

Services de fraisage CNC de grandes pièces sont le support essentiel de la fabrication haut de gamme. À mesure que la tendance s’oriente vers des produits plus légers, le besoin de grandes pièces en aluminium personnalisées a considérablement augmenté. Mais lors du fraisage CNC de grandes pièces, la déflexion des parois minces est l'un des problèmes majeurs qui entraînent des rebuts de pièces, des retards dans les projets et des dépassements de budget.
Cet article analyse les causes profondes de la déformation des grandes pièces à paroi mince et révèle comment les services professionnels de fraisage CNC de grandes pièces peuvent transformer les défis en avantages de précision grâce à l'intégration de processus, d'équipements et de matériaux. Choisir le bon partenaire est la clé pour réaliser l’intention de conception.
Résumé des réponses de base
| Questions fondamentales | Réponses clés | Valeur apportée à vous |
| Pourquoi les grandes pièces à paroi mince ont-elles tendance à se déformer facilement et à être mises au rebut lors de l'usinage ? | Les trois causes principales , conduisant ainsi à des écarts par rapport aux dimensions d'origine et à une augmentation des coûts, sont la force de coupe, la libération des contraintes résiduelles et la chaleur de coupe. | L'identification des raisons fondamentales de ces problèmes réduit les incertitudes inefficaces et démontre la nécessité de faire appel à des services experts en usinage de parois minces. |
| Comment les prestataires de services professionnels préviennent-ils les déformations de manière méthodique ? | Ils y parviennent grâce à une programmation personnalisée, une gestion des contraintes du début à la fin et un contrôle des déformations 3D ainsi que l'utilisation d'équipements à haute rigidité. | Cela réduit le nombre de pièces mises au rebut et les projets sont finalement livrés dans les délais et dans les limites du budget. |
| Comment trouver un partenaire fiable pour les grands services de fraisage CNC ? | Évaluation complète des cas de traitement, des capacités de l'équipement, de la certification aéronautique et du niveau de support technique. | Sélectionnez des partenaires capables de résoudre les défis de conception et de fournir des solutions complètes. |
Points clés à retenir
- Déformation contrôlable :
En suivant les étapes de manière méthodique, la déformation d'usinage de grandes pièces à paroi mince peut être contrôlée de manière cohérente dans la limite de tolérance de 0,1 mm, voire plus.
- Priorité du processus :
Plus de la moitié des risques de déformation peuvent être supprimés avant l’étape d’usinage grâce à une simulation précoce de DFM (Design for Manufacturing) et de découpe.
- L'équipement est la base :
Fiable Fraisage CNC pour grandes pièces est impossible sans utiliser des machines-outils qui sont non seulement très rigides (par exemple, des structures à portique) mais également thermiquement stables.
- Les partenaires forment une équipe élargie :
En sélectionnant un fournisseur de services tel que JS Precision qui possède une expérience en usinage CNC dans le domaine aérospatial, vous pouvez réduire instantanément vos risques techniques et donc vos coûts globaux.
Pourquoi faire confiance à ce guide ? JS Precision possède une vaste expérience dans les grands services de fraisage CNC
JS Precision se concentre principalement sur les services de fraisage CNC de grandes pièces depuis plus de dix ans , acquérant ainsi une expérience considérable et une compréhension approfondie des besoins des clients fabriquant des équipements aérospatiaux et haut de gamme.
Nous avons fabriqué plus de 10 000 pièces complexes de grande taille à paroi mince et le taux de rachat de nos clients est supérieur à 85 % . Notre connaissance des processus de fraisage CNC provient d'une combinaison de mains de grande envergure, d'expérience et d'innovation technologique constante.
Côté matériaux, JS Precision contrôle la qualité des matériaux en utilisant uniquement des feuilles d'aluminium pré-étirées et provenant de fournisseurs certifiés de l'aérospatiale. Chaque lot de matière est accompagné d'un rapport de fusion complet ainsi que d'un rapport de détection de défauts par ultrasons, éliminant ainsi totalement le risque de déformation provoqué par des défauts de matériaux à la source même.
En termes de configuration des équipements, nous sommes équipés de plusieurs fraiseuses à portique de grande taille avec une course supérieure à 3 mètres. La machine-outil a une rigidité statique de 120 N/µm et est associée à un système de rétroaction de règle de réseau en boucle entièrement fermée, garantissant une précision de positionnement stable de ± 0,005 mm.
Nos solutions techniques sont en adéquation très stricte avec les AS9100D normes du système de gestion de la qualité aérospatiale, et toutes les opérations majeures sont certifiées NADCAP (numéro de certification : NADCAP-2025-TS-0012).
En termes d'amélioration des processus, le « processus séquentiel de soulagement des contraintes en sept étapes » exclusif de JS Precision a permis aux clients de réduire considérablement le taux de défaillance des grandes pièces à paroi mince, de plus de 30 % à moins de 2 %.
Pour ceux qui sont confrontés à des défis lors de l’usinage de grandes pièces à parois minces, le choix d’un partenaire expérimenté peut directement éviter les coûts d’essais et d’erreurs. Vous souhaitez vérifier nos capacités techniques ? Soumettez vos dessins de pièces dès maintenant et l'équipe d'ingénierie de JS Precision vous fournira un rapport d'analyse de fabricabilité DFM gratuit et personnalisé, vous permettant d'anticiper les risques d'usinage à l'avance.
Pourquoi les parois minces sont-elles si sujettes à la déformation lors du fraisage CNC de grandes pièces ?
Lors du fraisage CNC, le risque de déformation des grandes pièces à paroi mince est nettement plus élevé que celui des pièces ordinaires. Ce problème est particulièrement visible dans une grande partie des services de fraisage CNC . Nous allons ici examiner les principales raisons de la déformation des pièces physiquement et du point de vue du coût.
Causes physiques de déformation : 3 principales
1. Déviation de l’outil due à la force de coupe :
Si le bord côté outil coupe des parois minces d' une épaisseur inférieure à 3 mm , la force de coupe radiale qui peut être supérieure à 100 N agira sur la surface de la paroi et la poussera, la paroi se déformant élastiquement conduisant à une surcoupe ou à la formation de marques de broutage par l'outillage. Dans la plupart des services de fraisage CNC, cela est encore plus évident à mesure que la taille de la pièce augmente.
2. Libération subtile du stress résiduel :
La combinaison des contraintes résiduelles dues au laminage et à la trempe des ébauches en alliage d'aluminium et à l'état de déséquilibre provoqué par l'enlèvement d'une grande partie du matériau entraîne une déformation. La libération des contraintes après le processus de coupe peut provoquer une déformation dépassant 2 mm , représentant ainsi la difficulté majeure dans services d'usinage de parois minces .
3. Chaleur générée par la coupe provoquant une expansion locale inégale :
La chaleur au-delà de 200 °C produite par une découpe à grande vitesse ainsi que le refroidissement rapide du liquide de refroidissement entraînent la création d'une contrainte thermique, qui entraîne un retrait inégal et donc une perte de stabilité dimensionnelle . La déformation thermique continue de s'accumuler lors du fraisage CNC prolongé de grandes pièces.
De l’échec de la précision au désastre des coûts
La déformation peut même causer des problèmes comme des interférences physiques directes lors de l'assemblage d'une nervure d'aile d'avion, un manque de rigidité des supports de satellite ou une défaillance de l'étanchéité d'un radiateur.
Jeter une pièce en aluminium de grande valeur valant des dizaines de milliers de dollars uniquement en raison de sa déformation entraîne bien sûr une perte de matière, mais peut également entraîner des retards de projet de plusieurs semaines et des coûts de modification de conception plusieurs fois supérieurs aux frais d'usinage.
Comment les services d’usinage à parois minces empêchent-ils stratégiquement le gauchissement ?
Le point principal de la prévention des déformations lors des services d’usinage de parois minces est « une répartition uniforme de la force, une libération de pression étape par étape et un contrôle précis de la température ». JS Precision parvient à un contrôle systématique de la déformation grâce à une programmation intelligente et à une gestion complète des contraintes du processus.
Programmation intelligente et parcours d'outils coupant le tout en morceaux
1. Fraisage en couches et liaison multi-axes :
Utiliser une découpe en couches axiale (par exemple, une profondeur de coupe de 0,5 mm par couche) et fraisage latéral à cinq axes ensemble, il est possible de générer une force de coupe continue et uniforme qui empêche la surchauffe localisée et la concentration des contraintes . Cette stratégie de programmation peut réduire efficacement le rendement des pièces à paroi mince dans les services de fraisage CNC de grandes pièces.
2. Combinaison scientifique de paramètres :
Appliquez la stratégie « vitesse élevée, faible profondeur de coupe et avance rapide » (par exemple, S12000, ap0,3 mm, F3000 mm/min) afin de maximiser l'efficacité d'enlèvement et de minimiser la force de coupe en un seul point.
Les grandes pièces en aluminium personnalisées avec des épaisseurs variées nécessitent des paramètres de processus totalement différents. Ce qui suit est un tableau de paramètres standard de JS Precision, validé par des milliers de tests pratiques :
| Épaisseur de paroi (mm) | Vitesse de broche (S, tr/min) | Profondeur de coupe (ap, mm) | Vitesse d'avance (F, mm/min) | Diamètre de l'outil (mm) | Pression du liquide de refroidissement (MPa) | Qualité du matériau applicable |
| 1,0-1,5 | 15 000-18 000 | 0,15-0,25 | 3500-4500 | 6-8 | 0,8-1,2 | 6061-T651/7075-T7351 |
| 1,6-2,5 | 12000-15000 | 0,25-0,4 | 3000-4000 | 8-12 | 0,6-0,9 | 6061-T651/5083-H116 |
| 2,6-3,5 | 8000-12000 | 0,4-0,6 | 2500-3500 | 12-16 | 0,5-0,8 | 6061-T651/2024-T351 |
| 3,6-5,0 | 6000-8000 | 0,6-1,0 | 2000-3000 | 16-20 | 0,4-0,6 | 5083-H116/2024-T351 |
| 5.1-8.0 | 4000-6000 | 1,0-1,5 | 15h00-25h00 | 20-25 | 20-25 | 6061-T651/5083-H116 |
Gestion de l'ingénierie des contraintes de processus complet
1. Le prétraitement des matériaux est un facteur clé
Il est nécessaire de privilégier l'utilisation de plaques d'aluminium pré-étirées traitées par méthode de vieillissement par vibration ou dans des conditions T74/T7351 qui peuvent contribuer à une réduction de plus de 60 % des contraintes internes initiales de la source.
2. Méthode d'usinage "pas à pas"
Ici, l'auteur a donné les détails du processus utilisé et il a également été utilisé pour suivre le processus de (surépaisseur de 3 mm) de relaxation des contraintes d'ébauche (vieillissement naturel ou artificiel) (surépaisseur de 0,8 mm) de semi-finition, de finition finale, en relâchant progressivement la contrainte à chaque étape .
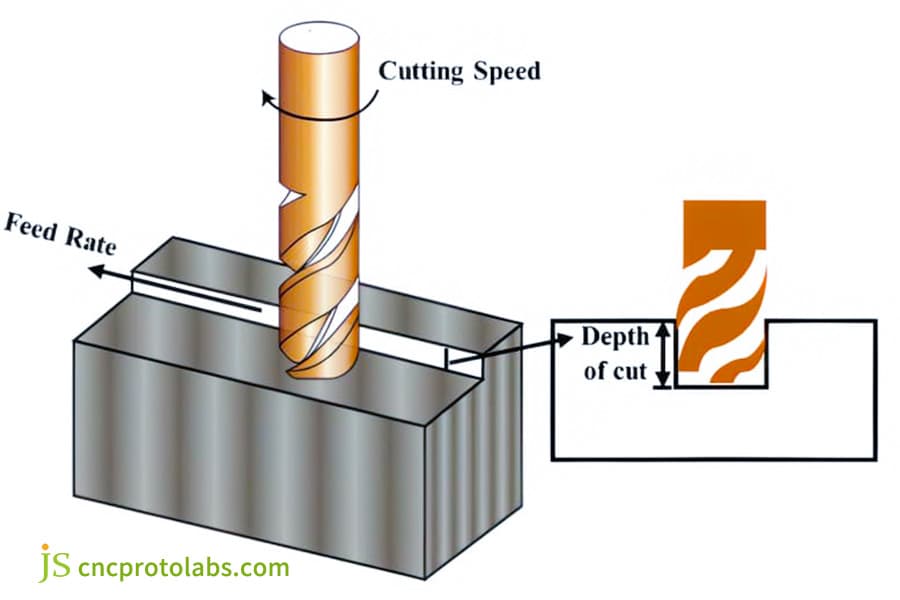 Figure 1 Utilisez des vitesses d'avance plus faibles, des profondeurs de coupe plus petites et des outils tranchants avec des angles de coupe plus grands pour réduire la contrainte sur la pièce.
Figure 1 Utilisez des vitesses d'avance plus faibles, des profondeurs de coupe plus petites et des outils tranchants avec des angles de coupe plus grands pour réduire la contrainte sur la pièce.
Quelles parties d'une fraiseuse CNC sont non négociables pour la stabilité ?
La capacité des pièces de la fraiseuse CNC à effectuer des opérations est ce qui détermine en fin de compte la limite supérieure de précision dans les grands services de fraisage CNC, en particulier lors de la fabrication de grandes pièces à paroi mince. Par conséquent, la rigidité de la machine-outil, la stabilité thermique et la précision de l’entraînement sont tous des facteurs essentiels.
Rigidité ultime, stabilité thermique et précision géométrique
1. La rigidité de la machine-outil détermine la limite supérieure :
Le lit intégral en fonte minérale ou en fonte d'une grande fraiseuse à portique nécessite une rigidité statique supérieure à 100 N/m (route avec Norme ISO 230-2 ) pour amortir efficacement les vibrations de coupe et éviter les vibrations. Les fraiseuses à portique de JS Precision obtiennent une rigidité statique de 120 N/m, bien au-dessus des normes de l'industrie .
2. La stabilité thermique garantit la cohérence :
Un atelier à température constante (201 °C), un système de refroidissement liquide de la broche et de la vis mère et une conception thermiquement symétrique maintiennent les erreurs thermiques en dessous de 0,01 mm pendant une longue période. C'est la base pour obtenir une haute précision dans le fraisage CNC de grandes pièces.
Entraînement de haute précision et retour en temps réel
1. Broche électrique haute performance : dispose d'une broche électrique à faible vibration et à réponse dynamique élevée (couple jusqu'à 100 Nm) pour un fonctionnement fluide même dans des conditions de faible force de coupe.
2. Contrôle de position en boucle entièrement fermée : équipé d'un encodeur linéaire pour obtenir un retour en boucle entièrement fermée, le système peut compenser la dilatation thermique et le jeu de la vis mère, garantissant ainsi une précision de positionnement de 0,005 mm.
| Composants de machines-outils | Exigences des paramètres de performance | Configuration de précision JS | Contribution à la précision |
| Matériau du lit | Moulage minéral/fonte | Coulée minérale | Augmente la rigidité statique de 15 % |
| Couple de broche | ≥80Nm | 100 Nm | Assure la stabilité dans les coupes à faible profondeur de coupe |
| Résolution du cellulateur | ≤0,001mm | 0,0005mm | Compense les erreurs de positionnement |
| Méthode de refroidissement | Double broche de refroidissement + vis mère | Triple broche de refroidissement + vis mère + lit | Erreur thermique contrôlée à moins de 0,01 mm |
Vous voulez savoir comment les machines-outils à haute rigidité améliorent la stabilité de l’usinage ? Voir la liste de JS Precision pièces de fraiseuse CNC configurations maintenant pour obtenir des paramètres détaillés pour les grandes fraiseuses à portique.
Pourquoi l’aluminium est-il le premier choix pour les grandes pièces en aluminium personnalisées ?
Les grandes pièces en aluminium personnalisées sont identifiées comme l’option parfaite pour les équipements légers et luxueux. Les caractéristiques intrinsèques du matériau et les avantages des alliages d’aluminium en ont fait le premier choix dans les services de fraisage CNC de grandes pièces.
Alliages d'aluminium : légèreté, poids, usinabilité et performances
Par rapport aux alliages d'acier et de titane, les alliages d'aluminium (comme le 7075-T6) offrent une meilleure résistance spécifique, ils deviennent donc la principale option pour atteindre l'allègement .
Leur excellente usinabilité se traduit par des taux d’enlèvement de matière plus élevés et moins de contraintes d’usinage. Les différentes qualités d'alliages d'aluminium diffèrent considérablement dans leurs scénarios d'utilisation respectifs :
- Le 6061-T651 est idéal pour la fabrication de pièces structurelles générales.
- Le 7075-T7351 est la nuance destinée aux composants critiques de l'aérospatiale à haute résistance, haute ténacité et résistance à la corrosion sous contrainte.
- Le 5083 est généralement utilisé là où la résistance à la corrosion est nécessaire, comme dans l'ingénierie maritime.
Contrôle de qualité au niveau du terrain
En insistant fortement sur le fait que le matériau doit être une tôle pré-étirée provenant de fournisseurs de qualité aérospatiale avec des rapports complets de lots de fusion, on peut être sûr d'obtenir des propriétés de matériau stables.
Les prestataires de services répondant aux normes les plus élevées effectuent des tests par ultrasons ainsi que d'autres tests sur les matériaux qui leur sont livrés pour garantir l'absence de défauts internes. C'est la première étape pour garantir la fiabilité de grandes pièces en aluminium sur mesure .
| Catégorie d'alliage d'aluminium | Résistance à la traction (MPa) | Limite d'élasticité (MPa) | Scénarios applicables | Difficulté de traitement |
| 6061-T651 | 310 | 276 | Composants structurels généraux | ★★☆☆☆ |
| 7075-T7351 | 510 | 480 | Composants critiques pour l'aérospatiale | ★★★★☆ |
| 5083-H116 | 270 | 145 | Composants marins résistants à la corrosion | ★★★☆☆ |
| 2024-T351 | 480 | 325 | Composants à haute résistance à la fatigue | ★★★★★ |
Vous souhaitez choisir la nuance optimale pour vos grandes pièces en aluminium personnalisées ? Contactez JS Precision, nos ingénieurs matériaux vous fourniront des conseils gratuits sur le choix des matériaux.
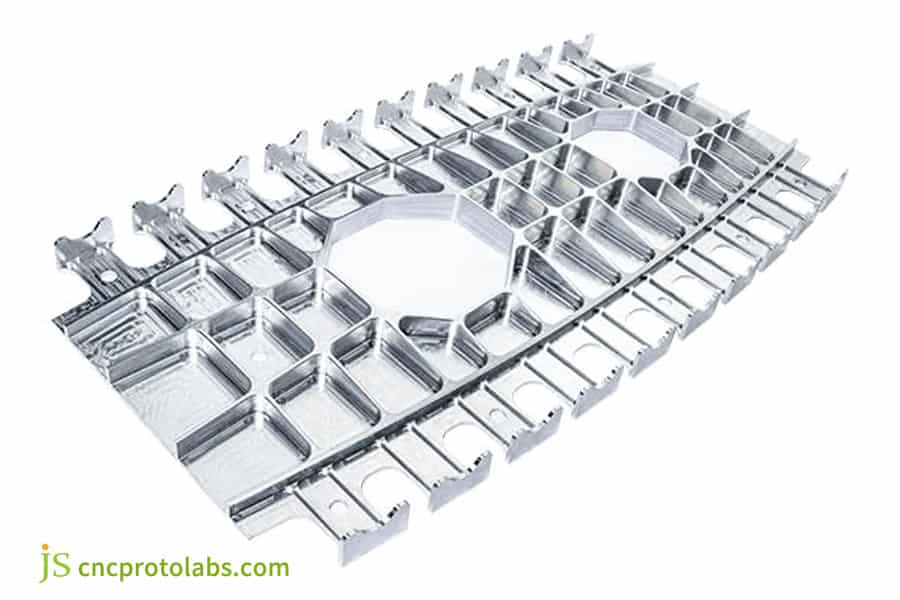 Figure 2 Une pièce en aluminium argenté à paroi mince avec une géométrie complexe et une ouverture circulaire centrale.
Figure 2 Une pièce en aluminium argenté à paroi mince avec une géométrie complexe et une ouverture circulaire centrale.
Comment l'usinage CNC pour l'aérospatiale repousse-t-il les limites de la précision ?
L'usinage CNC aérospatial est la quintessence de la précision dans l'industrie et ses normes d'usinage ainsi que ses processus sont utilisés comme niveau de référence pour les services de fraisage CNC de grandes pièces.
Composants du code aérospatial très exigeants
Prenons par exemple les cloisons d'avion (1,5 mm d'épaisseur, profil requis de 0,2 mm) ou les supports d'antenne satellite (structures maillées à paroi mince), par exemple, ces composants nécessitent les propriétés ultimes de rigidité, de stabilité dimensionnelle et de fiabilité tout en étant très légers. La fabrication de ces pièces constitue le point culminant des tests des services d’usinage de parois minces.
Collaboration pour de meilleures solutions d'ingénierie
Les prestataires de services experts s'impliquent dès le début, ils proposent des conseils DFM (Design for Manufacturing) (comme la simplification du rayon de congé et l'ajout de nervures de renforcement du processus), ils utilisent également un logiciel de simulation de force de coupe et de déformation pour la prévision des risques et, à la fin, ils déploient des trackers laser ou des MMT pour l'inspection complète de la zone.
JS Précision Usinage CNC pour l'aérospatiale L'équipe a réalisé avec succès plus de 500 pièces de satellites et d'avions à parois minces, avec toutes leurs tolérances contrôlées à moins de 0,05 mm.
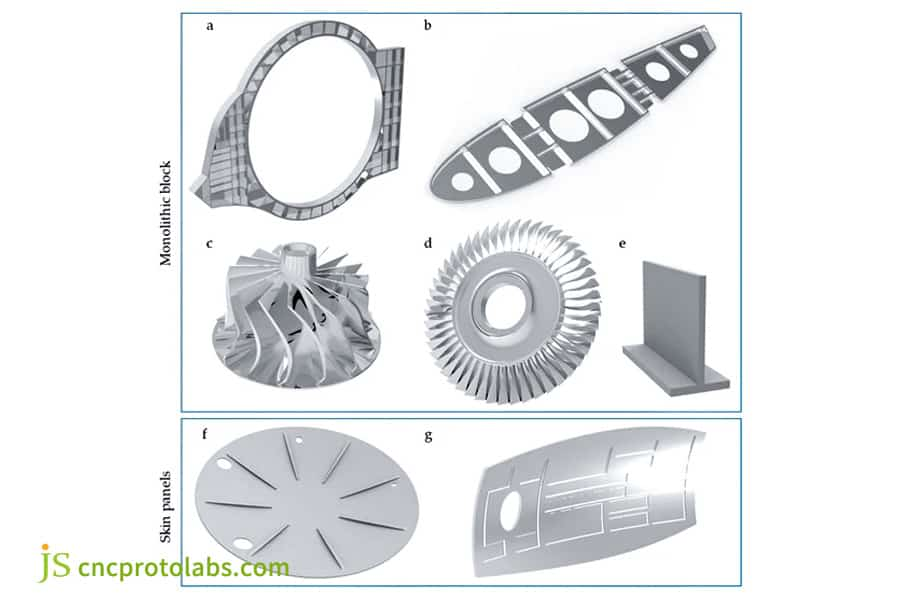 Figure 3 Composants aérospatiaux à parois minces usinés par CNC
Figure 3 Composants aérospatiaux à parois minces usinés par CNC
Que devez-vous rechercher chez un partenaire pour le fraisage CNC de grandes pièces ?
Lorsque vous recherchez un partenaire pour vous aider dans le fraisage CNC de grandes pièces, outre le prix, vous devez également peser la force technique et les capacités de service du partenaire potentiel. JS Precision a ainsi énuméré cinq critères d'évaluation fondamentaux pour vous aider dans votre sélection d'un prestataire de services digne de confiance.
Liste de questions en cinq points pour évaluer les compétences techniques
- Êtes-vous en mesure de produire pour nous un portefeuille d' études de cas réussies et de démontrer les données de déformation mesurées (par exemple, rapports CMM) pour des pièces complexes similaires à paroi mince ?
- Quelles sont les spécifications (course, rigidité) et la précision (positionnement/répétabilité) de votre fraiseuse à grand portique ?
- Avez-vous la capacité de simulation de processus ? Comment gérez-vous votre approvisionnement en matières premières et qui sont vos partenaires en traitement thermique ?
- Avez-vous des certifications aérospatiales comme AS9100/NADCAP ?
- Seriez-vous en mesure de fournir des conseils d'optimisation DFM pendant la phase de conception ?
Évaluation de la valeur globale
Un examen de leur système de contrôle qualité et de leurs instruments de test (un interféromètre laser, une machine à mesurer tridimensionnelle) est nécessaire. L'évaluation de la compétence de l'équipe d'ingénierie pour fournir des suggestions d'optimisation DFM efficaces pendant la phase de conception peut vous aider à économiser considérablement sur les coûts ultérieurs, qui dépasseraient largement les frais de service.
Vous souhaitez sélectionner rapidement des candidats qualifiés grands services de fraisage CNC fournisseurs ? Téléchargez dès maintenant la liste de contrôle d'évaluation des fournisseurs de JS Precision et vérifiez chaque élément pour éviter les pièges.
Étude de cas : surmonter le cadre satellite de 0,8 mètre et augmenter la planéité de 1,2 mm à 0,15 mm
Défi
Un client de l'aérospatiale avait besoin d'usiner un cadre satellite en alliage d'aluminium de 800 mm x 600 mm avec une épaisseur de paroi totale de 2,5 mm , un renfort interne en nid d'abeille et le matériau 7075-T7351. La planéité requise était de 0,2 mm.
La planéité globale du cadre après la première opération d'usinage dépassait la tolérance de 1,2 mm et il y avait également une déformation locale. Ces opérations de réparation ne répondaient pas aux exigences de montage et par conséquent le client risquait de perdre le temps du projet.
Solutions de précision JS
1.Optimisation et simulation DFM :
Trois bossages de processus temporaires de 8 mm sont ajoutés dans les zones non critiques en fonction de la prédiction de la répartition des contraintes à l'aide du logiciel Deform. L'agencement est optimisé grâce à une analyse par éléments finis qui se traduit par une augmentation de la rigidité sans interférer avec l'assemblage .
Des forces de serrage simulées sont utilisées pour sélectionner un schéma de positionnement en six points capable de contrôler la déformation de serrage à 0,03 mm près. Cette méthode vise à augmenter la stabilité d’usinage des pièces à paroi mince dans les grands services de fraisage CNC.
2. Package de processus personnalisé :
Un processus sur mesure en sept étapes est utilisé : fraisage grossier, vieillissement artificiel, fraisage semi-fini, vieillissement artificiel secondaire, fraisage de finition.
Le fraisage grossier laisse une marge de 3 mm pour éliminer 80 % du matériau redondant, puis l'alliage est vieilli à 120 pendant 4 h pour libérer les contraintes internes. Le fraisage semi-fini laisse une marge d'étalonnage de 0,8 mm , et le fraisage de finition utilise une vitesse S12000 et une profondeur de coupe de 0,3 mm pour un soulagement des contraintes par étapes. C'est la technologie de base de Précision JS services d'usinage de parois minces.
3. Outillage dédié et surveillance en temps réel :
Un dispositif de support flexible à adsorption sous vide et multipoints a été créé, qui comprenait une pression de vide de 0,6, 0,8 MPa et quatre blocs de support réglables pour éviter la déformation.
Avec la sonde intégrée à la machine-outil, les cinq caractéristiques clés de chaque étape ont été inspectées avec une précision de 0,002 mm . Les données ont été renvoyées en temps réel, garantissant ainsi la contrôlabilité de l'ensemble du processus d'usinage.
Résultats:
La planéité de la pièce finale a toujours été maintenue à moins de 0,15 mm et le poids satisfaisait pleinement aux critères de conception . Elle a pu passer avec succès l'inspection à grande échelle et l'acceptation par un laser tracker.
Par rapport aux modifications et ajustements répétés des moules du client, les délais et les coûts ont été optimisés de plus de 40 %, ce qui a permis d'économiser directement plus de 20 000 USD , et en même temps, les risques d'assemblage ont été réduits.
Êtes-vous également confronté à des défis similaires lors de l’usinage de grandes pièces à parois minces ? Soumettez vos dessins de pièces maintenant et l'équipe d'ingénierie de JS Precision personnalisera une solution pour vous, reproduisant le succès du cas du cadre satellite.
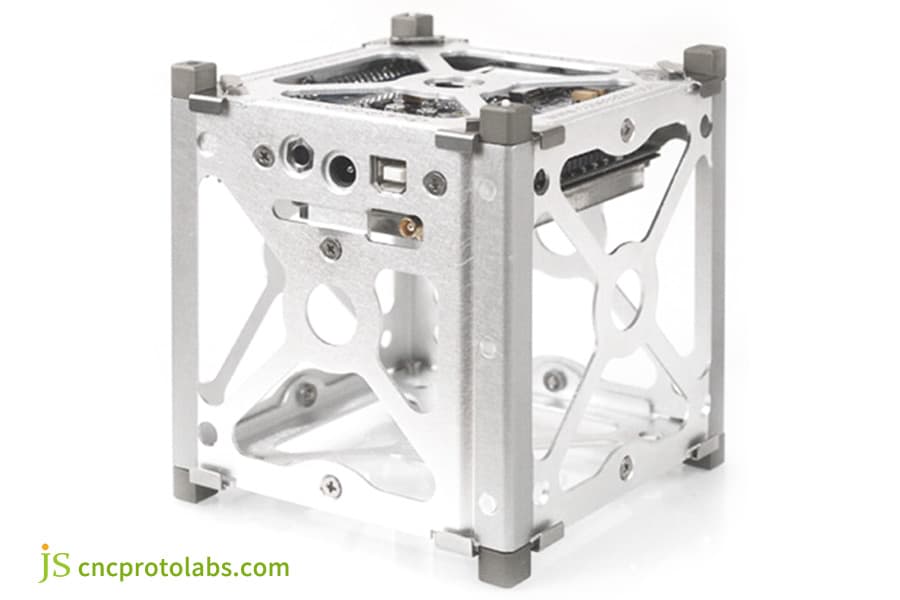 Figure 4 Cadre satellite fraisé par fraisage CNC
Figure 4 Cadre satellite fraisé par fraisage CNC
FAQ
Q1 : Quelle est l’épaisseur de paroi minimale pouvant être obtenue pour l’usinage de grandes pièces à paroi mince ?
Pour les alliages d'aluminium, l'optimisation du processus et un support approprié permettent un usinage stable d'une épaisseur de paroi allant jusqu'à 0,8 à 1,0 mm en général, certains détails locaux pouvant être encore plus fins.
Q2 : Dans quelle mesure le contrôle de la déformation augmente-t-il généralement les coûts et les délais ?
La mise en œuvre systématique du procédé augmente le temps d'usinage d'environ 20 à 30 % . Pourtant, par rapport à la mise au rebut et au remaniement ou aux ajustements ultérieurs, le coût total et le temps sont considérablement économisés.
Q3 : Quelles tailles de pièces pouvez-vous usiner ?
JS Precision est équipé de plusieurs grandes fraiseuses à portique avec une course supérieure à 2 mètres, elles sont donc capables de traiter des pièces jusqu'à 3 000 mm × 1 500 mm × 1 000 mm .
Q4 : Outre les alliages d’aluminium, pouvez-vous usiner des pièces à parois minces en acier inoxydable ou en alliages de titane ?
Bien sûr. Mais les approches diffèrent selon le matériau. Pour éviter les contraintes thermiques, de faibles vitesses de coupe sont utilisées pour l'alliage de titane, tandis que pour l'acier inoxydable, l'accent est mis sur l'usure de l'outil et l'écrouissage.
Q5 : Comment assurez-vous la stabilité dimensionnelle à long terme des pièces usinées ?
Ceci est assuré par un traitement de pré-stabilisation du matériau, de multiples processus de vieillissement de soulagement des contraintes pendant le traitement et un traitement thermique final (tel que la trempe T6).
Q6 : Si ma conception peut présenter des risques de fabrication, pouvez-vous l'examiner à l'avance ?
C’est exactement la valeur fondamentale de notre entreprise. Nous donnons rapports d'analyse DFM (conception pour la fabricabilité) gratuits et avant la production, nous vous conseillons également sur les meilleures méthodes d'optimisation.
Q7 : Ces processus conviennent-ils également à la production d'essais en petits lots (5 à 50 pièces) ?
Entièrement applicable. Les petits lots nécessitent des processus stricts pour garantir la cohérence. Nous optimisons la FAO et l'outillage pour obtenir une production efficace et répétitive.
Q8 : Quel est le délai de livraison typique ?
Pour les pièces complexes, de grande taille et à paroi mince, le délai habituel entre le dessin et la livraison est de 3 à 6 semaines , cela dépend cependant de la complexité du processus et du calendrier de production actuel.
Résumé
Pour surmonter la déformation causée par le traitement de grandes pièces à paroi mince, une approche d'ingénierie systématique intégrant une programmation de précision, des équipements à haute rigidité, la science des matériaux et la gestion de la qualité est nécessaire. Les prestataires de services ne doivent pas seulement être des opérateurs, mais également des ingénieurs qui comprennent les principes de fabrication.
JS Precision, tirant parti de son expérience dans l'usinage CNC aérospatial, a développé un système de service d'usinage de parois minces qui peut être testé depuis la collaboration de conception jusqu'à l'inspection finale, garantissant ainsi la réalisation de vos plans de conception.
Si vous êtes gêné par des pièces volumineuses et complexes, des déformations à parois minces ou des exigences de haute précision, veuillez nous contacter immédiatement. Soumettez vos dessins pour obtenir une analyse de faisabilité et un plan de processus exclusifs à l’équipe d’ingénierie de JS Precision. Laissez-nous utiliser nos compétences professionnelles pour transformer vos défis en avantages produits fiables.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

