
Anodizado

Forma una capa protectora de óxido uniforme con resistencia básica a la corrosión y aislamiento; Ofrece colores estándar natural/negro, ideales para arquitectura y electrónica en general.
Proporcione extrusiones de aluminio personalizadas y rentables con una precisión de ±0,05 mm para secciones transversales generales.



¡Cargue su diseño y obtenga una cotización instantánea ahora!
Obtenga precios instantáneos, plazos de entrega de proyectos y comentarios de DFM
PASO | STP | SLDPRT | DXF | archivos DWG | PDF | Archivos IGS
Tamaño del archivo: 15MB
Con la confianza de ingenieros y líderes de compras de las empresas más exitosas del mundo



Nuestras soluciones de extrusión de aluminio han brindado a más de 20 000 empresas perfiles personalizados confiables y de alto rendimiento para diversas aplicaciones.

Proporcionar servicios de extrusión de aluminio personalizados, adecuados para la producción de prototipos y la fabricación de lotes múltiples, lo que permite la formación eficiente de perfiles de aluminio de sección transversal irregular general/regular.
El centro de fabricación está equipado con 90 líneas de extrusión estandarizadas (tonelaje de 300T-3900T), que satisface de manera flexible las necesidades de lotes desde cientos hasta decenas de miles de piezas; Todas las líneas cuentan con la certificación ISO 9001:2015 para garantizar una calidad básica confiable.
Personalizable en forma y especificaciones, se adapta a escenarios como marcos de soporte mecánicos generales y piezas interiores de automóviles, así como a campos diarios como accesorios de herrajes para muebles, perfiles decorativos arquitectónicos y expositores de supermercados.
JS Precision proporciona perfiles de aluminio estándar y personalizados para sus proyectos, combinando alta calidad y rentabilidad para adaptarse a las necesidades de lotes de múltiples escenarios.
Cuando los perfiles estándar no logran adaptarse a los requisitos de función, costo o diseño, la personalización es una solución eficiente.
Los servicios de extrusión de aluminio totalmente personalizados de JS Precision le permiten especificar la forma, el color, el acabado de la superficie y el material del perfil, coincidiendo de manera flexible con los requisitos del proyecto.
Nuestro equipo revisa rápidamente sus dibujos, confirma la viabilidad y selecciona procesos adaptativos para ofrecer resultados de alta calidad que satisfagan sus necesidades en plazos de entrega cortos.


Nuestras aleaciones estándar cubren Niveles de resistencia básicos a medios, resistencia a la corrosión general y compatibilidad con el procesamiento por lotes., una opción rentable para construcción civil, vehículos comerciales y electrónica en general. ¿Necesita otros grados de aleación de aluminio para extrusión? Infórmenos de los requisitos de su escenario.

Una aleación de aluminio de resistencia media que equilibra la resistencia y la economía de procesamiento, con buena resistencia a la corrosión atmosférica y compatibilidad con el mecanizado general, adecuada para piezas estructurales mecánicas generales, accesorios de chasis de vehículos comerciales y escenarios que requieren un equilibrio entre costos y rendimiento. El umbral de operación de soldadura es bajo, con una alta eficiencia de ensamblaje por lotes.
Los acabados superficiales mejoran el rendimiento protector y la apariencia de las piezas de aluminio extruido. A continuación se muestran los principales procesos de acabado de JS Precision; Ofrecemos soluciones flexibles que se adaptan a sus escenarios generales y necesidades de costos.
Forma una capa protectora de óxido uniforme con resistencia básica a la corrosión y aislamiento; Ofrece colores estándar natural/negro, ideales para arquitectura y electrónica en general.

Polvo seco general curado para formar un acabado rico en color y resistente a los rayones; Resiste la erosión exterior, ideal para decoración por lotes y piezas exteriores.

Revestimiento uniforme de piezas estructurales mediante campo eléctrico; Superficie lisa y resistencia a la corrosión, ideal para accesorios automotrices en general.

El cepillado mecánico estándar crea textura para ocultar los rayones diarios, ideal para electrónica de consumo en general, electrodomésticos y molduras arquitectónicas.

Las perlas de vidrio de presión estándar crean una superficie mate; Elimina marcas de mecanizado superficial, ideal para piezas generales y componentes decorativos.

La pintura líquida general permite una cobertura multicolor; rentable para prototipos de lotes pequeños y combinación de colores rápida.

La tinta duradera imprime logotipos y textos claros, ideal para paneles de control generales, placas de identificación y productos de identificación.

El proceso láser general crea marcas permanentes; Bordes prolijos, ideales para números de serie y patrones de productos generales.
La calidad es el principio fundamental de nuestra producción de extrusión de aluminio. Con líneas de producción con certificación ISO y más de 80 máquinas de extrusión e inspección estandarizadas, la precisión y la calidad de la superficie de nuestras piezas entregadas pueden cumplir consistentemente los requisitos de calidad de diversos escenarios de aplicación.




Mida las dimensiones del núcleo, incluida la sección transversal, el espesor de la pared, la longitud total y la rectitud; verificar la precisión del ajuste básico de los agujeros/ranuras; Las herramientas de inspección incluyen calibradores, micrómetros, medidores de altura y máquinas de medición de coordenadas estándar, lo que garantiza el cumplimiento de las tolerancias con las especificaciones generales de la industria.
Inspección de lotes completos para detectar defectos superficiales comunes como rayones, rebabas y abolladuras; Se utilizan iluminación estándar y aumento visual para cumplir con los requisitos de calidad de la superficie para escenarios generales.
Si lo solicita, proporcionamos resultados de pruebas básicas de resistencia y dureza, junto con informes RoHS y certificados de materiales, adaptándonos a las necesidades de cumplimiento y verificación de desempeño para proyectos generales.
Centrado en Adaptabilidad de personalización flexible, estándares de calidad estables y ritmo de entrega eficiente., los servicios de extrusión de aluminio de JS Precision brindan soporte profesional altamente adaptable para diversas necesidades de aplicaciones de perfiles.

Cubre completamente el acabado de superficie principal, las formas de perfil complejas regulares, los grados de materiales de aleación comunes y las opciones de color personalizadas, coincidiendo con precisión con las necesidades de especificaciones de aplicación para diversos escenarios, cumpliendo con los requisitos de ensamblaje diferenciados de diversas industrias.
La tolerancia de dimensiones clave se controla estrictamente dentro de ±0,05 mm, la tolerancia de dimensiones estándar ≤±0,1 mm, con control de dimensiones de extremo a extremo que cubre las dimensiones del ensamblaje central, lo que garantiza que la precisión cumpla consistentemente con los requisitos de uso funcional y de ensamblaje regular.

Basándose en un mecanismo rápido de adaptación del molde y del material, los perfiles estándar se entregan en un plazo de 7 días; Los perfiles geométricos complejos no requieren modificaciones secundarias del molde y se pueden producir en un plazo de 10 a 15 días, con una programación estandarizada de la línea de producción que garantiza la controlabilidad del ritmo de entrega.
La extrusión de aluminio es una tecnología de procesamiento de conformado que implica someter palanquillas de aluminio precalentadas a la temperatura del proceso a deformación plástica mediante matrices de conformado personalizadas, obteniendo así perfiles con contornos de sección transversal específicos. En JS Precision seguimos un proceso de producción maduro estandarizado y altamente adaptable:
Primero, fabricación estandarizada de troqueles personalizados (que cubre matrices sólidas, huecas, semihuecas y otras de sección transversal regular), luego se colocan los tochos de aluminio. temperatura controlada de manera estable y precalentada al rango de proceso de 400-500 ℃; luego, de acuerdo con el grado de aleación de aluminio y el escenario de aplicación general del producto terminado, se selecciona el proceso de extrusión apropiado (incluidos los procesos de extrusión directa/indirecta o los procesos de extrusión en caliente/frío) para garantizar las propiedades básicas y la precisión de la sección transversal del perfil.
Después de la formación por extrusión, el perfil sufre Enfriamiento en línea, enderezamiento por estiramiento por tensión y corte de longitud fija en secuencia para obtener productos semiacabados de las dimensiones previstas; De acuerdo con las necesidades reales, se pueden llevar a cabo procesos como el tratamiento de envejecimiento (para mejorar la resistencia y dureza básicas), el mecanizado de superficies (para optimizar la apariencia y las funciones básicas) o el ensamblaje de componentes. Antes de la entrega, cada lote de perfiles de aluminio personalizados debe pasar por un inspección de calidad estándar y proceso de embalaje estandarizado.

Todas las industrias dependen de extrusiones de aluminio personalizadas para su relación resistencia-peso rentable y adaptabilidad de lotes, satisfaciendo las necesidades estructurales y ligeras en múltiples escenarios. A continuación se muestran las instrucciones principales de su aplicación.
Bastidores de equipos generales, estaciones de trabajo estandarizadas, componentes estructurales regulares para líneas de producción automatizadas.
Perfiles generales para soportes fotovoltaicos, piezas estructurales básicas para equipos de energía eólica, marcos habituales para nuevas instalaciones energéticas.
Perfiles de carrocería básicos para vehículos comerciales, marcos estructurales para remolques de carga, componentes interiores habituales para el tránsito ferroviario.
Gabinetes generales para equipos electrónicos, disipadores de calor para LED de potencia regular, marcos estructurales básicos para electrónica de consumo.
Perfiles generales para puertas y ventanas de edificios civiles, componentes de marcos de muros cortina regulares, componentes de sección transversal generales para decoración de edificios
Cerramientos generales para equipos médicos, marcos estructurales básicos para dispositivos de rehabilitación, perfiles universales para carros médicos.







Cuando los tochos de aluminio cortados se precalientan, un ariete accionado hidráulicamente los empuja hacia un troquel con una presión estable de aproximadamente 10,000,000 de libras. El troquel puede presentar una apertura estándar (por ejemplo, redonda/cuadrada) o una cavidad de forma regular diseñada para escenarios generales.
Los perfiles extruidos se enfrían rápidamente en una mesa de enfriamiento continuo y luego se cortan en lotes mediante CNC según los requisitos del cliente. Para las necesidades de resistencia en escenarios habituales, el tratamiento térmico estandarizado también puede mejorar la dureza y durabilidad de los perfiles de aluminio.
La extrusión de aluminio se divide en extrusión en caliente y extrusión en frío, cada una adaptada a diferentes requisitos generales de producción:
Extrusión en caliente: Permite una alimentación eficiente de grandes lotes de palanquillas de aluminio para conformado a baja presión, adecuado para la producción en masa de secciones transversales regulares.
Extrusión en frío: Produce componentes generales con una superficie lisa, con buena resistencia a la oxidación y propiedades mecánicas básicas, ideal para piezas estructurales ordinarias.
En el proceso de extrusión en caliente, las palanquillas de aluminio primero se cortan de forma estándar según las dimensiones deseadas y luego se precalientan. estable a 300-600 ℃ en un horno de precalentamiento continuo (ablandamiento del metal sin licuefacción para garantizar la eficiencia de formación del lote).
Peso ligero rentable: La relación equilibrada entre resistencia y peso reduce efectivamente los costos estructurales del equipo general.
Protección contra la oxidación natural: La capa de óxido superficial cumple con los requisitos de corrosión de escenarios generales sin tratamiento adicional.
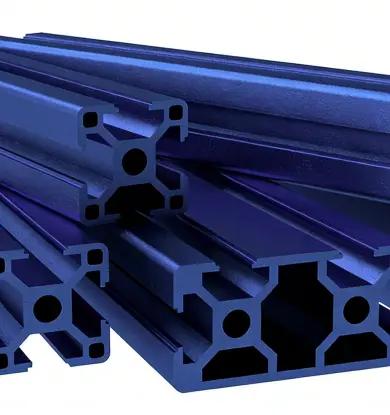
Formación de secciones transversales complejas regulares: Secciones transversales regulares irregulares/huecas formadas en un solo proceso, que se adaptan a la mayoría de los diseños de la industria.
Optimización de costos de procesamiento por lotes: Mayor eficiencia que el corte de aluminio macizo, con claros beneficios de costos en la producción en masa.
Compatibilidad de interfaz estandarizada: Compatible con interfaces de ranura en T estándar para un montaje rápido de equipos.
Excelente adaptabilidad ambiental: Los materiales 100% reciclables cumplen con la normativa medioambiental general de fabricación.
Preinversión de molde estándar: Los moldes personalizados habituales requieren fondos iniciales, lo que es menos económico para lotes ultrapequeños.
Reemplazo de molde para actualizaciones de contorno: Los cambios de diseño necesitan nuevos moldes, lo que ralentiza la respuesta a iteraciones rápidas.
Generación de chatarra de procesamiento por lotes: Chatarra moderada producida durante el recorte, que requiere mecanismos básicos de reciclaje.
Limitación del tonelaje de la línea de producción: El tamaño máximo del perfil está restringido por la capacidad de la línea existente; Las secciones extragrandes requieren soluciones de capacidad personalizadas.
Control de variación de superficie de lote: Las diferencias menores en la superficie entre lotes requieren un posprocesamiento para aplicaciones sensibles a la apariencia.
Atenuación de resistencia a altas temperaturas:La resistencia disminuye en entornos de alta temperatura, lo que requiere una optimización estructural específica del escenario.
Manténgase informado con las últimas actualizaciones y anuncios de JS Precision. Conozca nuestros proyectos más recientes.
Nuestro control de tolerancia sigue los estándares certificados ISO 9001: las tolerancias de dimensiones críticas se encuentran establemente dentro de ±0,1 mm y las tolerancias de dimensiones regulares son de ±0,15 mm. Las tolerancias estándar pueden satisfacer la mayoría de las necesidades de escenarios generales y controlar eficazmente los costos; Solo recomendamos esquemas de tolerancia más estrictos cuando las piezas requieren un ensamblaje preciso.
Ofrecemos soluciones de conexión mecánica de perfiles de acero: fijación sin soldadura mediante escuadras, tornillos metálicos o conectores mecánicos generales, adecuados para los requisitos habituales de rack. Además, las combinaciones de sujetadores mecánicos y adhesivos estructurales también pueden reemplazar la soldadura; Los perfiles de acero tienen mayor resistencia pero una complejidad de ensamblaje ligeramente mayor, mientras que las extrusiones de aluminio aún tienen ventajas fundamentales en cuanto a la conveniencia del ensamblaje.
La determinación del espesor de la pared requiere consideraciones prácticas integrales: • Grado de aleación: las aleaciones blandas necesitan un mayor espesor de pared para garantizar la resistencia, mientras que las aleaciones de alta resistencia pueden adaptarse a diseños de paredes delgadas. • Diseño de perfiles: canales profundos o estructuras curvas requieren paredes más gruesas para mejorar la estabilidad. • Capacidad de prensa: El tonelaje del equipo de extrusión limita el límite de formación de secciones transversales. • Acabado de la superficie: el recubrimiento o anodizado puede requerir un espesor de pared mínimo para evitar la deformación. • Tolerancia dimensional: los límites de tolerancia generalmente requieren un aumento del espesor de la pared para garantizar la consistencia del procesamiento. Equilibraremos resistencia, peso y costo durante la fase de diseño.
El espesor de pared típico recomendado es de 1,0 mm a 2,5 mm: • Piezas estructurales o portantes: se recomienda un espesor de pared ≥2,0 mm para garantizar resistencia y rigidez. • Piezas ligeras o decorativas: un espesor de pared de ≈1,0 mm es suficiente El espesor de pared mínimo factible está limitado por la aleación, la complejidad de la sección transversal y la capacidad del equipo; la elección final debe equilibrar los requisitos y los costos según el escenario real.
Brindamos servicios de producción de prueba y creación de prototipos en lotes pequeños, que pueden producir piezas de muestra para pruebas y verificación antes de la producción en masa. Los servicios de creación de prototipos pueden ayudarle a: • Verifique el ajuste y el funcionamiento antes de comprometerse con grandes cantidades • Confirmar que las dimensiones y tolerancias cumplan con los requisitos • Evaluar los efectos del acabado de superficies • Optimice el diseño en las primeras etapas del desarrollo para reducir los riesgos posteriores.
Los costos están determinados por factores centrales: • Tipo de material: las aleaciones comunes como 6061/6063 son más baratas que los metales especiales • Tamaño de la pieza: los perfiles más grandes requieren más material y equipos más grandes, lo que genera costos más altos • Complejidad del diseño: las secciones transversales complejas requieren moldes personalizados y las tolerancias estrictas aumentan el tiempo de procesamiento • Otros factores que afectan el precio: volumen de pedidos (los pedidos más grandes tienen costos unitarios más bajos), tipo de acabado superficial, costos de herramientas y matrices para perfiles nuevos Puede proporcionar dibujos y requisitos y le daremos una cotización precisa.
El control de costos se puede lograr de manera efectiva mediante el diseño y la planificación: • Optimice el diseño estructural: mantenga el espesor de la pared uniforme, use esquinas redondeadas en lugar de ángulos agudos, diseñe simétricamente tanto como sea posible y evite canales estrechos y profundos difíciles de formar. • Elija materiales estándar: dé prioridad a las aleaciones estándar como 6061/6063 para reducir los costos de materiales • Planificar los pedidos de manera razonable: aumentar el volumen de pedidos para distribuir los costos de herramientas y elegir tolerancias estrictas solo cuando sea necesario • Simplifique el acabado de superficies: dé prioridad a los procesos de superficie estandarizados y considere la reutilización de perfiles de matrices existentes • Bloquear el diseño temprano: cambiar los diseños después de completar el molde aumentará los costos; Recomendamos una planificación colaborativa temprana.
Las extrusiones de aluminio son 100% reciclables sin perder rendimiento. Las emisiones de carbono del aluminio reciclado son mucho más bajas que las del aluminio primario, lo que cumple con los requisitos ambientales; Apoyamos los sistemas de reciclaje y podemos reutilizar los materiales varias veces, lo que es respetuoso con el medio ambiente y tiene un rendimiento garantizado.
Los tipos de troqueles centrales incluyen: • Matrices Sólidas: Se utilizan para perfiles sólidos simples, con el menor costo y la mayor eficiencia. • Troqueles Huecos: Se utilizan para perfiles con secciones huecas o tubos, de mayor complejidad y coste. • Troqueles Semi-Huecos: Se utilizan para perfiles con secciones parcialmente cerradas, con complejidad y costo entre troqueles macizos y huecos. Encontraremos la solución de troquel óptima según sus necesidades.
Ofrecemos una gama completa de perfiles con ranura en T estándar con tamaños que incluyen: 10×10 mm, 20×20 mm, 30×30 mm, 40×40 mm, 45×45 mm, 50×50 mm, 60×60 mm, 80×80 mm, 100×100 mm, 160×160 mm. Estos tamaños son adecuados para escenarios habituales de montaje y bastidor, y puede seleccionar las especificaciones correspondientes según las necesidades.
El tiempo de entrega depende del tipo de proyecto: • Creación de prototipos/lotes pequeños: 5 a 7 días (incluido el desarrollo de moldes y la producción de prueba) • Producción en masa: 10-20 días (incluida la verificación y producción del molde) • Proyectos regulares: Podemos proporcionar un cronograma de entrega estable para garantizar el suministro por lotes.
Proporcionamos soluciones estandarizadas de postprocesamiento: • Tratamiento de envejecimiento: mejora la resistencia y dureza de la aleación, adecuado para escenarios industriales habituales • Tratamiento superficial regular: Logre un acabado superficial de Ra≤1,6μm, satisfaciendo las necesidades generales • Recubrimiento general: aumenta la resistencia a la corrosión, adecuado para condiciones de trabajo ordinarias Adaptaremos un proceso de posprocesamiento adecuado a sus necesidades.


