

注塑成型的塑料部件是医疗器械制造中至关重要的核心部件。即使加工精度仅超出设定公差几微米,也可能导致装配失败,此外还存在监管风险和安全隐患。
面对非常严格的国际监管环境,合作伙伴必须能够达到 0.01 毫米的精度,并在 ISO 13485 质量体系下运作,才能取得最终的成功。
JS Precision致力于为全球医疗客户提供高质量的精密注塑成型解决方案。凭借其经验丰富的注塑模具制造设施,JS Precision能够切实解决客户在精度、合规性和成本方面的根本性难题。
核心答案概述
核心维度 | 关键解决方案 | 核心价值 |
|---|---|---|
精确控制 | ±0.01mm 精度的塑料注塑模具 | 确保医疗组件零缺陷组装,降低产品返工成本。 |
遵守 | ISO 13485认证的生产体系 | 简化FDA/CE认证流程,降低合规风险。 |
成本优化 | 早期干预(ESI)和DFM设计 | 模具返工率降低 30% 以上,从而降低长期投资。 |
材料应用 | 高性能聚合物和高密度聚乙烯注塑成型 | 满足不同级别的生物相容性和灭菌要求,可适应各种不同的应用场景。 |
要点总结
- 合规依据: ISO 13485 是医疗注塑成型服务的最低标准,也是客户产品进入全球市场的途径。
- 技术专长:我们通过模流分析和随形冷却技术,将公差锁定在 0.01 毫米,从而确保产品的精度和稳定性。
- 风险预防:通过适时的 DFM 步骤,几乎可以检测出 95% 的制造缺陷,从而缩短 20% 的开发周期并降低时间成本。
- 多功能性:我们拥有完善的 HDPE 和高性能 PEEK 材料的收缩控制技术,可用于不同的医疗环境。
注塑成型塑料组件:JS Precision 提供医疗级精密制造服务
医疗器械的安全性和市场竞争力从根本上取决于注塑成型塑料部件的精度和一致性。正因如此,JS Precision 深耕医疗注塑成型领域,并随时准备为您提供这方面的支持。
作为一家专注于医用级注塑成型的公司,JS Precision 能够为您提供公差为 0.005mm 的塑料注塑模具制造服务,同时成型后的产品精度可靠地达到 0.01mm,从而完全满足您对医疗器械微米级公差的要求。
JS Precision 严格遵守ISO 13485:2016 和FDA 21 CFR Part 820 标准。我们对从原材料到成品的整个流程进行全面管控,从而帮助您降低合规风险并确保产品质量。
选择 JS Precision,您将获得远超行业平均水平的服务保障,从而帮助您降低生产风险和成本。借助 Moldflow 模流分析,您可以有效预防产品收缩和翘曲等缺陷。
在模具制造方面,JS Precision 采用 S136 高性能钢材,不仅即使经过数百万次循环也能保持尺寸稳定性,而且还能大幅降低模具更换的投资。
JS Precision 为一家欧洲医疗公司的胰岛素泵外壳项目改进了塑料注射模具和注射成型工艺的设计和性能。
我们的努力使16腔模具的尺寸波动从0.05毫米控制在0.015毫米以内,废品率从8%降低到0.2%。这使您也能实现类似的成本节约和产量提升。
JS Precision 在医疗注塑成型领域拥有悠久的历史,其客户遍布全球 50 多家医疗公司,业务涵盖诊断设备、植入式医疗器械、医疗包装等领域。
我们的注塑成型塑料组件经过生物相容性测试,并且与多种灭菌方法兼容,使您的产品无需额外投资即可满足不同使用场景的要求。
如果您在医用级注塑塑料组件的精度和合规性方面遇到困难,请联系 JS Precision 的工程团队,获取免费的定制 DFM 分析报告,以快速明确项目的可行性和成本预算。
为什么ISO 13485认证对医疗注塑成型公司如此重要?
ISO 13485 认证对于进入全球医疗市场的医疗注塑成型公司来说至关重要,是质量稳定性的核心保证,有助于降低 FDA 或 CE 审核的可能性。
JS Precision 作为一家获得认证的公司,严格遵循标准和官方ISO 13485:2016 标准,为客户提供合规解决方案。
由于该系统无需在生产合规管理方面进行额外投资,客户可以将更多资源分配给研发活动,从而降低审计失败的几率。
全程可追溯性和风险管理
JS Precision 通过使用 IQ/OQ/PQ 设备测试和 DHR 记录系统,实现了其运营的完全可追溯性。
该系统会为每批注塑成型的塑料部件创建单独的记录,从而能够在短短一小时内找出根本原因。这一流程有助于客户更轻松地应对审核,同时提升其质量控制水平。
该系统为每个生产批次提供完整的记录,显示从原材料到成品的全部加工步骤,这有助于在出现问题时识别根本原因。
洁净室控制和生物安全
医用级注塑成型塑料部件对生产环境有极高的要求。
JS Precision 使用 10,000 级洁净室,温度控制在 23±2℃,湿度控制在 50±5%,并配备空气过滤系统,定期进行测试以去除微尘污染,保持产品生物安全。
要了解有关 JS Precision ISO 13485 认证的详细流程和控制标准的更多信息,您可以下载免费白皮书,快速掌握医疗注塑成型公司的核心合规要点。

图 1:一个现代化、干净的注塑车间,配备自动化机械(NEX110III、NEX120)和身穿防护服的技术人员,展示了符合 ISO 13485 标准的受控生产条件。
如何优化注塑模具以实现微米级医疗精度?
注塑模具的质量基本上决定了注塑成型塑料部件所能达到的最大精度。
JS Precision 选择 S136 钢材、精密数控加工和模流分析技术,以 0.01 毫米的公差来制造模具,以确保精度,同时延长模具的使用寿命,降低客户的总体成本。
用于预防收缩和翘曲的模流分析
在注塑模具设计过程中,JS Precision 使用 Moldflow 软件模拟 120MPa 压力下的熔体行为,从而调整浇口的位置、尺寸和数量。这样可以避免收缩和翘曲,并保持产品的尺寸精度。
举例来说,这就像预先画好水流路径,避免水流到死角或堵塞。这样,水(熔化物)就能均匀地流过每个角落,不会出现积水(类似于产品缺陷)。
高硬度不锈钢和持久耐用的模具维护
我们的注塑模具选用硬度为HRC 48-52的S136不锈钢。它不仅耐腐蚀、耐磨损,而且能够承受数百万次的循环使用。此外,我们还为客户提供完整的模具维护系统,帮助他们降低模具更换成本。
模具钢型 | 硬度(HRC) | 耐腐蚀性 | 使用寿命(10,000 次循环) | 兼容材料 |
|---|---|---|---|---|
S136 | 48-52 | 出色的 | 500+ | PEEK、PC、HDPE |
H13 | 45-48 | 好的 | 300-500 | PC/ABS,PP |
P20 | 30-35 | 一般的 | 100-300 | 普通医用级聚丙烯 |
SUS420 | 50-55 | 出色的 | 600+ | 腐蚀性医用塑料 |
如何在复杂零件注塑模具挑战中确保结构强度和密封性?
医疗器械部件已经小型化,但对强度的要求却更高。这不仅增加了其设计的复杂性,也增加了零件注塑模具的制造难度。
JS Precision通过现代注塑成型技术和精密嵌件技术创新性地解决了填充和密封问题,使客户能够减少产品废料,并在市场上更具竞争力。
薄壁成型和压力平衡
如果零件的壁厚小于 0.5 毫米,JS Precision 将采用 150-180 兆帕的高压和 50-80 毫米/秒的高速注塑成型。
此外,注塑成型参数将与保压压力和模具温度相平衡,以实现均匀填充的熔体,这将有助于防止零件脆化和变形,从而使零件的结构强度清晰可见。
嵌件成型可靠性评估
JS Precision充分利用注塑模具设计阶段的结构优化,使金属嵌件与基材之间的结合强度提高了一倍。拉伸测试保证了超过500N的连接强度,从而防止嵌件脱落,确保医疗组件的安全。

图 2:特写镜头,双手在工作台上精心组装一个小型、复杂的金属和塑料部件,展示了复杂医疗器械组装所需的精度。
HDPE注塑成型何时是医疗器械的正确选择?
由于其优异的化学稳定性和极低的吸水率,高密度聚乙烯(HDPE)近年来在医疗包装领域占据了主导地位。在医疗注塑成型领域, HDPE注塑成型是主要发展方向之一。
JS Precision 通过精确的收缩补偿和模具温度控制,解决了其 1.5%-3.0% 的高收缩率问题,不仅满足了批量生产中尺寸的一致性,而且提高了客户产品的成本效益。
HDPE在生物相容性应用中的优势
高密度聚乙烯(HDPE)符合ISO 10993生物相容性标准。它无毒、无刺激性、耐化学腐蚀且具有良好的冲击强度,是诊断和医疗设备以及医疗包装制造中最常用的材料。
JS Precision 生产的医用级 HDPE 已经过生物相容性测试,可以投入生产使用。
控制高结晶材料中的尺寸波动
高密度聚乙烯(HDPE)的高结晶度是其尺寸稳定性差的原因之一。JS Precision采用两阶段保压曲线:
第一阶段将压力保持在 100-120 MPa 5-8 秒,第二阶段将压力保持在 60-80 MPa 3-5 秒,这样可以实现均匀结晶,尺寸偏差可控制在 0.02 毫米以内。
HDPE注塑成型参数 | 参数范围 | 功能 | 尺寸偏差控制效果 | 适用产品类型 |
|---|---|---|---|---|
注射温度 | 180-220℃ | 确保高密度聚乙烯完全熔化 | ±0.02毫米 | 医用包装瓶 |
注射压力 | 80-120兆帕 | 确保完全熔化填充 | ±0.015毫米 | 一次性采样管 |
模具温度 | 40-60℃ | 控制结晶速率 | ±0.02毫米 | 诊断仪器外壳 |
保持时间 | 8-12岁 | 减少冷却收缩 | ±0.01毫米 | 高精度医疗配件 |
如果您不确定您的产品是否适合 HDPE 注塑成型,您可以提交您的产品图纸,JS Precision 将为您提供免费的材料兼容性分析和生产成本计算。
为什么选择具有DFM经验的医用塑料组件制造商?
拥有DFM经验的医用塑料组件制造商可以降低客户的项目风险。
例如,JS Precision 在设计初期就介入,提供 DFM 分析以优化拔模角度和分型面。客户可从这种方法中受益,降低模具成本 15%-30%,减少迭代次数,并缩短生产周期。
早期干预(ESI)在降低返工率中的作用
JS Precision 团队成员在工作初期就积极参与,创建 DFM 报告,以反映注塑成型塑料部件的生产要求。
通过这种方式,可以发现并建设性地解决设计问题,从而降低模具返工率 30% 以上,缩短开发周期 20%,并加快产品上市速度。
灭菌环境材料选择指南
根据客户的灭菌要求,JS Precision 会考察不同材料(例如 PEEK、PC 和 PPSU)的性能。 经受134℃ 高压蒸汽或伽马射线处理,并建议选择合适的材料,以免因材料无菌性不足而导致产品损坏。
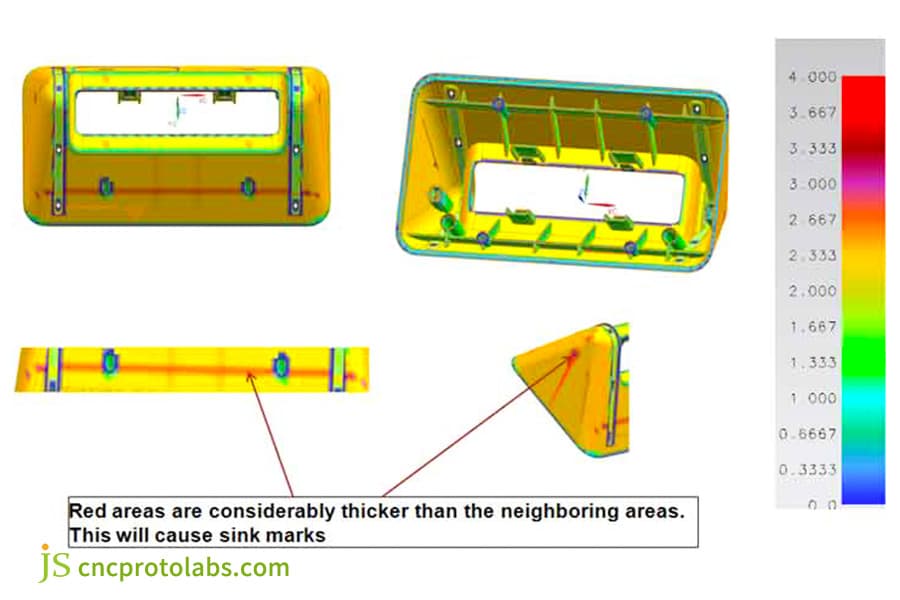
图 3:彩色编码的 DFM(可制造性设计)分析图,突出显示了黄色塑料组件中过厚的壁厚(红色所示)会导致缩痕的区域,这是优化零件设计的关键步骤。
为什么选择通过 ISO 13485 认证的注塑成型塑料组件服务?
JS Precision 提供通过 ISO 13485 认证的注塑成型塑料组件服务,确保供应链透明安全。我们提供从原型制作到大规模生产的全方位服务,通过科学的注塑成型工艺保证产品质量,并为客户提供一站式解决方案,以提升项目效率。
持续高产量稳定性
订单量达到数百万,JS Precision 仍然通过实时监控、每小时抽样检查和及时参数更改,保持Cpk > 1.33 的工艺能力,以确保每批注塑塑料组件的精度一致,从而帮助客户满足其市场需求。
从设计到组装的全面解决方案
JS Precision 的注塑成型塑料组件服务包括注塑成型、二次加工、组装和医用级包装。
它不仅进行抛光、喷漆等表面处理,还进行精密组装和医用级包装以确保运输安全,从而提供端到端的服务。
对于有大规模批量生产需求的客户,请联系JS Precision获取定制报价。我们将根据订单量提供更具竞争力的价格,并确保稳定的批量生产。
如何选择注塑成型塑料部件服务以实现长期成功?
选择注塑成型塑料部件服务商建立长期合作伙伴关系,首先要考虑的不仅是工程技术专长,还有客户服务。
JS Precision 将最先进的测量仪器与清晰的沟通渠道相结合,成为客户全球医疗产品开发中值得信赖的合作伙伴,从而使他们能够降低长期支出。
高科技计量与验证(IQ/OQ/PQ)
JS Precision 利用 CMM 坐标测量机等精密设备,实现了0.001mm 的卓越测量精度。
我们严格遵循 IQ/OQ/PQ 验证方法,对生产设备进行广泛验证,以确认其稳定性并保持一流产品。
基于总拥有成本 (TCO) 的优化
JS Precision 通过各个方面,将废料率控制在 0.5% 或以下,将生产周期缩短 4-6 秒,并延长模具寿命,从而帮助客户降低总体拥有成本,使客户能够长期获得盈利项目。
JS Precision案例研究:高精度16腔胰岛素泵外壳的开发
小型注塑成型产品组件以及所使用的注塑模具对于医疗器械的微型化非常有效。本案例研究以16腔胰岛素泵外壳的开发为例,充分展现了JS Precision在为客户解决主要难题方面的工程技术能力。
项目背景:
欧洲一家医疗公司委托我们开发采用 PC/ABS 材料制成的高精度胰岛素泵外壳。
该部件具有0.02毫米的极高精度尺寸公差、能够通过1.5米全角度跌落测试以及1%的批量生产废品率。该部件将直接影响设备的密封性能和装配精度。
遇到的挑战:
- 多腔不平衡: 16腔模具边缘腔与中心腔之间的压力差为15%,尺寸变化大于0.05mm。试生产过程中废品率达到8%,未能满足精度要求。
- 内部应力开裂:复杂的壳体设计和残余应力导致螺孔在装配过程中开裂,从而直接影响屈服率。
- 生产周期长:现有方法在冷却过程中非常耗时,最终记录到单个产品周期为 28 秒,这无法满足大规模生产的需求,而且还增加了成本。
解决方案:
1. 运行器优化:
JS Precision 的工程师与 Moldflow 合作,绘制了通道热流道系统中熔体平衡图,从而确定了二次通道直径(精度达到 0.02 毫米)。
这些努力使得内外腔之间的压力暴露差异降低到 1.8%,并实现了 16 个腔体用熔融材料新鲜填充,最终解决了尺寸不一致的问题。
2.科学注塑成型:
保压阶段的压力曲线分为两个阶段。在120MPa的压力下充气后,压力逐步降低。第一阶段保压为100MPa,持续6秒;第二阶段保压为70MPa,持续4秒。
这样一来,分子链就有足够的时间在内部完全放松,70% 的应力被消除,螺丝孔处也没有出现可见的裂纹。
3.保形冷却:
利用壳体的结构特性,通过3D 打印与型腔对齐的保形冷却水通道,可以精确地将模具温度波动控制在 ±1°C 以内,从而显著减少冷却时间和因冷却不均匀而引起的尺寸偏差。
4.精密检测:
生产过程中,通过坐标测量机(CMM)对每批产品进行抽样检验,及时调整注塑成型参数,以保持产品精度的稳定性。
最终结果:
- 极高的公差: 16 个型腔的关键尺寸精确保持在 0.015 毫米以内,远优于客户要求的 0.02 毫米,这也极大地提高了尺寸一致性。
- 产量大幅提高:不仅废品率从 8% 降至 0.2%,而且产品还通过了跌落测试,因此客户每年节省了约 8 万美元的废品成本。
- 成本降低:生产一个单位所需的时间从 28 秒减少到 24 秒,这意味着客户将节省 15% 的总加工成本,每年约 12 万美元。
- 长期合作关系:客户对取得的成果非常满意,并批准 JS Precision 开展生产三个新的胰岛素泵部件的项目。
如果您也面临多腔模具尺寸不一致或内部应力开裂等挑战,请查看本案例研究中的详细技术解决方案,并联系我们的工程师以获取针对性的解决方案。

图 4:展示了各种高精度注塑成型的黑色塑料组件,可能包括外壳和结构件,证明了生产复杂几何形状的能力。
常见问题解答
Q1:你们的模具加工精度如何?
JS Precision提供顶级精密CNC和EDM加工服务。注塑模具主要部件的公差为0.005mm,注塑成型塑料件的公差为0.01mm,达到医疗级标准。
Q2:你们支持哪些医用级材料?
我们的材料系列包括高性能聚合物,例如 PEEK 和 PC,以及生物相容性 HDPE 和 PP。我们会评估客户的产品需求和使用场景,然后推荐合适的材料和解决方案。
Q3:如何确保 ISO 13485 的持续实施?
我们定期进行内部审核和第三方监督审核,这构成了两层检查机制,我们通过这些机制管理和控制生产的方方面面,确保所有运营都符合 ISO 13485 质量管理体系的明确指导方针,从而保证合规性。
第四季度:DFM报告将包含哪些核心分析?
除其他核心分析外,该报告将重点关注壁厚均匀性、浇口优化和拔模角度建议。此外,它还将为客户提供材料和成本优化解决方案,以帮助他们降低生产风险。
Q5:如何解决多腔模具中的产品一致性问题?
通过结合热流道平衡、科学注射监控和模流分析等方法,我们优化浇口和机器设置,以在多腔模塑产品中实现相同的产品尺寸。
Q6:医疗项目的正常开发周期是多久?
答案取决于产品的复杂程度。塑料注塑模具的设计和生产大约需要 4-5 周,简单的产品可能只需 3 周。第一个 T1 样品将在 30 天内完成。
Q7:你们提供嵌件成型服务吗?
我们具备提供嵌件注塑成型服务的能力。尤其擅长不锈钢螺纹、电子探针等精密注塑成型。我们能够通过结构优化提高粘合强度,从而满足医疗应用的需求。
Q8:JS Precision的主要竞争优势是什么?
JS Precision 融合了德国精密加工的卓越品质、中国的快速响应能力、ISO 13485 合规标准以及完善的面向制造的设计 (DFM) 能力。凭借这些优势,JS Precision 能够帮助客户实现最高的成本效益和最快的产品上市速度。
概括
高精度注塑成型塑料零件对于医疗产品的成功至关重要。JS Precision凭借其ISO 13485认证体系、一流的注塑模具制造能力和丰富的经验,精准定位客户的关键问题,并提供零缺陷的注塑成型解决方案。
如果客户希望改进注塑模具、寻找高密度聚乙烯(HDPE)注塑成型解决方案或需要注塑成型塑料部件的全套服务,JS Precision 可提供定制化服务。请联系我们的工程师获取可制造性设计(DFM)报告和报价。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

