

Weichkunststoff-Spritzgussformen spielen eine sehr wichtige Rolle bei der Umwandlung weicher Kunststoffteile in Form von Zeichnungen in tatsächliche Produkte. Die Erstellung einer makellosen Weichkunststoffteilzeichnung ist nur der erste Schritt.
Wenn die Zeichnungen in echte Produkte umgesetzt werden, bremsen Probleme wie dünnwandige Kurzschüsse, weiße Flecken beim Entformen, Dimensionsänderungen und die Unfähigkeit, medizinische Sauberkeitsstandards einzuhalten, Ihr Projekt und erhöhen Ihre Kosten?
Die Komplexität des Spritzgießens von weichem Kunststoff geht weit über die von hartem Kunststoff hinaus, und die üblichen Formenlieferanten sind oft nicht in der Lage, ein Gleichgewicht zwischen hoher Präzision und hoher Effizienz zu finden.
Außerdem sind Qualität Spritzgusswerkzeuge eine Seltenheit. Dieser Artikel beleuchtet die sieben Hauptprobleme beim Spritzgießen von Weichplastik und bietet Ihnen massenproduzierte, erprobte Lösungen aus China.
Zusammenfassungstabelle der Kernantworten
|
Kernherausforderungen
|
Lösungsübersicht
|
Liefergegenstände
|
|---|---|---|
|
Dünnwandige Füllung und Flash
|
0,01 mm Niveau-Entlüftungssystem + Nadelventil-Heißkanal
|
50 % Steigerung der Erfolgsquote beim ersten Versuchsformen
|
|
Entformung weißer Flecken und Verformung
|
Nanobeschichteter Kern + luftunterstützte Entformung
|
Weißmarkierungsrate ≤0,5 %, Entformungskraft um 70 % reduziert
|
|
Präzisionstoleranzkontrolle
|
Konformer Kühlwasserkanal + pulvermetallurgischer Stahl
|
Langfristiger CPK≥1,33, Toleranz ±0,02 mm
|
|
Anforderungen an die Sauberkeit in medizinischer Qualität
|
Vakuumverchromung + ISO 13485 Reinraum
|
Keine Ausfällungen, FDA-konform
|
|
Schwarze Flecken durch thermische Zersetzung des Materials
|
PID-unabhängige Temperaturregelung (Temperaturdifferenz ≤2℃)
|
Beseitigt schwarze Flecken, Formzyklus um 25 % verkürzt
|
|
Schälfestigkeit von weichen und harten Klebstoffen
|
Mikro-Widerhakenstruktur + Plasma-Vorbehandlung
|
Schälfestigkeit ≥5N/mm
|
|
Lieferzeit und Formlebensdauer
|
Vollständige Prozess-DFM-Analyse + Formflusssimulation
|
45-Tage-Musterlieferung, garantierte 100.000 Zyklen Lebensdauer
|
Wichtige Erkenntnisse
- JS Precision bietet messbare Datenunterstützung bei der Bewältigung der Schwachstellen des Weichkunststoff-Spritzgießens und ermöglicht so die sichere Kontrolle von Produktionsrisiken durch Kunden.
- Maßtoleranzen können zuverlässig innerhalb von 0,02 mm eingehalten werden und erfüllen so nicht nur die strengen Anforderungen der Medizinbranche, sondern auch der Automobilindustrie.
- Die Lieferzeit wurde auf 45 Tage verkürzt. Durch die Durchführung einer Formflussanalyse vor der Verarbeitung kann das Auftreten verschiedener Risiken während der Produktion, die zu einem späteren Zeitpunkt auftreten, erfolgreich angegangen und verhindert werden.
- Millionen produzierter Teile werden über die gesamte Lebensdauer der Form hinweg konstant den Qualitätsstandards entsprechen, was dazu beitragen wird, die Produktionskosten der Kunden langfristig zu minimieren.
Wie optimieren die Weichplastik-Spritzgussformen von JS Precision Ihre Teile?
Der Hauptwert von Weichkunststoff-Spritzgussformen besteht darin, die Vorteile der von Ihnen entworfenen Weichkunststoffteile in die greifbaren Vorteile einer zuverlässigen Großserienproduktion umzuwandeln. Dies ist ohne umfassendes technisches Verständnis und praktische Erfahrung nicht möglich.
JS Precision unterstützt seit Jahren Weichplastik-Spritzgussunternehmen und kann Sie mit einem Team von Ingenieuren unterstützen, die seit über 20 Jahren in der Branche tätig sind und Ihnen bei der Lösung verschiedener komplexer Formprobleme von Weichplastikteilen helfen können.
Unsere Spritzgusswerkzeuge werden strengen Qualitätsprüfungen und Massenproduktionsverifizierungen unterzogen. Wir halten uns an die Spritzguss-Präzisionsnorm ISO 294-1:2018, sodass Sie sich über minderwertige Formen keine Sorgen machen müssen.
Angenommen, Sie befinden sich in der gleichen Situation wie ein führender nordamerikanischer Kunde für medizinische Geräte:
Ihre TPE-Tourniquet-Verbindungsteile haben eine sehr dünne Wand von nur 0,5 mm und während des Probeformens treten sehr schwerwiegende Kurzschuss- und Verkohlungsprobleme auf und Ihr CPK-Wert beträgt nur 0,8, sodass Sie die ISO 13485-Zertifizierung nicht bestehen.
Wenn bei Ihnen dieses Problem auftritt, können Sie sich darauf verlassen, dass JS Precision einzigartige Weichplastik-Spritzgussformen für Sie herstellt, um das Entlüftungssystem und das Wärmemanagementdesign zu optimieren.
Schließlich können Sie so die Fehlerquote von 25 % auf 0,8 % senken, den CPK auf 1,42 erhöhen und die FDA 510(k)-Genehmigung drei Wochen im Voraus erhalten, ohne Projektverzögerung und zusätzliche Kosten.
Untersuchungen belegen die wahren Vorteile der Auswahl der richtigen Weichkunststoff-Spritzgussformen:
Mit den Weichplastik-Spritzgussformen von JS Precision können Sie Ihre Erfolgsquote beim ersten Spritzgussversuch um 50 % steigern, was zu einer Reduzierung der Zeit- und Kostenverschwendung aufgrund wiederholter Spritzgussversuche führt.
Die Lebensdauer der Formen beträgt regelmäßig mehr als 100.000 Zyklen, was dazu führt, dass Ihre langfristigen Kosten für den Austausch der Formen geringer sind und die Vorlaufzeit 30 % kürzer ist als der Branchendurchschnitt, was bedeutet, dass Sie Ihr Produkt schneller auf den Markt bringen können.
Sei es die strengen Sauberkeitskriterien für Spritzgussteile in medizinischer Qualität oder die engen Präzisionstoleranzen für Kunststoffspritzgussteile in Automobilqualität – JS Precision ist in der Lage, quantifizierbare und nachverfolgbare Lösungen zu präsentieren, um Ihre individuellen Anforderungen in verschiedenen Bereichen genau zu erfüllen.
Die Wahl eines professionellen Anbieters von Weichplastik-Spritzgussformen kann Ihnen erhebliche Zeit- und Kosteneinsparungen ermöglichen. Reichen Sie jetzt Ihre 3D-Zeichnungen ein, um rund um die Uhr eine kostenlose DFM-Analyse und einen Projektbewertungsbericht zu erhalten.
Wie können Weichkunststoff-Spritzgussformen die Probleme unzureichender Füllung und Gratkanten in dünnwandigen Weichgummiteilen lösen?
Nachdem wir die zentralen Vertrauensprobleme beim Spritzgießen weicher Kunststoffe herausgefunden haben, untersuchen wir als Nächstes das Problem dünnwandiger Füllungen. Bei weichen Kunststoffteilen mit einer Wandstärke von weniger als 0,6 mm können weiche Kunststoffspritzgussformen dieses Problem lösen, indem sie die Entlüftung und den Anschnittausgleich verbessern.
Der Schlüssel ist ein Nadelventil-Heißkanal für kontrolliertes Befüllen und ein Vakuum-Entlüftungsnutdesign mit einer Präzision von 0,01 mm, das es ermöglicht, Gase in der Kavität in nur Millisekunden auszustoßen.
Das Dilemma der Dünnwandformung: Eine widersprüchliche Analyse von Kurzschüssen und Blitzlicht
Die Fließfähigkeit von dünnwandigen Weichkunststoffen wie TPU nimmt mit der Verringerung der Wandstärke drastisch ab. In Standardformen führen Entlüftungstiefen von mehr als 0,03 mm leicht zu Graten, während weniger als 0,02 mm zu Lufteinschlüssen führen.
Das winzige Prozessfenster ermöglicht es nicht, gleichzeitig ein füll- und gratfreies Formen zu erreichen, ein Albtraum für den Kunden.
Im Grunde ist es dasselbe wie das Aufblasen eines Ballons. Wenn die Entlüftung sehr groß ist, entweicht Luft und schadet mehr als sie nützt. Wenn sie sehr klein ist, wird sie überhaupt nicht aufgeblasen. Daher ist es enorm schwierig, die richtige Größe zu finden.
Synergistischer Effekt von 0,01 mm Entlüftungsniveau und Hochgeschwindigkeitsspritzguss
JS Precision-Bearbeitungszentren sind in der Lage, die Tiefentoleranz von Entlüftungsnuten am gesamten Umfang auf 0,01 mm genau zu kontrollieren. Zusammen mit der Nadelventil-Heißkanal-Zeitsteuerung werden Bindenähte vollständig beseitigt, der Hohlraumdruck ausgeglichen und eine gleichmäßige Füllung dünnwandiger Formen ermöglicht.
Warum die Erfolgsquote beim ersten Versuchsformen um 50 % gestiegen ist
Die Formflussanalyse zeigt, dass der Fülldruck und die Schließkraft vor der Optimierung 180 MPa bzw. 3500 kN betrugen.
Mit unseren Weichplastik-Spritzgussformen konnten diese Kräfte auf 130 MPa bzw. 2800 kN gesenkt werden. Durch eine erfolgreiche erste Probeformung können etwa zwei Wochen Musterlieferzeit sowie einige Änderungskosten von 5.000 US-Dollar oder mehr eingespart werden.
Möchten Sie das Problem dünnwandiger Grate lösen? Laden Sie das technische Whitepaper zu Weichplastik-Spritzgussformen herunter, um Techniken zur Entlüftungsoptimierung schnell zu erlernen und die Erfolgsquote beim Formen von Kunststoff-Spritzgussteilen auf einfache Weise zu verbessern.

Abbildung 1: Zwei schwarze Spritzgussteile mit zentralen Löchern und gemusterten Kanten werden nebeneinander angezeigt, wobei der linke Teil eine raue, fehlerhafte Kante aufweist und der rechte Teil glatt erscheint.
Wie kann die Maßtoleranz bei der Herstellung von Präzisions-Kunststoffspritzgussteilen stabil innerhalb von ± 0,02 mm kontrolliert werden?
Sobald das Problem der dünnen Wände gelöst war, wurde Präzisionstoleranz zu einer Grund- und Kernanforderung, insbesondere in der Medizin- und Automobilbranche.
Da die Schrumpfung von weichem Kunststoff stark von der Formtemperatur beeinflusst wird, muss der Formstahl nicht nur durch die Wärmeleitung, sondern auch durch die Schrumpfungskompensationsmechanismen rekonstruiert werden.
Der Schlüssel zum Erfolg des Weichplastik-Spritzgusses ist die Qualität der hochwertigen Spritzgussformen und ihre Werkzeuggenauigkeit muss den ISO 294-2:2018-Standards für Spritzgussformen entsprechen.
Management von Materialtemperaturschwankungen: Die thermischen Stabilitätsvorteile von pulvermetallurgischem Formstahl
Gewöhnlicher P20-Stahl hat einen Wärmeausdehnungskoeffizienten von 12,5×10^-6/℃. Der Wärmeausdehnungskoeffizient von pulvermetallurgischem Stahl (z. B. ASP 23) ist viel niedriger,nur 10,8×10^-6/℃.
Diese Eigenschaft der hohen Wärmeleitfähigkeit trägt dazu bei, die Temperaturschwankungen der Form zu reduzieren, wodurch eine Verformung der Form verhindert und die Dimensionsstabilität der Kunststoffspritzgussteile erhalten bleibt.
Der entscheidende Einfluss des konformen Kühlkanaldesigns auf die Schrumpfgleichmäßigkeit
Herkömmliche Bohrkühlkanäle verursachen Schwankungen der Formtemperatur um ±10 °C, wohingegen konforme Kühlkanäle im 3D-Druck diese Schwankungen auf ±2 °C senken können. Eine bessere Gleichmäßigkeit der Werkzeugtemperatur trägt dazu bei, eine stabile Schrumpfung des Weichkunststoffs zu erreichen und somit Maßabweichungen zu vermeiden.
Das heißt, einen Kuchen gleichmäßig zu erhitzen, ist so. Normalerweise backen Kühlkanäle nur einen Teil des Kuchens, sodass die Außenseite verbrannt und die Innenseite roh bleibt. Im Gegensatz dazu sorgen konforme Kühlkanäle für eine Erwärmung von allen Seiten, sodass der Kuchen durchgebacken ist und eine gleichmäßige Textur aufweist.
|
Formstahltyp
|
Wärmeausdehnungskoeffizient (×10^-6/℃)
|
Schimmelpilztemperaturschwankung (℃)
|
Toleranzkontrollbereich (mm)
|
Langfristiger CPK-Wert
|
|---|---|---|---|---|
|
Gewöhnlicher P20-Stahl
|
12.5
|
±10
|
±0,05-0,08
|
≤0,8
|
|
Pulvermetallurgischer Stahl (ASP 23)
|
10.8
|
±2
|
±0,02
|
≥1.33
|
|
Pulvermetallurgischer Stahl (S136)
|
11.2
|
±3
|
±0,025
|
≥1.2
|
|
H13 Warmarbeitsformstahl
|
11.8
|
±5
|
±0,03-0,04
|
≥1.0
|
Closed-Loop-Prozesskontrolle: Online-Schrumpfungskompensation gewährleistet CPK ≥1,33 für Millionen von Teilen
Echtzeit-Datenkommunikation zwischen der Spritzgießmaschine und den Formsensoren ermöglicht es JS Precision, die Haltedruck-Schaltpunkte als Reaktion auf Änderungen der Weichplastikviskosität anzupassen.
Dadurch wird sichergestellt, dass Kunststoffspritzgussteile ihre Abmessungen auch über Millionen von Zyklen bei einem Langzeit-CPK von 1,33 behalten.
Wie können Weichkunststoff-Spritzgussformen beim Entformen Dehnungsstreifen an hochelastischen Teilen vermeiden?
Das Erscheinungsbild von TPE/TPU-Teilen mit hoher Elastizität wird beschädigt, da sie beim Herausnehmen aus den Formen Dehnungsstreifen entwickeln.
JS Precision nutzt luftunterstützte Auswurf- und Nanobeschichtungstechnologie in seinen Weichkunststoff-Spritzgussformen, um den Entformungswiderstand zu verringern, was zur Beseitigung weißer Flecken führt, die die Qualität der spritzgegossenen Kunststoffkomponenten beeinträchtigt hätten.
Doppelte Wirkung von Reibungskoeffizient und Vakuumadhäsion
Der „Saugnapfeffekt“ von TPE/TPU führt zu einer erhöhten Entformungsbeständigkeit, wenn es an polierten Oberflächen haftet. In der Medizin- und Lebensmittelindustrie sind herkömmliche Formentrennmittel wegen ihres Potenzials zur Kontamination eingeschränkt.
Anwendungsparameter des Luftausstoß- und sequentiellen Kernziehmechanismus in Strukturen mit tiefem Hohlraum
Das Luftauswurfventil öffnet sich 50 ms im Voraus, umdas Vakuum vor dem Auswurfvorgang abzubauen. Der sequentielle Kernziehmechanismus kann die Unterschnittklemmkraft im Voraus aufheben, wodurch eine Beschädigung der Teile verhindert und die Integrität der spritzgegossenen Kunststoffkomponenten sichergestellt wird.
|
Oberflächenbehandlungsmethode
|
Reibungskoeffizient (TPE/Form)
|
Entformungskraft (N)
|
Weißfleckenrate (%)
|
Anwendbare Szenarien
|
|---|---|---|---|---|
|
Gewöhnliches Polieren
|
0,45
|
850
|
12.3
|
Teile mit normalen Anforderungen an das Erscheinungsbild
|
|
DLC Diamond like Coating
|
0,12
|
255
|
0,3
|
Teile mit medizinischen Anforderungen an das Erscheinungsbild
|
|
PTFE-Imprägnierungsbeschichtung
|
0,15
|
298
|
0,4
|
Lebensmittelkontaktfähige Teile
|
|
Nano-Keramikbeschichtung
|
0,11
|
238
|
0,2
|
High-End-Automobilinnenteile
|
Tatsächlicher Vergleich der Reduzierung der Entformungskraft um 70 %
Der Reibungskoeffizient zwischen TPE und der Form hatte zu diesem Zeitpunkt einen Wert von 0,45, während die bei 850 N gemessene Entformungskraft und die Rate weißer Flecken 12,3 % erreichten.
Der Weißfleckenanteil verringerte sich auf ≤0,5 %, womit die hohen Endproduktanforderungen erfüllt wurden, während die Werte nach der Beschichtung 0,12 für den Reibungskoeffizienten und 255 N für die Entformungskraft erreichten.
Spritzgussteile in medizinischer Qualität erfordern keine Grate oder Ausfällungen. Kann Ihre Form den Sauberkeitsstandard ISO 13485 erfüllen?
Spritzguss in medizinischer Qualität erfordert, dass die Trennflächen der Teile frei von Graten über 0,02 mm sind und dass ihre Komponenten keinen Ölaustritt aufweisen, da diese Faktoren Sicherheitsrisiken für das Produkt darstellen.
JS Precision nutzt Vakuumverchromung zusammen mit der Reinraummontage nach ISO 13485, um die Leistungsstandards für Spritzgussteile zu erreichen.
ISO 13485 Reinraum-Formbau- und Produktionsspezifikationen
JS Precision führt seinen Formmontageprozess in einer Reinraumumgebung der Klasse 10.000 durch. Die Organisation hält Reinraumstandards aufrecht, indem ihre Mitarbeiter Reinraumkleidung tragen und alle Werkzeuge staubfrei behandelt werden. Außerdem verwendet sie Reinraumschmierstoffe zusammen mit Rostschutzmitteln medizinischer Qualität, die die Formintegrität bewahren.
Vakuum-Verchromungsprozess: Eliminiert mikroskopisch kleine Grate und Ausscheidungen auf der Trennfläche von der Quelle
Die Vakuumverchromungsschicht mit einer Dicke von 20–50 μm bildet eine Barriere, die die Entwicklung von Bakterien blockiert und gleichzeitig Gasemissionen durch Stahlmikroporen verhindert.
Die Ergebnisse der Ultraschallreinigung zeigten, dass bei gewöhnlichen Formen 120 Partikel pro 100 cm² verblieben, während bei verchromten Formen nur 8 Partikel pro 100 cm² auftraten, was den medizinischen Sauberkeitsstandards entsprach.
Beschleunigte FDA-Überprüfung: Rückverfolgbare Versuchsformberichte und Materialzertifikate
Die Organisation stellt ihren Kunden eine umfassende Dokumentation zur Verfügung, die 3.1B-Materialzertifikate und Wärmebehandlungskurven umfasst, die es ihnen ermöglichen, die Vorbereitungszeit für FDA-Audits um 3–4 Wochen zu verkürzen und gleichzeitig die Produkteinführung zu beschleunigen.
Benötigen Sie eine Lösung für Spritzgussteile in medizinischer Qualität? Kostenlose Kostenberechnung. JS Precision hilft Ihnen, schnell die ISO 13485-Zertifizierung zu erhalten und die FDA-Prüfung reibungslos voranzutreiben.

Abbildung 2: Ein Techniker in Schutzkleidung prüft transparente medizinische Komponenten unter einem Mikroskop in einem Reinraum. Im Hintergrund sind Spritzgussmaschinen zu sehen, die die Präzisionsproduktion hervorheben.
Wie verhindert man schwarze Flecken und Verbrennungen in Formen für spritzgegossene Kunststoffkomponenten für hitzeempfindliche Weichkunststoffe (TPU/TPE)?
TPU/TPE-Material zersetzt sich, wenn es länger als 5 Minuten im Hochtemperaturläufer verbleibt, was zu schwarzen Flecken und Verbrennungen führt. JS Precision löst dieses Problem vollständig durch PID-Zonentemperaturregelung und ein totwinkelfreies Angussdesign in Weichkunststoff-Spritzgussformen.
Analyse des thermischen Abbaumechanismus: Quantitatives Risiko einer Überschreitung der Verweilzeit und der Formtemperatur
TPU hat ein klar definiertes thermisches Stabilitätsfenster: sichere Verweilzeit von 5 Minuten bei 180℃, die sich bei 190℃ auf 2 Minuten reduziert, und bei 200℃ hält das Material nur 30 Sekunden stand. Die Verwendung herkömmlicher Heizschlangen führt zu einer Temperaturüberschreitung von 10–15 ℃, was zu Produktfehlerraten von über 15 % führt.
PID-unabhängiges Zonentemperaturkontrollsystem: Präzises Management innerhalb eines Temperaturunterschieds von 2 °C
Die Stabilität von PID-Algorithmen übertrifft die von Ein/Aus-Temperaturregelungsmethoden. Weichplastik-Spritzgussformen unterteilen den Hohlraum in 4–8 unabhängige Temperaturzonen, zu denen spezielle Sensoren gehören, die einen Formtemperaturunterschied von 2℃ oder weniger aufrechterhalten, um eine Materialverschlechterung zu verhindern.
Anwendungsbeispiel für 3D-gedruckte konforme Wasserkanäle zur Beseitigung toter Zonen in Läufern
Die Rückhalteschicht am Wendepunkt herkömmlicher Strömungskanäle beträgt 0,8 mm und kann leicht abgebaut werden. Der 3D-Druckkanal hat keine toten Ecken, mit einer Retentionsschicht von nur 0,1 mm. Nach der Beseitigung schwarzer Flecken wird der Formzyklus um 25 % verkürzt und es werden zusätzlich 30 Kunststoffspritzgussteile pro Stunde hergestellt.
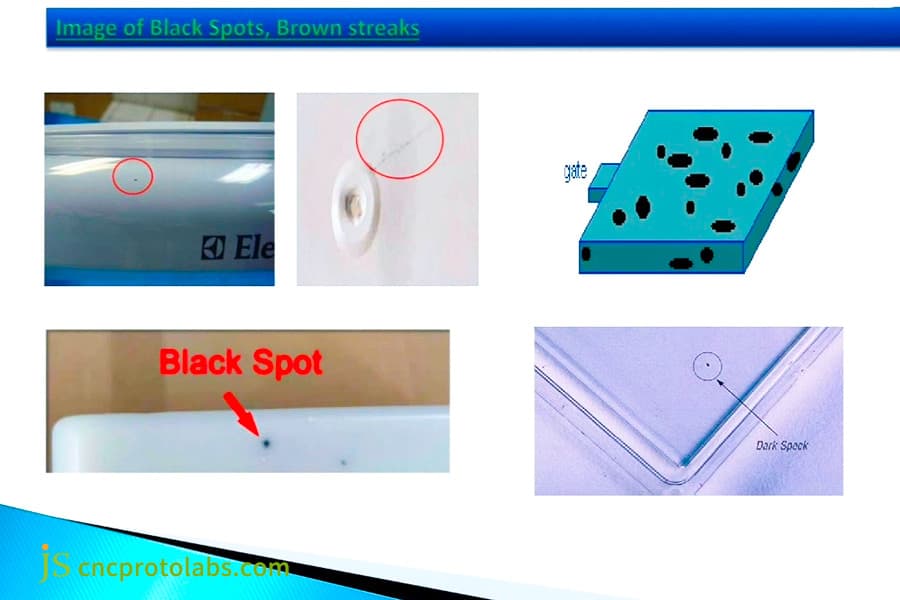
Abbildung 3: Ein zusammengesetztes Bild, das Nahaufnahmen von Spritzgussteilen mit verschiedenen Oberflächenfehlern, einschließlich schwarzer Flecken und brauner Streifen, zeigt, die zur Analyse und Vorbeugung markiert wurden.
Wie kann sichergestellt werden, dass sich die Haftfestigkeit weicher Kunststoffspritzgussformen beim Verbundspritzgießen von weichen und harten Klebstoffen nicht ablöst?
Beim Spritzgießen von Verbundwerkstoffen kommt es häufig zu einer Grenzflächenablösung zwischen weichem Kunststoff und hartem Kunststoff, was zu Verbindungsfestigkeitswerten führt, die unter 2 N/mm fallen.
Die Mikro-Widerhakenstruktur und die Plasmavorbehandlung der Weichkunststoff-Spritzgussformen von JS Precision erhöhen die Delaminationsfestigkeit auf mindestens 5 N/mm, was die Stabilität der Kunststoff-Spritzgussteile garantiert.
Designspezifikationen für die Mikrobarb-Struktur
Der Hartplastikbereich der Form enthält Mikrowiderhaken, die zwischen 0,1 und 0,2 Millimeter in das Formmaterial hineinragen und eine Breite zwischen 0,3 und 0,5 Millimeter haben.
Dieser Prozess schafft eine starke Verbindung zwischen weichem und hartem Kunststoff, die beim zweiten Öffnen der Form ihre Integrität beibehält um eine zuverlässige mechanische Verriegelung zu entwickeln.
Der weiche Kunststoff fungiert als Klettvlies, während die Mikrowiderhaken aus Hartplastik als Kletthaken fungieren. Die beiden Materialien bilden eine feste Verbindung, die so lange intakt bleibt, bis jemand sie absichtlich bricht.
Plasma-Vorbehandlung verbessert den Oberflächendynwert auf 72 m·N/m
Die Atmosphärendruck-Plasmadüsen reinigen die Oberfläche, indem sie Öl und Verunreinigungen entfernen, die nach dem Hartplastikformprozess vorhanden waren. Durch diesen Prozess wird der Dyn-Wert von 38 mN/m auf 72 mN/m erhöht, was die Verbindung von weichem und hartem Kunststoff verbessert.
Standardverifizierung für den Automobilinnenraum: Besteht zwei Zuverlässigkeitstests für Schälfestigkeit und Wetterbeständigkeit
Die Kfz-Innenraumnorm VW TL 52642 erfordert eine Schälfestigkeit von ≥4 N/mm. Die Lösung von JS Precision erreicht mehr als 5 N/mm, da sie ihre Verbindungsintegrität ohne Abblättern oder Risse während der Witterungsbeständigkeitstests, die von -40℃ bis 80℃ reichten, beibehielt.
Können Ihre Weichplastik-Spritzgussformen innerhalb von 45 Tagen geliefert werden und eine Ermüdungslebensdauer von 100.000 Zyklen erreichen?
Durch diesen Prozess bleiben sowohl hohe Präzision als auch kurze Vorlaufzeiten erreichbar. JS Precision bietet Weichplastik-Spritzgussformen, die innerhalb von 45 Tagen nach Abschluss der DFM-Analyse vor der Behandlung unter Verwendung von hochfestem Stahl geliefert werden.
24-Stunden-Reaktion auf DFM- und Mold-Flow-Analyseberichte
DFM-Berichte bieten Wandstärken- und Entformungswinkelanalysen, die bei der Identifizierung potenzieller Projektrisiken helfen. Das Team führt gleichzeitig Formflussanalysen und Stahlbestellprozesse durch, während es Spritzgusswerkzeuge entwirft.
Mold Life Engineering: Hochfester Stahl garantiert 100.000 fehlerfreie Zyklen
Die SKD11/M390-Stahlkomponenten der Schieber und Führungssäulen erreichen nach einer kryogenen Behandlung eine Härte zwischen HRC 58 und HRC 62. Das Führungssystem der Auswerferplatte erhält eine Verstärkung, die 100.000 fehlerfreies Öffnen und Schließen der Form ermöglicht und gleichzeitig die Wartungskosten senkt.
Rückverfolgbarkeit und Garantiebedingungen für Ermüdungstestdaten
JS Precision bietet kostenlose Reparaturen von Verschleißteilen für Kunden an, die 100.000 Zyklen oder ein Betriebsjahr erreichen, einschließlich eines überwachbaren Ermüdungstestberichts für das erste Stück, um zu zeigen, dass Weichkunststoff-Spritzgussformen gemäß ihrem erwarteten Lebenszyklus funktionieren.
JS Precision stellt TPE-Tourniquet-Anschlüsse in medizinischer Qualität her: Lösung der Herausforderungen dünner Wände und enger Toleranzen
In diesem Abschnitt wird anhand konkreter Fallstudien gezeigt, wie Weichplastikteile in medizinischer Qualität Weichplastik-Spritzgussformen verwenden, um verschiedene betriebliche Herausforderungen zu lösen. Der Kunde ist ein internationales Medizinunternehmen, dessen TPE-Tourniquet-Konnektoren extrem hohe Anforderungen an Präzision und Sauberkeit stellen.
Aufgetretene Herausforderungen:
Das Teil hat eine Wandstärke von 0,5 mm und eine hohe TPE-Viskosität, was beim Probeformen zu kurzen Schüssen führt, da das Material nur 75 % der Form ausfüllt, während das distale Ende durch Verbrennung beschädigt wird.
Die Dichtungsringnut hat eine Toleranz von 0,02 mm, aber der anfängliche CPK-Wert liegt bei 0,8. Das Projekt benötigt eine ISO 13485-Zertifizierung, um fortzufahren, aber normale Formen können die erforderlichen Standards nicht erfüllen, was zu Projektverzögerungen und 10.000 US-Dollar zusätzlichen Probeformungskosten führt.
Lösung (ausgeführt von JS Precision)
JS Precision erstellte kundenspezifische Weichplastik-Spritzgussformen, die durch drei verschiedene Verbesserungen verbessert wurden.
1. Formendesign:
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Final Results
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.

Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
FAQs
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Summary
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

