

Serviços de fresamento CNC para peças grandes são o principal suporte para a fabricação de alta qualidade. À medida que a tendência muda para produtos mais leves, a necessidade de grandes peças de alumínio personalizadas aumentou significativamente. Mas durante o fresamento CNC para peças grandes, a deflexão fina da parede é um dos principais problemas que resulta em desperdício de peças, atrasos no projeto e estouros de orçamento.
Este artigo analisa as causas básicas da deformação em peças grandes de paredes finas e revela como os serviços profissionais de fresamento CNC para peças grandes podem transformar desafios em vantagens de precisão por meio da integração de processos, equipamentos e materiais. Escolher o parceiro certo é a chave para alcançar a intenção do design.
Resumo da resposta principal
| Perguntas principais | Principais respostas | Valor trazido para você |
| Por que peças grandes e de paredes finas tendem a se deformar facilmente e a serem descartadas durante a usinagem? | As três principais causas , que levam a desvios das dimensões originais e ao aumento de custos, são a força de corte, a liberação de tensão residual e o calor de corte. | A identificação das razões fundamentais para estes problemas reduz as suposições ineficazes e demonstra a necessidade de serviços especializados de usinagem de paredes finas. |
| Como os prestadores de serviços profissionais evitam a deformação de forma metódica? | Eles conseguem isso com a ajuda de programação personalizada, gerenciamento de tensões do início ao fim e controle de deformação 3D juntamente com o uso de equipamentos de alta rigidez. | Isso reduz o número de peças descartadas e os projetos são finalmente entregues no prazo e dentro do orçamento. |
| Como encontrar um parceiro confiável para grandes serviços de fresamento CNC? | Avaliação abrangente de casos de processamento, capacidades de equipamentos, certificação de aviação e nível de suporte de engenharia. | Selecione parceiros que possam resolver desafios de design e fornecer soluções completas. |
Principais conclusões
- Deformação controlável:
Ao trabalhar metodicamente nas etapas, a deformação de usinagem de grandes peças de parede fina pode ser controlada de forma consistente dentro do limite de tolerância de 0,1 mm ou até mesmo mais restrito.
- Prioridade do processo:
Mais da metade dos riscos de deformação podem ser removidos antes do estágio de usinagem por meio de DFM (Design for Manufacturing) inicial e simulação de corte.
- O equipamento é a base:
Confiável Fresamento CNC para peças grandes é impossível sem o uso de máquinas-ferramentas que não sejam apenas altamente rígidas (por exemplo, estruturas de pórtico), mas também termicamente estáveis.
- Os parceiros são uma equipe estendida:
Ao selecionar um provedor de serviços como a JS Precision, que possui experiência em usinagem CNC aeroespacial, você pode reduzir instantaneamente seus riscos técnicos e, portanto, seus custos gerais.
Por que confiar neste guia? JS Precision tem ampla experiência em grandes serviços de fresamento CNC
A JS Precision concentrou-se principalmente em serviços de fresamento CNC de grandes peças por mais de dez anos , ganhando assim uma experiência considerável e um profundo entendimento das necessidades dos clientes aeroespaciais e de fabricação de equipamentos de alta qualidade.
Fabricamos mais de 10.000 peças grandes e complexas de paredes finas, e a taxa de recompra de nossos clientes foi superior a 85% . Nosso conhecimento dos processos de fresagem CNC vem de uma combinação de mãos em grande escala, experiência e constante inovação tecnológica.
Do lado dos materiais, a JS Precision controla a qualidade dos materiais usando apenas folhas de alumínio pré-esticadas e provenientes de fornecedores certificados do setor aeroespacial. Cada lote de material é acompanhado por um relatório completo de fusão, bem como um relatório de detecção de falhas ultrassônicas, eliminando assim totalmente o risco de empenamento causado por defeitos nos materiais na própria origem.
Em termos de configuração do equipamento, estamos equipados com múltiplas fresadoras de pórtico de grande porte com curso superior a 3 metros. A máquina-ferramenta tem uma rigidez estática de 120N/µm e é combinada com um sistema de feedback de régua de grade de circuito totalmente fechado, garantindo uma precisão de posicionamento estável de ± 0,005 mm.
Nossas soluções técnicas estão em estrito alinhamento com os AS9100D padrões do sistema de gestão de qualidade aeroespacial e todas as principais operações são certificadas pela NADCAP (número de certificação: NADCAP-2025-TS-0012).
Em termos de melhorias de processo, o exclusivo " processo de alívio de tensão sequencial de sete etapas " da JS Precision permitiu que os clientes reduzissem drasticamente a taxa de falhas de grandes peças de parede fina, de mais de 30% para menos de 2%.
Para aqueles que enfrentam desafios na usinagem de peças grandes e de paredes finas, a escolha de um parceiro experiente pode evitar diretamente custos de tentativa e erro. Quer verificar nossas capacidades técnicas? Envie seus desenhos de peças agora e a equipe de engenharia da JS Precision fornecerá um relatório de análise de capacidade de fabricação DFM gratuito e personalizado, permitindo que você antecipe os riscos de usinagem com antecedência.
Por que as paredes finas são tão propensas à deformação no fresamento CNC de peças grandes?
Durante o fresamento CNC, o risco de deformação de peças grandes e de paredes finas é significativamente maior do que o de peças comuns. Este problema é especialmente perceptível em grande parte dos serviços de fresagem CNC . Aqui veremos os principais motivos da deformação das peças fisicamente e do ponto de vista de custos.
Causas Físicas da Deformação: 3 Principais
1. Deflexão da ferramenta devido à força de corte:
Se a borda lateral da ferramenta estiver cortando paredes finas com espessura inferior a 3mm , a força de corte radial que pode ser superior a 100N atuará na superfície da parede e a empurrará, sendo a parede deformada elasticamente, levando ao corte excessivo ou à formação de marcas de trepidação pelo ferramental. Em grande parte dos serviços de fresagem CNC, isso fica ainda mais evidente à medida que o tamanho da peça aumenta.
2. Liberação sutil de estresse residual:
A combinação da tensão residual da laminação e têmpera de peças brutas de liga de alumínio e o estado de desequilíbrio causado pela remoção de uma grande porção de material resulta em empenamento. A liberação de tensões após o processo de corte pode fazer com que a deformação ultrapasse 2 mm , representando assim a maior dificuldade na serviços de usinagem de paredes finas .
3. Calor gerado pelo corte causando expansão local irregular:
O calor acima de 200°C produzido pelo corte em alta velocidade, juntamente com o rápido resfriamento do líquido refrigerante, leva à criação de tensão térmica, o que resulta em encolhimento irregular e, portanto, na perda de estabilidade dimensional . A deformação térmica continua se acumulando durante o fresamento CNC prolongado para peças grandes.
Da falha de precisão ao desastre de custos
A deformação pode até causar problemas como interferência física direta durante a montagem de uma nervura de asa de aeronave, falta de rigidez dos suportes dos satélites ou falha na estanqueidade de um radiador.
Descartar uma peça de alumínio de alto valor no valor de dezenas de milhares de dólares apenas devido à deformação, é claro, significa perda de material, mas também pode causar atrasos no projeto por várias semanas e a modificação do projeto custa várias vezes a taxa de usinagem.
Como os serviços de usinagem de paredes finas evitam estrategicamente o empenamento?
O principal ponto de prevenção de deformação durante serviços de usinagem de paredes finas é "distribuição uniforme de força, liberação de pressão passo a passo e controle preciso de temperatura". A JS Precision alcança o controle sistemático da deformação por meio de programação inteligente e gerenciamento completo do estresse do processo.
Programação Inteligente e Percursos de Ferramentas Cortando o Todo em Pedaços
1. Fresagem em camadas e articulação de vários eixos:
Empregando corte axial em camadas (por exemplo, profundidade de corte de 0,5 mm por camada) e fresamento lateral de articulação de cinco eixos juntos, é possível gerar uma força de corte contínua e uniforme que evita superaquecimento localizado e concentração de tensões . Esta estratégia de programação pode efetivamente reduzir o rendimento de peças de paredes finas em grande parte dos serviços de fresamento CNC.
2. Combinação Científica de Parâmetros:
Execute a estratégia de "alta velocidade, pequena profundidade de corte e avanço rápido" (por exemplo, S12000, ap0,3mm, F3000mm/min) para maximizar a eficiência de remoção e minimizar a força de corte de ponto único.
Grandes peças personalizadas de alumínio com espessuras variadas precisam de parâmetros de processo totalmente diferentes. A seguir está uma tabela de parâmetros padrão da JS Precision, validada por meio de milhares de testes práticos:
| Espessura da Parede (mm) | Velocidade do fuso (S, r/min) | Profundidade de corte (ap, mm) | Taxa de avanço (F, mm/min) | Diâmetro da ferramenta (mm) | Pressão do líquido refrigerante (MPa) | Grau de material aplicável |
| 1,0-1,5 | 15.000-18.000 | 0,15-0,25 | 3500-4500 | 6-8 | 0,8-1,2 | 6061-T651/7075-T7351 |
| 1,6-2,5 | 12.000-15.000 | 0,25-0,4 | 3.000-4.000 | 8-12 | 0,6-0,9 | 6061-T651/5083-H116 |
| 2,6-3,5 | 8.000-12.000 | 0,4-0,6 | 2500-3500 | 12-16 | 0,5-0,8 | 6061-T651/2024-T351 |
| 3,6-5,0 | 6.000-8.000 | 0,6-1,0 | 2000-3000 | 16-20 | 0,4-0,6 | 5083-H116/2024-T351 |
| 5,1-8,0 | 4000-6000 | 1,0-1,5 | 1500-2500 | 20-25 | 20-25 | 6061-T651/5083-H116 |
Gerenciamento de engenharia de estresse de processo completo
1. O pré-tratamento do material é um fator chave
É necessário focar no uso de placas de alumínio pré-esticadas tratadas pelo método de envelhecimento por vibração ou sob condições T74/T7351 que podem ajudar a reduzir a tensão inicial interna da fonte em mais de 60% .
2. Modo de usinagem "passo a passo"
Aqui o autor deu os detalhes do processo utilizado e também foi utilizado para acompanhar o processo de (permissão de 3mm) relaxamento de tensões de desbaste (envelhecimento natural ou artificial) (permissão de 0,8mm) acabamento final de semiacabamento, liberando gradativamente a tensão em cada estágio .
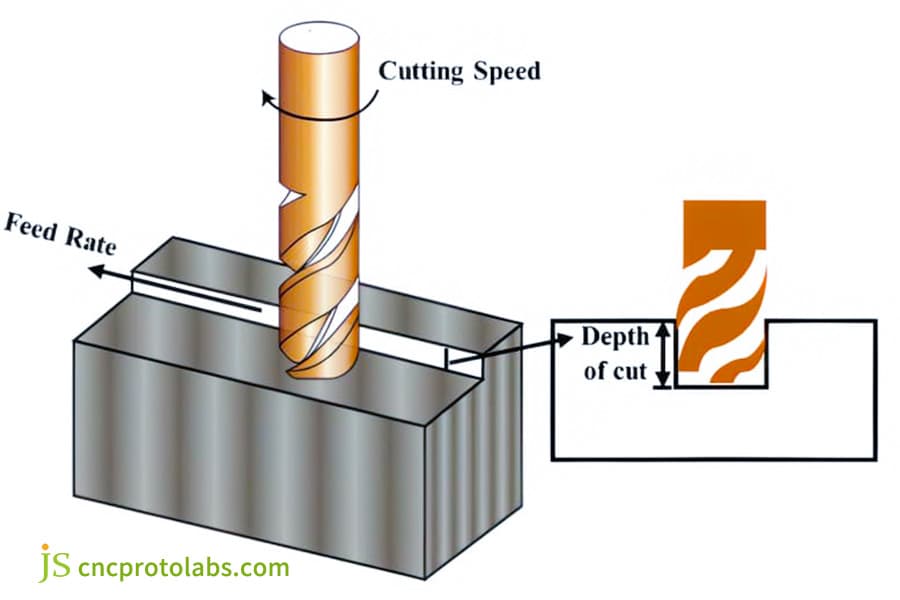 Figura 1 Use taxas de avanço mais baixas, profundidades de corte menores e ferramentas afiadas com ângulos de saída maiores para reduzir o estresse da peça.
Figura 1 Use taxas de avanço mais baixas, profundidades de corte menores e ferramentas afiadas com ângulos de saída maiores para reduzir o estresse da peça.
Quais peças de uma fresadora CNC não são negociáveis para estabilidade?
A capacidade das peças da fresadora CNC de realizar operações é o que determina o limite superior de precisão em grandes serviços de fresagem CNC, especialmente na fabricação de peças grandes de paredes finas. Conseqüentemente, a rigidez da máquina-ferramenta, a estabilidade térmica e a precisão do acionamento são fatores essenciais.
Máxima rigidez, estabilidade térmica e precisão geométrica
1. A rigidez da máquina-ferramenta determina o limite superior:
A fundição mineral integral ou base de ferro fundido de uma fresadora de pórtico grande requer uma rigidez estática superior a 100 N/m (estrada com Padrão ISO 230-2 ) para amortecer eficazmente as vibrações de corte e evitar vibrações. As fresadoras de pórtico da JS Precision obtêm uma rigidez estática de 120 N/m, muito acima dos padrões da indústria .
2. A estabilidade térmica garante consistência:
Uma oficina de temperatura constante (201C), um sistema de resfriamento líquido de fuso e parafuso de avanço e um design termicamente simétrico mantêm os erros térmicos abaixo de 0,01 mm por um longo período. Esta é a base para obter alta precisão na fresagem CNC de peças de grande porte.
Unidade de alta precisão e feedback em tempo real
1. fuso elétrico de alto desempenho: apresenta um fuso elétrico de baixa vibração e alta resposta dinâmica (torque de até 100nm) para operação suave, mesmo em condições de baixa força de corte.
2. Controle de posição de loop totalmente fechado: Equipado com um codificador linear para obter feedback de loop totalmente fechado, o sistema pode compensar a expansão térmica e folga do parafuso de avanço, garantindo assim uma precisão de posicionamento de 0,005 mm.
| Componentes de máquinas-ferramenta | Requisitos de parâmetros de desempenho | Configuração de precisão JS | Contribuição de Precisão |
| Material da cama | Fundição Mineral/Ferro Fundido | Fundição Mineral | Aumenta a rigidez estática em 15% |
| Torque do fuso | ≥80Nm | 100Nm | Garante estabilidade em cortes com baixa profundidade de corte |
| Resolução do Celular | ≤0,001 mm | 0,0005 mm | Compensa erros de posicionamento |
| Método de resfriamento | Eixo de resfriamento duplo + parafuso de avanço | Fuso de resfriamento triplo + parafuso de avanço + base | Erro térmico controlado dentro de 0,01 mm |
Quer saber como as máquinas-ferramentas de alta rigidez melhoram a estabilidade da usinagem? Veja a lista de JS Precision de peças de fresadora CNC configurações agora para obter parâmetros detalhados para grandes fresadoras de pórtico.
Por que o alumínio é a principal escolha para grandes peças de alumínio personalizadas?
Grandes peças de alumínio personalizadas são identificadas como a opção perfeita para equipamentos leves e luxuosos. As características intrínsecas do material e os benefícios do processo das ligas de alumínio tornaram-nas a escolha líder em grande parte dos serviços de fresamento CNC.
Ligas de alumínio: leveza, peso, usinabilidade e desempenho
Em comparação com as ligas de aço e titânio, as ligas de alumínio (como 7075-T6) proporcionam melhor resistência específica, tornando-se assim a principal opção para obter leveza .
Sua excelente usinabilidade resulta em maiores taxas de remoção de material e menos estresse de usinagem. Vários tipos de ligas de alumínio diferem enormemente em seus respectivos cenários de uso:
- 6061-T651 é ideal para fabricação de peças estruturais em geral.
- 7075-T7351 é a classe para componentes críticos aeroespaciais de alta resistência, alta tenacidade e resistentes à corrosão sob tensão.
- 5083 é normalmente utilizado onde a resistência à corrosão é necessária, como na engenharia naval.
Controle de qualidade no nível básico
Ao enfatizar fortemente que o material deve ser chapa metálica pré-esticada do setor aeroespacial, fornecedores de qualidade com relatórios completos de lote de fusão, pode-se ter certeza de obter propriedades estáveis do material.
Os prestadores de serviços dos mais altos padrões realizam testes ultrassônicos , bem como outros testes nos materiais que lhes são entregues para garantir que não haja defeitos internos. É o estágio inicial para garantir a confiabilidade do grandes peças de alumínio personalizadas .
| Grau de liga de alumínio | Resistência à tração (MPa) | Força de rendimento (MPa) | Cenários Aplicáveis | Dificuldade de processamento |
| 6061-T651 | 310 | 276 | Componentes Estruturais Gerais | ★★☆☆☆ |
| 7075-T7351 | 510 | 480 | Componentes Críticos Aeroespaciais | ★★★★☆ |
| 5083-H116 | 270 | 145 | Componentes marítimos resistentes à corrosão | ★★★☆☆ |
| 2024-T351 | 480 | 325 | Componentes de alta resistência à fadiga | ★★★★★ |
Quer escolher a classe ideal para suas grandes peças de alumínio personalizadas? Entre em contato com a JS Precision, nossos engenheiros de materiais fornecerão conselhos gratuitos sobre seleção de materiais.
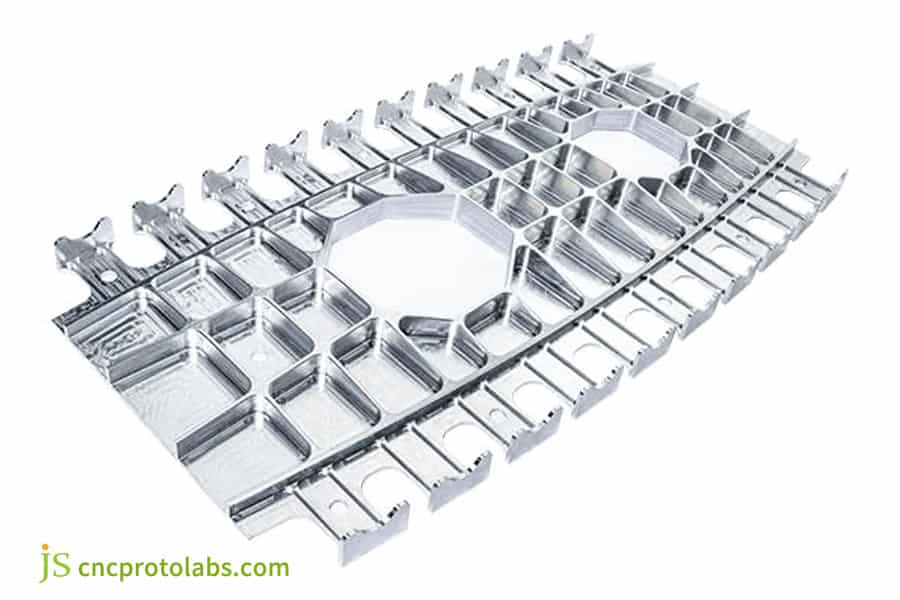 Figura 2 Uma peça prateada de alumínio de parede fina com geometria complexa e abertura circular central.
Figura 2 Uma peça prateada de alumínio de parede fina com geometria complexa e abertura circular central.
Como a usinagem CNC aeroespacial ultrapassa os limites da precisão?
A usinagem CNC aeroespacial é o epítome da precisão na indústria e seus padrões de usinagem, bem como seus processos, são usados como nível de referência para serviços de fresagem CNC de grandes peças.
Componentes de código aeroespacial altamente exigentes
Considere as anteparas da aeronave (1,5 mm de espessura, requisito de perfil de 0,2 mm) ou os suportes da antena de satélite (estruturas de malha de parede fina), por exemplo, esses componentes exigem as propriedades finais de rigidez, estabilidade dimensional e confiabilidade ao mesmo tempo, peso muito leve. A fabricação dessas peças é o auge dos testes de serviços de usinagem de paredes finas.
Colaboração para melhores soluções de engenharia
Prestadores de serviços especializados se envolvem desde o início, oferecem consultoria DFM (Design for Manufacturing) (como simplificação do raio do filete e adição de nervuras de reforço do processo), também utilizam software de simulação de força de corte e deformação para previsão de risco e, no final, implantam rastreadores a laser ou CMMs para a inspeção completa da área.
JS Precisão usinagem CNC aeroespacial A equipe já produziu com sucesso mais de 500 peças de satélites e aeronaves de paredes finas, com todas as suas tolerâncias controladas dentro de 0,05 mm.
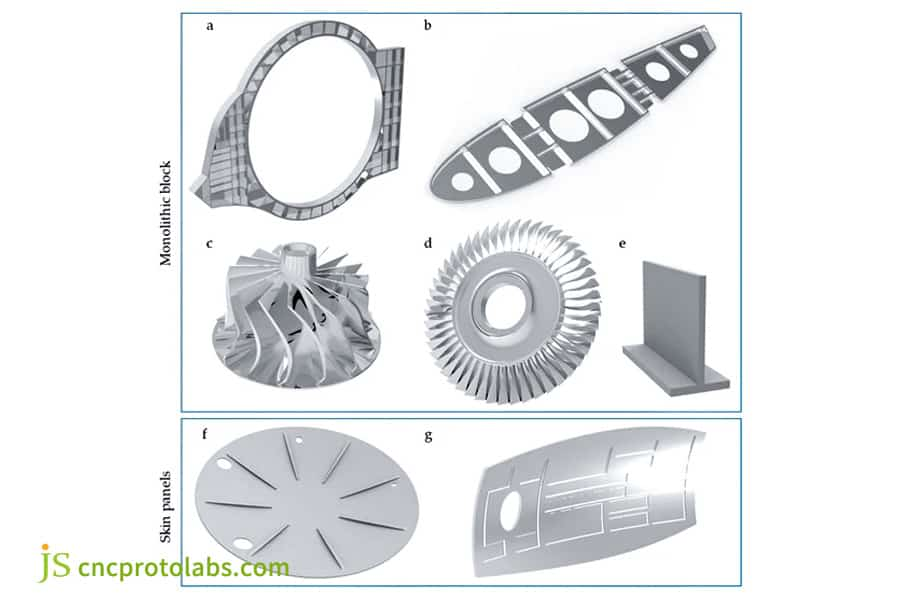 Figura 3 Componentes aeroespaciais de paredes finas usinados por CNC
Figura 3 Componentes aeroespaciais de paredes finas usinados por CNC
O que você deve procurar em um parceiro de fresamento CNC para peças grandes?
Ao procurar um parceiro para ajudá-lo com fresamento CNC para peças grandes, além de apenas considerar o preço, você também precisa pesar a força técnica e a capacidade de serviço do potencial parceiro. A JS Precision enumerou, portanto, cinco critérios principais de avaliação para auxiliar na seleção de um provedor de serviços confiável.
Lista de perguntas de cinco pontos para avaliar competências técnicas
- Você é capaz de produzir para nós um portfólio de estudos de caso bem-sucedidos e demonstrar os dados de deformação medidos (por exemplo, relatórios CMM) para peças complexas semelhantes de paredes finas?
- Quais são as especificações (curso, rigidez) e precisão (posicionamento/repetibilidade) da sua fresadora de pórtico grande ?
- Você tem a capacidade de simulação de processos? Como você lida com o fornecimento de matérias-primas e quem são seus parceiros de tratamento térmico?
- Você tem alguma certificação aeroespacial como AS9100/NADCAP ?
- Você seria capaz de fornecer orientação de otimização do DFM durante a fase de design?
Avaliando o valor geral
É necessário um exame do seu sistema de controle de qualidade e instrumentos de teste (um interferômetro laser, uma máquina de medição por coordenadas). Avaliar a competência da equipe de engenharia para fornecer sugestões eficazes de otimização de DFM durante a fase de projeto pode ajudar você a economizar significativamente em custos posteriores, que seriam muito além da taxa de serviço.
Deseja selecionar rapidamente qualificados grandes serviços de fresagem CNC fornecedores? Baixe agora o checklist de avaliação de fornecedores da JS Precision e verifique cada item para evitar armadilhas.
Estudo de caso: superando a estrutura do satélite de 0,8 metros e aumentando o nivelamento de 1,2 mm para 0,15 mm
Desafio
Um cliente aeroespacial precisava usinar uma estrutura de satélite em liga de alumínio de 800 mm x 600 mm com espessura total de parede de 2,5 mm , reforço interno em forma de favo de mel e material 7075-T7351. A planicidade necessária foi de 0,2 mm.
A planicidade geral da estrutura após a primeira operação de usinagem estava além da tolerância em 1,2 mm e também havia empenamento local. Estas operações de reparação não atendiam aos requisitos de montagem e consequentemente o cliente corria o risco de perder o tempo do projeto.
Soluções de precisão JS
1. Otimização e Simulação de DFM:
Três ressaltos de processo temporários de 8 mm são adicionados em áreas não críticas com base na previsão da distribuição de tensão usando o software Deform. O layout é otimizado através de análise de elementos finitos o que resulta em aumento de rigidez sem interferir na montagem .
Forças de fixação simuladas são usadas para selecionar um esquema de posicionamento de seis pontos que é capaz de controlar a deformação de fixação com precisão de 0,03 mm. Este método visa aumentar a estabilidade de usinagem de peças de paredes finas em grandes serviços de fresamento CNC.
2. Pacote de processo personalizado:
É utilizado um processo feito sob medida em sete etapas: fresamento em desbaste, envelhecimento artificial, fresamento de semiacabamento, envelhecimento artificial secundário, fresamento de acabamento.
O desbaste deixa uma margem de 3mm para remover 80% do material redundante, depois a liga é envelhecida a 120ºC por 4h para liberar a tensão interna. O fresamento de semiacabamento deixa uma margem de calibração de 0,8 mm , e o fresamento de acabamento usa uma velocidade S12000 e profundidade de corte de 0,3 mm para alívio de tensão escalonado. Esta é a tecnologia central do Precisão JS serviços de usinagem de paredes finas.
3. Ferramentas dedicadas e monitoramento em tempo real:
Foi criada uma adsorção a vácuo e um acessório de suporte flexível multiponto, que incluía uma pressão de vácuo de 0,6, 0,8 MPa e quatro blocos de suporte ajustáveis para evitar empenamento.
Com o apalpador integrado na máquina-ferramenta, as cinco principais características de cada estágio foram inspecionadas com uma precisão de 0,002 mm . Os dados foram retornados em tempo real, garantindo assim a controlabilidade de todo o processo de usinagem.
Resultados:
A planicidade da peça final foi sempre mantida dentro de 0,15 mm e o peso satisfez completamente os critérios de projeto . Ela foi capaz de passar na inspeção completa em escala e na aceitação por um rastreador a laser.
Em comparação com as repetidas modificações e ajustes do molde do cliente, o tempo de entrega e o custo foram otimizados em mais de 40%, economizando assim mais de US$ 20.000,00 diretamente e, ao mesmo tempo, os riscos de montagem foram reduzidos.
Você também enfrenta desafios semelhantes na usinagem de peças grandes e com paredes finas? Envie seus desenhos de peças agora e a equipe de engenharia da JS Precision personalizará uma solução para você, replicando o sucesso do caso da estrutura do satélite.
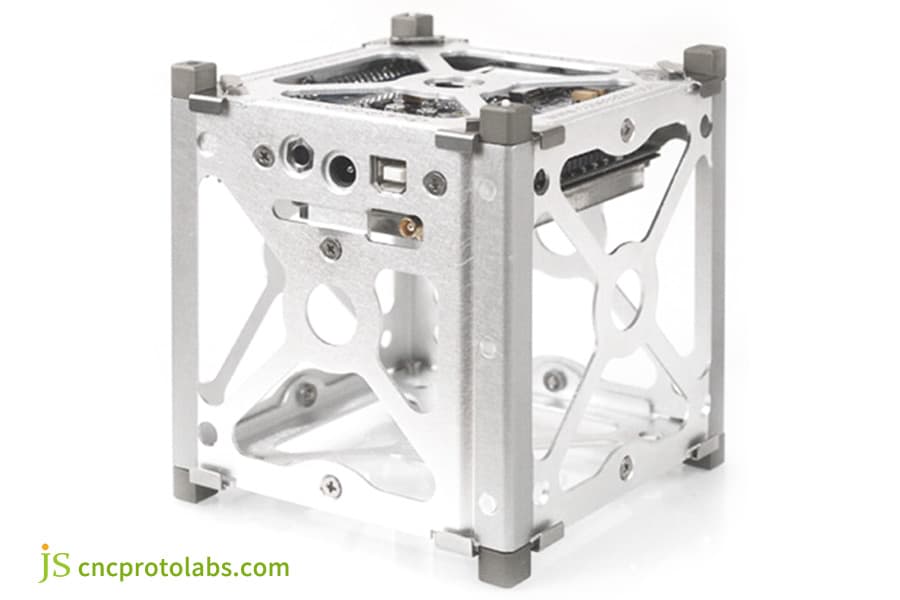 Figura 4 Estrutura do satélite fresada por fresamento CNC
Figura 4 Estrutura do satélite fresada por fresamento CNC
Perguntas frequentes
Q1: Qual é a espessura mínima de parede que pode ser alcançada para usinar peças grandes de paredes finas?
Para ligas de alumínio, a otimização do processo e o suporte adequado permitem usinagem estável de espessuras de parede de até 0,8-1,0 mm em geral, com alguns detalhes locais possivelmente ainda mais finos.
Q2: Quanto o controle da deformação normalmente aumenta o custo e o prazo de entrega?
A implementação sistemática do processo aumenta o tempo de usinagem em cerca de 20% a 30% . No entanto, quando comparado com o desmantelamento e o retrabalho ou com a realização de ajustes numa fase posterior, o custo total e o tempo são grandemente poupados.
Q3: Que tamanho de peças você pode usinar?
A JS Precision está equipada com várias fresadoras de pórtico grandes com deslocamento superior a 2 metros, portanto, são capazes de processar peças de até 3.000 mm × 1.500 mm × 1.000 mm .
Q4: Além das ligas de alumínio, você pode usinar peças de paredes finas feitas de aço inoxidável ou ligas de titânio?
Claro. Mas as abordagens diferem dependendo do material. Para evitar estresse térmico, baixas velocidades de corte são utilizadas para liga de titânio, enquanto para aço inoxidável o foco está no desgaste da ferramenta e no endurecimento por trabalho.
Q5: Como você garante a estabilidade dimensional a longo prazo das peças usinadas?
Isto é garantido através do tratamento de pré-estabilização do material, múltiplos processos de envelhecimento com alívio de tensão durante o processamento e tratamento térmico final (como o revenido T6).
Q6: Se meu projeto apresentar riscos de fabricação, você pode revisá-lo com antecedência?
Exatamente este é o valor central da nossa empresa. Nós damos relatórios de análise gratuitos de DFM (design para capacidade de fabricação) e antes da produção, também aconselhamos sobre as melhores formas de otimização.
P7: Esses processos também são adequados para produção experimental de pequenos lotes (5 a 50 peças)?
Totalmente aplicável. Lotes pequenos requerem processos rigorosos para garantir consistência. Otimizamos CAM e ferramentas para alcançar uma produção eficiente e repetitiva.
Q8: Qual é o prazo de entrega típico?
Para peças complexas, grandes e de paredes finas, o prazo normal desde o desenho até a entrega é de 3 a 6 semanas , mas isso depende da complexidade do processo e do cronograma de produção atual.
Resumo
Para superar a deformação causada pelo processamento de grandes peças de paredes finas, é necessária uma abordagem sistemática de engenharia que integre programação de precisão, equipamentos de alta rigidez, ciência de materiais e gerenciamento de qualidade. Os prestadores de serviços não devem ser apenas operadores, mas também engenheiros que compreendem os princípios de produção.
A JS Precision, aproveitando sua experiência em usinagem CNC aeroespacial, desenvolveu um sistema de serviço de usinagem de paredes finas que pode ser testado desde a colaboração do projeto até a inspeção final, garantindo assim a realização de seus projetos de projeto.
Se você estiver preocupado com peças grandes e complexas, deformações de paredes finas ou requisitos de alta precisão, entre em contato conosco imediatamente. Envie seus desenhos para obter uma análise de viabilidade e um plano de processo exclusivo para a equipe de engenharia da JS Precision. Deixe-nos usar habilidades profissionais para transformar seus desafios em vantagens de produtos confiáveis.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Precisão JS Equipe
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

