Soluzioni per stampi a iniezione per plastica morbida: risolvere le sfide più impegnative relative ai componenti
Scritto da
Precisione JS
Pubblicato
Apr 09 2026
Stampi per iniezione
Seguici
Gli stampi per iniezione di plastica morbida svolgono un ruolo molto importante nel trasformare le parti in plastica morbida sotto forma di disegni in prodotti reali. Realizzare un disegno impeccabile di parti in plastica morbida è solo il primo passo.
Quando i disegni vengono trasformati in prodotti reali, problemi come riprese brevi con pareti sottili, segni bianchi durante la sformatura, cambiamenti dimensionali e l'incapacità di soddisfare gli standard di pulizia di livello medico ostacolano il progetto e aumentano i costi?
La complessità dello stampaggio a iniezione di plastica morbida va ben oltre quella della plastica dura e i soliti fornitori di stampi spesso non riescono a trovare un equilibrio tra alta precisione ed alta efficienza.
Inoltre, gli utensili per stampi a iniezione di qualità sono una rarità. Questo articolo metterà in evidenza i sette problemi principali dello stampaggio a iniezione di plastica morbida e offrirà soluzioni provate e testate prodotte in serie dalla Cina.
Tabella riepilogativa delle risposte principali
Sfide principali
Panoramica della soluzione
Risultati finali
Riempimento e Flash a parete sottile
Sistema di ventilazione a livello di 0,01 mm + canale caldo con valvola a spillo
Aumento del 50% nel tasso di successo dello stampaggio della prima prova
Segni bianchi di sformatura e deformazione
Nucleo con rivestimento nanometrico + sformatura assistita ad aria
Tasso di segno bianco ≤0,5%, forza di sformatura ridotta del 70%
Controllo della tolleranza di precisione
Canale dell'acqua di raffreddamento conforme + acciaio metallurgico delle polveri
CPK a lungo termine≥1,33, tolleranza ±0,02 mm
Requisiti di pulizia di grado medico
Cromatura sottovuoto + camera bianca ISO 13485
Zero precipitati, conforme alla FDA
Punti neri di degrado termico del materiale
Controllo della temperatura indipendente PID (differenza di temperatura ≤2℃)
Elimina punti neri, ciclo di stampaggio accorciato del 25%
Resistenza alla pelatura delle colle morbide e dure
Struttura micro aletta + pretrattamento al plasma
Resistenza alla pelatura ≥5N/mm
Tempi di consegna e durata dello stampo
Analisi DFM del processo completo + simulazione del flusso dello stampo
Consegna dei campioni in 45 giorni, durata garantita di 100.000 cicli
Concetti principali
JS Precision offre assistenza basata su dati misurabili per affrontare i punti critici dello stampaggio a iniezione di plastica morbida, consentendo così ai clienti di controllare in modo sicuro i rischi di produzione.
Le tolleranze dimensionali possono essere mantenute in modo affidabile entro 0,02 mm, soddisfacendo così non solo i severi requisiti del settore medico ma anche quelli dell'industria automobilistica.
I tempi di consegna sono stati ridotti a 45 giorni, l'esecuzione dell'analisi del flusso dello stampo pre-elaborazione può affrontare e prevenire con successo il verificarsi di diversi rischi durante la produzione, che arrivano in una fase successiva.
Milioni di pezzi prodotti rispetteranno costantemente gli standard di qualità per tutta la vita dello stampo, il che aiuterà a ridurre al minimo i costi di produzione dei clienti nel lungo periodo.
In che modo gli stampi a iniezione per plastica morbida di JS Precision ottimizzano le vostre parti?
Il valore principale degli stampi a iniezione per plastica morbida è trasformare i vantaggi delle parti in plastica morbida progettate nei vantaggi tangibili di una produzione affidabile su larga scala. Ciò non è possibile senza una conoscenza tecnica approfondita e un'esperienza pratica.
JS Precision assiste da anni le aziende di stampaggio a iniezione di plastica morbida e può supportarti mettendo a tua disposizione un team di ingegneri che lavorano nel settore da oltre 20 anni e possono aiutarti a risolvere vari complessi problemi di stampaggio di parti in plastica morbida.
I nostri utensili per stampi a iniezione sono sottoposti a rigorosi test di qualità e verifica della produzione di massa, rispettiamo lo standard di precisione per stampi a iniezione ISO 294-1:2018, quindi non dovrai preoccuparti di stampi di bassa qualità.
Supponi di trovarti nella stessa situazione di uno dei principali clienti nordamericani di dispositivi medici:
Le parti del connettore del laccio emostatico in TPE hanno una parete molto sottile di soli 0,5 mm e durante lo stampaggio di prova si verificano problemi molto gravi di cortocircuiti e carbonizzazione e il valore CPK è solo 0,8, quindi non supererai la certificazione ISO 13485.
Se riscontri questo problema, puoi fare affidamento su JS Precision per creare stampi per iniezione di plastica morbida unici per te, per ottimizzare il sistema di ventilazione e il design di gestione termica.
Infine, ciò può consentirti di portare il tasso di difetti dal 25% allo 0,8%, aumentare il CPK a 1,42 e ottenere l'approvazione FDA 510(k) con 3 settimane di anticipo, senza ritardi nel progetto e costi aggiuntivi.
La ricerca dimostra i vantaggi reali derivanti dalla scelta dei giusti stampi per iniezione di plastica morbida:
Gli stampi per iniezione di plastica morbida di JS Precision sono in grado di aumentare del 50% il tasso di successo dello stampaggio della prima prova, con la conseguente riduzione degli sprechi di tempo e costidovuta alle ripetute prove di stampaggio.
La durata dello stampo è regolarmente superiore a 100.000 cicli, con il risultato che i costi di sostituzione dello stampo a lungo termine saranno inferiori e i tempi di consegna saranno inferiori del 30% rispetto alla media del settore, il che significa che sarai in grado di immettere il tuo prodotto sul mercato più rapidamente.
Che si tratti dei severi criteri di pulizia per le parti stampate a iniezione di grado medico o delle strette tolleranze di precisione per le parti stampate a iniezione di plastica di grado automobilistico, JS Precision è in grado di presentare soluzioni quantificabili e tracciabili persoddisfare esattamente le vostre esigenze personalizzate in vari campi.
La scelta di un fornitore professionale di stampi a iniezione per plastica morbida può farti risparmiare tempo e costi significativi. Invia subito i tuoi disegni 3D per ricevere un'analisi DFM gratuita 24 ore su 24 e un rapporto di valutazione del progetto.
In che modo gli stampi a iniezione per plastica morbida possono risolvere i problemi di riempimento insufficiente e bordi infiammabili nelle parti in gomma morbida a parete sottile?
Dopo aver individuato i principali problemi di fiducia dello stampaggio a iniezione di plastica morbida, esaminiamo ora il problema del riempimento a pareti sottili. Per le parti in plastica morbida con uno spessore della parete inferiore a 0,6 mm, gli modelli a iniezione di plastica morbidi possono gestire questo problema migliorando lo sfiato e il bilanciamento del punto di iniezione.
La chiave è un canale caldo con valvola a spillo per il riempimento controllato e un design della scanalatura di sfiato del vuoto con un livello di precisione di 0,01 mm, che consente l'espulsione dei gas nella cavità in pochi millisecondi.
Il dilemma della modanatura a parete sottile: un'analisi contrastante tra inquadrature brevi e flash
La fluidità delle plastiche morbide a pareti sottili come il TPU diminuisce drasticamente con la riduzione dello spessore delle pareti. Negli stampi standard, profondità di sfiato superiori a 0,03 mm causano facilmente bave mentre inferiori a 0,02 mm portano a trappole d'aria.
La piccola finestra del processo non consente di ottenere contemporaneamente riempimento e stampaggio senza bave, un incubo per i clienti.
Fondamentalmente è come gonfiare un palloncino. Se lo sfiato è molto grande, perde aria e fa più male che bene, se è molto piccolo, non si gonfierà affatto. Quindi trovare la taglia giusta è estremamente difficile.
Effetto sinergico del livello di ventilazione di 0,01 mm e dello stampaggio a iniezione con risposta ad alta velocità
I centri di lavoro JS Precision sono in grado di controllare la tolleranza di profondità delle scanalature di ventilazione sull'intera periferia con precisione entro 0,01 mm. Questo, insieme al controllo della temporizzazione del canale caldo della valvola a spillo, elimina completamente le linee di saldatura, bilancia la pressione nella cavità e consente il riempimento uniforme di stampi a pareti sottili.
Perché il tasso di successo del primo stampaggio di prova è aumentato del 50%
L'analisi del flusso dello stampo indica che la pressione di riempimento e la forza di bloccaggio prima dell'ottimizzazione erano rispettivamente di 180 MPa e 3500 kN.
Utilizzando i nostri stampi a iniezione per plastica morbida, queste forze sono stateridotte rispettivamente a 130 MPa e 2800 kN. Un primo stampaggio di prova riuscito può far risparmiare circa due settimane di tempo di consegna del campione, nonché un paio di spese di modifica di $ 5000 o più.
Vuoi risolvere il problema delle bave a pareti sottili? Scarica il white paper tecnico sugli stampi a iniezione per plastica morbida per padroneggiare rapidamente le tecniche di ottimizzazione dello sfiato e migliorare facilmente la velocità di stampaggio delle parti stampate a iniezione in plastica.
Figura 1: due parti nere stampate a iniezione con fori centrali e bordi modellati sono visualizzate fianco a fianco, con la parte sinistra che mostra un bordo ruvido e imperfetto e la parte destra che appare liscia.
Come controllare stabilmente la tolleranza dimensionale entro ± 0,02 mm quando si producono parti di precisione in plastica stampate a iniezione?
Una volta risolto il problema delle pareti sottili, la tolleranza di precisione è diventata un requisito fondamentale e fondamentale, soprattutto nei settori medico e automobilistico.
Poiché il ritiro della plastica morbida è fortemente influenzato dalla temperatura dello stampo, l'acciaio dello stampo deve essere ricostruito non solo attraverso la conduzione del calore ma anche attraverso i meccanismi di compensazione del ritiro.
La chiave del successo dell'iniezione di plastica morbida è la qualità degli stampi a iniezione di alta qualità e la precisione degli utensili che devono soddisfare gli standard ISO 294-2:2018 per gli stampi a iniezione.
Gestione delle fluttuazioni della temperatura del materiale: i vantaggi della stabilità termica dell'acciaio per stampi mediante metallurgia delle polveri
L'acciaio ordinario P20 ha un coefficiente di dilatazione termica di 12,5×10^-6/℃. Il coefficiente di dilatazione termica dell'acciaio metallurgico delle polveri (ad esempio ASP 23) è molto più basso,solo 10,8×10^-6/℃.
Questa proprietà di avere un'elevata conduttività termica aiuta a ridurre le fluttuazioni di temperatura dello stampo, prevenendo così la deformazione dello stampo e mantenendo la stabilità dimensionale delle parti in plastica stampate ad iniezione.
L'influenza decisiva della progettazione conformale dei canali di raffreddamento sull'uniformità del ritiro
I canali di raffreddamento di perforazione convenzionali provocano una fluttuazione della temperatura dello stampo di ±10℃, mentre i canali di raffreddamento conformato della stampa 3D possono ridurre tali fluttuazioni a ±2℃. Una migliore uniformità della temperatura dello stampo aiuta a ottenere un restringimento stabile della plastica morbida e quindi a evitare deviazioni dimensionali.
Vale a dire, riscaldare una torta in modo uniforme è così. Normalmente i canali di raffreddamento cuociono solo una parte della torta, lasciando la parte esterna bruciata e quella interna cruda. Al contrario, i canali di raffreddamento conformati forniscono il riscaldamento da tutti i lati, in modo che la torta sia cotta e abbia una consistenza uniforme.
Tipo di acciaio per stampi
Coefficiente di dilatazione termica (×10^-6/℃)
Fluttuazione della temperatura dello stampo (℃)
Intervallo di controllo della tolleranza (mm)
Valore CPK a lungo termine
Acciaio P20 ordinario
12.5
±10
±0,05-0,08
≤0.8
Acciaio metallurgico alle polveri (ASP 23)
10.8
±2
±0,02
≥1.33
Acciaio metallurgico alle polveri (S136)
11.2
±3
±0,025
≥1.2
Acciaio per stampi per lavorazione a caldo H13
11.8
±5
±0,03-0,04
≥1.0
Controllo del processo a ciclo chiuso: la compensazione online del ritiro garantisce CPK ≥1,33 per milioni di parti
Le comunicazioni di dati in tempo reale tra la macchina per lo stampaggio a iniezione e i sensori dello stampo consentono a JS Precision di regolare i punti di commutazione della pressione di mantenimento in risposta ai cambiamenti di viscosità della plastica morbida.
In che modo gli stampi a iniezione per plastica morbida possono evitare smagliature su parti ad alta elasticità durante la sformatura?
L'aspetto delle parti in TPE/TPU che hanno un'elevata elasticità sarà danneggiato perché sviluppano smagliature quando vengono rimosse dagli stampi.
JS Precision utilizza la tecnologia di espulsione assistita dall'aria e di nanorivestimento nei suoi stampi a iniezione di plastica morbida per ridurre la resistenza alla sformatura, con conseguente eliminazione di segni bianchi che avrebbero influito sulla qualità dei componenti in plastica stampati a iniezione.
Doppio effetto del coefficiente di attrito e dell'adesione al vuoto
L'"effetto ventosa" del TPE/TPU provoca una maggiore resistenza alla sformatura quando si attacca alle superfici lucide. Le industrie mediche e alimentari si trovano ad affrontare restrizioni sui tradizionali agenti distaccanti a causa del loro potenziale di causare contaminazione.
Parametri di applicazione del meccanismo di espulsione dell'aria e di estrazione sequenziale del nucleo in strutture a cavità profonda
La valvola di espulsione dell'aria si apre con 50 ms di anticipo per rilasciare il vuoto prima dell'azione di espulsione, il meccanismo sequenziale di estrazione del nucleo può rilasciare in anticipo la forza di bloccaggio sottosquadro, prevenendo danni alle parti e garantendo l'integrità dei componenti in plastica stampati a iniezione.
Metodo di trattamento della superficie
Coefficiente di attrito (TPE/stampo)
Forza di sformatura (N)
Tasso di macchie bianche (%)
Scenari applicabili
Lucidatura ordinaria
0,45
850
12.3
Parti con requisiti di aspetto ordinario
DLC Rivestimento simile al diamante
0.12
255
0.3
Parti con requisiti di aspetto di grado medico
Rivestimento impregnante PTFE
0.15
298
0.4
Parti adatte al contatto alimentare
Rivestimento nano ceramico
0.11
238
0.2
Componenti interni automobilistici di fascia alta
Confronto effettivo della riduzione del 70% della forza di sformatura
Il coefficiente di attrito tra il TPE e lo stampo in questa fase aveva un valore di 0,45 mentre la forza di sformatura misurata a 850 N e il tasso di macchie bianche hanno raggiunto il 12,3%.
Il tasso di macchie bianche è sceso a ≤0,5%, soddisfacendo i requisiti di prodotto di fascia alta, mentre i valori post-rivestimento hanno raggiunto 0,12 per il coefficiente di attrito e 255N per la forza di sformatura.
Le parti dello stampo a iniezione di grado medico non richiedono sbavature o precipitati, il tuo stampo può soddisfare lo standard di pulizia ISO 13485?
Lo stampaggio a iniezione di grado medico richiede che le parti abbiano le superfici di divisione prive di bave superiori a 0,02 mm e che i loro componenti non presentino trasudazioni di olio perché questi fattori creano rischi per la sicurezza del prodotto.
JS Precision utilizza la cromatura sotto vuoto insieme all'assemblaggio in camera bianca ISO 13485 per raggiungere gli standard prestazionali dei componenti per stampi a iniezione.
Specifiche di produzione e assemblaggio di stampi per camere bianche ISO 13485
JS Precision gestisce il processo di assemblaggio degli stampi all'interno di una camera bianca di Classe 10.000. L'organizzazione mantiene gli standard delle camere bianche attraverso l'abbigliamento dei lavoratori nelle camere bianche, il trattamento antipolvere per tutti gli strumenti e l'applicazione di lubrificanti per camere bianche insieme a prodotti antiruggine di grado medico che preservano l'integrità dello stampo.
Processo di cromatura sotto vuoto: eliminazione di bave microscopiche ed essudazione sulla superficie di separazione dalla fonte
Lo strato di cromatura sottovuoto di 20-50μm di spessore crea una barriera che blocca lo sviluppo batterico prevenendo le emissioni di gas attraverso i micropori dell'acciaio.
I risultati della pulizia ad ultrasuoni hanno mostrato che gli stampi normali avevano 120 particelle rimanenti per 100 cm² mentre gli stampi cromati avevano solo 8 particelle per 100 cm², rispettando gli standard di pulizia medica.
Revisione accelerata da parte della FDA: rapporti tracciabili sullo stampaggio di prova e certificati dei materiali
L'organizzazione fornisce ai clienti una documentazione completa che include certificati dei materiali 3.1B e curve di trattamento termico che consentono ai clienti di ridurre i tempi di preparazione dell'audit FDA di 3-4 settimane mentre accelerano l'introduzione del prodotto.
Hai bisogno di una soluzione per parti di stampi a iniezione di grado medico? Calcolo gratuito dei costi. JS Precision ti aiuta a ottenere rapidamente la certificazione ISO 13485 e a portare avanti senza problemi la revisione della FDA.
Figura 2: Un tecnico con indumenti protettivi ispeziona componenti medici trasparenti al microscopio in una camera bianca, con macchinari per lo stampaggio a iniezione sullo sfondo, evidenziando una produzione di precisione.
Come prevenire macchie nere e bruciature negli stampi di componenti in plastica stampati a iniezione per plastica morbida sensibile al calore (TPU/TPE)?
Il materiale TPU/TPE subisce un degrado quando rimane all'interno del corridore ad alta temperatura per più di 5 minuti, provocando macchie nere e bruciature. JS Precision risolve completamente questo problema grazie al controllo della temperatura della zona PID e al design del canale senza angoli morti negli stampi a iniezione di plastica morbida.
Analisi del meccanismo di degrado termico: rischio quantitativo di superamento del tempo di permanenza e della temperatura dello stampo
Il TPU ha una finestra di stabilità termica chiaramente definita: tempo di permanenza sicuro di 5 minuti a 180℃, che si riduce a 2 minuti a 190℃, e a 200℃ il materiale può resistere solo 30 secondi. L'uso di serpentine di riscaldamento tradizionali comporta un superamento della temperatura di 10-15 ℃, che porta a tassi di difetti del prodotto superiori al 15%.
Sistema di controllo della temperatura a zona indipendente PID: ottenere una gestione precisa entro una differenza di temperatura di 2 ℃
La stabilità degli algoritmi PID supera quella dei metodi di controllo della temperatura on/off. Gli stampi per iniezione di plastica morbida dividono la cavitàin 4-8 zone di temperatura indipendenti, che includono sensori dedicati che mantengono una differenza di temperatura dello stampo di 2 ℃ o meno per prevenire il degrado del materiale.
Esempio di applicazione di canali d'acqua conformi stampati in 3D per l'eliminazione delle zone morte nei corridori
Lo strato di ritenzione nel punto di svolta dei canali di flusso tradizionali è di 0,8 mm, che è facile da degradare. Il canale di stampa 3D non ha angoli morti, con uno strato di ritenzione di soli 0,1 mm. Dopo aver eliminato i punti neri, il ciclo di stampaggio viene ridotto del 25% e vengono prodotte altre 30 parti stampate a iniezione in plastica all'ora.
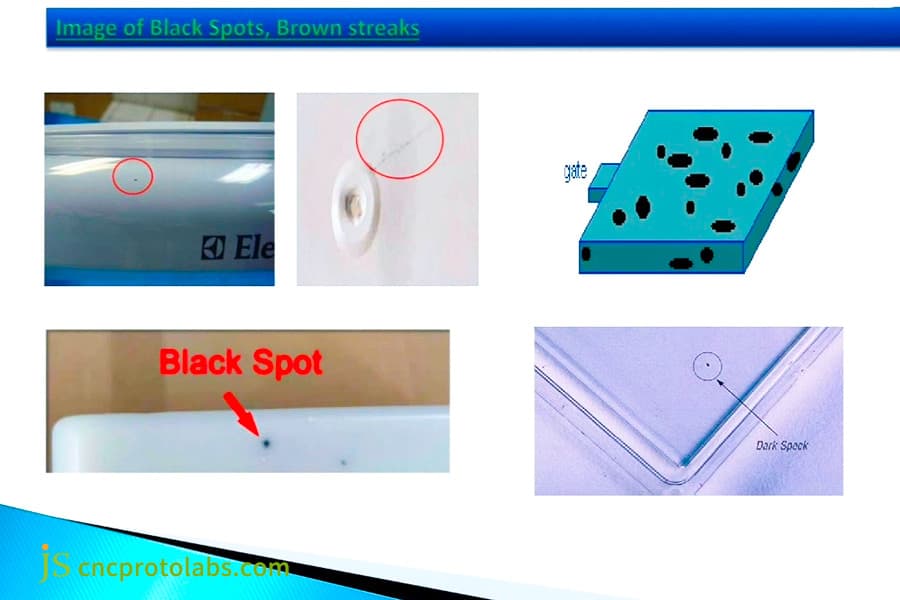
Figura 3: un'immagine composita che mostra viste ravvicinate di parti stampate a iniezione con vari difetti superficiali, tra cui macchie nere e strisce marroni, contrassegnate per l'analisi e la prevenzione.
Come garantire che la forza di adesione degli stampi a iniezione per plastica morbida non si stacchi durante lo stampaggio a iniezione composito di adesivi morbidi e duri?
La delaminazione interfacciale si verifica frequentemente tra la plastica morbida e i materiali plastici duri durante lo stampaggio a iniezione di compositi, il che si traduce in valori di forza di adesione che scendono al di sotto di 2 N/mm.
La struttura a micro ardiglione e il pretrattamento al plasma degli stampi a iniezione di plastica morbida di JS Precision aumentano la resistenza alla delaminazione fino ad almeno 5 N/mm, il che garantisce che le parti stampate a iniezione di plastica rimangano stabili.
Specifiche di progettazione della struttura a micro-barba
L'area in plastica dura dello stampo contiene micro punte che si estendono tra 0,1 e 0,2 millimetri nel materiale dello stampo e misurano tra 0,3 e 0,5 millimetri di larghezza.
Questo processo crea un forte legame tra la plastica morbida e quella dura, che mantiene l'integrità durante l'apertura secondaria dello stampo per sviluppare un blocco meccanico affidabile.
La plastica morbida funziona come il tessuto non tessuto in Velcro, mentre le micro punte in plastica dura funzionano come il gancio in Velcro. I due materiali creano un legame solido che rimane intatto finché qualcuno non lo rompe intenzionalmente.
Il pretrattamento al plasma migliora il valore Dyne superficiale a 72 m·N/m
Gli ugelli del plasma a pressione atmosferica puliscono la superficie rimuovendo olio e impurità presenti dopo il processo di stampaggio della plastica dura. Questo processo aumenta il valore dyne da 38 mN/m a 72 mN/m migliorando il modo in cui le plastiche morbide e dure aderiranno insieme.
Verifica standard per interni automobilistici: supera i doppi test di affidabilità per resistenza alla pelatura e resistenza agli agenti atmosferici
Lo standard per interni automobilistici VW TL 52642 richiede una resistenza alla pelatura ≥4 N/mm. La soluzione di JS Precision raggiunge più di 5 N/mm perché ha mantenuto l'integrità del giunto senza staccarsi o rompersi durante i test di resistenza agli agenti atmosferici che variavano da -40 ℃ a 80 ℃.
I vostri stampi per iniezione in plastica morbida possono essere consegnati entro 45 giorni e soddisfare una durata a fatica di 100.000 cicli?
Grazie a questo processo è possibile ottenere sia un'elevata precisione che tempi di consegna brevi. JS Precision fornisce stampi per iniezione di plastica morbida che verranno consegnati entro 45 giorni dal completamento dell'analisi DFM pre-trattamento utilizzando acciaio ad alta tenacità.
Risposta 24 ore su 24 ai report DFM e analisi del flusso dello stampo
I rapporti DFM forniscono analisi sullo spessore delle pareti e sull'angolo di sformo che aiutano a identificare potenziali rischi del progetto. Il team conduce l'analisi del flusso dello stampo e i processi di ordinazione dell'acciaio contemporaneamente mentre progettano le attrezzature per stampi a iniezione.
Ingegneria di vita dello stampo: l'acciaio ad alta tenacità garantisce 100.000 cicli senza guasti
I componenti in acciaio SKD11/M390 dei cursori e dei pilastri di guida raggiungono una durezza tra HRC 58 e HRC 62 dopo aver subito un trattamento criogenico. Il sistema di guida della piastra di espulsione riceve un rinforzo che consente 100.000 aperture e chiusure perfette dello stampo riducendo al contempo le spese di manutenzione.
Tracciabilità dei dati delle prove di fatica e termini di garanzia
JS Precision offre riparazioni gratuite delle parti soggette a usura per i clienti che raggiungono 100.000 cicli o completano un anno di funzionamento, incluso un rapporto monitorabile sul test di fatica del primo pezzo per dimostrare che gli stampi a iniezione di plastica morbida funzioneranno secondo il loro ciclo di vita previsto.
JS Precision produce connettori per laccio emostatico in TPE di grado medico: risolve le sfide legate alle pareti sottili e alle tolleranze strette
Questa sezione illustra, attraverso casi di studio reali, come le parti in plastica morbida di grado medico utilizzano stampi a iniezione in plastica morbida per risolvere varie sfide operative. Il cliente è un'azienda medica internazionale e i connettori per laccio emostatico in TPE hanno requisiti estremamente elevati di precisione e pulizia.
Sfide incontrate:
La parte ha uno spessore della parete di 0,5 mm con un'elevata viscosità del TPE, che provoca stampaggi brevi durante lo stampaggio di prova perché il materiale riempie solo il 75% dello stampo mentre l'estremità distale subisce danni da bruciatura.
La scanalatura dell'anello di tenuta ha una tolleranza di 0,02 mm, ma il valore CPK iniziale è pari a 0,8. Il progetto necessita della certificazione ISO 13485 per procedere, ma gli stampi ordinari non possono soddisfare gli standard richiesti, il che comporta ritardi nel progetto e costi di stampaggio di prova di 10.000 dollari aggiuntivi.
Soluzione (eseguita da JS Precision)
JS Precision ha creato stampi personalizzati per iniezione di plastica morbida, che ha migliorato attraverso tre diversi miglioramenti.
1. Progettazione di stampi:
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Risultati finali
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.
Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
Domande frequenti
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Riepilogo
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.
Esonero di responsabilità
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com