

Услуги фрезерования крупных деталей на станках с ЧПУ являются основной поддержкой высокотехнологичного производства. Поскольку тенденция смещается в сторону более легких продуктов, потребность в крупных нестандартных алюминиевых деталях значительно возросла. Но при фрезеровании на станке с ЧПУ крупных деталей прогиб тонких стенок является одной из основных проблем, которые приводят к браку деталей, задержкам проекта и перерасходу бюджета.
В этой статье анализируются основные причины деформации крупных тонкостенных деталей и показано, как профессиональные услуги по фрезерованию крупных деталей с ЧПУ могут превратить проблемы в преимущества точности за счет интеграции процессов, оборудования и материалов. Выбор правильного партнера является ключом к достижению дизайнерского замысла.
Основная сводка ответов
| Основные вопросы | Ключевые ответы | Ценность, принесенная вам |
| Почему крупные тонкостенные детали имеют тенденцию легко деформироваться и ломаться во время обработки? | Тремя основными причинами , приводящими к отклонениям от первоначальных размеров и увеличению затрат, являются сила резания, снятие остаточного напряжения и нагрев при резке. | Выявление фундаментальных причин этих проблем сокращает количество неэффективных предположений и демонстрирует необходимость профессиональных услуг по обработке тонкостенных материалов. |
| Как профессиональные поставщики услуг методично предотвращают деформацию? | Они достигают этого с помощью персонализированного программирования, управления стрессом от начала до конца и трехмерного контроля деформации вместе с использованием оборудования высокой жесткости. | Это сокращает количество бракованных деталей, и проекты, наконец, сдаются вовремя и в рамках бюджета. |
| Как найти надежного партнера для крупных фрезерных услуг с ЧПУ? | Комплексная оценка технологических случаев, возможностей оборудования, авиационной сертификации и уровня инженерного обеспечения. | Выбирайте партнеров, которые могут решить задачи проектирования и предоставить комплексные решения. |
Ключевые выводы
- Контролируемая деформация:
Методично прорабатывая все этапы, можно постоянно контролировать деформацию обработки крупных тонкостенных деталей в пределах допуска 0,1 мм или даже более жесткого предела.
- Приоритет процесса:
Более половины рисков деформации можно устранить еще до этапа обработки с помощью раннего DFM (проектирование для производства) и моделирования резки.
- Оборудование – это основа:
Надежный Фрезерование крупных деталей на станке с ЧПУ. невозможно без использования станков, обладающих не только высокой жесткостью (например, портальных конструкций), но и термически устойчивыми.
- Партнеры – это расширенная команда:
Выбрав поставщика услуг, такого как JS Precision, который имеет опыт обработки с ЧПУ в аэрокосмической отрасли, вы можете мгновенно снизить свои технические риски и, следовательно, общие затраты.
Почему стоит доверять этому руководству? JS Precision имеет обширный опыт оказания крупных фрезерных услуг с ЧПУ
JS Precision более десяти лет в основном концентрируется на фрезерных услугах с ЧПУ, приобретая таким образом значительный опыт и глубокое понимание потребностей клиентов-производителей аэрокосмического и высокопроизводительного оборудования.
Мы изготовили более 10 000 сложных крупных тонкостенных деталей, а уровень повторных покупок наших клиентов составил более 85% . Наши знания о процессах фрезерования на станках с ЧПУ основаны на сочетании большого опыта, опыта и постоянных технологических инноваций.
Что касается материалов, JS Precision контролирует качество материалов, используя только предварительно растянутые алюминиевые листы от сертифицированных поставщиков аэрокосмической отрасли. Каждая партия материала сопровождается отчетом о полной плавке, а также отчетом об ультразвуковой дефектоскопии, что полностью исключает риск коробления, вызванного дефектами материалов в самом источнике.
Что касается конфигурации оборудования, мы оснащены несколькими крупными портальными фрезерными станками с ходом более 3 метров. Станок имеет статическую жесткость 120 Н/мкм и оснащен полностью замкнутой системой обратной связи по решетчатой линейке, обеспечивающей стабильную точность позиционирования ± 0,005 мм.
Наши технические решения очень строго соответствуют АС9100Д стандарты системы менеджмента качества в аэрокосмической отрасли, и все основные операции сертифицированы NADCAP (номер сертификата: NADCAP-2025-TS-0012).
Что касается усовершенствования процесса, эксклюзивный « семиэтапный процесс последовательного снятия напряжений » компании JS Precision позволил клиентам значительно снизить процент отказов крупных тонкостенных деталей — с более чем 30% до менее 2%.
Для тех, кто сталкивается с проблемами обработки крупных тонкостенных деталей, выбор опытного партнера может напрямую избежать затрат, связанных с методом проб и ошибок. Хотите проверить наши технические возможности? Отправьте чертежи деталей прямо сейчас, и команда инженеров JS Precision предоставит вам бесплатный индивидуальный отчет по анализу технологичности DFM, который позволит вам заранее предвидеть риски обработки.
Почему тонкие стенки так склонны к деформации при фрезеровании больших деталей на станках с ЧПУ?
При фрезеровании на станках с ЧПУ риск деформации крупных тонкостенных деталей значительно выше, чем у обычных деталей. Эта проблема особенно заметна в значительной части услуг фрезерования с ЧПУ . Здесь мы рассмотрим основные причины деформации деталей физически и с точки зрения стоимости.
Физические причины деформации: 3 основные
1. Отклонение инструмента из-за силы резания:
Если боковая кромка инструмента режет тонкие стенки толщиной менее 3 мм , радиальная сила резания, которая может превышать 100 Н, будет действовать на поверхность стенки и толкать ее, при этом стенка упруго деформируется, что приводит к перерезу или образованию вибраций инструмента. В большинстве случаев фрезерных услуг с ЧПУ это становится еще более очевидным по мере увеличения размера заготовки.
2. Тонкое снятие остаточного стресса:
Сочетание остаточных напряжений от прокатки и закалки заготовок из алюминиевых сплавов и неуравновешенного состояния, вызванного удалением большой части материала, приводит к короблению. Снятие напряжений после процесса резки может привести к тому, что деформация превысит 2 мм , что представляет собой основную трудность при резке. услуги по обработке тонкостенных материалов .
3. Тепло, выделяющееся при резке, вызывающее неравномерное локальное расширение:
Нагревание выше 200°C, возникающее при высокоскоростной резке, вместе с быстрым охлаждением охлаждающей жидкости приводит к возникновению термического напряжения, которое приводит к неравномерной усадке и, следовательно, к потере стабильности размеров . Термическая деформация продолжает накапливаться во время продолжительного фрезерования на станке с ЧПУ крупных деталей.
От неточности до катастрофы
Деформация может даже вызвать такие проблемы, как прямое физическое вмешательство при сборке нервюры крыла самолета, недостаточная жесткость сателлитных опор или нарушение герметичности радиатора.
Выброс дорогостоящей алюминиевой детали стоимостью десятки тысяч долларов только из-за деформации, конечно, означает потерю материала, но также может привести к задержке проекта на несколько недель , а затраты на модификацию конструкции в несколько раз превышают затраты на обработку.
Как услуги по обработке тонкостенных изделий стратегически предотвращают коробление?
Основным моментом предотвращения деформации при обработке тонкостенных деталей является «равномерное распределение силы, поэтапный сброс давления и точный контроль температуры». JS Precision обеспечивает систематический контроль деформации посредством интеллектуального программирования и полного управления нагрузками в процессе.
Интеллектуальное программирование и траектории, разрезающие целое на части
1. Многослойное фрезерование и многоосевое соединение:
Использование осевой послойной резки (например, глубина реза 0,5 мм на слой) и пятиосное боковое фрезерование вместе можно создать непрерывную и равномерную силу резания, которая предотвращает локальный перегрев и концентрацию напряжений . Эта стратегия программирования может эффективно снизить выход тонкостенных заготовок в значительной части фрезерных услуг с ЧПУ.
2. Научное сочетание параметров:
Используйте стратегию «высокая скорость, малая глубина резания и быстрая подача» (например, S12000, ap0,3 мм, F3000 мм/мин), чтобы максимизировать эффективность удаления и минимизировать силу резания в одной точке.
Изготовленные на заказ крупные алюминиевые детали различной толщины требуют совершенно разных технологических параметров. Ниже приведена стандартная таблица параметров от JS Precision, проверенная тысячами практических тестов:
| Толщина стенки (мм) | Скорость шпинделя (с, об/мин) | Глубина резания (ap, мм) | Скорость подачи (F, мм/мин) | Диаметр инструмента (мм) | Давление охлаждающей жидкости (МПа) | Применимый класс материала |
| 1,0-1,5 | 15000-18000 | 0,15-0,25 | 3500-4500 | 6-8 | 0,8-1,2 | 6061-Т651/7075-Т7351 |
| 1,6-2,5 | 12000-15000 | 0,25-0,4 | 3000-4000 | 8-12 | 0,6-0,9 | 6061-T651/5083-H116 |
| 2,6-3,5 | 8000-12000 | 0,4-0,6 | 2500-3500 | 12-16 | 0,5-0,8 | 6061-Т651/2024-Т351 |
| 3,6-5,0 | 6000-8000 | 0,6-1,0 | 2000-3000 | 16-20 | 0,4-0,6 | 5083-H116/2024-T351 |
| 5,1-8,0 | 4000-6000 | 1,0-1,5 | 1500-2500 | 20-25 | 20-25 | 6061-T651/5083-H116 |
Полнотехнологическое управление стресс-инжинирингом
1. Предварительная обработка материала является ключевым фактором.
Необходимо сосредоточиться на использовании предварительно растянутых алюминиевых пластин, обработанных методом вибрационного старения или в условиях T74/T7351, что может способствовать снижению внутреннего начального напряжения от источника более чем на 60% .
2. Способ обработки «шаг за шагом».
Здесь автор подробно описал используемый процесс, а также он использовался для отслеживания процесса (припуск 3 мм), черновой обработки, релаксации напряжений (естественное или искусственное старение), (припуск 0,8 мм), получистовой обработки, окончательной чистовой обработки, постепенного снятия напряжения на каждом этапе .
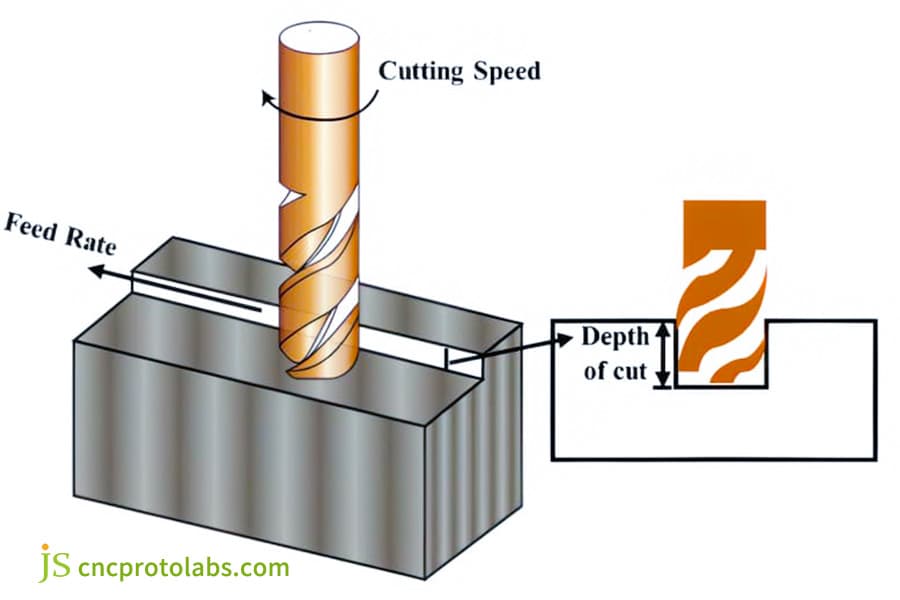 Рисунок 1. Используйте меньшие скорости подачи, меньшую глубину резания и острые инструменты с большими передними углами, чтобы снизить нагрузку на заготовку.
Рисунок 1. Используйте меньшие скорости подачи, меньшую глубину резания и острые инструменты с большими передними углами, чтобы снизить нагрузку на заготовку.
Какие части фрезерного станка с ЧПУ не подлежат обсуждению для обеспечения стабильности?
Способность деталей фрезерного станка с ЧПУ выполнять операции — это то, что в конечном итоге определяет верхний предел точности в крупных фрезерных услугах с ЧПУ, особенно при производстве крупных тонкостенных деталей. Следовательно, жесткость станка, термическая стабильность и точность привода являются важными факторами.
Максимальная жесткость, термическая стабильность и геометрическая точность
1. Жесткость станка определяет верхний предел:
Цельная станина из минерального литья или чугунная станина большого портального фрезерного станка требует статической жесткости более 100 Н/м (дорога с Стандарт ИСО 230-2 ) для эффективного гашения вибраций при резке и предотвращения вибрации. Портальные фрезерные станки JS Precision обладают статической жесткостью 120 Н/м, что значительно превышает отраслевые стандарты .
2. Термическая стабильность обеспечивает постоянство:
Цех с постоянной температурой (201°C), система жидкостного охлаждения шпинделя и ходового винта, а также термически симметричная конструкция позволяют сохранять температурные погрешности ниже 0,01 мм в течение длительного периода времени. Это основа достижения высокой точности при фрезеровании на станках с ЧПУ крупных деталей.
Высокоточный привод и обратная связь в реальном времени
1.Высокопроизводительный электрический шпиндель: имеет электрический шпиндель с низким уровнем вибрации и высоким динамическим откликом (крутящий момент до 100 Нм) для плавной работы даже в условиях низкой силы резания.
2. Полное управление положением с замкнутым контуром. Оснащенная линейным энкодером для достижения полной обратной связи с замкнутым контуром, система может компенсировать тепловое расширение и люфт ходового винта, тем самым обеспечивая точность позиционирования 0,005 мм.
| Компоненты станков | Требования к параметрам производительности | Точная конфигурация JS | Вклад в точность |
| Материал кровати | Минеральное литье/Чугун | Минеральное литье | Увеличивает статическую жесткость на 15%. |
| Крутящий момент шпинделя | ≥80 Нм | 100 Нм | Обеспечивает стабильность при резании на малой глубине резания. |
| Разрешение целлюлятора | ≤0,001 мм | 0,0005 мм | Компенсирует ошибки позиционирования. |
| Метод охлаждения | Шпиндель с двойным охлаждением + ходовой винт | Тройной охлаждающий шпиндель + ходовой винт + станина | Тепловая погрешность контролируется в пределах 0,01 мм. |
Хотите знать, как станки высокой жесткости повышают стабильность обработки? Посмотреть список JS Precision части фрезерного станка с ЧПУ конфигурации теперь, чтобы получить подробные параметры для больших портальных фрезерных станков.
Почему алюминий является лучшим выбором для изготовления крупных алюминиевых деталей на заказ?
Изготовленные на заказ крупные алюминиевые детали считаются идеальным вариантом для легкого и роскошного оборудования. Внутренние особенности материала и технологические преимущества алюминиевых сплавов сделали их ведущим выбором в значительной части услуг фрезерования с ЧПУ.
Алюминиевые сплавы: легкий вес, обрабатываемость и производительность
По сравнению со сталью и титановыми сплавами алюминиевые сплавы (например, 7075-T6) обеспечивают лучшую удельную прочность, поэтому они становятся основным вариантом достижения легкости .
Их превосходная обрабатываемость приводит к более высокой скорости съема материала и снижению механического напряжения. Различные марки алюминиевых сплавов сильно различаются по сценариям использования:
- 6061-T651 идеально подходит для изготовления общих конструкционных деталей.
- 7075-T7351 — это марка для высокопрочных, ударных и устойчивых к коррозии компонентов авиакосмической промышленности .
- 5083 обычно используется там, где необходима устойчивость к коррозии, например, в морской технике.
Контроль качества на первом уровне
Подчеркивая, что материал должен представлять собой предварительно растянутый листовой металл из аэрокосмической отрасли, поставщики которого имеют отчеты о партиях полного плавления, можно быть уверенным в получении стабильных свойств материала.
Поставщики услуг, отвечающие самым высоким стандартам, проводят ультразвуковой контроль , а также другие испытания поставляемых им материалов, чтобы убедиться в отсутствии внутренних дефектов. Это начальный этап, гарантирующий надежность изготовленные на заказ большие алюминиевые детали .
| Алюминиевый сплав | Предел прочности (МПа) | Предел текучести (МПа) | Применимые сценарии | Сложность обработки |
| 6061-Т651 | 310 | 276 | Общие структурные компоненты | ★★☆☆☆ |
| 7075-Т7351 | 510 | 480 | Критические компоненты аэрокосмической отрасли | ★★★★☆ |
| 5083-H116 | 270 | 145 | Морские коррозионностойкие компоненты | ★★★☆☆ |
| 2024-Т351 | 480 | 325 | Компоненты с высокой усталостной прочностью | ★★★★★ |
Хотите выбрать оптимальную марку для изготовления крупногабаритных алюминиевых деталей? Свяжитесь с JS Precision, наши инженеры по материалам предоставят вам бесплатную консультацию по выбору материала.
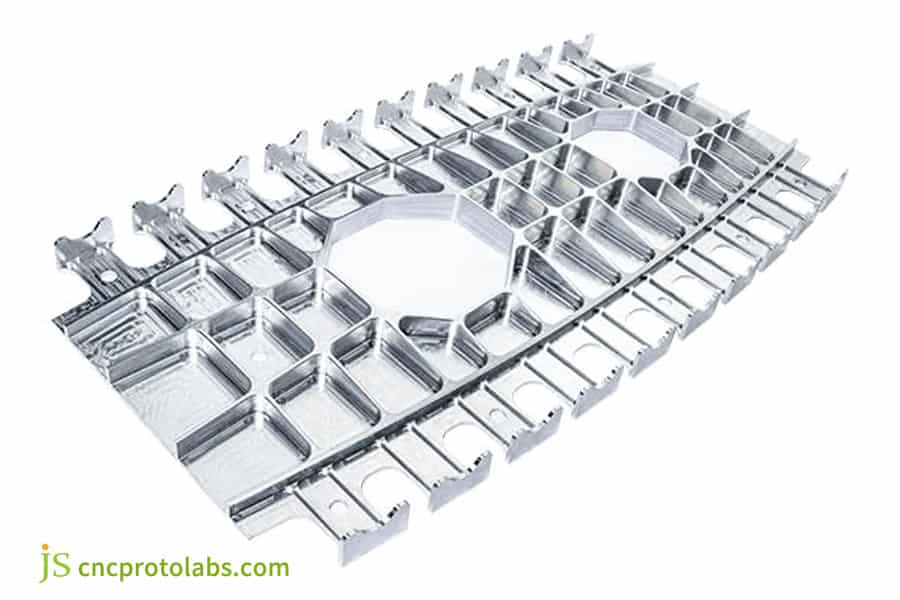 Рисунок 2. Тонкостенная алюминиевая деталь серебристого цвета со сложной геометрией и центральным круглым отверстием.
Рисунок 2. Тонкостенная алюминиевая деталь серебристого цвета со сложной геометрией и центральным круглым отверстием.
Как аэрокосмическая обработка с ЧПУ расширяет границы точности?
Обработка с ЧПУ в аэрокосмической отрасли является воплощением точности в отрасли, а ее стандарты обработки, а также ее процессы используются в качестве эталонного уровня для услуг фрезерования крупных деталей с ЧПУ.
Компоненты кода для аэрокосмической отрасли с высокими требованиями
Рассмотрим, например, переборки самолетов (толщина 1,5 мм, требования к профилю 0,2 мм) или опоры спутниковых антенн (тонкостенные сетчатые конструкции). Эти компоненты требуют максимальных свойств жесткости, стабильности размеров и надежности, в то же время очень легкого веса. Производство этих деталей является вершиной испытаний услуг по обработке тонкостенных материалов.
Сотрудничество для лучших инженерных решений
Экспертные поставщики услуг участвуют на ранних стадиях, предлагают консультации по DFM (проектирование для производства) (например, по упрощению радиуса скругления и добавлению ребер технологического усиления), они также используют программное обеспечение для моделирования силы резания и деформации для прогнозирования рисков и, в конечном итоге, используют лазерные трекеры или КИМ для полной проверки площади.
JS Precision аэрокосмическая обработка с ЧПУ команда успешно изготовила более 500 тонкостенных деталей спутников и самолетов, все их допуски выдерживались в пределах 0,05 мм.
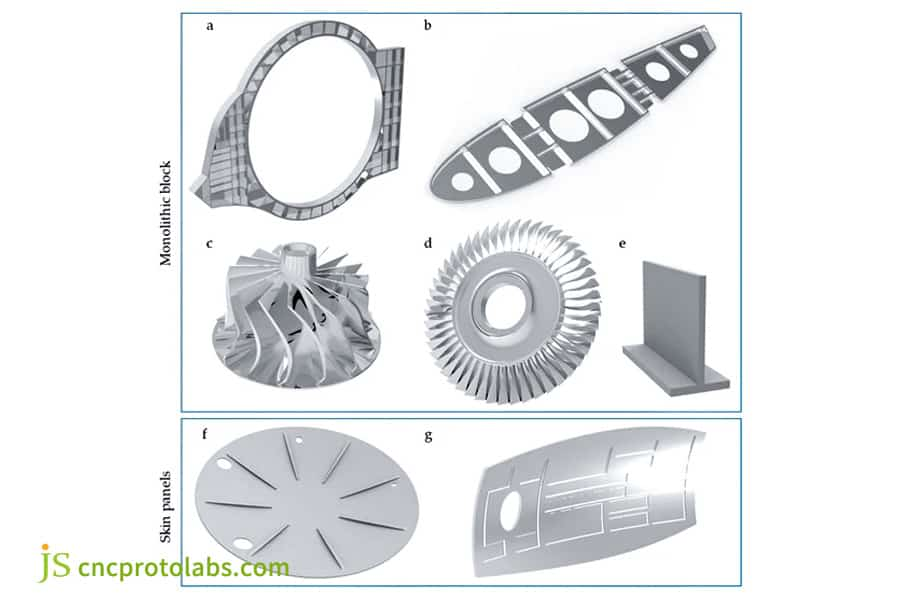 Рисунок 3. Тонкостенные детали для аэрокосмической отрасли, обработанные на станках с ЧПУ.
Рисунок 3. Тонкостенные детали для аэрокосмической отрасли, обработанные на станках с ЧПУ.
На что следует обратить внимание при выборе партнера по фрезерной обработке крупных деталей с ЧПУ?
Когда вы ищете партнера, который поможет вам в фрезеровании крупных деталей на станке с ЧПУ, помимо простого рассмотрения цены, вам также необходимо оценить технические возможности и сервисные возможности потенциального партнера. Таким образом, JS Precision перечислила пять основных критериев оценки, которые помогут вам выбрать надежного поставщика услуг.
Список вопросов из пяти пунктов для оценки технических компетенций
- Можете ли вы предоставить нам портфолио успешных тематических исследований и продемонстрировать измеренные данные о деформации (например, отчеты CMM) для аналогичных сложных тонкостенных деталей?
- Каковы характеристики (ход хода, жесткость) и точность (позиционирование/повторяемость) вашего большого портального фрезерного станка ?
- Есть ли у вас возможность моделирования процессов? Как вы управляете поставками сырья и кто является вашим партнером по термообработке?
- Есть ли у вас аэрокосмические сертификаты, такие как AS9100/NADCAP ?
- Сможете ли вы предоставить рекомендации по оптимизации DFM на этапе проектирования?
Оценка общей ценности
Необходима проверка их системы контроля качества и средств испытаний (лазерный интерферометр, координатно-измерительная машина). Оценка компетентности команды инженеров по предоставлению эффективных предложений по оптимизации DFM на этапе проектирования может помочь вам значительно сэкономить на последующих затратах, которые значительно превысят плату за обслуживание.
Хотите быстро проверить квалифицированных крупные фрезерные услуги с ЧПУ поставщики? Загрузите контрольный список оценки поставщиков JS Precision прямо сейчас и проверьте каждый пункт, чтобы избежать ошибок.
Практический пример: преодоление рамы спутника длиной 0,8 метра и увеличение плоскостности с 1,2 мм до 0,15 мм
Испытание
Клиенту из аэрокосмической отрасли необходимо было обработать сателлитную раму из алюминиевого сплава размером 800 x 600 мм с общей толщиной стенок 2,5 мм , внутренним сотовым армированием и материалом 7075-T7351. Требуемая плоскостность составляла 0,2 мм.
Общая плоскостность рамы после первой операции механической обработки вышла за пределы допуска на 1,2 мм, а также наблюдалось локальное коробление. Данные ремонтные операции не соответствовали требованиям сборки и, следовательно, заказчик рисковал потерять сроки проекта.
Прецизионные решения JS
1.Оптимизация и моделирование DFM:
Три временные технологические бобышки толщиной 8 мм добавляются в некритических областях на основе прогноза распределения напряжений с помощью программного обеспечения Deform. Компоновка оптимизирована посредством анализа конечных элементов, что приводит к увеличению жесткости без вмешательства в сборку .
Моделирование усилий зажима используется для выбора шеститочечной схемы позиционирования, которая позволяет контролировать деформацию зажима с точностью до 0,03 мм. Этот метод направлен на повышение стабильности обработки тонкостенных деталей в крупных фрезерных станках с ЧПУ.
2.Индивидуальный пакет процесса:
Используется индивидуальный семиэтапный процесс: черновое фрезерование, искусственное старение, получистовое фрезерование, вторичное искусственное старение, чистовое фрезерование.
При черновом фрезеровании остается припуск в 3 мм для удаления 80% избыточного материала, затем сплав выдерживается при температуре 120°С в течение 4 часов, чтобы снять внутреннее напряжение. Получистовое фрезерование оставляет калибровочный припуск 0,8 мм , а чистовое фрезерование использует скорость S12000 и глубину резания 0,3 мм для поэтапного снятия напряжений. Это основная технология JS Точность услуги по обработке тонкостенных материалов.
3. Специальные инструменты и мониторинг в реальном времени:
Создано вакуумно-адсорбционное и многоточечное гибкое опорное приспособление, включающее вакуумное давление 0,6, 0,8 МПа и четыре регулируемых опорных блока для предотвращения коробления.
С помощью встроенного в станок датчика пять ключевых элементов каждого этапа проверялись с точностью до 0,002 мм . Данные возвращались в режиме реального времени, что обеспечивало управляемость всего процесса обработки.
Результаты:
Плоскостность конечной детали всегда сохранялась в пределах 0,15 мм, а вес полностью соответствовал критериям проектирования . Она смогла пройти полную масштабную проверку и приемку с помощью лазерного трекера.
По сравнению с повторными модификациями и корректировками пресс-форм, выполняемыми клиентом, время и стоимость выполнения заказа были оптимизированы более чем на 40 %, что позволило напрямую сэкономить более 20 000 долларов США и в то же время снизить риски при сборке.
Сталкиваетесь ли вы с подобными проблемами при обработке крупных тонкостенных деталей? Отправьте чертежи деталей прямо сейчас, и команда инженеров JS Precision подберет для вас решение, повторяющее успех случая с сателлитной рамой.
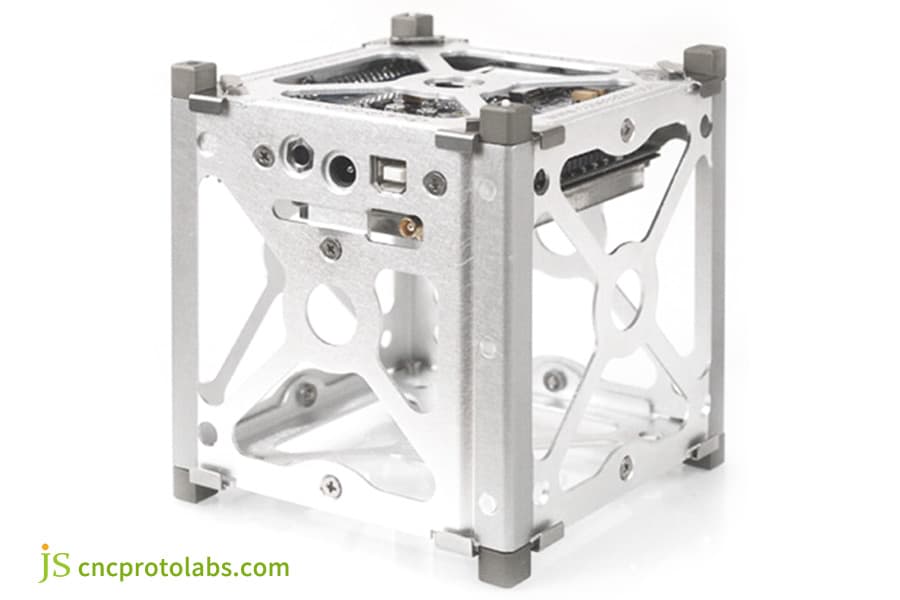 Рисунок 4. Каркас сателлита, фрезерованный на станке с ЧПУ.
Рисунок 4. Каркас сателлита, фрезерованный на станке с ЧПУ.
Часто задаваемые вопросы
Вопрос 1: Какова минимальная толщина стенки, которая может быть достигнута при обработке крупных тонкостенных деталей?
Для алюминиевых сплавов оптимизация процесса и правильная поддержка позволяют стабильно обрабатывать толщину стенки в целом до 0,8-1,0 мм , а некоторые локальные детали могут быть еще тоньше.
Вопрос 2: Насколько контроль деформации обычно увеличивает стоимость и время выполнения заказа?
Систематическое внедрение процесса увеличивает время обработки примерно на 20–30 % . Тем не менее, по сравнению с списанием и переработкой или внесением корректировок на более позднем этапе общие затраты и время значительно экономятся.
В3: Детали какого размера вы можете обрабатывать?
JS Precision оснащена несколькими большими портальными фрезерными станками с ходом более 2 метров, что позволяет обрабатывать заготовки размером до 3000×1500×1000 мм .
В4: Помимо алюминиевых сплавов, можете ли вы обрабатывать тонкостенные детали из нержавеющей стали или титановых сплавов?
Конечно. Но подходы различаются в зависимости от материала. Чтобы избежать термического напряжения, для титанового сплава используются низкие скорости резания, а для нержавеющей стали основное внимание уделяется износу инструмента и наклепу.
В5: Как вы обеспечиваете долговременную стабильность размеров обработанных деталей?
Это обеспечивается за счет предварительной стабилизации материала, многократных процессов старения для снятия напряжений во время обработки и окончательной термообработки (например, отпуска Т6).
Вопрос 6: Если моя конструкция может иметь производственные риски, можете ли вы просмотреть ее заранее?
Именно это является основной ценностью нашей компании. Мы даем бесплатные аналитические отчеты DFM (проектирование для технологичности) и перед производством мы также консультируем по лучшим способам оптимизации.
В7: Подходят ли эти процессы для мелкосерийного пробного производства (5–50 штук)?
Полностью применимо. Небольшие партии требуют строгих процессов для обеспечения единообразия. Мы оптимизируем CAM и оснастку для достижения эффективного и повторяющегося производства.
В8: Каково типичное время выполнения заказа?
Для сложных, крупных и тонкостенных деталей обычное время выполнения заказа от чертежа до доставки составляет 3-6 недель , однако это зависит от сложности процесса и текущего графика производства.
Краткое содержание
Чтобы преодолеть деформацию, вызванную обработкой крупных тонкостенных деталей, требуется системный инженерный подход, объединяющий точное программирование, оборудование высокой жесткости, материаловедение и управление качеством. Поставщики услуг должны быть не только операторами, но и инженерами, понимающими принципы производства.
Компания JS Precision, используя свой опыт в области обработки с ЧПУ в аэрокосмической отрасли, разработала сервисную систему обработки тонких стенок, которую можно тестировать от совместной разработки до окончательной проверки, обеспечивая тем самым реализацию ваших проектных чертежей.
Если вас беспокоят большие и сложные детали, тонкостенные деформации или требования высокой точности, немедленно свяжитесь с нами. Отправьте свои рисунки получить технико-экономическое обоснование и технологический план, эксклюзивный для инженерной команды JS Precision. Позвольте нам использовать профессиональные навыки, чтобы превратить ваши проблемы в надежные преимущества продукта.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

