

Die Gummiumspritzung ist die zuverlässigste Dichtungsmethode für die dauerhafte Abdichtung von Präzisionsgeräten und beseitigt den großen Nachteil der OEM-Dichtungen, nämlich die Neigung zum Verrutschen und Ausfallen unter dynamischem Druck.
Die chemische Haftfestigkeit der Gummiumspritzung beträgt 5 N/mm² bei absoluter Dichtheit unter hohem Druck, und die Dichtungslebensdauer ist 50 % länger als bei einem herkömmlichen O-Ring. Dieser Artikel bietet dem Kunden eine umfassende Entscheidungshilfe.
Warum haben führende Ingenieure O-Ringe aufgegeben? Die folgende Tabelle bietet einen schnellen Vergleich der grundlegenden Vorteile des Gummi-Umspritzens.
Zusammenfassung der Kernantwort: Technische Vorteile der Gummiumspritzung – Kurzer Überblick
Bewertungsdimension | Traditionelle O-Ring-/Dichtungsabdichtung | JS Präzisions-Gummi-Umspritzservice | Kernnutzen für Kunden |
Dichtungsprinzip | Mechanische, physikalische Extrusionsfestigkeit. | Molekulare Kettenvernetzung als Bindung zwischen Substrat und Elastomer. | Das Risiko von Leckagen wird vollständig beseitigt. |
Leckagerisiko | Es gibt einen passenden Spalt, und die Materialführung ist unter hohem Druck problemlos möglich. | Spaltfreies, integriertes Formteil, kein Durchdringungsweg. | Verbesserung der Stabilität des Gerätebetriebs. |
Montagekosten | Manuelle Installation, anfällig für Installationsfehler und Verformungen. | Es ist keine zusätzliche Montage erforderlich, was den Prozess vereinfacht. | Reduzieren Sie die Gesamtkosten für den Service von Originalersatzteilen. |
Leistung unter extremen Umgebungsbedingungen | Neigt unter Vibrationen zu Verschiebungen und führt zu einer schnellen Leistungsminderung . | Mechanische Verzahnung + chemische Bindung, Vibrationsdämpfung. | Verlängern Sie den Produktlebenszyklus. |
Produktionseffizienz | Komplexe Prozesse, geringe Effizienz in der Massenproduktion. | Das LSR-Verfahren verkürzt den Produktionszyklus um 30 %. | Den Anforderungen der Massenproduktion gerecht werden. |
Wichtigste Erkenntnisse:
- Kerntechnologie: Verknüpfung einer ausreichenden Verstärkung der chemischen Bindung mit der physikalischen Barriere (chemische Bindungsstärke 5 N/mm²), um ein Austreten von Hochdruck zu verhindern.
- Verbesserte Effizienz: Der Produktionszyklus des LSR-Verfahrens bei komplexen Teilen kann um 30 % verkürzt werden, was zu einer hohen Anzahl von Umspritzteilen führt.
- Kostenentscheidung: Durch frühzeitiges Eingreifen des DFM können die Kosten für das Präzisions-Gummispritzgießen um 15 % gesenkt werden.
Warum Sie dem Gummiumspritzservice von JS Precision vertrauen sollten? Expertise in leckagefreier Abdichtung
Bei der Wahl eines Anbieters für Gummiumspritzung steht die Suche nach zuverlässigen Partnern im Vordergrund. Kunden legen besonderen Wert auf technische Kompetenz, Qualitätssicherung und die Fähigkeit, praktische Probleme zu lösen – genau diese Stärken zeichnet JS Precision aus. Wir verfügen über 15 Jahre Erfahrung im Bereich Präzisionsverpackungen und garantieren, dass jedes Produkt höchsten Industriestandards entspricht.
Genau genommen verfügen wir über eine hochpräzise Formenfabrik und ein Labor für Mehrkomponenten-Umspritzung. Dadurch sind wir in der Lage , die genannten Schlüsselparameter bei verschiedenen Prozessen wie der Silikonkautschuk-Umspritzung oder der Flüssigsilikonkautschuk-Umspritzung exakt zu kontrollieren, um die größten Sorgen unserer Kunden wie Delamination, Überlaufen oder zu geringe Präzision zu beseitigen.
Aus unserer eigenen Branchenerfahrung haben wir für über 500 Unternehmen, darunter aus der Automobil-, Medizin- und Präzisionselektronikbranche, maßgeschneiderte Lösungen entwickelt und dabei insgesamt über 1000 Projekte erfolgreich abgeschlossen.
Beispielsweise traten bei Sensoren für medizinische Geräte, die in Sterilisationsumgebungen über 95 °C eingesetzt werden, aufgrund der herkömmlichen Abdichtung häufig Leckagen auf, wodurch die Produktbestehensrate unter 85 % lag.
Durch den Einsatz einer maßgeschneiderten Gummiumspritzlösung, die durch eine verbesserte Substratvorbehandlung und eine optimierte Werkzeugkonstruktion erreicht wird, kann die Produktqualitätsrate des Kunden auf 99,8 % gesteigert, die Lebensdauer der hermetischen Dichtung verdreifacht und die Nachbearbeitungskosten erheblich reduziert werden.
Alle unsere Produkte entsprechen der ASTM-Norm D413 für Haftfestigkeitsprüfungen , wodurch eine ausreichende Klebkraft gewährleistet wird. Um die Zuverlässigkeit unserer Produkte für unsere Kunden weiter zu erhöhen, setzen wir ein transparentes Herstellungsverfahren ein.
Wir bieten maßgeschneiderte Lösungen für Kunden in verschiedenen Projektphasen und senken so die Kosten für präzises Gummi-Umspritzen bei gleichbleibender Leistung. Zudem stellen wir kostenlose Fallstudien als Referenzmaterial zur Verfügung.
Warum ist die Gummiumspritzung zuverlässiger als herkömmliche O-Ring-Dichtungen?
Klassische Dichtungen nutzen die physikalische Kompression. Diese Methode kann zu einer Spannungsrelaxation und schließlich zum Auslaufen der Dichtung unter konstantem Druck über einen längeren Zeitraum führen.
Beim Gummiumspritzen werden jedoch chemische kovalente Bindungen genutzt, um den Gummi mit dem Substrat zu verbinden, wodurch Leckagen auch bei einem hohen Druck von 2,0 MPa vermieden werden können.
Hauptursachen für das Versagen herkömmlicher O-Ringe
Das Versagen herkömmlicher O-Ringe ist in erster Linie darauf zurückzuführen, dass sie auf physikalischer Kompression beruhen: Mit der Zeit führen Vibrationen und thermische Veränderungen zu einer Spannungsrelaxation und zur Bildung größerer Spalten .
Menschliche Fehler bei der Montage der O-Ringe können sogar dazu führen, dass die O-Ringe vergessen oder verdreht werden, wodurch die Dichtigkeit im Laufe der Zeit abnimmt und die Stabilität langfristig nicht mehr gewährleistet werden kann.
Unseren Daten zufolge beträgt die Leckagerate herkömmlicher O-Ringe nach 100.000 Druckbeaufschlagungs- und Druckentlastungszyklen 12 %, während die Leckagerate umspritzter Teile 0 % beträgt. Dies ist ein bemerkenswerter Wert, der die Überlegenheit umspritzter Teile verdeutlicht.
Kundenvorteile des Gummiumspritzverfahrens
Neben der Behebung der Leckageprobleme hat die Gummiumspritzung den Kunden auch eine Reihe konkreter Vorteile gebracht:
- Durch die Umwandlung der Stückliste in ein einziges einfaches Dokument sowie die Verringerung der Anzahl der benötigten Komponenten werden die Beschaffungs- und Lagerkosten gesenkt.
- Die Möglichkeit von Fehlern durch manuelle Bedienung wird beseitigt, eine bessere Produktleistung und geringere Nacharbeitsverluste werden erzielt.
- Die Lebensdauer der Dichtungen wird um 50 % verlängert, wodurch die Häufigkeit der Gerätewartung und die damit verbundenen Kosten sinken.
- Die Fähigkeit, auch unter härtesten Betriebsbedingungen – wie hohem Druck und starken Vibrationen – stabil zu laufen, wird durch die Anlagen gewährleistet .

Abbildung 1: Metallteil mit Gummiummantelung zur Abdichtung.
Wie erreicht man eine perfekte Haftung auf molekularer Ebene beim Silikonkautschuk-Umspritzen?
Die Aktivierung der Oberfläche des Substrats durch Oberflächenenergie bildet die Grundlage für das Silikonkautschuk-Umspritzen . Nach Plasmabehandlung oder dem Auftragen eines speziellen Primers ermöglichen wir die Vernetzungsreaktion bei der Formtemperatur von 175 °C, wobei die Schälfestigkeit mehr als 80 % der Zugfestigkeit des Materials erreicht.
Drei Hauptfaktoren, die die Wirksamkeit von Bindungen auf molekularer Ebene bestimmen
Der Grad der Bindung auf molekularer Ebene hängt von drei Hauptvariablen ab, die nicht nur die kritischsten, sondern auch die am einfachsten zu kontrollierenden sind:
- Formtemperaturkompensation: Die Regelung muss sehr genau erfolgen, Abweichungen sind nur innerhalb von 3 °C zulässig. Zu hohe Temperaturen führen zu einer vorzeitigen Vulkanisation des Silikons , zu niedrige Temperaturen zu einer unzureichenden Vernetzung des Materials.
- Steuerung der Einspritzgeschwindigkeit: Diese sollte je nach Shore-A-Härte variieren. Dabei ist darauf zu achten, dass die Geschwindigkeit nicht zu hoch ist, da dies zu Luftblasenbildung führt, und dass die Geschwindigkeit nicht zu niedrig ist, da dies eine unvollständige Füllung zur Folge hat.
- Materialhärteanpassung: Unterschiedliche Anwendungsfälle erfordern unterschiedliche Härten im Bereich von Shore A 30-70. Eine zu hohe Härte kann die Haftfestigkeit beeinträchtigen, eine zu niedrige Härte bietet keine ausreichende Dichtungsfestigkeit.
Grundlegender Ansatz zur Vermeidung lokaler Haftungsversagen
Die Kavitation an der Grenzfläche trägt am meisten zu lokalem Haftungsversagen bei. Um dieses Problem zu beheben, verwenden wir eine Vakuumentlüftung und eine Formabsaugung, um die eingeschlossene Luft effektiv zu entfernen . Außerdem verlegen wir den Anguss an die Stelle mit ungleichmäßiger Füllung.
Mit diesen Maßnahmen erreichen wir eine gleichmäßige Silikonfüllung, die Verbindung ist rundum dicht und deckt alle Nähte ab.
Shore-A-Härte | Formtemperatur (°C) | Einspritzgeschwindigkeit (mm/s) | Schälfestigkeit (N/mm²) | Anwendungsszenarien |
30 | 165-170 | 50-80 | ≥4,2 | Präzisionselektronischer Weichkontakt. |
50 | 170-175 | 80-120 | ≥4,5 | Standarddichtungen. |
70 | 175-180 | 120-150 | ≥4,8 | Hochdruckdichtungsszenarien. |
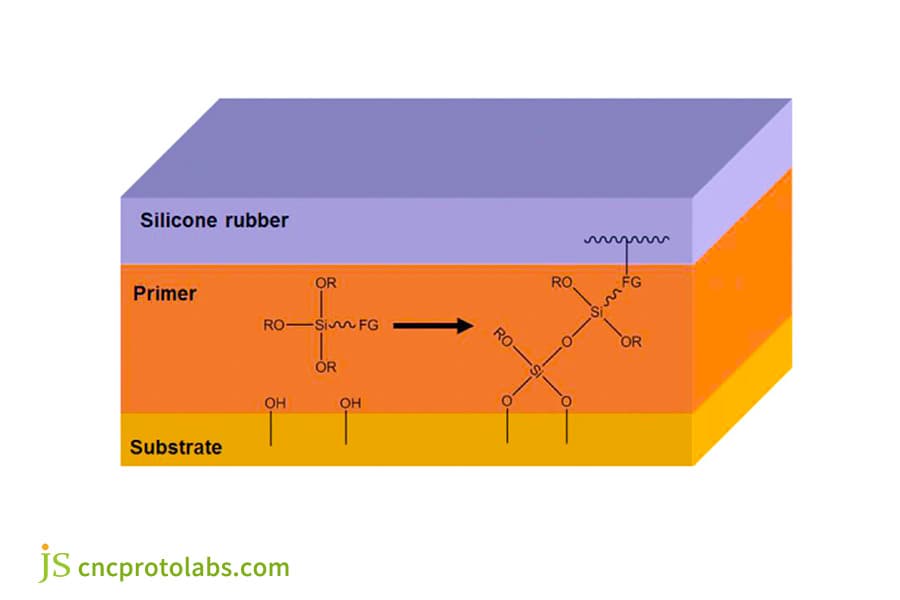
Abbildung 2: Molekulare Adhäsion beim Silikonkautschuk-Umspritzen.
Wie kann das Umspritzen mit flüssigem Silikonkautschuk die Herausforderungen ultradünner Wände bewältigen?
Flüssigsilikonkautschuk ist ein Material mit so niedriger Viskosität, dass es sich selbst bei sehr dünnen Wänden von nur 0,2 mm Dicke fast problemlos unter niedrigem Druck verarbeiten lässt.
Wir verwenden ein hochpräzises Kaltkanalsystem in Kombination mit einer Werkzeugpräzision im Bereich von 0,005 mm, um nicht nur die Bauteile zu schützen, sondern auch die Schutzart IP68 zu erreichen.
Vergleich der Fließfähigkeit von LSR und HCR
Der wichtigste Aspekt beim Formpressen ultradünner Wände ist die Fließfähigkeit des Materials. LSR hat gegenüber HCR einen Vorteil, wie die folgenden Daten deutlich zeigen, da es ultradünne Bereiche füllen kann , ohne Präzisionsbauteile zu beschädigen.
Materialart | Viskosität (mPa·s) | Mindestfülldicke (mm) | Fülldruck (MPa) | Formzyklus (s) | Anwendbare Szenarien für ultradünne Wände |
LSR | 500-1500 | 0,2 | 5-10 | 30-45 | Intelligente Wearables, medizinische Sensoren. |
HCR | 5000-10000 | 0,5 | 15-20 | 60-90 | Dichtungen mit normaler Dicke. |
Präzisionssicherungstechnologie für ultradünnwandige Formteile
Um die Genauigkeit der ultradünnen Wandformteile zu gewährleisten, verwenden wir zwei Haupttechnologien: ein hochpräzises Kaltkanalsystem, das den Materialverlust minimiert und eine gleichmäßige Füllung sicherstellt, und eine mehrstufige Druckhaltetechnologie, die den Überlauf kontrolliert und es ermöglicht, dass die fertigen Produkte die OEM-Lieferstandards ohne Nachbearbeitung erfüllen.
Erwähnenswert ist die 0,2 mm ultradünne LSR-Umspritzung, die für einen Kunden im Bereich Smart Wearables realisiert wurde und eine Erfolgsquote von 99,7 % erreichte. Damit wurde die Wasserdichtigkeitsnorm IP68 erfüllt , wodurch die internen Komponenten effektiv geschützt und das Produkt des Kunden gegenüber der Konkurrenz aufgewertet wurde.
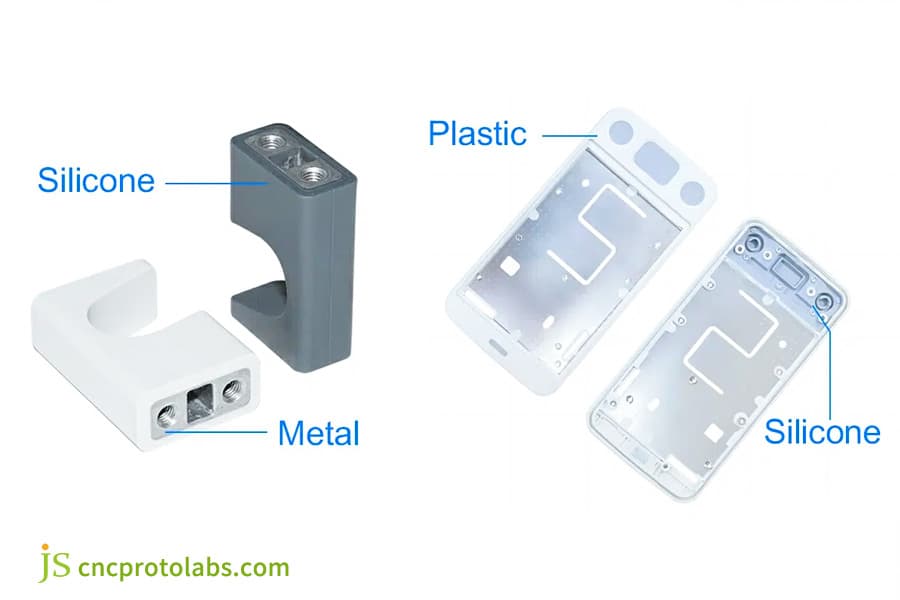
Abbildung 3: Flüssigsilikonkautschuk-Formteil mit ultradünner Wandstärke.
Wie lässt sich das Problem der Ablösung von Gummi von Metall beim Umspritzen lösen?
Das Herzstück der Maßnahme, die ein Ablösen des Gummis vom umspritzten Metall verhindert, ist ein geschlossenes Vorbehandlungssystem, das den Normen der ISO 28921-1 entspricht.
Um die Klebstoffdicke auf 10–20 μm zu kontrollieren, haben wir automatisierte Sandstrahl- und Ultraschallentfettungsprozesse implementiert. Zusätzlich führen wir eine sekundäre thermische Aktivierung durch.
Vorbehandlungsparameter für verschiedene Metalle
Die Vorbehandlung von Metallen hat einen wesentlichen Einfluss auf die Vermeidung von Haftungsversagen. Die Notwendigkeit, die Parameter exakt aufeinander abzustimmen, liegt in den unterschiedlichen Eigenschaften der Metalle. Siehe dazu die untenstehende Tabelle. Durch eine präzise Vorbehandlung wird die Haftung zwischen Gummi und Metall verbessert.
Metallart | Sandstrahlmittel (Sieb) | Entfettungszeit (min) | Klebstoffdicke (µm) | Sekundäre thermische Aktivierungstemperatur (°C) | Schälfestigkeit (N/mm²) |
Aluminiumlegierung | 120-150 | 5-8 | 10-15 | 120-130 | ≥5,0 |
Edelstahl | 150-180 | 8-10 | 15-20 | 130-140 | ≥5,2 |
Messing | 100-120 | 6-8 | 12-18 | 110-120 | ≥4,9 |
Doppelter Schutz durch mechanische Verriegelung
Um die Konstruktion doppelt zu schützen, haben wir eine mechanische Verriegelung hinzugefügt. Das Metallsubstrat mit den umgeklappten Rohkanten und den Durchgangslöchern bildet die physische Verriegelung. Der Labortest der mechanischen Verriegelung in Kombination mit der chemischen Bindungslösung ergab eine Ablöserate von 0 %.
Wenn Sie Probleme mit der Ablösung beim Umspritzen von Gummi auf Metall haben, können Sie einen kostenlosen Schälfestigkeitstest an einer Probe anfordern, um die Wirkung der Lösung intuitiv zu verstehen.
Wie lassen sich kundenspezifische Gummiumspritzlösungen an den Produktlebenszyklus anpassen?
Unsere kundenspezifischen Gummiumspritzlösungen folgen einem stufenweisen Entwicklungsprogramm:
Bei der Kleinserienfertigung werden zunächst Aluminium-/Baustahlformen eingesetzt, um die Produktionskosten zu senken. Bei der Massenproduktion kommen hingegen vollautomatische Mehrkavitäten-Kaltkanalsysteme zum Einsatz, die eine Zykluszeit von nur 45 Sekunden ermöglichen. Dadurch wird ein ausgewogenes Verhältnis zwischen Leistung und Rentabilität erreicht.
Kundenvorteile der phasenweisen Entwicklung
Durch die schrittweise Entwicklung können Kunden ihre Kosten kontrollieren und die Leistung in den verschiedenen Projektphasen sicherstellen. Nachfolgend sind die besonderen Vorteile aufgeführt:
- Eine Validierungsphase in kleinen Chargen: Die Entwicklung von Aluminium-/Baustahlformen ist 40 % günstiger, wodurch die Machbarkeit des Produktdesigns schnell überprüft und Produktverluste minimiert werden können.
- Phase der Massenproduktion: Durch den Einsatz von Mehrkavitäten-Kaltkanalsystemen, die vollautomatisch arbeiten, wird die Produktionseffizienz gesteigert, die Zykluszeit pro Form beträgt 45 Sekunden, die Stückkosten werden gesenkt.
- Vollständige Lebenszyklusbetreuung: Von der Designberatung bis zur Serienproduktion werden die Lösungen je nach Einsatzumgebung des Produkts angepasst, um dessen Lebensdauer zu verlängern.
Grundprinzipien der Materialauswahl
Die Materialauswahl ist der Kern kundenspezifischer Gummiumspritzlösungen . Abhängig von den Umgebungsbedingungen des Produkts schlagen wir verschiedene Gummimaterialien vor:
- Für ölbeständige Anwendungen empfehlen wir NBR-Kautschuk, der verschiedenen Arten von Mineralölen beständig ist und unter anderem für Kraftstoffsysteme in Kraftfahrzeugen verwendet werden kann.
- Für Anwendungen, die hohen Temperaturen und Chemikalienbeständigkeit bedürfen, empfehlen wir FKM-Kautschuk, der im Temperaturbereich von -20 °C bis 200 °C eingesetzt werden kann und sich zudem durch eine ausgezeichnete Beständigkeit gegenüber Säuren und Laugen auszeichnet.
- Für herkömmliche Dichtungsanwendungen ist unsere Wahl EPDM-Kautschuk, der neben moderaten Kosten auch eine gute Alterungsbeständigkeit aufweist und sich zusammen mit anderen Eigenschaften für verschiedene Branchen eignet.
Wie erreichen Sie als Hersteller von Umspritzteilen in großen Stückzahlen eine präzise Kontrolle von 0,05 mm?
Als Hersteller von Spritzgussteilen in großen Stückzahlen können wir uns auf die Regelung unserer Spritzgießmaschinen im geschlossenen Regelkreis sowie auf Bildverarbeitungssysteme verlassen, um den Einspritzdruck (0,1 bar) von Moment zu Moment zu überwachen. Dadurch wird gewährleistet, dass die Dichtungstoleranz der massenhaft hergestellten Produkte konstant innerhalb von 0,05 mm bleibt.
Präzisionsgarantie für automatisierte Produktionsanlagen
Präzision ist der Grundstein für den Erfolg in der Serienproduktion. Unsere rund um die Uhr laufenden Produktionsanlagen sind vollständig automatisiert ; der Automatisierungsgrad ist rein robotisch und umfasst Folgendes:
- Roboterarme positionieren Einsätze präzise mit einer Genauigkeit von 0,02 mm und eliminieren so Fehler, die durch manuelle Platzierung entstehen könnten.
- Online-Bildverarbeitung zur Erkennung von Materialüberschuss mit einer Genauigkeit von 0,01 mm ; fehlerhafte Produkte werden vom System automatisch aussortiert.
- Statistische Prozesskontrolle (SPC), d. h. Echtzeitüberwachung der Produktionsparameter, mit einem CPK-Wert, der durchgehend über 1,67 liegt und somit die strengen Standards der Automobil- und Medizinindustrie einhält.
Kosten und Präzision in der Millionen-Stück-Massenproduktion in Einklang bringen
Wir nutzen Skaleneffekte, um Präzision und Kosten in Einklang zu bringen. Bei einer Stückzahl von 100.000 kann ein „Einzelfertigungs“ -Werkzeugdesign den Stückpreis um 20 % senken, ohne die Dichtungstoleranz von 0,05 mm zu beeinträchtigen.

Abbildung 4: Produktionslinie für die Gummiumspritzung in großen Mengen.
Welche drei versteckten Kostenfaktoren beeinflussen die Kosten des Präzisions-Gummi-Umspritzens?
Die Kosten für Präzisions-Gummispritzguss hängen primär von der Werkzeugkomplexität, der Fehlerrate und der Nachbearbeitung ab. Die Optimierung des Kaltkanalsystems in Kombination mit einer nachbearbeitungsfreien Oberfläche ist der effektivste Weg zur Senkung der Stückkosten.
Die konkreten Auswirkungen dreier versteckter Kosten
Bei der Kostenschätzung vergessen Kunden häufig drei versteckte Kostenfaktoren , deren Gesamtauswirkungen weitaus höher sind als die der Rohstoffe:
- Kosten der Schimmelbekämpfung:
Mangelnde Präzision der Form kann die Fehlerrate drastisch erhöhen und mit hoher Wahrscheinlichkeit zu häufigeren Wartungsarbeiten an der Form führen. Dies verursacht langfristig höhere Wartungskosten. Im Gegensatz dazu führt die Investition in eine hochpräzise Form zu einem geringeren Wartungsaufwand in der Zukunft.
- Kosten durch Defektausfall:
Jede Erhöhung der Fehlerrate um 1 % führt zu einem Anstieg der Stückkosten um etwa 3–5 %. Durch strenge Prozesskontrolle lässt sich die Fehlerrate unter 0,2 % halten.
- Kosten der Nachbearbeitung:
Bei herkömmlichen Verfahren ist das Nachbearbeiten ein manueller Vorgang, dessen Arbeitskosten etwa 15 % der Gesamtkosten ausmachen. Durch den Einsatz hochpräziser Formen lässt sich das Nachbearbeiten vollständig vermeiden und somit diese Kosten komplett einsparen.
Kostenvergleich für verschiedene Losgrößen
Die Größe der Produktionslosgröße hat einen direkten Einfluss auf die Kosten des Präzisions-Gummispritzgießens . Um Kunden bei der Bestimmung der wirtschaftlichsten Losgröße zu unterstützen, wird im Folgenden ein Vergleich zwischen Losgrößen von 10.000 und 100.000 Stück (USD/Stück) angestellt.
Produktionsvolumen | Kostenverteilung für Formen | Rohmaterialkosten | Arbeits- und Nachbearbeitungskosten | Kosten für Defektverluste | Gesamtkosten pro Einheit |
10.000 Stück | 0,8 | 1.2 | 0,5 | 0,1 | 2.6 |
100.000 Stück | 0,1 | 1.0 | 0,1 | 0,05 | 1,25 |
Durch die richtige Planung der Losgrößen und die Optimierung der Prozesse lassen sich Kosten effektiv senken. Um Ihnen eine präzise gestaffelte Preisgestaltung und Vorschläge zur Kostenoptimierung zu unterbreiten, teilen Sie uns bitte Ihre geschätzte Bestellmenge mit. Wir erstellen Ihnen dann eine maßgeschneiderte Lösung.
JS Precision-Fallstudie: Lösung der Herausforderung der 0,1-Sekunden-Schnellabdichtung für Komponenten von Kraftstoffsystemen in Kraftfahrzeugen
Die Magnetventile des Kraftstoffsystems eines Tier-1-Automobilzulieferers waren aufgrund des Versagens herkömmlicher O-Ring-Dichtungen von einem Rückruf bedroht. Wir haben das Problem durch maßgeschneiderte Gummiumspritzlösungen vollständig behoben .
Fallhintergrund und zentrale Problembereiche
Die Magnetventile im System dieses Kunden müssen sich innerhalb von 0,1 Sekunden sehr schnell öffnen und schließen. Herkömmliche O-Ringe können sich leicht verschieben, was zu einer verzögerten Reaktion und einem Dichtungsausfall führt.
Daher haben nur 92 % der Geräte den Test bestanden. Die Hauptanforderungen sind Dichtheit, schnellstmögliche Reaktionszeit von 0,1 Sekunden, eine Erfolgsquote von mindestens 99,5 % und Kostenkontrolle.
JS Precision Solutions
Um auf die Schwierigkeiten der Kunden einzugehen, wurde ein professionelles Ingenieurteam zusammengestellt, das maßgeschneiderte Komplettlösungen für die Gummiumspritzung anbietet, bestehend aus:
1. Verbesserung der Tragwerksplanung:
Durch die Integration der Technologie des Umspritzens von Gummi auf Metall wird Fluorkautschuk (FKM) direkt auf den Ventilkern aus Edelstahl umspritzt. Dies beseitigt nicht nur Spaltmaße, sondern verhindert auch eine Verschiebung des O-Rings und sorgt für eine stabile Abdichtung auch bei schnellen Reaktionszeiten.
2. Verbesserung der Prozessparameter:
Entwicklung eines speziellen Nanoprimers zur Erhöhung der Haftfestigkeit zwischen Fluorkautschuk und Edelstahl auf 5,2 N/mm² , gleichzeitige Optimierung der Vulkanisationsdruck- und Haltedruckkurven, um lokale Mikrodelaminationen an den Rändern zu vermeiden.
3. Maßnahmen zur Gewährleistung der Präzision:
Durch den Einsatz einer Präzisions-Druckgusstechnologie mit einer Genauigkeit von 0,003 mm, um sicherzustellen, dass keine Trennlinien auf der Siegelfläche zurückbleiben, und die Regelung der Spritzgießmaschine mit geschlossenem Regelkreis zur Echtzeitüberwachung der Produktionsparameter wird eine hohe Präzision in der Massenproduktion gewährleistet.
4. Verbesserung der Test- und Verifizierungsprozesse:
Die tatsächlichen Betriebsbedingungen des Fahrzeugkraftstoffsystems wurden simuliert, 500 Millionen Öffnungs- und Schließzyklen wurden durchgeführt und die Prozessparameter regelmäßig geändert, um die Stabilität der Produktleistung zu gewährleisten.
Lehren aus Fehlern:
Anfänglich führte der unzureichende Vulkanisationsdruck zu Mikrodelaminationen an den Rändern und einer Fehlerrate von bis zu 5 %. Durch Anpassung der Haltedruckkurve (8 MPa bis 10 MPa) und der Stabüberlaufnut konnte die Fehlerrate auf unter 0,3 % gesenkt werden.
Mikrodelaminationen an den Kanten waren eines der Probleme, mit denen wir zu Beginn des Projekts aufgrund unzureichenden Vulkanisationsdrucks konfrontiert waren, und die Fehlerrate betrug bis zu 5 %.
Wir haben das Problem durch Anpassung der Nachdruckkurve beim Spritzgießen und Erhöhung des Nachdrucks von 8 MPa auf 10 MPa behoben. Zusätzlich haben wir eine Überlaufnut in die Form integriert, um überschüssiges Silikon abzuführen. Dadurch wurde das Problem der Mikrodelamination vollständig gelöst und die Fehlerrate auf unter 0,3 % gesenkt.
Endergebnisse und Kundenfeedback:
Nach einer dreimonatigen Forschungs-, Entwicklungs- und Testphase konnte das Magnetventil 500 Millionen Öffnungs- und Schließzyklen standhalten, die Reaktionsverzögerung betrug weniger als 0,08 Sekunden , es hatte die Schutzart IP68 ohne Leckage, die Erfolgsquote lag bei 99,8 % und die Stückkosten betrugen 1,8 US-Dollar, was 15 % unter den Erwartungen des Kunden lag.
Kundenfeedback: „ Die Lösungen von JS Precision im Bereich der Umspritztechnologie haben unsere Dichtungsprobleme vollständig gelöst, unsere Kosten gesenkt und sie zu einem Produktionspartner gemacht, auf den wir uns auch langfristig verlassen können.“
Wenn Ihre Automobilteile mit Abdichtungs- und Reaktionsgeschwindigkeitsproblemen konfrontiert sind, übermitteln Sie uns Ihre Konstruktionsanforderungen, und wir werden exklusive Gummiumspritzlösungen für Sie entwickeln.
Warum ist JS Precision die beste Wahl für Ihren OEM-Ersatzteilservice?
Mit dem OEM-Teileservice von JS Precision arbeiten Sie mit unserem erfahrenen technischen Team zusammen, das zudem nach IATF 16949 zertifiziert ist . Wir bieten Ihnen in jeder Phase – von der DFM-Beratung bis zur Logistiklieferung – volle Transparenz und legen dabei Wert auf ein optimales Verhältnis von Leistung und Kosten.
Unsere wichtigsten Wettbewerbsvorteile
Als professioneller OEM-Ersatzteilserviceanbieter liegen unsere wichtigsten Wettbewerbsvorteile in drei Bereichen, in denen wir unseren Kunden umfassende Unterstützung bieten:
- Hervorragende technische Kompetenz: Unsere eigene Präzisionsformenfertigung in Verbindung mit unserem Multimaterial-Umspritzlabor ermöglicht es uns, selbst anspruchsvolle Herausforderungen beim Umspritzen von Silikonkautschuk und beim Umspritzen von Kautschuk auf Metall zu meistern. Wir verfügen zudem über mehrere Kerntechnologien.
- Umfassendes Qualitätssicherungssystem: Unsere Produkte sind nach internationalen Normungsorganisationen wie IATF 16949 und ISO 9001 zertifiziert und entsprechen zudem maßgeblichen Standards wie ASTM D413 . Unser CPK-Wert (Statistical Process Control Capability) liegt stets über 1,67, was eine sehr stabile Produktqualität belegt.
- Innovative Servicephilosophie: Bei uns steht der Kunde an erster Stelle. Wir bieten kompetente DFM-Designberatung bis hin zur Serienproduktion und gewährleisten dabei volle Transparenz, schnellste Reaktion auf Kundenbedürfnisse und kürzere Projektzyklen.
Servicegarantie für den gesamten Prozess
Unser OEM-Teileservice ist umfassend und endet nicht mit der reinen Bearbeitung und Produktion. Er beinhaltet vielmehr die langfristige technische Unterstützung unserer Kunden. Unsere professionellen Dienstleistungen decken den gesamten Prozess ab – von der Zeichnungsprüfung und Produktionsplanung bis hin zum After-Sales-Support.
Häufig gestellte Fragen
Frage 1: Warum ist die Gummiumspritzung für die Abdichtung unter Hochdruckbedingungen viel besser geeignet als einzelne O-Ringe?
Unter hohem Druck können O-Ringe sich leicht verformen und durch Extrusion versagen. Beim Gummi-Umspritzen hingegen wird das Elastomer chemisch verbunden, wodurch der Gummi fixiert, Spalten beseitigt und die Abdichtung auch unter extremen dynamischen Drücken zu 100 % wirksam ist .
Frage 2: Auf welche Weise senkt JS Precision die Kosten für die Herstellung von Präzisions-Gummi-Umspritzteilen durch das Umspritzverfahren?
Durch die Kombination von automatisierten „Eins-zu-Viele“-Formen und Moldflow-Simulationen ermitteln wir die optimale Position für den Anguss. Dadurch reduzieren wir den Rohmaterialabfall, eliminieren Montage- und Ausschussquoten vollständig und erzielen so Gesamtkosten, die 15 bis 25 % niedriger sind als bei der Komponentenmontage.
Frage 3: Welche Temperaturbeständigkeitswerte muss das Substrat beim Silikonkautschuk-Umspritzen erfüllen?
Silikon härtet bei 160℃-190℃ aus. Daher muss das Kunststoffsubstrat ausreichend hitzebeständig sein, damit es sich auch bei dieser hohen Temperatur nicht verformt.
Frage 4: Was sind die Nachteile des LSR-Umspritzens im Vergleich zu anderen Verfahren für Medizinprodukte?
Dank seiner hervorragenden Biokompatibilität ist das LSR-Umspritzen das am häufigsten angewandte Verfahren zur Herstellung von Teilen für medizinische Geräte. Darüber hinaus erfolgt unsere Produktion in einem Reinraum der Klasse 10.000, der die Standards der FDA und der USP-Klasse VI vollständig erfüllt , wodurch die Anwendungsmöglichkeiten kaum eingeschränkt sind.
Frage 5: Wie wird die Lebensdauer der Verbindung zwischen umspritztem Gummi und Metall bestimmt?
Wir führen eine Reihe von Tests durch, um die Auswirkungen der Alterung unter normalen Bedingungen über einen Zeitraum von 1000 Stunden zu simulieren. Unsere Tests umfassen die Einwirkung von Salzsprühnebel, Temperaturschwankungen und zerstörenden Ausziehversuchen, um zu überprüfen, ob unsere Klebeverbindung weiterhin rissfrei ist und über ihre gesamte Lebensdauer hinweg fest haftet.
Frage 6: Wie stellen Sie sicher, dass es bei der Serienfertigung zu keiner Verschiebung der Metalleinsätze kommt?
Wir verwenden präzisionsgefertigte mechanische Haltestifte und ein hydraulisch unterstütztes Spannsystem in Kombination mit einem Infrarotscanner, um die Positionsgenauigkeit des Einsatzes (0,02 mm) in Echtzeit zu überprüfen . Bei jeder Abweichung stoppt das System sofort und gibt einen Alarm aus, um ein Verrutschen des Einsatzes zu verhindern.
Frage 7: Welche exklusiven Materialien können in Ihren kundenspezifischen Gummiumspritzlösungen verarbeitet werden?
Neben unseren Standard-Silikon- und EPDM-Kautschuken verfügen wir über umfangreiche Erfahrung in der Verarbeitung von FKM, HNBR und anderen speziellen Funktionskautschuken wie leitfähigen, wärmeleitenden und elektromagnetisch abschirmenden Elastomeren . Unser Materiallabor ist in der Lage, Rezepturen nach den genauen Anforderungen unserer Kunden herzustellen.
Frage 8: Welche Angaben benötigt JS Precision für ein Angebot?
Bitte geben Sie die folgenden Informationen an, damit wir Ihnen ein genaues Angebot und DFM-Feedback geben können:
- 3D-Zeichnungen im STEP/IGS-Format .
- Materialanforderungen an das Substrat und den Gummi.
- Ungefähres jährliches Einkaufsvolumen.
- Besondere Leistungsanforderungen wie Härte und Druckfestigkeit.
Wir werden Ihnen innerhalb von 24 Stunden antworten.
Zusammenfassung
Das Umspritzen mit Gummi hat sich in der Präzisionsindustrie als Alternative zu herkömmlichen Dichtungslösungen etabliert. Die chemische Bindung auf molekularer Ebene trägt zur Leckagevermeidung bei, erhöht die Produktstabilität auch unter extremen Bedingungen und senkt gleichzeitig die Kosten bei gesteigerter Effizienz.
JS Precision kombiniert hochpräzise Bearbeitung mit der Technologie der Elastomermodifizierung, um maßgeschneiderte Gummiumspritzlösungen über den gesamten Lebenszyklus hinweg anzubieten, Dichtungsprobleme zu lösen und den Kunden zu ermöglichen, die Wettbewerbsfähigkeit ihrer Produkte zu verbessern.
Lassen Sie nicht zu, dass Dichtungsmängel die Systemzuverlässigkeit gefährden! Senden Sie uns einfach Ihre CAD-Konstruktionsdateien , und wir melden uns bei Ihnen mit einem kostenlosen DFM-Bewertungsbericht, der kostengünstigsten Lösungsanpassung und Ihrem ersten Schritt auf dem Weg zu einer leckagefreien Fertigung.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

