Решения для литья под давлением мягких пластиков: решение самых сложных проблем с деталями
Написал
JS Точность
Опубликовано
Apr 09 2026
Инструменты для литья под давлением
Следуйте за нами
Пресс-формы для литья мягких пластиков играют очень важную роль в преобразовании деталей из мягкого пластика в виде чертежей в реальные изделия. Создание безупречного чертежа детали из мягкого пластика — это только первый шаг.
Когда чертежи превращаются в реальные изделия, не сдерживают ли реализацию проекта и увеличивают затраты такие проблемы, как тонкие стенки, белые следы при распаковке, изменения размеров и неспособность соответствовать стандартам чистоты медицинского уровня?
Сложность литья под давлением мягких пластиков намного превышает сложность литья твердых пластиков, и обычные поставщики форм часто не могут найти баланс между высокой точностью и высокой эффективностью.
Кроме того, качественные инструменты для литья под давлением — это редкость. В этой статье будут освещены семь основных проблем литья мягких пластиков под давлением и предложены проверенные и массово производимые решения из Китая.
Сводная таблица основных ответов
<дел>
<голова>
<тр>
Основные проблемы
Обзор решения
Результаты
<тело>
<тр>
Тонкостенное наполнение и флэш
Система вентиляции уровня 0,01 мм + игольчатый клапан с горячим каналом
Увеличение на 50 % показателя успеха первого пробного формования
<тр>
Удаление белых пятен и деформации
Сердечник с нанопокрытием + извлечение из формы с помощью воздуха
Процент белых отметок ≤0,5 %, усилие извлечения из формы снижено на 70 %
<тр>
Точный контроль допуска
Конформный канал охлаждающей воды + порошковая металлургическая сталь
Долгосрочный CPK≥1,33, допуск ±0,02 мм
<тр>
Требования к чистоте медицинского уровня
Вакуумное хромирование + чистые помещения по стандарту ISO 13485
Нет осадков, Соответствует FDA
<тр>
Черные точки термического разложения материала
Независимый ПИД-регулятор температуры (разница температур ≤2℃)
Устраняет черные пятна, цикл формования сокращается на 25 %
<тр>
Прочность мягкого и твердого клея на отслаивание
Микрозубчатая структура + предварительная плазменная обработка
Прочность на отслаивание ≥5 Н/мм
<тр>
Срок поставки и срок службы пресс-формы
Полный анализ процесса DFM + моделирование течения пресс-формы
Доставка образцов в течение 45 дней, гарантированный срок службы 100 000 циклов
Основные выводы
<ул>
JS Precision предлагает измеримую помощь на основе данных в решении проблем, связанных с литьем мягких пластиков под давлением, тем самым позволяя клиентам безопасно контролировать производственные риски.
Допуски на размеры могут надежно поддерживаться в пределах 0,02 мм, что соответствует строгим требованиям не только медицинского сектора, но и автомобильной промышленности.
Срок поставки сократился до 45 дней. Выполнение предварительной обработки анализа текучести пресс-формы может успешно устранить и предотвратить возникновение различных рисков во время производства, которые возникают на более позднем этапе.
Миллионы произведенных изделий будут постоянно соответствовать стандартам качества на протяжении всего срока службы формы, что поможет минимизировать производственные затраты клиентов в долгосрочной перспективе.
Как пресс-формы для литья мягкого пластика JS Precision оптимизируют ваши детали?
Основная ценность литьевых форм для мягкого пластика заключается в том, чтобы превратить преимущества разработанных вами деталей из мягкого пластика в ощутимые преимущества надежного крупносерийного производства. Это невозможно без глубокого технического понимания и практического опыта.
JS Precision уже много лет помогает компаниям, занимающимся литьем мягких пластиков под давлением, и может поддержать вас, предоставив вам команду инженеров, которые работают в отрасли более 20 лет и могут помочь вам решить различные сложные проблемы литья мягких пластиковых деталей.
Наши инструменты для литьевых форм подвергаются строгим испытаниям качества и проверке массового производства. Мы соблюдаем стандарт точности литьевых форм ISO 294-1:2018, поэтому вас не будет беспокоить низкое качество пресс-форм.
Предположим, вы находитесь в той же ситуации, что и ведущий клиент медицинского оборудования в Северной Америке:
Детали соединителя жгута из ТПЭ имеют очень тонкую стенку, всего 0,5 мм, и во время пробного формования вы испытываете очень серьезные проблемы с короткими выстрелами и обугливанием, а значение CPK составляет всего 0,8, поэтому вы не пройдете сертификацию ISO 13485.
Если вы столкнулись с этой проблемой, вы можете положиться на JS Precision, который создаст для вас уникальные формы для литья мягкого пластика, оптимизирует систему вентиляции и конструкцию терморегулирования.
Наконец, это позволит вам снизить долю дефектов с 25 % до 0,8 %, повысить CPK до 1,42 и получить одобрение FDA 510(k) на 3 недели раньше срока, без задержки проекта и дополнительных затрат.
Исследования демонстрируют реальные преимущества выбора правильных форм для литья мягкого пластика:
Пресс-формы для литья мягких пластиков JS Precision способны повысить вероятность успешного литья с первой попытки на 50 %, что приводит к сокращению времени и затрат за счет повторных испытаний литья.
Срок службы пресс-формы обычно превышает 100 000 циклов, в результате чего ваши долгосрочные затраты на замену пресс-формы будут меньше, а время выполнения заказа на 30 % меньше, чем в среднем по отрасли, что означает, что вы сможете быстрее вывести свой продукт на рынок.
Будь то строгие критерии чистоты для деталей медицинского назначения, изготовленных методом литья под давлением, или жесткие допуски по точности для деталей из автомобильного пластика, изготовленных методом литья под давлением, JS Precision способна предложить количественные и отслеживаемые решения, которые точно удовлетворят ваши индивидуальные потребности в различных областях.
<блок-цитата>
Выбор профессионального поставщика форм для литья мягких пластиков может сэкономить вам значительное время и деньги. Отправьте свои 3D-чертежи сейчас, чтобы получить бесплатный круглосуточный анализ DFM и отчет об оценке проекта.
Как литьевые формы для мягкого пластика могут решить проблемы недостаточного заполнения и заусенцев в тонкостенных деталях из мягкой резины?
Выяснив основные проблемы доверия при литье мягких пластиков под давлением, мы затем рассмотрим проблему тонкостенного наполнения. Для деталей из мягкого пластика с толщиной стенок менее 0,6 мм мягкие формы для литья пластмасс под давлением могут решить эту проблему за счет улучшения вентиляции и баланса ворот.
Ключевым моментом является горячеканальный механизм игольчатого типа для контролируемого наполнения и конструкция канавки для выпуска вакуума с точностью до 0,01 мм, позволяющая удалять газы из полости за считанные миллисекунды.
Дилемма тонкостенной формовки: противоречивый анализ коротких кадров и вспышки
Текучесть тонкостенных мягких пластиков, таких как ТПУ, резко снижается с уменьшением толщины стенок. В стандартных формах глубина вентиляционных отверстий более 0,03 мм легко вызывает вспышку, а глубина менее 0,02 мм приводит к образованию воздушных ловушек.
Малое технологическое окно не позволяет одновременно осуществлять заливку и формование без обледенения, что кошмар для клиентов
По сути, это то же самое, что надувать воздушный шарик. Если вентиляционное отверстие очень большое, оно пропускает воздух и приносит больше вреда, чем пользы, если оно очень маленькое, оно вообще не надуется. Поэтому найти правильный размер чрезвычайно сложно.
Синергетический эффект уровня вентиляции 0,01 мм и высокоскоростного литья под давлением
Прецизионные обрабатывающие центры JS способны контролировать допуск по глубине вентиляционных канавок по всей периферии с точностью до 0,01 мм. Это вместе с контролем синхронизации горячего литника с игольчатым клапаном полностью устраняет линии сварки, уравновешивает давление в полости и обеспечивает равномерное заполнение тонкостенных форм.
Почему уровень успеха первой пробной формовки увеличился на 50 %
Анализ текучести пресс-формы показывает, что давление наполнения и сила зажима до оптимизации составляли 180 МПа и 3500 кН соответственно.
При использовании наших форм для литья под давлением мягкого пластика эти силы были снижены до 130 МПа и 2800 кН соответственно. Успешная первая пробная формовка может сэкономить около двух недель на доставке образцов, а также сократить расходы на доработку в размере 5000 долларов и более.
<блок-цитата>
Хотите решить проблему тонкостенных вспышек? Загрузите технический документ по пресс-формам для литья мягких пластиков, чтобы быстро освоить методы оптимизации вентиляции и легко повысить скорость прохождения литья пластмассовых деталей, отлитых под давлением.
Рис. 1. Две черные детали, отлитые под давлением, с центральными отверстиями и узорчатыми краями, отображаются рядом: левая часть имеет шероховатый, дефектный край, а правая часть выглядит гладкой.
Как стабильно контролировать допуск на размеры в пределах ± 0,02 мм при производстве прецизионных пластиковых деталей, отлитых под давлением?
Как только проблема тонкостенности была решена, точность стала фундаментальным и основным требованием, особенно в медицинском и автомобильном секторах.
Поскольку на усадку мягкого пластика сильное влияние оказывает температура формы, сталь формы необходимо восстанавливать не только за счет теплопроводности, но и за счет механизмов компенсации усадки.
Ключом к успеху литья мягких пластиков является качество высококачественных литьевых форм, а точность их оснастки должна соответствовать стандартам ISO 294-2:2018 для литьевых форм.
Управление колебаниями температуры материала: преимущества термической стабильности пресс-форм для порошковой металлургии
Обычная сталь Р20 имеет коэффициент термического расширения 12,5×10^-6/℃. Коэффициент термического расширения стали порошковой металлургии (например, АСП 23) значительно ниже, всего 10,8×10^-6/℃.
Это свойство высокой теплопроводности помогает уменьшить колебания температуры формы, тем самым предотвращая деформацию формы и сохраняя стабильность размеров пластиковых деталей, отлитых под давлением.
Решающее влияние конструкции конформного канала охлаждения на однородность усадки
Обычные каналы охлаждения для сверления вызывают колебания температуры пресс-формы на ±10 ℃, тогда как конформные каналы охлаждения при 3D-печати могут снизить эти колебания до ± 2 ℃. Лучшая однородность температуры пресс-формы помогает достичь стабильной усадки мягкого пластика и, следовательно, избежать отклонений в размерах.
То есть равномерное прогревание торта происходит так. Обычно охлаждающие каналы выпекают только часть торта, оставляя внешнюю сторону подгоревшей, а внутреннюю сырой. Напротив, конформные охлаждающие каналы обеспечивают нагрев со всех сторон, благодаря чему пирог пропекается и имеет однородную текстуру.
<дел>
<голова>
<тр>
Тип пресс-формы
Коэффициент теплового расширения (×10^-6/℃)
Колебание температуры пресс-формы (℃)
Диапазон контроля допуска (мм)
Долгосрочное значение CPK
<тело>
<тр>
Обычная сталь P20
12,5
±10
±0,05-0,08
≤0,8
<тр>
Сталь для порошковой металлургии (ASP 23)
10.8
±2
±0,02
≥1,33
<тр>
Сталь для порошковой металлургии (S136)
11.2
±3
±0,025
≥1,2
<тр>
Сталь для форм для горячей обработки H13
11,8
±5
±0,03-0,04
≥1.0
Управление процессом с обратной связью: онлайн-компенсация усадки обеспечивает CPK ≥1,33 для миллионов деталей
Обмен данными в режиме реального времени между термопластавтоматом и датчиками пресс-формы позволяет JS Precision регулировать точки переключения давления удержания в ответ на изменения вязкости мягкого пластика.
Как можно использовать формы для литья под давлением из мягкого пластика, чтобы избежать растяжек на высокоэластичных деталях во время извлечения из формы?
Внешний вид деталей из ТПЭ/ТПУ, обладающих высокой эластичностью, будет испорчен, поскольку при извлечении из формы на них образуются растяжки.
JS Precision использует технологию выталкивания с помощью воздуха и нанопокрытий в своих литьевых формах для мягкого пластика, чтобы снизить сопротивление извлечению из формы, что приводит к устранению белых следов, которые могли бы повлиять на качество отлитых под давлением пластиковых компонентов.
Двойной эффект коэффициента трения и вакуумной адгезии
Эффект присоски ТПЭ/ТПУ приводит к повышению устойчивости к извлечению из формы при прикреплении к полированной поверхности. Медицинская и пищевая промышленность сталкиваются с ограничениями на использование традиционных смазок для форм из-за их потенциальной опасности загрязнения.
Параметры применения механизма выброса воздуха и механизма последовательного вытягивания сердечника в конструкциях с глубокими полостями
Клапан выброса воздуха открывается за 50 мс, чтобы выпустить вакуум перед действием выброса, механизм последовательного вытягивания сердечника может заранее ослабить силу зажима подреза, предотвращая повреждение деталей и обеспечивая целостность пластиковых компонентов, отлитых под давлением.
<дел>
<голова>
<тр>
Метод обработки поверхности
Коэффициент трения (TPE/форма)
Усилие извлечения из формы (Н)
Процент белых пятен (%)
Применимые сценарии
<тело>
<тр>
Обычная полировка
0,45
850
12.3
Детали с обычными требованиями к внешнему виду
<тр>
Алмазное DLC-покрытие
0,12
255
0.3
Детали, к внешнему виду которых предъявляются медицинские требования
<тр>
Покрытие с пропиткой из ПТФЭ
0,15
298
0,4
Детали, контактирующие с пищевыми продуктами
<тр>
Нанокерамическое покрытие
0.11
238
0.2
Высококачественные детали салона автомобиля
Фактическое сравнение: 70%-ное снижение усилия выемки из формы
Коэффициент трения между ТПЭ и формой на этом этапе имел значение 0,45, в то время как сила извлечения из формы составляла 850 Н, а уровень белых пятен достигал 12,3%.
Процент белых пятен снизился до ≤0,5 %, что соответствует требованиям к высококачественным продуктам, а значения после нанесения покрытия достигли 0,12 для коэффициента трения и 255 Н для усилия извлечения из формы.
Детали литьевых форм медицинского класса не требуют заусенцев и осадков. Может ли ваша форма соответствовать стандарту чистоты ISO 13485?
Литье под давлением медицинского назначения требует, чтобы на разделительных поверхностях деталей не было заусенцев размером более 0,02 мм, а на компонентах не было выделения масла, поскольку эти факторы создают угрозу безопасности продукта.
JS Precision использует вакуумное хромирование вместе со сборкой в чистых помещениях по стандарту ISO 13485 для достижения стандартов производительности деталей, изготовленных для литьевых форм.
ISO 13485. Сборка и производственные спецификации пресс-форм для чистых помещений
JS Precision осуществляет процесс сборки пресс-форм в чистых помещениях класса 10 000. Организация соблюдает стандарты чистых помещений за счет ношения рабочих в чистых помещениях и очистки всех инструментов от пыли, а также применения смазочных материалов для чистых помещений вместе с антикоррозийными средствами медицинского класса, которые сохраняют целостность пресс-формы.
Процесс вакуумного хромирования: устранение микроскопических заусенцев и выделений на поверхности разъема от источника
Слой вакуумного хромирования толщиной 20–50 мкм создает барьер, блокирующий развитие бактерий и предотвращающий выделение газов через микропоры стали.
Результаты ультразвуковой очистки показали, что в обычных формах оставалось 120 частиц на 100 см², тогда как в хромированных формах оставалось только 8 частиц на 100 см², что соответствовало медицинским стандартам чистоты.
Ускоренная проверка FDA: отслеживаемые отчеты об испытаниях формования и сертификаты материалов
Организация предоставляет клиентам комплексную документацию, включающую сертификаты на материалы 3.1B и кривые термообработки, что позволяет клиентам сократить время подготовки к аудиту FDA на 3–4 недели и ускорить внедрение продукта.
<блок-цитата>
Нужно решение для изготовления деталей для литьевых форм медицинского назначения? Бесплатный расчет стоимости. JS Precision поможет вам быстро получить сертификат ISO 13485 и беспрепятственно пройти проверку FDA.
Рис. 2. Техник в защитном снаряжении осматривает прозрачные медицинские компоненты под микроскопом в чистом помещении. На заднем плане видно оборудование для литья под давлением, что подчеркивает точность производства.
Как предотвратить появление черных пятен и пригаров в формах для литья под давлением пластиковых компонентов для термочувствительных мягких пластмасс (TPU/TPE)?
Материал ТПУ/ТПЭ подвергается деградации, когда он остается внутри высокотемпературного направляющего устройства более 5 минут, что приводит к появлению черных пятен и подгоранию. JS Precision полностью решает эту проблему благодаря контролю температуры в зоне PID и конструкции направляющих без мертвых углов в литьевых формах из мягкого пластика.
Анализ механизма термического разложения: количественный риск превышения времени пребывания и температуры формы
ТПУ имеет четко определенный интервал термической стабильности: безопасное время пребывания 5 минут при 180 ℃, которое сокращается до 2 минут при 190 ℃, а при 200 ℃ материал может выдерживать только 30 секунд. Использование традиционных нагревательных змеевиков приводит к превышению температуры на 10–15 ℃, что приводит к проценту брака продукции, превышающему 15 %.
Независимая система контроля температуры в зонах PID: достижение точного управления при разнице температур в 2 ℃
Стабильность ПИД-алгоритмов превосходит стабильность методов управления температурой вкл/выкл. Пресс-формы для литья мягкого пластика делят полость на 4–8 независимых температурных зон, которые включают в себя специальные датчики, которые поддерживают разницу температур формы на уровне 2 ℃ или меньше, чтобы предотвратить деградацию материала.
Пример применения 3D-печатных конформных водных каналов для устранения мертвых зон у бегунов
Удерживающий слой в точке поворота традиционных каналов потока составляет 0,8 мм, и его легко разрушить. Канал 3D-печати не имеет мертвых углов, с удерживающим слоем всего 0,1 мм. После устранения черных пятен цикл литья сокращается на 25 %, и в час производится дополнительно 30 пластиковых деталей, отлитых под давлением.
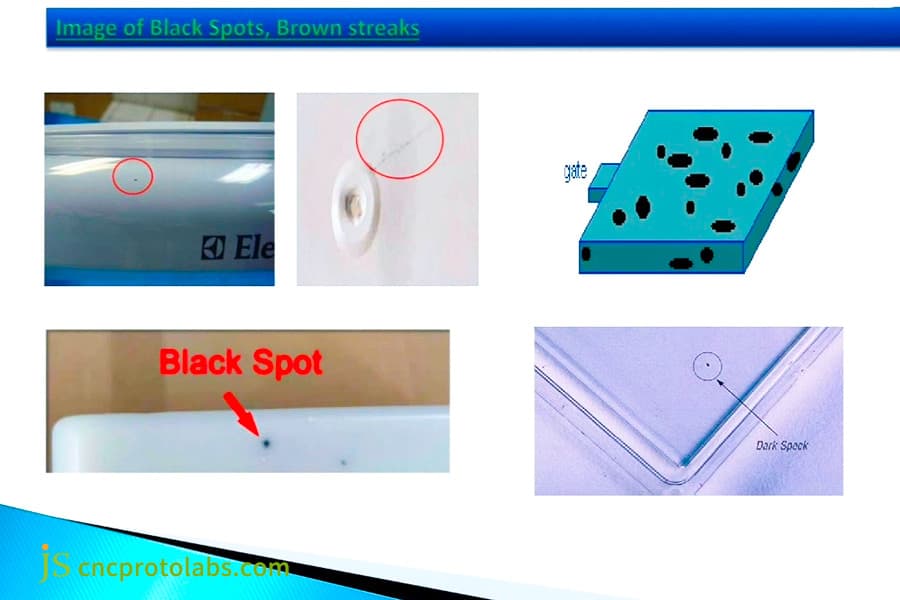
Figure 3: A composite image showing close-up views of injection molded parts with various surface defects, including black spots and brown streaks, marked for analysis and prevention.
How To Ensure That The Bonding Strength Of Soft Plastic Injection Molds Does Not Peel Off During The Composite Injection Molding Of Soft And Hard Adhesives?
Interfacial delamination occurs frequently between soft plastic and hard plastic materials during composite injection molding, which results in bonding strength values that fall below 2N/mm.
The micro barb structure and plasma pretreatment of JS Precision's soft plastic injection molds increase delamination strength to at least 5N/mm, which guarantees plastic injection molded parts will remain stable.
Micro barb Structure Design Specifications
The hard plastic area of the mold contains micro barbs that extend between 0.1 to 0.2 millimeters into the mold material and measure between 0.3 to 0.5 millimeters in width.
This process creates a strong bond between soft and hard plastics, which maintains integrity during secondary mold opening to develop a dependable mechanical lock.
The soft plastic functions as the Velcro fleece while the micro barbs of hard plastic function as the Velcro hook. The two materials create a solid bond which remains intact until someone intentionally breaks it.
Plasma Pretreatment Improves Surface Dyne Value to 72 m·N/m
The atmospheric pressure plasma nozzles clean the surface by removing oil and impurities which were present after the hard plastic molding process. This process raises the dyne value from 38 mN/m to 72 mN/m which improves how both soft and hard plastics will stick together.
Automotive Interior Standard Verification: Passes Dual Reliability Tests for Peel Strength and Weather Resistance
The VW TL 52642 automotive interior standard requires a peel strength ≥4 N/mm. The solution from JS Precision achieves more than 5 N/mm because it maintained its joint integrity without any peeling or cracking throughout weather resistance testing which ranged from -40℃ to 80℃.
Can Your Soft Plastic Injection Molds Be Delivered Within 45 Days And Meet a Fatigue Life Of 100000 Cycles?
Both high precision and short lead time remain achievable through this process. JS Precision provides soft plastic injection molds which will be delivered within 45 days after they complete pre-treatment DFM analysis using high toughness steel.
24-Hour Response to DFM and Mold Flow Analysis Reports
DFM reports provide wall thickness and draft angle analyses which assist in identifying potential project risks. The team conducts both mold flow analysis and steel ordering processes at the same time while they design injection mold tooling.
Mold Life Engineering: High Toughness Steel Guarantees 100,000 Fault Free Cycles
The SKD11/M390 steel components of sliders and guide pillars achieve a hardness between HRC 58 and HRC 62 after undergoing cryogenic treatment. The ejector plate guiding system receives reinforcement which enables 100,000 faultless mold openings and closings while decreasing maintenance expenses.
Fatigue Test Data Traceability and Warranty Terms
JS Precision provides free wear part repairs for customers who reach 100,000 cycles or complete one year of operation, including a monitorable first piece fatigue test report to demonstrate that soft plastic injection molds will operate according to their expected lifecycle.
JS Precision Manufactures Medical-Grade TPE Tourniquet Connectors: Solving Challenges Of Thin Walls And Tight Tolerances
This section demonstrates through actual case studies how medical grade soft plastic parts use soft plastic injection molds to solve various operational challenges. The client is an international medical company, and their TPE tourniquet connectors have extremely high requirements for precision and cleanliness.
Challenges Encountered:
The part has a wall thickness of 0.5mm with high TPE viscosity, which causes short shots during trial molding because the material only fills 75% of the mold while the distal end experiences scorching damage.
The sealing ring groove has a tolerance of 0.02mm, but the initial CPK value stands at 0.8. The project needs ISO 13485 certification to proceed, but ordinary molds cannot meet the required standards, which leads to project delays and $10,000 extra trial molding costs.
Solution (Executed by JS Precision)
JS Precision created custom soft plastic injection molds, which they enhanced through three different enhancements.
1. Mold Design:
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Final Results
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
<блок-цитата>
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.
Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
FAQs
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Сводка
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.
Отказ от ответственности
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.