

Große Teile CNC-Fräsdienstleistungen sind die Kernunterstützung für die High-End-Fertigung. Da sich der Trend hin zu leichteren Produkten verschiebt, ist der Bedarf an großen, kundenspezifischen Aluminiumteilen erheblich gestiegen. Doch beim CNC-Fräsen großer Teile ist die Durchbiegung dünner Wände eines der Hauptprobleme, die zu Teileausschuss, Projektverzögerungen und Budgetüberschreitungen führen.
Dieser Artikel analysiert die Grundursachen für Verformungen bei großen dünnwandigen Teilen und zeigt, wie professionelle CNC-Fräsdienste für große Teile durch die Integration von Prozessen, Geräten und Materialien Herausforderungen in Präzisionsvorteile umwandeln können. Die Wahl des richtigen Partners ist der Schlüssel zum Erreichen der Designabsicht.
Zusammenfassung der Kernantwort
| Kernfragen | Wichtige Antworten | Mehrwert für Sie |
| Warum neigen große, dünnwandige Teile dazu, sich während der Bearbeitung leicht zu verformen und zu verschrotten? | Die drei Hauptursachen , die zu Abweichungen vom Originalmaß und erhöhten Kosten führen, sind Schnittkraft, Abbau von Eigenspannungen und Schnittwärme. | Die Identifizierung der grundlegenden Gründe für diese Probleme verringert das wirkungslose Rätselraten und zeigt den Bedarf an fachmännischen Dienstleistungen im Bereich der Dünnwandbearbeitung. |
| Wie beugen professionelle Dienstleister Deformationen systematisch vor? | Dies erreichen sie mithilfe personalisierter Programmierung, Spannungsmanagement von Anfang bis Ende und 3D-Verformungskontrolle zusammen mit dem Einsatz von Geräten mit hoher Steifigkeit. | Dadurch wird die Anzahl der verschrotteten Teile reduziert und Projekte werden endlich pünktlich und innerhalb des Budgets geliefert. |
| Wie findet man einen vertrauenswürdigen Partner für große CNC-Fräsdienstleistungen? | Umfassende Bewertung der Bearbeitungsfälle, der Ausrüstungsfähigkeiten, der Luftfahrtzertifizierung und des technischen Supportniveaus. | Wählen Sie Partner aus, die Designherausforderungen lösen und Komplettlösungen anbieten können. |
Wichtige Erkenntnisse
- Kontrollierbare Verformung:
Durch methodisches Durcharbeiten der Schritte kann die Bearbeitungsverformung großer dünnwandiger Teile konsistent innerhalb der Toleranzgrenze von 0,1 mm oder sogar noch enger kontrolliert werden.
- Prozesspriorität:
Durch frühzeitiges DFM (Design for Manufacturing) und Schnittsimulation kann mehr als die Hälfte der Verformungsrisiken vor der Bearbeitung beseitigt werden.
- Ausrüstung ist das Fundament:
Zuverlässig CNC-Fräsen für große Teile Ohne den Einsatz von Werkzeugmaschinen, die nicht nur eine hohe Steifigkeit (z. B. Portalkonstruktionen), sondern auch eine hohe Temperaturstabilität aufweisen, ist dies nicht möglich.
- Partner sind ein erweitertes Team:
Durch die Auswahl eines Dienstleisters wie JS Precision, der über Erfahrung in der CNC-Bearbeitung in der Luft- und Raumfahrt verfügt, können Sie Ihre technischen Risiken und damit Ihre Gesamtkosten sofort senken.
Warum diesem Leitfaden vertrauen? JS Precision verfügt über umfangreiche Erfahrung mit großen CNC-Fräsdienstleistungen
JS Precision konzentriert sich seit mehr als zehn Jahren hauptsächlich auf CNC-Fräsdienstleistungen für große Teile und verfügt so über beträchtliche Erfahrung und ein tiefes Verständnis für die Bedürfnisse von Kunden aus der Luft- und Raumfahrt sowie der Fertigung von High-End-Geräten.
Wir haben mehr als 10.000 komplexe, große, dünnwandige Teile hergestellt und die Wiederkaufrate unserer Kunden liegt bei über 85 % . Unser Wissen über CNC-Fräsprozesse basiert auf einer Kombination aus großen Händen, Erfahrung und ständiger technologischer Innovation.
Auf der Materialseite kontrolliert JS Precision die Qualität der Materialien, indem es ausschließlich vorgestreckte Aluminiumbleche verwendet, die von zertifizierten Lieferanten aus der Luft- und Raumfahrtindustrie stammen. Jeder Materialcharge liegt ein vollständiger Schmelzbericht sowie ein Ultraschall-Fehlererkennungsbericht bei, wodurch das Risiko von Verformungen aufgrund von Materialfehlern an der Quelle vollständig ausgeschlossen wird .
Was die Ausstattung betrifft, sind wir mit mehreren großen Portalfräsmaschinen mit einem Hub von über 3 Metern ausgestattet. Die Werkzeugmaschine hat eine statische Steifigkeit von 120 N/µm und ist mit einem vollständig geschlossenen Gitterlineal-Feedbacksystem ausgestattet, das eine stabile Positionierungsgenauigkeit von ± 0,005 mm gewährleistet.
Unsere technischen Lösungen orientieren sich sehr streng an der AS9100D Wir erfüllen die Standards des Qualitätsmanagementsystems für die Luft- und Raumfahrt und alle wichtigen Betriebe sind NADCAP-zertifiziert (Zertifizierungsnummer: NADCAP-2025-TS-0012).
Im Hinblick auf Prozessverbesserungen hat JS Precisions exklusiver „ siebenstufiger sequenzieller Stressabbauprozess “ es Kunden ermöglicht, die Ausfallrate großer dünnwandiger Teile drastisch zu senken, von über 30 % auf weniger als 2 %.
Für diejenigen, die bei der Bearbeitung großer dünnwandiger Teile vor Herausforderungen stehen, kann die Wahl eines erfahrenen Partners direkt Versuch-und-Irrtum-Kosten vermeiden. Möchten Sie unsere technischen Fähigkeiten überprüfen? Reichen Sie jetzt Ihre Teilezeichnungen ein und das Ingenieurteam von JS Precision stellt Ihnen einen kostenlosen, maßgeschneiderten DFM-Herstellbarkeitsanalysebericht zur Verfügung, der es Ihnen ermöglicht, Bearbeitungsrisiken im Voraus zu antizipieren.
Warum sind dünne Wände beim CNC-Fräsen großer Teile so anfällig für Verformungen?
Beim CNC-Fräsen ist die Gefahr einer Verformung großer dünnwandiger Teile deutlich höher als bei gewöhnlichen Teilen. Dieses Problem macht sich insbesondere bei großen Teil-CNC-Fräsdienstleistungen bemerkbar . Hier werden wir uns die Hauptgründe für die Verformung der Teile sowohl physikalisch als auch aus Kostensicht ansehen.
Physikalische Ursachen der Verformung: 3 Hauptursachen
1. Werkzeugablenkung aufgrund der Schnittkraft:
Wenn die Werkzeugseitenkante dünne Wände mit einer Dicke von weniger als 3 mm schneidet, wirkt die radiale Schnittkraft, die mehr als 100 N betragen kann, auf die Wandoberfläche und drückt sie, wodurch die Wand elastisch verformt wird, was zu einem Überschneiden oder zur Bildung von Rattermarken durch das Werkzeug führt. Bei großen CNC-Fräsdienstleistungen wird dies umso deutlicher, je größer die Werkstückgröße ist.
2. Subtiler Reststressabbau:
Die Kombination aus Eigenspannungen beim Walzen und Abschrecken von Aluminiumlegierungsrohlingen und dem unausgeglichenen Zustand, der durch die Entfernung eines großen Teils des Materials verursacht wird, führt zu Verformungen. Spannungsabbau nach dem Schneidvorgang kann zu einer Verformung von mehr als 2 mm führen , was die größte Schwierigkeit darstellt Dienstleistungen im Bereich der Dünnwandbearbeitung .
3. Durch das Schneiden erzeugte Wärme, die zu einer ungleichmäßigen lokalen Ausdehnung führt:
Die beim Hochgeschwindigkeitsschneiden entstehende Hitze über 200 °C führt zusammen mit der schnellen Abkühlung des Kühlmittels zur Entstehung thermischer Spannungen, die zu ungleichmäßiger Schrumpfung und damit zum Verlust der Dimensionsstabilität führen. Die thermische Verformung häuft sich beim ausgedehnten CNC-Fräsen großer Teile immer wieder an.
Vom Präzisionsfehler zur Kostenkatastrophe
Verformungen können sogar zu Problemen wie direkten physischen Eingriffen bei der Montage der Flügelrippe eines Flugzeugs, mangelnder Steifigkeit von Satellitenstützen oder mangelnder Luftdichtheit eines Kühlers führen.
Das Wegwerfen eines hochwertigen Aluminiumteils im Wert von Zehntausenden von Dollar nur aufgrund von Verformung bedeutet natürlich Materialverlust, kann aber auch zu Projektverzögerungen um mehrere Wochen führen und Konstruktionsänderungskosten verursachen, die ein Vielfaches der Bearbeitungsgebühr betragen.
Wie können Dünnwandbearbeitungsdienste Verzug strategisch verhindern?
Der Hauptpunkt der Verformungsverhinderung bei der Dünnwandbearbeitung ist „gleichmäßige Kraftverteilung, schrittweise Druckentlastung und präzise Temperaturkontrolle“. JS Precision erreicht eine systematische Kontrolle der Verformung durch intelligente Programmierung und vollständiges Prozessstressmanagement.
Intelligente Programmierung und Werkzeugwege, die das Ganze in Stücke schneiden
1. Schichtfräsen und Mehrachsverknüpfung:
Durch axiales Schichtschneiden (z. B. 0,5 mm Schnitttiefe pro Schicht) und Seitenfräsen mit fünfachsigem Gestänge Zusammen ist es möglich, eine kontinuierliche und gleichmäßige Schnittkraft zu erzeugen, die lokale Überhitzung und Spannungskonzentration verhindert . Diese Programmierstrategie kann die Ausbeute an dünnwandigen Werkstücken bei CNC-Fräsdienstleistungen zum Großteil erheblich reduzieren.
2. Wissenschaftliche Parameterkombination:
Führen Sie die Strategie „hohe Geschwindigkeit, geringe Schnitttiefe und schneller Vorschub“ aus (z. B. S12000, ap0,3 mm, F3000 mm/min), um sowohl die Abtragseffizienz zu maximieren als auch die Schnittkraft an einem einzelnen Punkt zu minimieren.
Kundenspezifische große Aluminiumteile mit unterschiedlichen Dicken erfordern völlig unterschiedliche Prozessparameter. Das Folgende ist eine Standardparametertabelle von JS Precision, validiert durch Tausende praktischer Tests:
| Wandstärke (mm) | Spindelgeschwindigkeit (S, U/min) | Schnitttiefe (ap, mm) | Vorschubgeschwindigkeit (F, mm/min) | Werkzeugdurchmesser (mm) | Kühlmitteldruck (MPa) | Anwendbare Materialqualität |
| 1,0-1,5 | 15000-18000 | 0,15–0,25 | 3500-4500 | 6-8 | 0,8-1,2 | 6061-T651/7075-T7351 |
| 1,6-2,5 | 12000-15000 | 0,25-0,4 | 3000-4000 | 8-12 | 0,6-0,9 | 6061-T651/5083-H116 |
| 2,6-3,5 | 8000-12000 | 0,4-0,6 | 2500-3500 | 12-16 | 0,5-0,8 | 6061-T651/2024-T351 |
| 3,6-5,0 | 6000-8000 | 0,6-1,0 | 2000-3000 | 16-20 | 0,4-0,6 | 5083-H116/2024-T351 |
| 5,1-8,0 | 4000-6000 | 1,0-1,5 | 1500-2500 | 20-25 | 20-25 | 6061-T651/5083-H116 |
Vollständiges Stress-Engineering-Management
1. Die Vorbehandlung des Materials ist ein Schlüsselfaktor
Es ist notwendig, sich auf die Verwendung von vorgestreckten Aluminiumplatten zu konzentrieren, die durch Vibrationsalterungsverfahren oder unter T74/T7351-Bedingungen behandelt wurden, was zu einer Reduzierung der inneren Anfangsspannung von der Quelle um mehr als 60 % beitragen kann.
2. „Schritt für Schritt“-Bearbeitungsmethode
Hier hat der Autor die Details des verwendeten Verfahrens angegeben und es wurde auch verwendet, um den Prozess des Schruppens (Aufmaß 3 mm), des Spannungsabbaus beim Schruppen (natürliche oder künstliche Alterung) (Aufmaß 0,8 mm), der Halbbearbeitung und der endgültigen Endbearbeitung zu verfolgen, wobei die Spannung in jeder Phase schrittweise abgebaut wird .
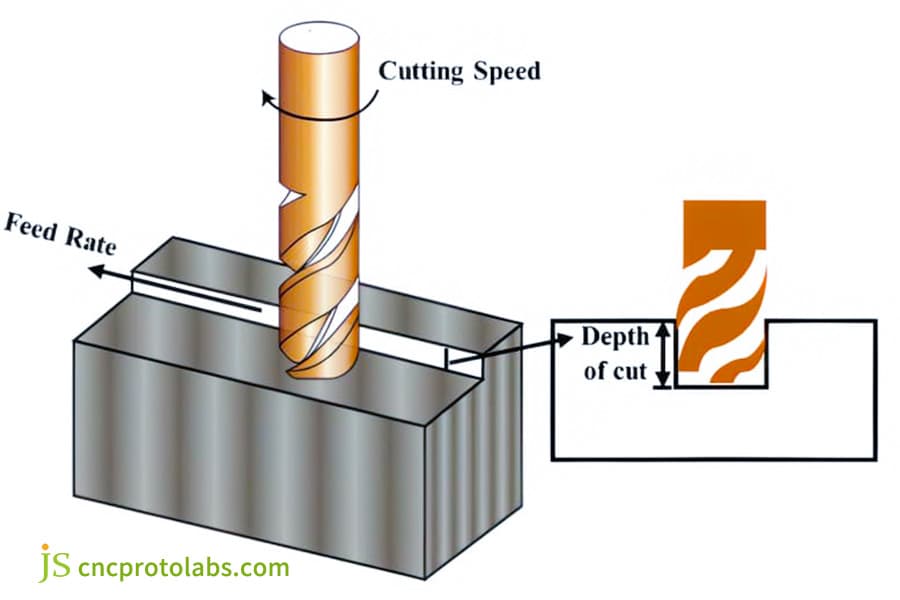 Abbildung 1 Verwenden Sie niedrigere Vorschübe, kleinere Schnitttiefen und scharfe Werkzeuge mit größeren Spanwinkeln, um die Werkstückbelastung zu reduzieren.
Abbildung 1 Verwenden Sie niedrigere Vorschübe, kleinere Schnitttiefen und scharfe Werkzeuge mit größeren Spanwinkeln, um die Werkstückbelastung zu reduzieren.
Welche Teile einer CNC-Fräsmaschine sind hinsichtlich der Stabilität unerlässlich?
Die Fähigkeit der Teile einer CNC-Fräsmaschine, Vorgänge auszuführen, bestimmt letztendlich die Obergrenze der Präzision bei großen CNC-Fräsdienstleistungen, insbesondere bei der Herstellung großer dünnwandiger Teile. Daher sind die Steifigkeit der Werkzeugmaschine, die thermische Stabilität und die Antriebsgenauigkeit wesentliche Faktoren.
Ultimative Steifigkeit, thermische Stabilität und geometrische Genauigkeit
1. Die Steifigkeit der Werkzeugmaschine bestimmt die Obergrenze:
Das integrale Mineralguss- oder Gusseisenbett einer großen Portalfräsmaschine erfordert eine statische Steifigkeit von mehr als 100 N/m (Straße mit ISO 230-2-Standard ), um Schnittvibrationen effektiv zu dämpfen und Rattern zu verhindern. Die Portalfräsmaschinen von JS Precision erreichen eine statische Steifigkeit von 120 N/m, was weit über den Industriestandards liegt .
2. Thermische Stabilität sorgt für Konsistenz:
Eine Werkstatt mit konstanter Temperatur (201 °C), ein Flüssigkeitskühlsystem für Spindel und Leitspindel sowie ein thermisch symmetrisches Design halten thermische Fehler über einen langen Zeitraum unter 0,01 mm . Dies ist die Grundlage für eine hohe Präzision beim CNC-Fräsen großer Teile.
Hochpräziser Antrieb und Echtzeit-Feedback
1. Hochleistungs-Elektrospindel: Verfügt über eine vibrationsarme Elektrospindel mit hoher Dynamik (Drehmoment bis zu 100 Nm) für einen reibungslosen Betrieb auch bei niedrigen Schnittkräften.
2. Vollständige Positionsregelung mit geschlossenem Regelkreis: Ausgestattet mit einem linearen Encoder, um eine vollständig geschlossene Rückkopplung zu erreichen, kann das System die thermische Ausdehnung und das Spiel der Leitspindel ausgleichen und so eine Positionierungsgenauigkeit von 0,005 mm gewährleisten.
| Werkzeugmaschinenkomponenten | Anforderungen an Leistungsparameter | JS-Präzisionskonfiguration | Beitrag zur Genauigkeit |
| Bettmaterial | Mineralguss/Gusseisen | Mineralguss | Erhöht die statische Steifigkeit um 15 % |
| Spindeldrehmoment | ≥80 Nm | 100 Nm | Gewährleistet Stabilität beim Schneiden mit geringer Schnitttiefe |
| Auflösung des Zellulators | ≤0,001 mm | 0,0005 mm | Kompensiert Positionierungsfehler |
| Kühlmethode | Doppelte Kühlspindel + Leitspindel | Dreifache Kühlspindel + Leitspindel + Bett | Der thermische Fehler wird innerhalb von 0,01 mm kontrolliert |
Möchten Sie wissen, wie hochsteife Werkzeugmaschinen die Bearbeitungsstabilität verbessern? Sehen Sie sich die Liste von JS Precision an Teile einer CNC-Fräsmaschine Konfigurationen jetzt, um detaillierte Parameter für große Portalfräsmaschinen zu erhalten.
Warum ist Aluminium die erste Wahl für kundenspezifische große Aluminiumteile?
Maßgeschneiderte große Aluminiumteile gelten als perfekte Option für leichte Luxusausrüstung. Die besonderen Eigenschaften des Materials und die Prozessvorteile von Aluminiumlegierungen haben sie zur ersten Wahl für CNC-Fräsdienstleistungen für große Teile gemacht.
Aluminiumlegierungen: Leicht, Gewicht, Bearbeitbarkeit und Leistung
Im Vergleich zu Stahl- und Titanlegierungen bieten Aluminiumlegierungen (wie 7075-T6) eine höhere spezifische Festigkeit und sind daher die wichtigste Option zur Erzielung von Leichtbau .
Ihre hervorragende Bearbeitbarkeit führt zu einem höheren Materialabtrag und einer geringeren Bearbeitungsbelastung. Verschiedene Qualitäten von Aluminiumlegierungen unterscheiden sich erheblich in ihren jeweiligen Einsatzszenarien:
- 6061-T651 ist ideal für die Herstellung allgemeiner Strukturteile.
- 7075-T7351 ist die Sorte für hochfeste, hochzähe und spannungskorrosionsbeständige kritische Komponenten in der Luft- und Raumfahrt .
- 5083 wird typischerweise dort eingesetzt, wo Korrosionsbeständigkeit erforderlich ist, beispielsweise im Schiffsbau.
Qualitätskontrolle vom Boden aus
Durch die starke Betonung, dass es sich bei dem Material um vorgerecktes Blech aus der Luft- und Raumfahrtindustrie und Qualitätslieferanten mit vollständigen Schmelzchargenberichten handeln sollte, kann man sicher sein, stabile Materialeigenschaften zu erhalten.
Dienstleister mit höchsten Standards führen Ultraschallprüfungen und andere Tests an den an sie gelieferten Materialien durch, um sicherzustellen, dass keine internen Mängel vorliegen. Dies ist die erste Phase der Gewährleistung der Zuverlässigkeit von kundenspezifische große Aluminiumteile .
| Aluminiumlegierungssorte | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Anwendbare Szenarien | Verarbeitungsschwierigkeiten |
| 6061-T651 | 310 | 276 | Allgemeine Strukturkomponenten | ★★☆☆☆ |
| 7075-T7351 | 510 | 480 | Kritische Komponenten für die Luft- und Raumfahrt | ★★★★☆ |
| 5083-H116 | 270 | 145 | Korrosionsbeständige Komponenten für die Schifffahrt | ★★★☆☆ |
| 2024-T351 | 480 | 325 | Komponenten mit hoher Dauerfestigkeit | ★★★★★ |
Möchten Sie die optimale Sorte für Ihre kundenspezifischen großen Aluminiumteile auswählen? Kontaktieren Sie JS Precision, unsere Materialingenieure beraten Sie kostenlos bei der Materialauswahl.
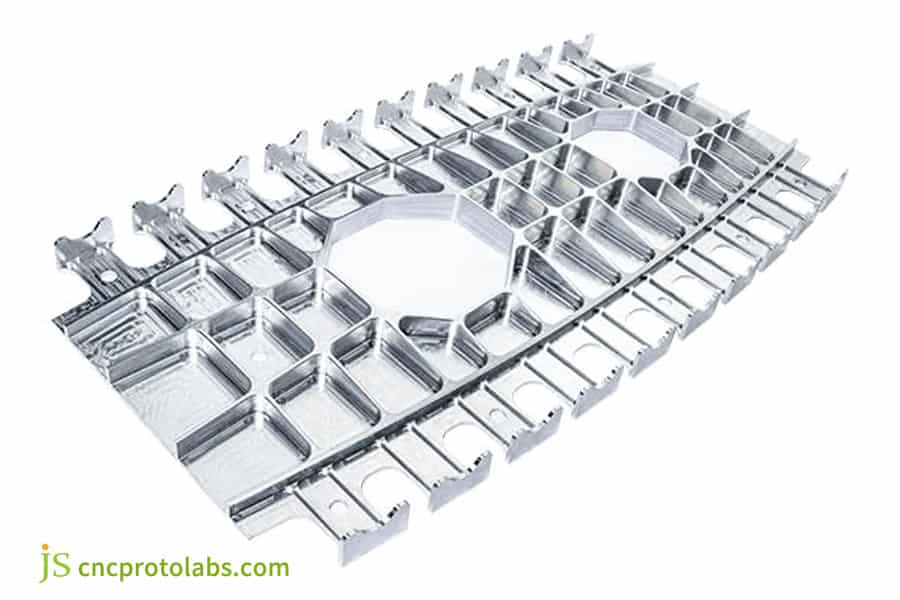 Abbildung 2 Ein silbernes dünnwandiges Aluminiumteil mit komplexer Geometrie und einer zentralen kreisförmigen Öffnung.
Abbildung 2 Ein silbernes dünnwandiges Aluminiumteil mit komplexer Geometrie und einer zentralen kreisförmigen Öffnung.
Wie verschiebt die CNC-Bearbeitung in der Luft- und Raumfahrt die Grenzen der Präzision?
Die CNC-Bearbeitung in der Luft- und Raumfahrt ist der Inbegriff von Präzision in der Branche und ihre Bearbeitungsstandards sowie ihre Prozesse dienen als Referenzniveau für CNC-Fräsdienstleistungen für große Teile.
Äußerst anspruchsvolle Luft- und Raumfahrt-Codekomponenten
Denken Sie beispielsweise an die Flugzeugschottwände (1,5 mm dick, 0,2 mm Profil erforderlich) oder die Satellitenantennenträger (dünnwandige Netzstrukturen). Diese Komponenten erfordern höchste Steifigkeit, Dimensionsstabilität und Zuverlässigkeit bei gleichzeitig sehr geringem Gewicht. Die Herstellung dieser Teile ist der Höhepunkt der Erprobung von Dünnwandbearbeitungsdiensten.
Zusammenarbeit für bessere technische Lösungen
Kompetente Dienstleister werden frühzeitig eingebunden, bieten DFM-Beratung (Design for Manufacturing) an (z. B. die Vereinfachung des Kehlradius und das Hinzufügen von Prozessverstärkungsrippen), nutzen auch Schnittkraft- und Verformungssimulationssoftware zur Risikovorhersage und setzen am Ende Lasertracker oder KMGs für die vollständige Flächeninspektion ein.
JS Precisions CNC-Bearbeitung in der Luft- und Raumfahrt Das Team hat mehr als 500 dünnwandige Satelliten- und Flugzeugteile erfolgreich hergestellt, wobei alle Toleranzen innerhalb von 0,05 mm kontrolliert wurden.
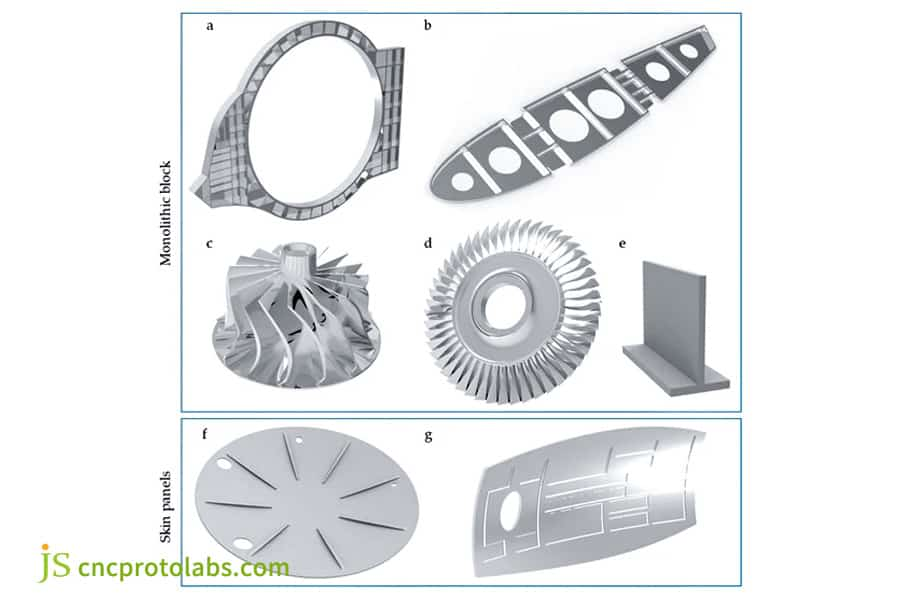 Abbildung 3 CNC-bearbeitete dünnwandige Luft- und Raumfahrtkomponenten
Abbildung 3 CNC-bearbeitete dünnwandige Luft- und Raumfahrtkomponenten
Worauf sollten Sie bei einem Partner für das CNC-Fräsen großer Teile achten?
Wenn Sie nach einem Partner suchen, der Sie beim CNC-Fräsen großer Teile unterstützt, müssen Sie neben dem bloßen Preis auch die technische Stärke und die Servicefähigkeiten des potenziellen Partners abwägen. JS Precision hat daher fünf zentrale Bewertungskriterien aufgezählt, die Ihnen bei der Auswahl eines vertrauenswürdigen Dienstleisters helfen sollen.
Fünf-Punkte-Fragenliste zur Bewertung technischer Kompetenzen
- Können Sie für uns ein Portfolio erfolgreicher Fallstudien erstellen und die gemessenen Verformungsdaten (z. B. CMM-Berichte) für ähnlich komplexe dünnwandige Teile demonstrieren?
- Welche Spezifikationen (Hub, Steifigkeit) und Genauigkeit (Positionierung/Wiederholgenauigkeit) hat Ihre große Portalfräsmaschine ?
- Verfügen Sie über die Fähigkeit zur Prozesssimulation? Wie regeln Sie Ihre Rohstoffversorgung und wer sind Ihre Wärmebehandlungspartner?
- Verfügen Sie über Luft- und Raumfahrtzertifizierungen wie AS9100/NADCAP ?
- Könnten Sie während der Entwurfsphase Anleitung zur DFM-Optimierung geben?
Beurteilung des Gesamtwerts
Eine Überprüfung ihres Qualitätskontrollsystems und ihrer Prüfinstrumente (Laserinterferometer, Koordinatenmessgerät) ist erforderlich. Durch die Bewertung der Kompetenz des Ingenieurteams zur Bereitstellung effektiver DFM-Optimierungsvorschläge während der Entwurfsphase können Sie später erhebliche Kosten einsparen, die weit über die Servicegebühr hinausgehen.
Möchten Sie schnell qualifizierte Screenings durchführen? große CNC-Fräsdienstleistungen Lieferanten? Laden Sie jetzt die Checkliste zur Lieferantenbewertung von JS Precision herunter und überprüfen Sie jeden Punkt, um Fallstricke zu vermeiden.
Fallstudie: Überwindung des 0,8-Meter-Satellitenrahmens und Erhöhung der Ebenheit von 1,2 mm auf 0,15 mm
Herausforderung
Ein Kunde aus der Luft- und Raumfahrtindustrie musste einen 800 mm x 600 mm großen Satellitenrahmen aus Aluminiumlegierung mit einer Gesamtwandstärke von 2,5 mm , einer inneren Wabenverstärkung und dem Material 7075-T7351 bearbeiten. Die erforderliche Ebenheit betrug 0,2 mm.
Die Gesamtebenheit des Rahmens lag nach dem ersten Bearbeitungsvorgang um 1,2 mm außerhalb der Toleranz und außerdem kam es zu einer lokalen Verformung. Diese Reparaturarbeiten entsprachen nicht den Montageanforderungen und dementsprechend bestand für den Kunden die Gefahr, dass die Projektzeit verloren ging.
JS Precision Solutions
1.DFM-Optimierung und Simulation:
Basierend auf der Vorhersage der Spannungsverteilung mithilfe der Deform-Software werden drei temporäre 8-mm-Prozessvorsprünge in unkritischen Bereichen hinzugefügt. Das Layout wird durch Finite-Elemente-Analyse optimiert, was zu einer Erhöhung der Steifigkeit führt , ohne die Montage zu beeinträchtigen .
Mithilfe simulierter Klemmkräfte wird ein Sechspunkt-Positionierungsschema ausgewählt, mit dem die Klemmverformung auf 0,03 mm genau kontrolliert werden kann. Ziel dieser Methode ist es, die Bearbeitungsstabilität dünnwandiger Teile in großen CNC-Fräsdiensten zu erhöhen.
2. Kundenspezifisches Prozesspaket:
Es kommt ein maßgeschneiderter siebenstufiger Prozess zum Einsatz: Grobfräsen, künstliches Altern, Halbfertigfräsen, sekundäres künstliches Altern, Fertigfräsen.
Beim Grobfräsen bleibt ein Aufmaß von 3 mm übrig, um 80 % des überschüssigen Materials zu entfernen. Anschließend wird die Legierung 4 Stunden lang bei 120 °C gealtert, um die innere Spannung abzubauen. Beim Halbfertigfräsen bleibt eine Kalibrierungszugabe von 0,8 mm übrig, und beim Fertigfräsen werden eine S12000- Geschwindigkeit und eine Schnitttiefe von 0,3 mm zur schrittweisen Spannungsentlastung verwendet. Dies ist die Kerntechnologie von JS Präzision Dienstleistungen im Bereich der Dünnwandbearbeitung.
3. Spezielle Tools und Echtzeitüberwachung:
Es wurde eine Vakuumadsorptions- und flexible Mehrpunkt-Stützvorrichtung entwickelt, die einen Vakuumdruck von 0,6 und 0,8 MPa und vier einstellbare Stützblöcke zur Verhinderung von Verformungen umfasste.
Mit der integrierten Sonde der Werkzeugmaschine wurden die fünf Hauptmerkmale jeder Stufe mit einer Genauigkeit von 0,002 mm geprüft. Die Daten wurden in Echtzeit zurückgegeben, wodurch die Kontrollierbarkeit des gesamten Bearbeitungsprozesses sichergestellt wurde.
Ergebnisse:
Die Ebenheit des Endteils wurde immer innerhalb von 0,15 mm gehalten und das Gewicht entsprach vollständig den Konstruktionskriterien . Es konnte die vollständige maßstabsgetreue Prüfung und Abnahme durch einen Lasertracker bestehen.
Im Vergleich zu den wiederholten Formmodifikationen und -anpassungen des Kunden wurden Durchlaufzeit und Kosten um mehr als 40 % optimiert, wodurch direkt über 20.000 USD eingespart und gleichzeitig die Montagerisiken verringert wurden.
Stehen auch Sie bei der Bearbeitung großer dünnwandiger Teile vor ähnlichen Herausforderungen? Reichen Sie jetzt Ihre Teilezeichnungen ein und das Ingenieurteam von JS Precision wird eine maßgeschneiderte Lösung für Sie erstellen, die den Erfolg des Satellitenrahmengehäuses nachahmt.
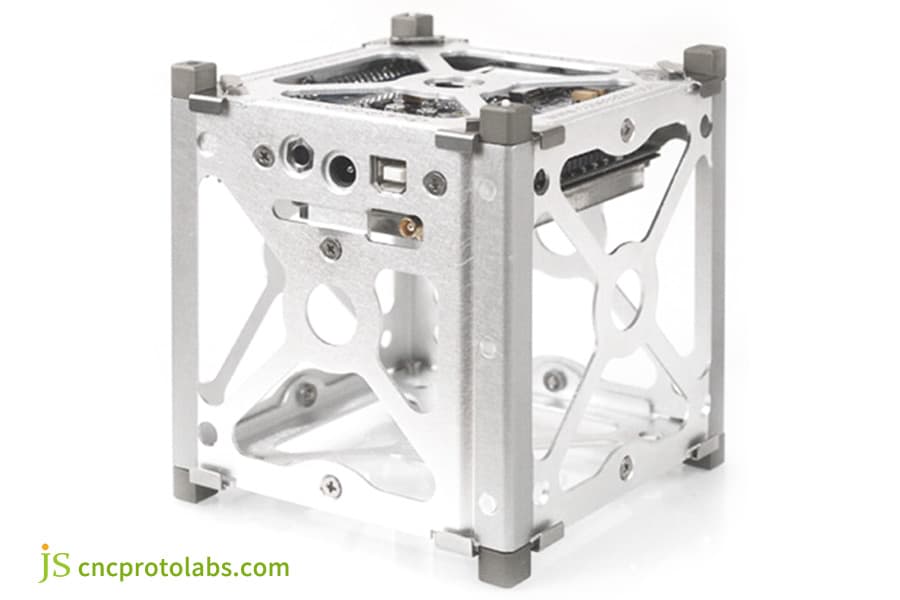 Abbildung 4 Satellitenrahmen durch CNC-Fräsen gefräst
Abbildung 4 Satellitenrahmen durch CNC-Fräsen gefräst
FAQs
F1: Was ist die minimale Wandstärke, die für die Bearbeitung großer dünnwandiger Teile erreicht werden kann?
Bei Aluminiumlegierungen ermöglichen Prozessoptimierung und geeignete Unterstützung im Allgemeinen eine stabile Bearbeitung von Wandstärken bis zu 0,8–1,0 mm , wobei einige lokale Details möglicherweise sogar noch dünner sind.
F2: Wie stark erhöht die Kontrolle der Verformung normalerweise die Kosten und die Durchlaufzeit?
Durch die konsequente Prozessumsetzung erhöht sich die Bearbeitungszeit um etwa 20 bis 30 % . Im Vergleich zum Verschrotten und Nacharbeiten oder späteren Anpassungen werden jedoch Gesamtkosten und Zeit erheblich gespart.
F3: Welche Teilegrößen können Sie bearbeiten?
JS Precision ist mit mehreren großen Portalfräsmaschinen mit Verfahrwegen über 2 Metern ausgestattet und kann somit Werkstücke bis zu 3000 mm × 1500 mm × 1000 mm bearbeiten.
F4: Können Sie neben Aluminiumlegierungen auch dünnwandige Teile aus Edelstahl oder Titanlegierungen bearbeiten?
Sicher. Doch je nach Material unterscheiden sich die Ansätze. Um thermische Spannungen zu vermeiden, werden bei Titanlegierungen niedrige Schnittgeschwindigkeiten verwendet, während bei rostfreiem Stahl der Schwerpunkt auf dem Werkzeugverschleiß und der Kaltverfestigung liegt.
F5: Wie stellen Sie die langfristige Maßhaltigkeit bearbeiteter Teile sicher?
Dies wird durch eine Vorstabilisierungsbehandlung des Materials, mehrere Alterungsprozesse zum Spannungsabbau während der Verarbeitung und eine abschließende Wärmebehandlung (z. B. T6-Tempern) gewährleistet.
F6: Wenn mein Design möglicherweise Herstellungsrisiken birgt, können Sie es im Voraus überprüfen?
Genau das ist der Kernwert unseres Unternehmens. Wir geben kostenlose DFM-Analyseberichte (Design for Manufacturability). Und vor der Produktion beraten wir Sie auch über die besten Optimierungsmöglichkeiten.
F7: Sind diese Verfahren auch für die Versuchsproduktion in Kleinserien (5-50 Stück) geeignet?
Voll anwendbar. Kleine Chargen erfordern strenge Prozesse, um die Konsistenz sicherzustellen. Wir optimieren CAM und Werkzeuge, um eine effiziente und wiederholbare Produktion zu erreichen.
F8: Was ist die typische Vorlaufzeit?
Für komplexe, große und dünnwandige Teile beträgt die übliche Vorlaufzeit von der Zeichnung bis zur Lieferung 3-6 Wochen , hängt jedoch von der Komplexität des Prozesses und dem aktuellen Produktionsplan ab.
Zusammenfassung
Um die durch die Bearbeitung großer dünnwandiger Teile verursachte Verformung zu überwinden, ist ein systematischer technischer Ansatz erforderlich, der Präzisionsprogrammierung, hochsteife Ausrüstung, Materialwissenschaft und Qualitätsmanagement integriert. Dienstleister sollten nicht nur Bediener sein, sondern auch Ingenieure, die die Fertigungsprinzipien verstehen.
JS Precision hat unter Nutzung seiner Erfahrung in der CNC-Bearbeitung in der Luft- und Raumfahrt ein Servicesystem für die Bearbeitung dünner Wände entwickelt, das von der Designzusammenarbeit bis zur Endkontrolle getestet werden kann und so die Umsetzung Ihrer Designentwürfe gewährleistet.
Wenn Sie Probleme mit großen und komplexen Teilen, dünnwandigen Verformungen oder hohen Präzisionsanforderungen haben, kontaktieren Sie uns bitte umgehend. Reichen Sie Ihre Zeichnungen ein um eine Machbarkeitsanalyse und einen Prozessplan exklusiv für das Ingenieurteam von JS Precision zu erhalten. Lassen Sie uns mit professioneller Kompetenz Ihre Herausforderungen in verlässliche Produktvorteile verwandeln.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

