

Servizi di fresatura CNC di pezzi di grandi dimensioni sono il supporto principale per la produzione di fascia alta. Poiché la tendenza si sposta verso prodotti più leggeri, la necessità di parti in alluminio personalizzate di grandi dimensioni è aumentata in modo significativo. Ma durante la fresatura CNC di pezzi di grandi dimensioni, la deflessione delle pareti sottili è uno dei problemi principali che provoca scarti di pezzi, ritardi nei progetti e sforamenti del budget.
Questo articolo analizza le cause profonde della deformazione in parti di grandi dimensioni a pareti sottili e rivela come i servizi di fresatura CNC professionali per parti di grandi dimensioni possono trasformare le sfide in vantaggi di precisione attraverso l'integrazione di processi, attrezzature e materiali. Scegliere il partner giusto è la chiave per raggiungere l’intento progettuale.
Riepilogo delle risposte principali
| Domande fondamentali | Risposte chiave | Valore offerto a te |
| Perché i pezzi di grandi dimensioni a parete sottile tendono a deformarsi facilmente e a essere rottamati durante la lavorazione? | Le tre cause principali che portano a deviazioni dalle dimensioni originali e ad un aumento dei costi sono la forza di taglio, il rilascio dello stress residuo e il calore di taglio. | L'identificazione delle ragioni fondamentali di questi problemi riduce le congetture inefficaci e dimostra la necessità di servizi esperti di lavorazione di pareti sottili. |
| In che modo i fornitori di servizi professionali prevengono la deformazione in modo metodico? | Raggiungono questo obiettivo con l'aiuto della programmazione personalizzata, della gestione dello stress dall'inizio alla fine e del controllo della deformazione 3D insieme all'uso di attrezzature ad alta rigidità. | Ciò riduce il numero di parti scartate e i progetti vengono finalmente consegnati in tempo e nel rispetto del budget. |
| Come trovare un partner affidabile per i grandi servizi di fresatura CNC? | Valutazione completa dei casi di elaborazione, delle capacità delle apparecchiature, della certificazione aeronautica e del livello di supporto tecnico. | Seleziona partner in grado di risolvere le sfide di progettazione e fornire soluzioni complete. |
Punti chiave
- Deformazione controllabile:
Eseguendo metodicamente le fasi, la deformazione della lavorazione di parti di grandi dimensioni a pareti sottili può essere costantemente controllata entro il limite di tolleranza di 0,1 mm o anche più stretto.
- Priorità del processo:
Più della metà dei rischi di deformazione possono essere rimossi prima della fase di lavorazione mediante il DFM (Design for Manufacturing) iniziale e la simulazione del taglio.
- L'attrezzatura è la base:
Affidabile Fresatura CNC per pezzi di grandi dimensioni è impossibile senza l'utilizzo di macchine utensili che non solo siano altamente rigide (ad esempio strutture a portale) ma anche termicamente stabili.
- I partner sono un team esteso:
Selezionando un fornitore di servizi come JS Precision con esperienza nella lavorazione CNC nel settore aerospaziale, puoi ridurre immediatamente i rischi tecnici e, quindi, i costi complessivi.
Perché fidarsi di questa guida? JS Precision ha una vasta esperienza nei servizi di fresatura CNC di grandi dimensioni
JS Precision si concentra principalmente sui servizi di fresatura CNC di pezzi di grandi dimensioni da oltre dieci anni , acquisendo così una notevole esperienza e una profonda comprensione delle esigenze dei clienti che producono apparecchiature aerospaziali e di fascia alta.
Abbiamo prodotto più di 10.000 parti complesse di grandi dimensioni a parete sottile e il tasso di riacquisto dei nostri clienti è stato superiore all'85% . La nostra conoscenza dei processi di fresatura CNC deriva da una combinazione di mani di grandi dimensioni, esperienza e costante innovazione tecnologica.
Dal punto di vista dei materiali, JS Precision controlla la qualità dei materiali utilizzando solo fogli di alluminio prestirati e provenienti da fornitori certificati nel settore aerospaziale. Ogni lotto di materiale è accompagnato da un rapporto completo sulla fusione e da un rapporto sul rilevamento dei difetti ad ultrasuoni, eliminando così totalmente il rischio di deformazione causata da difetti nei materiali alla fonte.
In termini di configurazione delle attrezzature, disponiamo di molteplici fresatrici a portale di grandi dimensioni con una corsa di oltre 3 metri. La macchina utensile ha una rigidità statica di 120 N/μm ed è abbinata a un sistema di feedback del righello a reticolo completamente a circuito chiuso, garantendo una precisione di posizionamento stabile di ± 0,005 mm.
Le nostre soluzioni tecniche sono in rigoroso allineamento con AS9100D standard del sistema di gestione della qualità aerospaziale e tutte le principali operazioni sono certificate NADCAP (numero di certificazione: NADCAP-2025-TS-0012).
In termini di miglioramenti del processo, l'esclusivo " processo di distensione sequenziale in sette fasi " di JS Precision ha consentito ai clienti di ridurre drasticamente il tasso di guasto delle parti di grandi dimensioni a parete sottile, da oltre il 30% a meno del 2%.
Per coloro che devono affrontare sfide nella lavorazione di pezzi di grandi dimensioni a pareti sottili, la scelta di un partner esperto può evitare direttamente i costi di tentativi ed errori. Vuoi verificare le nostre capacità tecniche? Invia subito i disegni delle tue parti e il team di ingegneri di JS Precision ti fornirà un rapporto gratuito e personalizzato sull'analisi della producibilità DFM, che ti consentirà di anticipare in anticipo i rischi di lavorazione.
Perché le pareti sottili sono così soggette a deformazione nella fresatura CNC di pezzi di grandi dimensioni?
Durante la fresatura CNC, il rischio di deformazione di pezzi grandi e con pareti sottili è significativamente più elevato rispetto a quello dei pezzi comuni. Questo problema è particolarmente evidente nei servizi di fresatura CNC di gran parte . Qui esamineremo le ragioni principali della deformazione delle parti dal punto di vista fisico e dei costi.
Cause fisiche di deformazione: 3 principali
1. Deflessione dell'utensile dovuta alla forza di taglio:
Se il bordo laterale dell'utensile sta tagliando pareti sottili con uno spessore inferiore a 3 mm , la forza di taglio radiale che può essere superiore a 100 N agirà sulla superficie della parete e la spingerà, la parete si deformerà elasticamente portando a un taglio eccessivo o alla formazione di segni di vibrazione dovuti all'utensile. Nella maggior parte dei servizi di fresatura CNC, ciò è ancora più evidente man mano che le dimensioni del pezzo aumentano.
2. Sottile rilascio dello stress residuo:
La combinazione dello stress residuo derivante dalla laminazione e dalla tempra dei pezzi grezzi in lega di alluminio e lo stato sbilanciato causato dalla rimozione di una grande porzione di materiale provoca la deformazione. Il rilascio dello stress dopo il processo di taglio può causare una deformazione superiore a 2 mm , rappresentando quindi la principale difficoltà servizi di lavorazione di pareti sottili .
3. Calore generato dal taglio che causa un'espansione locale non uniforme:
Il calore oltre i 200°C prodotto dal taglio ad alta velocità, insieme al rapido raffreddamento del refrigerante, porta alla creazione di stress termico, che si traduce in un ritiro irregolare e quindi nella perdita di stabilità dimensionale . La deformazione termica continua ad accumularsi durante la fresatura CNC prolungata di pezzi di grandi dimensioni.
Dalla mancata precisione al disastro dei costi
La deformazione può anche causare problemi come interferenze fisiche dirette durante l'assemblaggio della centina dell'ala di un aereo, mancanza di rigidità dei supporti del satellite o cedimento dell'ermeticità di un radiatore.
Scartare un pezzo in alluminio di alto valore, del valore di decine di migliaia di dollari, solo a causa della deformazione, ovviamente, significa perdita di materiale, ma può anche causare ritardi nel progetto per diverse settimane e la modifica del progetto costa molte volte il costo di lavorazione.
In che modo i servizi di lavorazione di pareti sottili prevengono strategicamente la deformazione?
Il punto principale di prevenzione della deformazione durante i servizi di lavorazione di pareti sottili è "la distribuzione uniforme della forza, il rilascio graduale della pressione e il controllo preciso della temperatura". JS Precision raggiunge il controllo sistematico della deformazione attraverso la programmazione intelligente e la gestione completa dello stress del processo.
Programmazione intelligente e percorsi utensile che tagliano il tutto in pezzi
1.Fresatura a strati e collegamento multiasse:
Utilizzo del taglio assiale a strati (ad esempio, profondità di taglio di 0,5 mm per strato) e fresatura laterale del collegamento a cinque assi insieme è possibile generare una forza di taglio continua ed uniforme che impedisce surriscaldamenti localizzati e concentrazioni di stress . Questa strategia di programmazione può ridurre efficacemente la resa dei pezzi a pareti sottili nei servizi di fresatura CNC di grandi parti.
2. Combinazione scientifica di parametri:
Adottare la strategia "alta velocità, piccola profondità di taglio e avanzamento rapido" (ad esempio, S12000, ap0,3 mm, F3000 mm/min) per massimizzare l'efficienza di rimozione e ridurre al minimo la forza di taglio a punto singolo.
Parti personalizzate in alluminio di grandi dimensioni con spessori diversi necessitano di parametri di processo totalmente diversi. Quella che segue è una tabella dei parametri standard di JS Precision, convalidata attraverso migliaia di test pratici:
| Spessore della parete (mm) | Velocità del mandrino (S, giri/min) | Profondità di taglio (ap, mm) | Velocità di avanzamento (F, mm/min) | Diametro utensile (mm) | Pressione del refrigerante (MPa) | Grado del materiale applicabile |
| 1.0-1.5 | 15000-18000 | 0,15-0,25 | 3500-4500 | 6-8 | 0,8-1,2 | 6061-T651/7075-T7351 |
| 1.6-2.5 | 12000-15000 | 0,25-0,4 | 3000-4000 | 8-12 | 0,6-0,9 | 6061-T651/5083-H116 |
| 2.6-3.5 | 8000-12000 | 0,4-0,6 | 2500-3500 | 12-16 | 0,5-0,8 | 6061-T651/2024-T351 |
| 3.6-5.0 | 6000-8000 | 0,6-1,0 | 2000-3000 | 16-20 | 0,4-0,6 | 5083-H116/2024-T351 |
| 5.1-8.0 | 4000-6000 | 1.0-1.5 | 1500-2500 | 20-25 | 20-25 | 6061-T651/5083-H116 |
Gestione dell'ingegneria dello stress a processo completo
1. Il pretrattamento del materiale è un fattore chiave
È necessario concentrarsi sull'uso di piastre di alluminio prestirate trattate con il metodo dell'invecchiamento per vibrazione o in condizioni T74/T7351 che possono aiutare a ridurre le tensioni interne iniziali dalla fonte di oltre il 60% .
2. Metodo di lavorazione "passo dopo passo".
Qui l'autore ha fornito i dettagli del processo utilizzato ed è stato utilizzato anche per seguire il processo di (tolleranza di 3 mm) sgrossatura rilassamento dello stress (invecchiamento naturale o artificiale) (tolleranza di 0,8 mm) semifinitura finitura finale, rilasciando gradualmente lo stress in ogni fase .
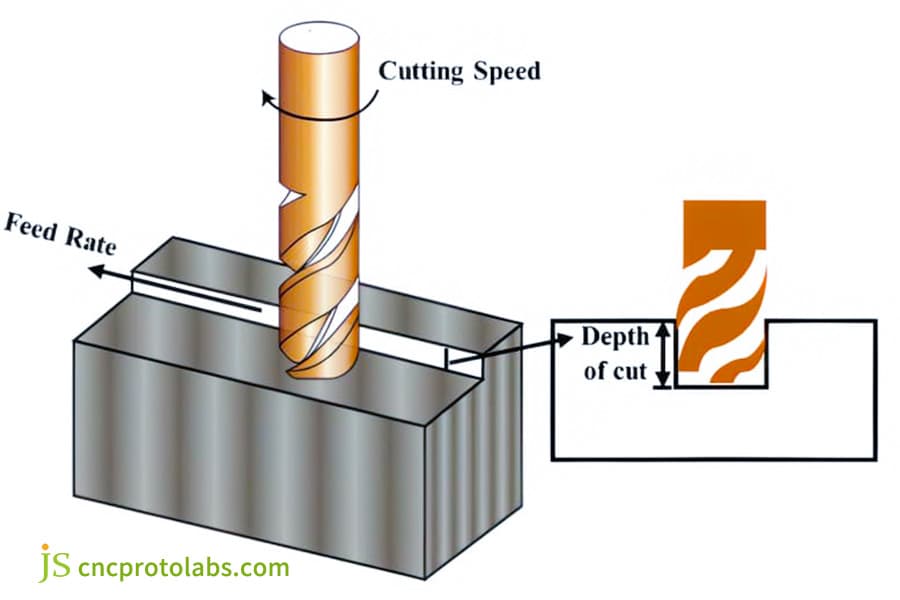 Figura 1 Utilizzare velocità di avanzamento inferiori, profondità di taglio minori e utensili affilati con angoli di spoglia maggiori per ridurre lo stress sul pezzo.
Figura 1 Utilizzare velocità di avanzamento inferiori, profondità di taglio minori e utensili affilati con angoli di spoglia maggiori per ridurre lo stress sul pezzo.
Quali parti di una fresatrice CNC non sono negoziabili per la stabilità?
La capacità delle parti della fresatrice CNC di eseguire operazioni è ciò che, in definitiva, determina il limite superiore di precisione nei servizi di fresatura CNC di grandi dimensioni, in particolare quando si producono parti di grandi dimensioni a pareti sottili. Pertanto, la rigidità della macchina utensile, la stabilità termica e la precisione di azionamento sono tutti fattori essenziali.
Massima rigidità, stabilità termica e precisione geometrica
1. La rigidità della macchina utensile determina il limite superiore:
Il basamento integrale in ghisa minerale o ghisa di una fresatrice a portale di grandi dimensioni richiede una rigidezza statica superiore a 100 N/m (strada con Norma ISO 230-2 ) per smorzare efficacemente le vibrazioni di taglio ed evitare vibrazioni. Le fresatrici a portale di JS Precision ottengono una rigidità statica di 120 N/m, molto al di sopra degli standard del settore .
2. La stabilità termica garantisce la coerenza:
Un'officina a temperatura costante (201°C), un sistema di raffreddamento a liquido del mandrino e della vite e un design termicamente simmetrico mantengono gli errori termici al di sotto di 0,01 mm per un lungo periodo. Questa è la base per ottenere un'elevata precisione nella fresatura CNC di pezzi di grandi dimensioni.
Azionamento ad alta precisione e feedback in tempo reale
1. Elettromandrino ad alte prestazioni: presenta un elettromandrino a basse vibrazioni e ad alta risposta dinamica (coppia fino a 100 Nm) per un funzionamento regolare anche in condizioni di bassa forza di taglio.
2. Controllo della posizione ad anello completamente chiuso: dotato di un encoder lineare per ottenere un feedback ad anello completamente chiuso, il sistema può compensare l'espansione termica e il gioco della vite di comando, garantendo così una precisione di posizionamento di 0,005 mm.
| Componenti di macchine utensili | Requisiti dei parametri di prestazione | Configurazione di precisione JS | Contributo di precisione |
| Materiale del letto | Ghisa minerale/ghisa | Colata minerale | Aumenta la rigidità statica del 15% |
| Coppia del mandrino | ≥80 Nm | 100 Nm | Garantisce stabilità nel taglio a bassa profondità di taglio |
| Risoluzione del cellulare | ≤0,001 mm | 0,0005 mm | Compensa gli errori di posizionamento |
| Metodo di raffreddamento | Doppio mandrino di raffreddamento + vite di comando | Mandrino a triplo raffreddamento + vite di comando + basamento | Errore termico controllato entro 0,01 mm |
Vuoi sapere come le macchine utensili ad alta rigidità migliorano la stabilità della lavorazione? Visualizza l'elenco di JS Precision parti della fresatrice CNC configurazioni ora per ottenere parametri dettagliati per fresatrici a portale di grandi dimensioni.
Perché l'alluminio è la scelta migliore per le parti in alluminio di grandi dimensioni personalizzate?
Le parti in alluminio di grandi dimensioni personalizzate sono identificate come l'opzione perfetta per attrezzature leggere e di lusso. Le caratteristiche intrinseche del materiale e i vantaggi di processo delle leghe di alluminio le hanno rese la scelta principale nei servizi di fresatura CNC per gran parte.
Leghe di alluminio: leggerezza, peso, lavorabilità e prestazioni
Rispetto all'acciaio e alle leghe di titanio, le leghe di alluminio (come 7075-T6) forniscono una migliore resistenza specifica, quindi diventano l'opzione principale per ottenere leggerezza .
La loro eccellente lavorabilità si traduce in tassi di rimozione del materiale più elevati e meno stress di lavorazione. Vari gradi di leghe di alluminio differiscono notevolmente nei rispettivi scenari di utilizzo:
- 6061-T651 è ideale per la produzione di parti strutturali generali.
- 7075-T7351 è il grado per componenti critici aerospaziali ad alta resistenza, elevata tenacità e resistenza alla tensocorrosione.
- Il 5083 viene generalmente utilizzato laddove è necessaria la resistenza alla corrosione, come nell'ingegneria navale.
Controllo di qualità a livello del suolo
Sottolineando con forza che il materiale dovrebbe essere lamiera prestirata proveniente da fornitori di qualità aerospaziale con rapporti completi sui lotti di fusione, si può essere sicuri di ottenere proprietà del materiale stabili.
I fornitori di servizi con gli standard più elevati eseguono test ad ultrasuoni e altri test sui materiali consegnati loro per garantire che non vi siano difetti interni. È la fase iniziale per garantire l'affidabilità di parti in alluminio di grandi dimensioni personalizzate .
| Grado della lega di alluminio | Resistenza alla trazione (MPa) | Carico di snervamento (MPa) | Scenari applicabili | Difficoltà di elaborazione |
| 6061-T651 | 310 | 276 | Componenti strutturali generali | ★★☆☆☆ |
| 7075-T7351 | 510 | 480 | Componenti critici aerospaziali | ★★★★☆ |
| 5083-H116 | 270 | 145 | Componenti resistenti alla corrosione marina | ★★★☆☆ |
| 2024-T351 | 480 | 325 | Componenti ad alta resistenza alla fatica | ★★★★★ |
Vuoi scegliere la qualità ottimale per le tue parti in alluminio di grandi dimensioni personalizzate? Contatta JS Precision, i nostri ingegneri dei materiali ti forniranno consigli gratuiti sulla selezione dei materiali.
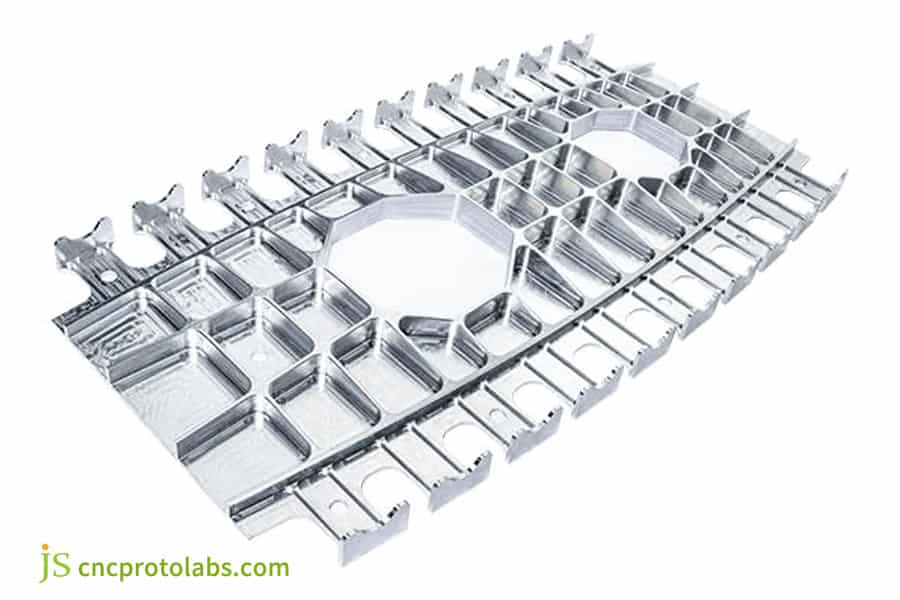 Figura 2 Una parte in alluminio argentato a pareti sottili con geometria complessa e un'apertura circolare centrale.
Figura 2 Una parte in alluminio argentato a pareti sottili con geometria complessa e un'apertura circolare centrale.
In che modo la lavorazione CNC aerospaziale spinge i limiti della precisione?
La lavorazione CNC aerospaziale è l'emblema della precisione nel settore e i suoi standard di lavorazione e i suoi processi vengono utilizzati come livello di riferimento per i servizi di fresatura CNC di grandi parti.
Componenti di codice aerospaziale altamente esigenti
Considerando ad esempio le paratie degli aerei (spessore 1,5 mm, profilo richiesto 0,2 mm) o i supporti dell'antenna satellitare (strutture a rete a parete sottile), questi componenti richiedono le massime proprietà di rigidità, stabilità dimensionale e affidabilità allo stesso tempo molto leggeri. La produzione di queste parti rappresenta il culmine dei test sui servizi di lavorazione di pareti sottili.
Collaborazione per soluzioni ingegneristiche migliori
I fornitori di servizi esperti vengono coinvolti in una fase iniziale, offrono consulenza DFM (Design for Manufacturing) (come la semplificazione del raggio del raccordo e l'aggiunta di nervature di rinforzo del processo), utilizzano anche software di simulazione della forza di taglio e della deformazione per la previsione del rischio e, alla fine, utilizzano laser tracker o CMM per l'ispezione completa dell'area.
JS Precision lavorazione CNC aerospaziale ha realizzato con successo più di 500 parti di satelliti e aerei a pareti sottili, con tutte le tolleranze controllate entro 0,05 mm.
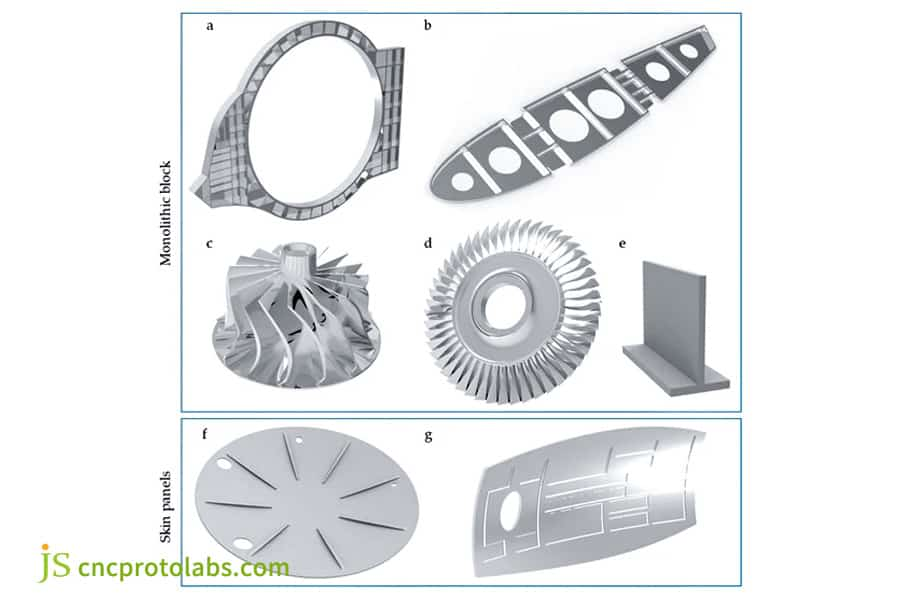 Figura 3 Componenti aerospaziali a pareti sottili lavorati mediante CNC
Figura 3 Componenti aerospaziali a pareti sottili lavorati mediante CNC
Cosa dovresti cercare in un partner per la fresatura CNC di pezzi di grandi dimensioni?
Quando cerchi un partner che ti aiuti con la fresatura CNC per pezzi di grandi dimensioni, oltre a considerare solo il prezzo, devi anche valutare la forza tecnica e le capacità di servizio del potenziale partner. JS Precision ha quindi enumerato cinque criteri di valutazione fondamentali per assisterti nella selezione di un fornitore di servizi affidabile.
Elenco di domande in cinque punti per valutare le competenze tecniche
- Siete in grado di produrre per noi un portfolio di casi di studio di successo e di dimostrare i dati di deformazione misurati (ad esempio, rapporti CMM) per parti simili complesse a parete sottile?
- Quali sono le specifiche (corsa, rigidità) e precisione (posizionamento/ripetibilità) della vostra fresatrice a portale di grandi dimensioni ?
- Hai la capacità di simulazione del processo? Come gestite la fornitura di materie prime e chi sono i vostri partner per il trattamento termico?
- Possiedi certificazioni aerospaziali come AS9100/NADCAP ?
- Saresti in grado di fornire indicazioni per l'ottimizzazione del DFM durante la fase di progettazione?
Valutazione del valore complessivo
È necessario un esame del loro sistema di controllo qualità e degli strumenti di prova (un interferometro laser, una macchina di misura a coordinate). Valutare la competenza del team di ingegneri nel fornire suggerimenti efficaci per l'ottimizzazione del DFM durante la fase di progettazione può aiutarti a risparmiare in modo significativo sui costi successivi, che andrebbero ben oltre il costo del servizio.
Vuoi eseguire rapidamente lo screening qualificato grandi servizi di fresatura CNC fornitori? Scarica subito la lista di controllo per la valutazione dei fornitori di JS Precision e controlla ogni articolo per evitare insidie.
Caso di studio: superare il telaio satellitare da 0,8 metri e aumentare la planarità da 1,2 mm a 0,15 mm
Sfida
Un cliente del settore aerospaziale aveva bisogno di lavorare un telaio satellitare in lega di alluminio da 800 x 600 mm con uno spessore totale della parete di 2,5 mm , rinforzo interno a nido d'ape e materiale 7075-T7351. La planarità richiesta era di 0,2 mm.
La planarità complessiva del telaio dopo la prima operazione di lavorazione era oltre la tolleranza di 1,2 mm e si verificava inoltre una deformazione locale. Queste operazioni di riparazione non soddisfacevano i requisiti di assemblaggio e di conseguenza il cliente correva il rischio di perdere tempo del progetto.
Soluzioni di precisione JS
1.Ottimizzazione e simulazione DFM:
Tre sporgenze di processo temporanee da 8 mm vengono aggiunte in aree non critiche in base alla previsione della distribuzione delle sollecitazioni utilizzando il software Deform. Il layout è ottimizzato attraverso l'analisi agli elementi finiti che si traduce in un aumento della rigidità senza interferire con l'assemblaggio .
Le forze di bloccaggio simulate vengono utilizzate per selezionare uno schema di posizionamento a sei punti in grado di controllare la deformazione di bloccaggio entro 0,03 mm. Questo metodo ha lo scopo di aumentare la stabilità della lavorazione delle parti a parete sottile nei grandi servizi di fresatura CNC.
2. Pacchetto di processi personalizzati:
Viene utilizzato un processo personalizzato in sette fasi: fresatura grezza, invecchiamento artificiale, fresatura semifinitura, invecchiamento artificiale secondario, fresatura di finitura.
La fresatura grezza lascia un margine di 3 mm per rimuovere l'80% del materiale ridondante, quindi la lega viene invecchiata a 120 per 4 ore per rilasciare lo stress interno. La fresatura di semifinitura lascia un margine di calibrazione di 0,8 mm , mentre la fresatura di finitura utilizza una velocità S12000 e una profondità di taglio di 0,3 mm per la riduzione graduale delle sollecitazioni. Questa è la tecnologia di base di Precisione JS servizi di lavorazione di pareti sottili.
3. Strumenti dedicati e monitoraggio in tempo reale:
È stato creato un dispositivo di assorbimento del vuoto e supporto flessibile multipunto, che includeva una pressione del vuoto di 0,6, 0,8 MPa e quattro blocchi di supporto regolabili per evitare deformazioni.
Con la sonda a bordo della macchina utensile, le cinque caratteristiche chiave di ciascuna fase sono state ispezionate con una precisione di 0,002 mm . I dati sono stati restituiti in tempo reale, garantendo così il controllo dell'intero processo di lavorazione.
Risultati:
La planarità della parte finale è stata sempre mantenuta entro 0,15 mm e il peso ha soddisfatto completamente i criteri di progettazione . È stato in grado di superare l'ispezione e l'accettazione in scala completa da parte di un laser tracker.
Rispetto alle ripetute modifiche e aggiustamenti dello stampo da parte del cliente, i tempi di consegna e i costi sono stati ottimizzati di oltre il 40%, risparmiando così direttamente oltre $ 20.000 e, allo stesso tempo, i rischi di assemblaggio sono stati ridotti.
Anche voi affrontate sfide simili nella lavorazione di pezzi di grandi dimensioni a pareti sottili? Invia subito i disegni delle tue parti e il team di ingegneri di JS Precision personalizzerà una soluzione per te, replicando il successo del caso del telaio satellitare.
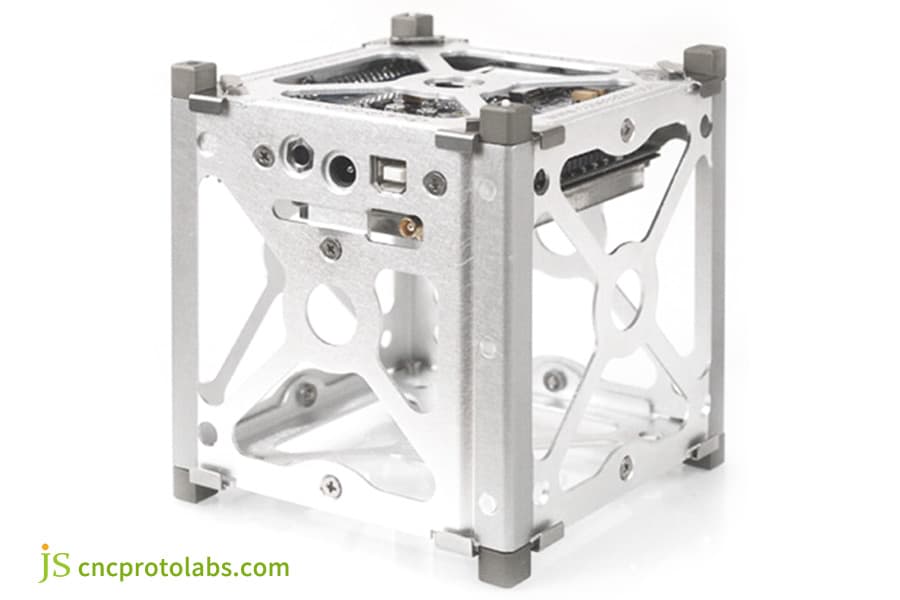 Figura 4 Telaio del satellite fresato mediante fresatura CNC
Figura 4 Telaio del satellite fresato mediante fresatura CNC
Domande frequenti
D1: Qual è lo spessore minimo della parete che è possibile ottenere per la lavorazione di pezzi di grandi dimensioni a parete sottile?
Per le leghe di alluminio, l'ottimizzazione del processo e un supporto adeguato consentono una lavorazione stabile di spessori di parete fino a 0,8-1,0 mm in generale, con alcuni dettagli locali che potrebbero essere ancora più sottili.
D2: Quanto in genere il controllo della deformazione aumenta i costi e i tempi di consegna?
L'implementazione sistematica del processo aumenta il tempo di lavorazione di circa il 20% - 30% . Tuttavia, rispetto alla rottamazione, alla rilavorazione o all'esecuzione di aggiustamenti in una fase successiva, il costo totale e il tempo vengono notevolmente risparmiati.
Q3: Che dimensioni di pezzi puoi lavorare?
JS Precision è dotata di molteplici fresatrici a portale di grandi dimensioni con corsa superiore a 2 metri, quindi sono in grado di lavorare pezzi fino a 3000 mm × 1500 mm × 1000 mm .
D4: Oltre alle leghe di alluminio, potete lavorare pezzi a parete sottile in acciaio inossidabile o leghe di titanio?
Sicuro. Ma gli approcci differiscono a seconda del materiale. Per evitare stress termici, per la lega di titanio vengono utilizzate basse velocità di taglio, mentre per l'acciaio inossidabile l'attenzione è posta sull'usura dell'utensile e sull'incrudimento.
Q5: Come garantite la stabilità dimensionale a lungo termine delle parti lavorate?
Ciò è garantito attraverso il trattamento di prestabilizzazione del materiale, molteplici processi di invecchiamento di distensione durante la lavorazione e il trattamento termico finale (come la tempra T6).
Q6: Se il mio progetto può presentare rischi di produzione, potete esaminarlo in anticipo?
Proprio questo è il valore fondamentale della nostra azienda. Diamo rapporti di analisi DFM (progettazione per la producibilità) gratuiti e prima della produzione, consigliamo anche le migliori modalità di ottimizzazione.
D7: Questi processi sono adatti anche per la produzione di prova in piccoli lotti (5-50 pezzi)?
Pienamente applicabile. I piccoli lotti richiedono processi rigorosi per garantire la coerenza. Ottimizziamo CAM e attrezzature per ottenere una produzione efficiente e ripetitiva.
Q8: Qual è il tempo di consegna tipico?
Per le parti complesse, grandi e con pareti sottili, il normale tempo di consegna dal disegno alla consegna è di 3-6 settimane , ma ciò dipende dalla complessità del processo e dal programma di produzione attuale.
Riepilogo
Per superare la deformazione causata dalla lavorazione di parti di grandi dimensioni a pareti sottili, è necessario un approccio ingegneristico sistematico che integri programmazione di precisione, apparecchiature ad alta rigidità, scienza dei materiali e gestione della qualità. I fornitori di servizi non dovrebbero essere solo operatori, ma anche ingegneri che comprendono i principi di produzione.
JS Precision, sfruttando la propria esperienza nella lavorazione CNC aerospaziale, ha sviluppato un sistema di servizi di lavorazione di pareti sottili che può essere testato dalla collaborazione di progettazione all'ispezione finale, garantendo così la realizzazione dei progetti di progettazione.
Se sei preoccupato da parti grandi e complesse, deformazioni a pareti sottili o requisiti di alta precisione, contattaci immediatamente. Invia i tuoi disegni per ottenere un'analisi di fattibilità e un piano di processo esclusivo per il team di ingegneri di JS Precision. Usiamo le competenze professionali per trasformare le vostre sfide in vantaggi di prodotto affidabili.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

