzise, geometrisch komplexe schwarze Kunststoffhalterung, die das Ergebnis des fortschrittlichen Spritzgussverfahrens für Anwendungen in der Luft- und Raumfahrt veranschaulicht.
Häufig gestellte Fragen
Frage 1: Was bedeutet die AS 9100-Zertifizierung für Spritzgussteile?
Es ermöglicht die vollständige Rückverfolgbarkeit jedes einzelnen Partikels bis zum fertigen Produkt und gewährleistet eine sehr strenge Risikokontrolle. Tatsächlich ist es aus rechtlicher Sicht eine Voraussetzung für den Zugang zur Lieferkette der Luft- und Raumfahrtindustrie und reduziert die Wahrscheinlichkeit von Fehlern oder Ausfällen bei spritzgegossenen Kunststoffteilen erheblich.
Frage 2: Was ist die größte Herausforderung beim Spritzgießen von PEEK-Materialien?
Die Schwierigkeit liegt hauptsächlich darin begründet, dass es einen sehr hohen Schmelzpunkt (etwa 343) hat, weshalb die Spritzgussformen in der Lage sein müssen, sich stabil auf mindestens 180 zu erhitzen, und der Kristallinitätsgrad streng kontrolliert werden muss.
Frage 3: Wie viele Zyklen kann eine Aluminiumform typischerweise produzieren?
Bei unverstärkten Kunststoffen kann eine Aluminiumform bis zu 10.000 Zyklen erreichen. Bei glasfaserverstärktem Material und nach einem Härteprozess kann die Form jedoch 3.000 Zyklen lang verwendet werden und ist daher eine gute Wahl für einen Prototypentest.
Frage 4: Wie kann die Dimensionsstabilität von Luft- und Raumfahrtbauteilen sichergestellt werden?
Die Dimensionsstabilität von spritzgegossenen Kunststoffteilen kann gewährleistet werden , wenn die Wandstärke durch eine spritzgussgerechte Konstruktion optimiert wird , innere Spannungen durch eine Wärmebehandlung nach dem Einspritzen abgebaut werden und all dies mit einem präzisen Formtemperaturregelungssystem verbunden ist.
Frage 5: Wie lassen sich die anfänglichen Werkzeugkosten für Kleinserien von Luft- und Raumfahrtteilen senken?
Um bei der Überprüfung der Serienproduktion Kosten zu sparen, empfehlen wir den Einsatz von Schnellwechsel-Formbasen oder Aluminiumformen für den Spritzguss. Dies ist kostengünstiger als herkömmliche Stahlformen und kann die Formkosten um mehr als 30 % senken.
Frage 6: Kann JS Precision Spritzguss anbieten?
Absolut! Wir verfügen über umfassende Erfahrung im präzisen Einbetten von Metallgewinden, Sensoren oder Schaltkreisen in kundenspezifische Kunststoffbauteile. Dank modernster Spritzgusswerkzeuge können wir Bauteile integrieren und die Nachbearbeitungsschritte minimieren.
Frage 7: Wie praktikabel sind Spritzgussteile als Ersatz für Aluminiumlegierungen in der Luft- und Raumfahrt?
Bei nicht tragenden Strukturteilen und Innenausstattungsteilen können spritzgegossene Kunststoffkomponenten aus Hochleistungskunststoffen 30 bis 50 % leichter sein als die entsprechenden Aluminiumteile. Daher sollten sie als praktikable, gewichtssparende und korrosionsbeständige Alternative in Betracht gezogen werden.
Frage 8: Wie lange dauert die Herstellung von spritzgegossenen Teilen für die Luft- und Raumfahrt in der Regel?
Prototypen von Spritzgussformen können innerhalb von nur zwei Wochen gefertigt werden . Die Herstellung von Serienformen aus Stahl nach AS 9100 dauert in der Regel fünf bis acht Wochen und erfüllt somit die Anforderungen der Kundenprojekte.
Zusammenfassung
Ein Partner, der über Kenntnisse in der AS 9100-Zertifizierung und Expertise im Bereich fortschrittlicher Werkzeuge für das Kunststoffspritzgießen verfügt, ist ein entscheidender Faktor für den Erfolg eines Luft- und Raumfahrtprojekts.
Wir haben die Kundenorientierung zu einer Priorität gemacht und diese mit präziser Verarbeitung und strenger Qualitätskontrolle verbunden. Das Ergebnis ist nicht nur die Transformation komplizierter Konstruktionen für den Spritzguss, sondern auch die Herstellung von Hochleistungs-Spritzgussteilen aus Kunststoff, die unseren Kunden helfen, Kosten zu senken, die Effizienz zu steigern und die Sicherheit zu erhöhen.
Suchen Sie nach Spritzgusslösungen nach Luft- und Raumfahrtstandard? Dann kontaktieren Sie das kompetente Team von JS Precision für Ihren DFM-Prüfbericht und ein präzises Angebot innerhalb der nächsten 24 Stunden. Gemeinsam bringen wir Ihre Luft- und Raumfahrtprojekte zum Erfolg.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

