

Präzisions-CNC-Fräsdienstleistungen stehen im Bereich der Fertigung von High-End-Präzisionsteilen vor einem Schwachpunkt bei Oberflächendefekten, der leicht übersehen wird, aber erhebliche Auswirkungen hat: Quadrant Protrusion.
Dieser winzige Defekt im Mikrometerbereich ist wie ein „unsichtbarer Feind“ auf der Suche nach perfekten Oberflächen. Es beeinträchtigt das Aussehen von Teilen und kann zu Problemen bei der Funktionalität, der Abdichtung oder der Montagegenauigkeit führen, was zu höheren Post-, Bearbeitungskosten und Projektrisiken führt. Professionelle Präzisions-CNC-Fräsdienste spielen eine entscheidende Rolle bei der Behebung dieses Problems durch systematische Lösungen.
Hier ist ein Artikel, der die Ursache bespricht und vollständige Strategien enthält, einschließlich technischer Änderungen und Auswahl von Lieferanten.
Zusammenfassung der Kernantwort
| Ihre Kernanliegen | Lösungen von JS Precision | Kernwert für Sie |
| Quadrantennut-Werkzeugspuren beeinträchtigen die Genauigkeit und das Erscheinungsbild der Teile und sind nahezu unmöglich zu entfernen. | Für das CNC-Fräsen von Metallen liefern wir umfassende Diagnosen und maßgeschneiderte Prozesspakete für Werkzeugmaschinen, Steuerungen und Prozesse. | Erhalten Sie perfekte Oberflächen, reduzieren Sie den Aufwand für das Nachpolieren und stellen Sie sicher, dass die Funktionalität des Teils dem Design entspricht. |
| Die Standardanbieter sind aufgrund der hohen internen Debugging-Kosten und mangelnder Erfahrung nicht in der Lage, tief verwurzelte Probleme zu lösen. | Mithilfe modernster CNC-Fräsmaschinendienstleistungen und Prozesskenntnisse liefern wir Basislösungen . | Zeit- und Kosteneinsparungen beim F&E-Debugging, stabile Bearbeitungsergebnisse und Beschleunigung des Projektfortschritts. |
| Wie kann man die Lieferanten erkennen, die in der Lage sind, solche Präzisionsprobleme auf dem chinesischen Markt für CNC-Fräsen zu lösen? | Nutzen Sie die Präsentationen von Werkzeugmaschinen- und Kalibrierungsberichten sowie die Probenverifizierung, um die Professionalität kundenspezifischer Präzisionsbearbeitungsdienste zu demonstrieren. | Bauen Sie ein langfristiges Vertrauensverhältnis auf und stellen Sie die konstante Produktion hochwertiger Teile für komplexe CNC-Fräsbearbeitungsaufgaben aus Aluminium sicher. |
Wichtige Erkenntnisse
- Das Erscheinungsbild der Quadrantenvorsprünge kann durch Servosystemverzögerung, Spiel und Wegsteuerungseffekte zusammen erklärt werden. Eine systematische Lösung ist notwendig.
- Die Art und Weise des Problems und die Strategien zu seiner Optimierung sollten auf die unterschiedlichen zu bearbeitenden Materialien (z. B. Aluminium vs. Stahl) abgestimmt sein . CNC-Fräsen für Aluminiumteile reagieren sehr empfindlich auf Parameter.
- Legen Sie bei der Auswahl eines Lieferanten neben dem Preis und der Grundausstattung den Schwerpunkt auf die dynamische Leistung Ihrer Werkzeugmaschine, ihre Fähigkeit zur Optimierung des Steuerungssystems und ihre Erfahrung im Prozess.
- Wenn Sie über eine frühzeitige technische Kommunikation mit Experten wie JS Precision verfügen, ist es möglich, deren ausgereifte Prozesspakete direkt anzuwenden, um die Probleme in 1–2 Iterationen zu lösen.
Wie beseitigt man Quadrantenvorsprünge? JS Precision CNC-Frässervicelösungen
Quadrantenvorsprünge sind ein typisches Problem bei Präzisions-CNC-Fräsdienstleistungen. Nur eine systematische Lösung, die Werkzeugmaschinen, Prozesse und Materialien integriert, kann ein solches Problem lösen. Es reicht bei weitem nicht aus, nur einen einzigen Parameter zu optimieren.
JS Precision ist seit über 20 Jahren im Engineering-Team-Geschäft tätig. In dieser Zeit hat das Unternehmen ein proprietäres Problemlösungssystem entwickelt.
- Es wird eine gründliche Diagnose durchgeführt, bei der das Servosystem der Werkzeugmaschine, die Steifigkeit der Führungsbahn und das Spiel präzise getestet werden, um sicherzustellen, dass das Spiel innerhalb von 0,003 mm liegt.
- Ein Prozesspaket wird maßgeschneidert, indem die richtige Werkzeugbeschichtung, Schnittparameter und Pfadstrategie basierend auf den Merkmalen des CNC-Fräsens von Metallen ausgewählt werden.
- Überprüfung im geschlossenen Regelkreis, d. h. Verwendung einer Koordinatenmessmaschine (KMG) und eines Profilometers für eine quantitative Prüfung, um sicherzustellen, dass der Fehler vollständig beseitigt wurde.
Die Verbesserung von Quadrantenfehlern durch präzise Kompensation wird unter anderem in dargestellt ISO 230-2:2018 .
JS Precision hat diese Technologie zusammen mit seiner eigenständigen Servoparameter-Kalibrierungslösung in die Optimierung von Getriebekomponenten für Werkzeugmaschinen eingebracht, wodurch in über 95 % der Projekte eine Genauigkeit von 0,005 mm erreicht werden konnte.
Darüber hinaus hilft unser Unternehmen seinen Kunden dabei, ihre Bearbeitungskosten um durchschnittlich 20 % zu senken, und 98 % der Lieferaufträge werden pünktlich geliefert. Für Szenarien mit hohen Anforderungen wie die CNC-Fräsbearbeitung von Aluminium können wir auch spezielle Hochgeschwindigkeitsprozesse mit geringer Schnitttiefe anbieten, um ein Anhaften des Werkzeugs und erhöhte Vibrationen zu vermeiden.
Die Wahl eines Lieferanten, der das Problem grundsätzlich lösen kann, ist weitaus kostengünstiger als wiederholte Nachbesserungen. Möchten Sie die Leistungsfähigkeit unserer Präzisions-CNC-Fräsdienste überprüfen? Reichen Sie jetzt Ihre Teilezeichnungen ein und JS Precision stellt Ihnen eine kostenlose Machbarkeitsanalyse und Kostenberechnung für den Prozess zur Verfügung, sodass Sie die Auswirkung der Quadrantenvorsprungsauflösung visuell sehen können.
Was ist ein erhabenes Klingenmuster im Quadranten und warum beeinträchtigt es die Qualität der Teile?
Quadrantenvorsprünge und Werkzeugspuren beim CNC-Fräsen sind normalerweise die Hauptverursacher, die die Qualität von Präzisionsteilen beeinträchtigen, und Präzisions-CNC-Fräsdienste sind im Grunde die Lebensader bei der Behebung dieses Problems.
Visuelle Manifestationen des Problems
An kreisförmigen, gekrümmten Konturen oder Ecken können Sie Vorsprünge, Werkzeugspuren oder sogar Überschnitte auf der Oberfläche von Teilen erkennen. Bei diesen Fehlern handelt es sich im Allgemeinen um Höhenabweichungen im Mikrometerbereich, also im Bereich von 0,005 bis 0,02 mm. Sie sind für das bloße Auge nahezu unsichtbar, haben aber einen direkten Einfluss auf die Kernleistung des Teils.
Mehrfachschäden an Teilen
- Das Vorhandensein von Vorsprüngen und Markierungen wird das Bild drastisch verändern Oberflächenrauheit in einem solchen Ausmaß, dass der Ra-Wert ansteigt und das Gesamterscheinungsbild und die Funktionalität des hochwertigen Endprodukts beeinträchtigt werden.
- Die Genauigkeit der Montage wird beeinträchtigt, was sich beispielsweise durch das Auftreten von Verklemmungen aufgrund des Zusammenpassens eines Lagergehäuses zeigt, wodurch die Gesamtstabilität eines Maschinenbetriebs beeinträchtigt wird.
- Die Dichtungsleistung der Teile wird beeinträchtigt, wodurch es sehr leicht zu Leckagerisiken in hydraulischen und pneumatischen Komponenten kommt .
- Der Einsatz einer Nachbearbeitung wird stärker erforderlich und damit auch die Kosten steigen, beispielsweise wird ein Poliervorgang zur Behebung der Mängel erforderlich sein.

Abbildung 1: Zwei zylindrische Aluminiumteile nebeneinander; Auf der rechten Seite sind sichtbare Kratzspuren und Oberflächenfehler zu erkennen, die mögliche Probleme mit Quadrantenvorsprüngen verdeutlichen.
Wie definieren und diagnostizieren Präzisions-CNC-Fräsdienste Quadrantenwölbungsprobleme?
Eine genaue Diagnose ist der erste Schritt zur Lösung jedes Problems. Die Stärke von Präzisions-CNC-Fräsdiensten besteht darin, dass sie die Hauptursache für die Quadranten-Vorsprungswerkzeugmarkierungen sehr schnell herausfinden können.
Der Hauptpunkt ist der dynamische Systemfehler
Dieser Fehler wird durch die kombinierten Auswirkungen einer verzögerten Reaktion des Servomotors, einer unzureichenden Kompensation des Umkehrspiels und der Schienenreibung während der Koordinatenachsenumkehr der Werkzeugmaschine verursacht.
Wenn die Werkzeugmaschine eine Bogeninterpolation durchführt, muss die Bewegungsgeschwindigkeit der beiden Koordinatenachsen genau aufeinander abgestimmt sein, und jede Verzögerung einer der beiden Achsen führt zu einer Bahnabweichung und letztendlich zur Bildung eines Vorsprungs.
Schnelle Problemdiagnose
- Überprüfen Sie die 90-Grad-Ecken des Teils auf kleine Rundungen oder Vorsprünge.
- Bestimmen Sie den Durchmesser des Kreises und prüfen Sie, ob die Abmessungen der Quadrantenpunkte gleich sind.
- Überprüfen Sie die Spiel der Werkzeugmaschine Ist der Wert höher als 0,003 mm , was der kritische Wert ist?
- Ist während des Schneidvorgangs ein Rattern des Werkzeugs zu beobachten?
Dienstleistungen für CNC-Fräsmaschinen: Welche Werkzeugmaschinen- und Servosystemfaktoren verursachen Vorsprung?
Das Herzstück von Dienstleistungen für CNC-Fräsmaschinen ist, wie gut die Leistung der Werkzeugmaschine und das Servosystem interagieren können, und bestimmt somit direkt, ob Quadrantenausbuchtungen oder Werkzeugspuren entstehen.
Grundlegende mechanische und elektrische Gründe
- Die Servoverstärkung ist nicht richtig eingestellt: Wenn die Verstärkung zu hoch eingestellt ist, vibriert die Maschine leicht. Wenn die Verstärkung jedoch zu niedrig ist, reagiert die Maschine verzögert.
- Übermäßiges Spiel: Wenn das Spiel mehr als 0,003 mm beträgt, führt der Leerweg beim Umkehren direkt zu einer Abweichung des Wegs.
- Probleme mit der Steifigkeit oder dem Verschleiß der Führungsbahn: Während der Bewegung beeinträchtigt die Verformung die Positionierungsgenauigkeit der Koordinatenachsen.
- Die Reibung der Kugelumlaufspindel ist nicht stabil: Eine plötzliche Änderung der Reibung während der Umkehr führt zu einer Störung der Bewegungsbahn.
Was spielt das Kontrollsystem?
Die Leistung des Kompensationsalgorithmus ist je nach Steuerungssystemmarke sehr unterschiedlich.
Tatsächlich gibt es einen Unterschied zwischen der KI-Kontursteuerung von Fanuc und dem Advanced Surface-System von Siemens in dem Sinne, dass beide Systeme über eine bessere Fähigkeit zum Vorlesen und Glätten verfügen und somit Quadrantenfehler erheblich verringern können. Diese Art von erweiterter Funktion ist in Low-End-Systemen nicht verfügbar, sodass sie Schwierigkeiten haben, die Anforderungen einer hochpräzisen Bearbeitung zu erfüllen.
Vergleich der Quadrantenfehlerkompensationsfähigkeiten verschiedener Steuerungssysteme
| Marke des Steuerungssystems | Kompensationsalgorithmus | Genauigkeit der Quadrantenfehlerkontrolle | Anwendbare Szenarien | Unterstützende Dienstleistungen |
| Fanuc | KI-Konturkontrolle | ±0,004 mm | Hochpräzise Formen, Teile für die Luft- und Raumfahrt | Originale Werksparameterkalibrierung |
| Siemens | Erweiterte Oberfläche | ±0,003 mm | Komplexe gekrümmte Oberflächen, medizinische Teile | Pfadoptimierung in Echtzeit |
| Inländisches Wirtschaftssystem | Grundlegender Abstandsausgleich | ±0,015 mm | Gewöhnliche Strukturteile, Teile mit geringer Präzision | Einfache Parameteranpassung |
| Heidenhain | TNC640 Dynamische Kompensation | ±0,002 mm | Hochpräzise optische Teile, Satellitenkomponenten | Vollständige Prozessanpassung |
| Mitsubishi | Intelligente Kontursteuerung | ±0,006 mm | Automobilteile, Massenproduktionsteile | Hocheffiziente Lösungen für die Massenproduktion |
Was sind die Unterschiede bei Problemen mit dem CNC-Fräsen von Vorsprüngen bei der Bearbeitung verschiedener Metallmaterialien?
Die unterschiedlichen Materialeigenschaften von CNC-Fräsen von Metallen führen dazu, dass sich die Leistung und Wirkung der Quadranten-Vorsprungswerkzeugmarkierungen drastisch unterscheiden.
Herausforderungen bei weichen Metallen (z. B. Aluminiumlegierungen)
Die Parameter beim CNC-Fräsen von Aluminiumteilen sind besonders endlich. Aluminiumlegierungen mit hohen Anforderungen an die Oberflächengüte neigen dazu, Werkzeugspuren hervorzuheben .
Andererseits führt die hohe Viskosität von Aluminiumlegierungen dazu, dass ungeeignete Schneidparameter sehr leicht zum Festsitzen des Werkzeugs und zum Rattern führen , was die Hauptursache für Quadrantenüberstandsprobleme ist und sich somit auf das Erscheinungsbild und die Montagegenauigkeit der Teile auswirkt.
Herausforderungen bei Hartmetallen (z. B. Edelstahl)
Bei rostfreiem Stahl und anderen Hartmetallen sind die Schnittkräfte so hoch, dass es zu Änderungen der Servolast und damit zu Auswirkungen auf die Bahnverfolgungsgenauigkeit kommt.
Quadrantenvorsprünge in solchen Materialien treten im Allgemeinen in Form versteckter Maßabweichungen und nicht als Werkzeugspuren auf der Oberfläche auf, wodurch sie sehr schwer zu lokalisieren und zu reparieren sind und daher ein hohes Maß an Service von CNC-Fräsmaschinen erfordern.

Abbildung 2: Eine Auswahl an Metallmaterialien, darunter Blöcke und Stäbe in Silber- und Kupferfarben, die die Materialvielfalt für die Präzisionsbearbeitung demonstrieren.
Was sind die gezielten Eliminierungsstrategien beim CNC-Fräsen von Aluminiumteilen?
Das Quadrantenüberstandsproblem beim CNC-Fräsen von Aluminiumteilen erfordert gezielte Prozessstrategien, um es zu lösen.
Präzise Anpassung der Prozessparameter
- Anwendung einer hohen Rotationsgeschwindigkeit, wobei die Geschwindigkeit langsam zwischen 8.000 und 12.000 U/min variiert wird, um die Kontaktzeit zwischen Werkzeug und Material zu verkürzen.
- Halten Sie die Schnitttiefe gering und begrenzen Sie die Endschnitttiefe auf 0,1–0,2 mm, um die Schnittkraft und Vibrationen zu verringern.
- Passen Sie die Vorschubgeschwindigkeit an und steuern Sie die Vorschubgeschwindigkeit auf 0,05–0,1 mm/Zahn, um einen unterbrechungsfreien Schnitt zu gewährleisten.
- Auswahl scharfer Endbearbeitungswerkzeuge mit Spezialbeschichtungen, z Diamantbeschichtete Werkzeuge , um das Anhaften von Werkzeugen zu reduzieren.
Technologie zur Optimierung des Programmierpfads
- Verwenden Sie die Bogenfilterfunktion , um den Eckenbewegungspfad des Werkzeugs glatter zu gestalten.
- Anpassen der Kurvenverzögerung , um die Vorschubgeschwindigkeit an Ecken zu reduzieren, damit das Servosystem genau verfolgen kann.
- Verwendung der NURBS-Interpolation zur Verbesserung der Bearbeitungsgenauigkeit komplexer gekrümmter Oberflächen und damit zur Minimierung von Pfadabweichungen.
Möchten Sie das Problem des Quadrantenvorsprungs bei Teilen aus Aluminiumlegierung überwinden? Teilen Sie JS Precision Ihr Aluminiumteilmodell und Ihre Präzisionsanforderungen mit, um eine maßgeschneiderte Aluminium-CNC-Fräsbearbeitungsprozesslösung zu erhalten.
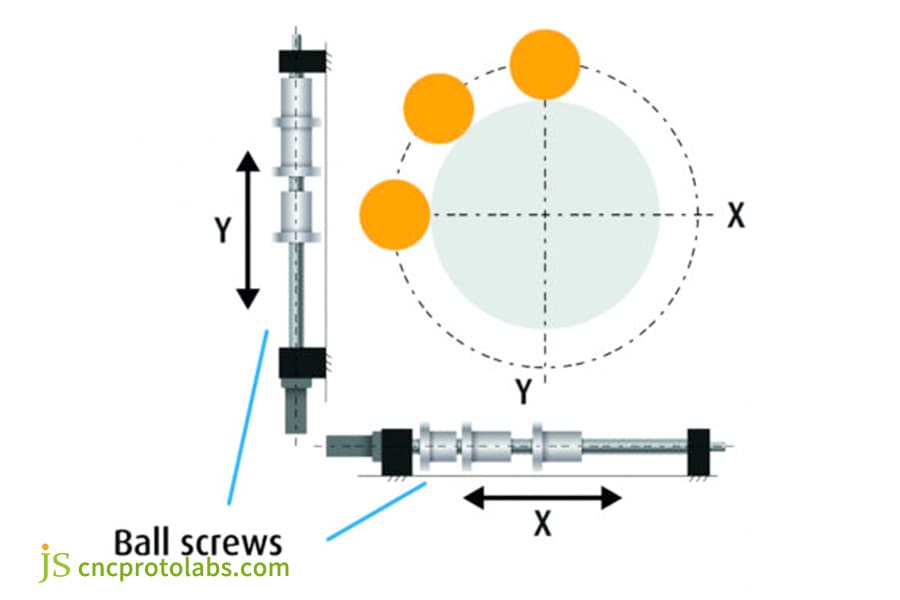
Abbildung 3: Ein technisches Diagramm, das X- und Y-Achsen-Kugelumlaufspindeln für präzise Werkzeugmaschinenbewegungen veranschaulicht, mit einer kreisförmigen Werkstückbegrenzung.
Kundenspezifische Präzisionsbearbeitungsdienste: Welche exklusiven Prozessoptimierungen benötigen Sie für Ihr individuelles Projekt?
Bei kundenspezifischen Präzisionsbearbeitungsdiensten geht es im Wesentlichen um die Kunst des Schneiderns. JS Precision ist in der Lage, personalisierte Prozessoptimierungslösungen für Ihre Initiativen zu entwickeln.
Systems Engineering von der Konzeption bis zum Endprodukt
- ASME Y14.5-2009 erfordert die Abgabe von Feedback zum Design for Manufacturability (DFM), um die Teilegeometrie zu optimieren und komplexe Ecken zu eliminieren, die zu Vorsprüngen neigen . Erarbeiten Sie ein schrittweises Schrupp- und Schlichtschema.
- Durch das Schruppen wird der Großteil des Abfallmaterials entfernt, während durch das Schlichten Genauigkeit gewährleistet wird.
- Integrieren Sie die Vibrationsanalyse, um die beste Spannlösung zu ermitteln, z. B. die Verwendung von hydraulischen Spannern oder weichen Backen, um eine Verformung des Teils zu verhindern.
Messung, gesteuerter iterativer geschlossener Prozess, Schleife
Einsatz eines hochpräzisen Koordinatenmessgeräts (KMG) zur Durchführung der Konturmessung des Werkstücks, Übertragung des Messergebnisses zurück an die Programmierseite zur Parameteranpassung, wodurch eine Closed-Loop-Optimierung entsteht . Dieser Ansatz ist ein sicherer Weg, um eine kontinuierliche Prozessverbesserung zu erreichen und schließlich die hervorstehenden Quadrantenmarkierungen des Werkzeugs vollständig zu beseitigen.
JS Precision Custom Process Optimization Effect Data
| Projekttyp | Material | Ursprünglicher Defektwert | Optimierte Präzision | Kürzere Lieferzeit | Niedrigere Kosten |
| Drohnenkamerahalterung | 7075 Aluminiumlegierung | 0,015 mm | ±0,005 mm | 30 % | 25 % |
| Lagergehäuse für die Luft- und Raumfahrt | Edelstahl 316L | 0,012 mm | ±0,004 mm | 25 % | 20 % |
| Medizinische chirurgische Instrumente | Titanlegierung TC4 | 0,008 mm | ±0,002 mm | 20 % | 18 % |
| Satellitenstrukturkomponenten | Aluminiumlegierung 6061 | 0,020 mm | ±0,003 mm | 35 % | 22 % |
| Kfz-Sensorgehäuse | Zinklegierung | 0,018 mm | ±0,006 mm | 28 % | 21 % |
Sie wünschen sich eine maßgeschneiderte Präzisionsbearbeitungslösung? Senden Sie Ihre Teilezeichnungen an JS Precision und wir stellen Ihnen einen kostenlosen DFM-Analysebericht zur Verfügung, um die Kosteneffizienz Ihres Bauteils zu verbessern kundenspezifische Präzisionsbearbeitungsdienste .
Wie kann die technische Stärke globaler Lieferanten bei der Lösung dieses Problems bei der Auswahl bewertet werden?
Bei der Auswahl von Lieferanten auf dem chinesischen CNC-Fräsmarkt ist dies eines der wichtigsten Kriterien zur Überprüfung ihrer technischen Leistungsfähigkeit, da sie der Hauptfaktor ist, der darüber entscheidet, ob Quadrantenüberstandsprobleme gelöst werden können oder nicht.
Grundlegende technische Spezifikationen
- Welche Marke und welches Modell hat die Werkzeugmaschine? Verfügt sie über ein Top-Steuerungssystem wie Heidenhain oder Fanuc?
- Spielkalibrierungsdaten: Ist es möglich, das Spiel stabil innerhalb von 0,003 mm zu steuern?
- Erfahrung mit der Abstimmung von Servoparametern. Haben sie eine Abstimmung für verschiedene Arten von Materialien durchgeführt?
- Über welche Prüfgeräte verfügen sie, sind sie mit hochpräzisen Prüfgeräten wie Koordinatenmessgeräten und Profilometern ausgestattet ?
Muster als Leistungsnachweis
Man sollte den Lieferanten vorschlagen , eine kostenlose oder kostenpflichtige Bearbeitung von Teststücken mit typischen gekrümmten Oberflächen und Ecken zu testen und dann deren Konturgenauigkeit und Oberflächenrauheit zu messen, z. B. Ra < 0,4 m. Die Überprüfung anhand von Mustern ist eine Möglichkeit, die technischen Fähigkeiten des Lieferanten direkt überprüfen zu lassen.
Möchten Sie hochwertige Lieferanten in der identifizieren? CNC-Fräsen China Markt? Kontaktieren Sie JS Precision, um eine kostenlose Lieferantenbewertungsliste zu erhalten und Auswahlfallen zu vermeiden.
Fallstudie: Überwindung des Problems des Quadrantenvorsprungs von Aluminiumlegierungsteilen für die Drohnenkamerahalterung in 48 Stunden
Herausforderung
Ein Drohnenhersteller benötigte eine Charge hochpräziser Kamerahalterungen aus 7075er Aluminiumlegierung. Beim internen CNC-Fräsen von Aluminiumteilen tauchte am Quadrantenübergangspunkt der gekrümmten Führungsschienenoberfläche immer wieder ein winziger Vorsprung von etwa 0,01–0,015 mm auf.
Aus diesem Grund ist das Objektiv blockiert. Manuelles Polieren hätte die Präzision des Teils beeinträchtigt, weshalb das Projekt stecken blieb.
JS Precision Solution: Systematische Ausrottung in drei Schritten
1. Dynamische Diagnose: Nach Erhalt der Teile und des Programms des Kunden untersuchten die Ingenieure den ursprünglichen Werkzeugweg und die Parameter. Sie kamen zu dem Schluss, dass das Hauptproblem die Inkompatibilität zwischen den Servo-Reaktionsparametern und den Schnittbedingungen war.
2. Maßgeschneidertes Prozesspaket: Wir nutzten eine hochdynamische Fünf-Achsen-Fräsmaschine, die mit einem Heidenhain TNC640-System ausgestattet war
Optimieren Sie die Servo-Vorwärtsverstärkung und die Konturtoleranz. CNC-Fräsbearbeitung von Aluminium wurde mit einem speziell ausgewählten einschneidigen Präzisionsfräser mit großem Spiralwinkel durchgeführt, und die Neuprogrammierung erfolgte mithilfe der NURBS-Interpolation.
3. Überprüfung und Lieferung: Sobald das erste Stück hergestellt war, wurde ein Konturinstrument zur Inspektion eingesetzt und Vorsprünge wurden vollständig eliminiert. Die Gesamtkonturgenauigkeit wurde innerhalb von 0,005 mm gehalten und die Oberflächenrauheit Ra betrug 0,3 m.
Ergebnisse
JS Precision übergab innerhalb von 48 Stunden ein qualifiziertes Muster, wodurch das Montageproblem vollständig gelöst wurde. Der Kunde war so beeindruckt, dass er JS Precision die nächsten drei Chargen, insgesamt 500 Stück, schenkte. Dies führte zu einer Reduzierung der Bearbeitungskosten pro Stück um 25 % und einer Verkürzung der Lieferzeit um 30 % .
Stehen Sie vor ähnlichen Herausforderungen bei der Bearbeitung von Präzisionsteilen? Kontaktieren Sie jetzt JS Precision, reichen Sie Ihre Teileanforderungen ein und wir bieten Ihnen schnelle Prototyping-Dienste an, die den Wert unserer kundenspezifischen Präzisionsbearbeitungsdienste unter Beweis stellen.

Abbildung 4: Zwei mattschwarz eloxierte Aluminium-Zielfernrohrringe mit eingraviertem „34 mm“ und Drehmomentangaben, die fertige, präzisionsgefräste Komponenten präsentieren.
FAQs
F1: Wann treten Quadranten-Werkzeugmarkierungen am wahrscheinlichsten auf?
Der Fehler tritt am wahrscheinlichsten bei Bearbeitungsvorgängen von Vollkreisen oder abgerundeten Konturen und rechtwinkligen 90-Grad-Ecken auf, da diese sofortigen Richtungsänderungen des programmierten Pfads die Servo-Reaktionsgeschwindigkeit der Maschine überschreiten .
F2: Ist es möglich, die Werkzeugspuren durch Reduzierung der Vorschubgeschwindigkeit zu beseitigen?
Eine leichte Verringerung der Vorschubgeschwindigkeit an der Ecke sollte den Fehler einigermaßen beheben können. Eine übermäßige Reduzierung beeinträchtigt jedoch nicht nur die Effizienz der Bearbeitung , sondern kann auch andere Oberflächenprobleme verursachen. Es muss zusammen mit den Servoparametern umfassend angepasst werden.
F3: Macht es einen großen Unterschied, ob dieses Problem mit neuen und alten Werkzeugmaschinen gelöst wird?
Ja, es gibt einen großen Unterschied. Vor allem die neuen CNC-Maschinen der letzten 5 Jahre sind mit größerer Wahrscheinlichkeit mit hervorragender Technologie für Servoantriebe und Steueralgorithmen ausgestattet, kombiniert mit besser integrierten Anti-Werkzeug-Markierungsfunktionen, sodass sie recht einfach gelöst werden können.
F5: Wie messen und überprüfen Sie, ob der Vorsprung beseitigt wurde?
Mit hochpräzisen Profilometern oder Koordinatenmessgeräten scannen wir dichte Punkte von Merkmalskonturen, erstellen Konturkurvendiagramme in hundertfacher Vergrößerung und analysieren quantitativ, ob Fehler beseitigt wurden.
F6: Wird die Lösung dieses Problems die Verarbeitungskosten erheblich erhöhen?
Für die Prozessoptimierung selbst fallen in der Regel keine zusätzlichen Kosten an, da sie zum professionellen Leistungsumfang unserer Präzisions-CNC-Fräsdienstleistungen gehört. Wenn Sie sich für uns entscheiden, können Sie tatsächlich Nacharbeits- und Ausschusskosten einsparen.
F7: Sind Sie bereit, diese Art der tiefgreifenden Optimierung auch für Prototypen oder Kleinserienteile durchzuführen?
Natürlich sind wir dazu bereit. Das ist der Wert von kundenspezifische Präzisionsbearbeitungsdienste , da wir vom ersten Stück an Best Practices anwenden, um den Erfolg der Funktionalität und des Erscheinungsbilds des Prototyps in einem Schritt sicherzustellen.
F8: Können Chinas CNC-Fräsmaschinendienste das erforderliche Maß an Genauigkeit erreichen, um Vorsprünge zu vermeiden?
Absolut möglich. Am Beispiel von JS Precision investieren wir in erstklassige importierte Geräte und warten diese strikt. Dabei verfügen wir über umfassende Prozesskenntnisse, die die Präzisionsanforderungen internationaler Kunden erfüllen oder sogar übertreffen können.
Zusammenfassung
Markierungen von Quadrantenvorsprüngen sollten nicht als unlösbares Problem betrachtet werden, sondern sind vielmehr eine Möglichkeit, die technischen Fähigkeiten eines Anbieters von Präzisions-CNC-Fräsdienstleistungen zu überprüfen.
Die wirklichen Antworten liegen darin, die Leistung der Werkzeugmaschine sehr gut zu kennen, die Materialeigenschaften von CNC-Fräsmetallen genau zu verstehen und viel Erfahrung darin zu haben, diese beiden in stabile Prozesse umzusetzen . Von allen verfügbaren CNC-Fräsoptionen auf dem chinesischen Markt ist es die kluge Wahl, die Preisfallen zu überspringen und direkt mit den technischen Experten zu sprechen.
Handeln Sie jetzt! Senden Sie die Teilezeichnungen an JS Precision die Ihnen dieses Problem bereiten. Unser Ingenieurteam bietet Ihnen eine gründliche Diagnoseanalyse und maßgeschneiderte Prozesslösungen, die es Ihnen ermöglichen, die Quadrantenvorsprünge vollständig zu beseitigen und die nächste Stufe der fehlerfreien Präzisionsfertigung zu erreichen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

