

Les moules d'injection de plastique souple jouent un rôle très important dans la transformation de pièces en plastique souple sous forme de dessins en produits réels. Réaliser un dessin de pièce en plastique souple impeccable n'est que la première étape.
Lorsque les dessins sont transformés en produits réels, des problèmes tels que des plans courts à parois minces, des marques blanches lors du démoulage, des changements dimensionnels et l'incapacité de répondre aux normes de propreté de qualité médicale freinent-ils votre projet et augmentent vos coûts ?
La complexité du moulage par injection de plastique souple va bien au-delà de celle des plastiques durs, et les fournisseurs de moules habituels sont souvent incapables de trouver un équilibre entre haute précision et haute efficacité.
En outre, les outillages de moulage par injection de qualité sont rares. Cet article mettra en lumière les sept problèmes majeurs du moulage par injection de plastique souple et vous proposera des solutions produites en série et testées en provenance de Chine.
Tableau récapitulatif des réponses principales
|
Défis principaux
|
Présentation de la solution
|
Livrables
|
|---|---|---|
|
Remplissage et Flash à parois minces
|
Système de ventilation de niveau 0,01 mm + canaux chauds à vanne à pointeau
|
Augmentation de 50 % du taux de réussite du premier essai de moulage
|
|
Marques blanches et déformation du démoulage
|
Noyau nano-revêtu + démoulage assisté par air
|
Taux de marques blanches ≤0,5 %, force de démoulage réduite de 70 %
|
|
Contrôle de tolérance de précision
|
Canal d'eau de refroidissement conforme + acier de métallurgie des poudres
|
CPK à long terme≥1,33, tolérance ±0,02 mm
|
|
Exigences de propreté de qualité médicale
|
Chrome sous vide + salle blanche ISO 13485
|
Zéro précipité, conforme à la FDA
|
|
Taches noires de dégradation thermique du matériau
|
Contrôle de température indépendant PID (différence de température ≤2℃)
|
Élimine les points noirs, cycle de moulage raccourci de 25%
|
|
Résistance au pelage des colles souples et dures
|
Structure micro-barbe + prétraitement plasma
|
Résistance au pelage ≥5N/mm
|
|
Délai de livraison et durée de vie du moule
|
Analyse DFM complète du processus + simulation de flux de moule
|
Livraison d'échantillons sous 45 jours, durée de vie garantie de 100 000 cycles
|
Points clés à retenir
- JS Precision offre une assistance en matière de données mesurables pour résoudre les problèmes liés au moulage par injection de plastique souple, permettant ainsi aux clients de contrôler en toute sécurité les risques de production.
- Les tolérances dimensionnelles peuvent être maintenues de manière fiable à moins de 0,02 mm, répondant ainsi non seulement aux exigences strictes du secteur médical, mais également à celles de l'industrie automobile.
- Le délai de livraison a été raccourci à 45 jours. La réalisation d'une analyse du flux de moule avant le traitement peut permettre de gérer et de prévenir avec succès l'apparition de différents risques pendant la production, qui surviennent à un stade ultérieur.
- Des millions de pièces produites répondront systématiquement aux normes de qualité tout au long de la durée de vie du moule, ce qui contribuera à minimiser les coûts de production des clients à long terme.
Comment les moules d'injection plastique souple de JS Precision optimisent-ils vos pièces ?
La principale valeur des moules d'injection de plastique souple est de transformer les avantages des pièces en plastique souple que vous avez conçues en avantages tangibles d'une production fiable à grande échelle. Cela n'est pas possible sans une compréhension technique approfondie et une expérience pratique.
JS Precision aide les entreprises de moulage par injection de plastique souple depuis des années et peut vous soutenir en vous offrant une équipe d'ingénieurs qui travaillent dans l'industrie depuis plus de 20 ans et peuvent vous aider à résoudre divers problèmes complexes de moulage de pièces en plastique souple.
Nos outils de moulage par injection sont soumis à des tests de qualité rigoureux et à une vérification de la production de masse. Nous nous conformons à la norme de précision des moules à injection ISO 294-1:2018, vous ne serez donc pas vraiment préoccupé par les moules de mauvaise qualité.
Supposons que vous soyez dans la même situation qu'un important client nord-américain de dispositifs médicaux :
Vos pièces de connecteur de garrot TPE ont une paroi très fine de seulement 0,5 mm et lors de l'essai de moulage, vous rencontrez des très sérieux problèmes de tir court et de carbonisation et votre valeur CPK n'est que de 0,8, vous ne passerez donc pas la certification ISO 13485.
Si vous rencontrez ce problème, vous pouvez compter sur JS Precision pour créer pour vous des moules d'injection de plastique souple uniques, afin d'optimiser le système de ventilation et la conception de la gestion thermique.
Enfin, cela peut vous permettre de porter le taux de défauts de 25 % à 0,8 %, d'augmenter le CPK à 1,42 et d'obtenir l'approbation FDA 510(k) 3 semaines à l'avance, sans retard de projet ni coûts supplémentaires.
La recherche démontre les réels avantages de choisir les bons moules d'injection de plastique souple :
Les moules d'injection de plastique souple de JS Precision sont capables d'améliorer de 50 % votre taux de réussite de moulage lors du premier essai, ce qui entraîne une réduction du gaspillage de temps et d'argent dû aux essais de moulage répétés.
La durée de vie des moules est régulièrement supérieure à 100 000 cycles, ce qui signifie que vos coûts de remplacement de moules à long terme seront inférieurs et que les délais de livraison sont 30 % inférieurs à la moyenne du secteur, ce qui signifie que vous pourrez commercialiser votre produit plus rapidement.
Qu'il s'agisse des critères de propreté stricts pour les pièces moulées par injection de qualité médicale ou des tolérances de précision strictes pour les pièces moulées par injection plastique de qualité automobile, JS Precision est capable de présenter des solutions quantifiables et traçables pour satisfaire exactement vos besoins personnalisés dans divers domaines.
Choisir un fournisseur professionnel de moules d'injection plastique souple peut vous faire économiser beaucoup de temps et d'argent. Soumettez vos dessins 3D dès maintenant pour recevoir gratuitement un rapport d'analyse DFM et d'évaluation de projet 24 heures sur 24.
Comment les moules d'injection de plastique souple peuvent-ils résoudre les problèmes de remplissage insuffisant et de bords courbés dans les pièces en caoutchouc souple à paroi mince ?
Après avoir identifié les principaux problèmes de confiance liés au moulage par injection de plastique souple, nous examinons ensuite le problème du remplissage à paroi mince. Pour les pièces en plastique souple avec une épaisseur de paroi inférieure à 0,6 mm, les moules d'injection plastique souples peuvent résoudre ce problème en améliorant la ventilation et l'équilibre des portes.
La clé est un canal chaud de type vanne à pointeau pour un remplissage contrôlé et une conception de rainure de ventilation sous vide avec un niveau de précision de 0,01 mm, permettant aux gaz présents dans la cavité d'être expulsés en quelques millisecondes seulement.
Le dilemme du moulage à paroi mince : une analyse contradictoire des plans courts et du flash
La fluidité des plastiques souples à parois minces comme le TPU, diminue considérablement avec la réduction de l'épaisseur de la paroi. Dans les moules standards, des profondeurs d'aération supérieures à 0,03 mm provoquent facilement des bavures, tandis qu'une profondeur inférieure à 0,02 mm entraîne des pièges à air.
La petite fenêtre de processus ne permet pas d'obtenir simultanément un remplissage et un moulage sans bavure, un cauchemar pour le client.
En gros, c'est la même chose que gonfler un ballon. Si l'évent est très grand, il laisse échapper de l'air et fait plus de mal que de bien, s'il est très petit, il ne sera pas gonflé du tout. Il est donc extrêmement difficile de trouver la bonne taille.
Effet synergique du niveau de ventilation de 0,01 mm et du moulage par injection à réponse à grande vitesse
Les centres d'usinage JS Precision sont capables de contrôler la tolérance de profondeur des rainures d'aération sur toute la périphérie avec une précision de 0,01 mm. Ceci, associé au contrôle de synchronisation des canaux chauds par vanne à pointeau, élimine complètement les lignes de soudure, équilibre la pression de la cavité et permet un remplissage uniforme des moules à parois minces.
Pourquoi le taux de réussite du premier essai de moulage a augmenté de 50 %
L'analyse du flux de moule indique que la pression de remplissage et la force de serrage avant optimisation étaient respectivement de 180 MPa et 3 500 kN.
Grâce à nos moules d'injection de plastique souple, ces forces ont été abaissées à 130 MPa et 2 800 kN respectivement. Un premier moulage d'essai réussi peut permettre d'économiser environ deux semaines de délai de livraison des échantillons ainsi que quelques dépenses de modification de 5 000 $ ou plus.
Vous voulez résoudre le problème des flashs à parois fines ? Téléchargez le livre blanc technique sur les moules d'injection plastique souple pour maîtriser rapidement les techniques d'optimisation de la ventilation et améliorer facilement le taux de réussite du moulage des pièces moulées par injection plastique.

Figure 1 : Deux pièces noires moulées par injection avec des trous centraux et des bords à motifs sont affichées côte à côte, la partie gauche présentant un bord rugueux et imparfait et la partie droite semblant lisse.
Comment contrôler de manière stable la tolérance dimensionnelle à ± 0,02 mm lors de la production de pièces moulées par injection plastique de précision ?
Une fois le problème des parois minces résolu, la tolérance de précision est devenue une exigence fondamentale, en particulier dans les secteurs médical et automobile.
Étant donné que le retrait du plastique souple est fortement influencé par la température du moule, l'acier du moule doit être reconstruit non seulement par conduction thermique, mais également par les mécanismes de compensation du retrait.
La clé du succès de l'injection de plastique souple réside dans la qualité des moules d'injection de haute qualité et la précision de leurs outils doit être conforme aux normes ISO 294-2:2018 pour les moules à injection.
Gestion des fluctuations de température des matériaux : les avantages en matière de stabilité thermique de l'acier pour moules de métallurgie des poudres
L'acier P20 ordinaire a un coefficient de dilatation thermique de 12,5×10^-6/℃. Le coefficient de dilatation thermique de l'acier de métallurgie des poudres (par exemple, ASP 23) est beaucoup plus faible, seulement 10,8×10^-6/℃.
Cette propriété d'avoir une conductivité thermique élevée aide à réduire les fluctuations de température du moule, empêchant ainsi la déformation du moule et maintenant la stabilité dimensionnelle des pièces moulées par injection plastique.
L'influence décisive de la conception conforme des canaux de refroidissement sur l'uniformité du retrait
Les canaux de refroidissement de forage conventionnels font fluctuer la température du moule de ± 10 ℃, tandis que les canaux de refroidissement conformes à l'impression 3D peuvent réduire ces fluctuations à ± 2 ℃. Une meilleure uniformité de la température du moule permet de obtenir un retrait stable du plastique souple et donc d'éviter les écarts dimensionnels.
C'est-à-dire que chauffer un gâteau uniformément, c'est comme ça. Normalement, les canaux de refroidissement ne cuisent qu’une partie du gâteau, laissant la face extérieure brûlée et la face intérieure crue. À l'inverse, des canaux de refroidissement conformes assurent une chaleur de tous les côtés, de sorte que le gâteau soit bien cuit et ait une texture uniforme.
|
Type d'acier moulé
|
Coefficient de dilatation thermique (×10^-6/℃)
|
Fluctuation de la température du moule (℃)
|
Plage de contrôle de tolérance (mm)
|
Valeur CPK à long terme
|
|---|---|---|---|---|
|
Acier P20 ordinaire
|
12.5
|
±10
|
±0,05-0,08
|
≤0,8
|
|
Acier pour la métallurgie des poudres (ASP 23)
|
10.8
|
±2
|
±0,02
|
≥1,33
|
|
Acier pour la métallurgie des poudres (S136)
|
11.2
|
±3
|
±0,025
|
≥1.2
|
|
Acier pour moules pour travail à chaud H13
|
11.8
|
±5
|
±0,03-0,04
|
≥1.0
|
Contrôle des processus en boucle fermée : la compensation du retrait en ligne garantit un CPK ≥1,33 pour des millions de pièces
Les communications de données en temps réel entre la machine de moulage par injection et les capteurs du moule permettent à JS Precision d'ajuster les points de commutation de pression de maintien en réponse aux changements de viscosité du plastique mou.
Cela garantit que les pièces moulées par injection plastique conservent leurs dimensions même sur des millions de cycles avec un CPK 1.33 à long terme.
Comment les moules d'injection de plastique souple peuvent-ils éviter les vergetures sur les pièces à haute élasticité lors du démoulage ?
L'apparence des pièces en TPE/TPU qui ont une grande élasticité sera endommagée car elles développent des vergetures lorsqu'elles sont retirées de leurs moules.
JS Precision utilise une technologie d'éjection assistée par air et de nano-revêtement dans ses moules d'injection de plastique souple pour réduire la résistance au démoulage, ce qui entraîne l'élimination des marques blanches qui auraient affecté la qualité des composants en plastique moulés par injection.
Double effet de coefficient de friction et d'adhérence sous vide
L'effet ventouse du TPE/TPU provoque une résistance accrue au démoulage lorsqu'il se fixe sur des surfaces polies. Les industries médicale et alimentaire sont confrontées à des restrictions sur les agents de démoulage traditionnels en raison de leur potentiel de contamination.
Paramètres d'application du mécanisme d'éjection d'air et d'extraction séquentielle du noyau dans les structures à cavité profonde
La soupape d'éjection d'air s'ouvre 50 ms à l'avance pourlibérer le vide avant l'action d'éjection, le mécanisme de traction séquentielle du noyau peut libérer la force de serrage en contre-dépouille à l'avance, évitant ainsi d'endommager les pièces et garantissant l'intégrité des composants en plastique moulés par injection.
|
Méthode de traitement de surface
|
Coefficient de friction (TPE/Moule)
|
Force de démoulage (N)
|
Taux de taches blanches (%)
|
Scénarios applicables
|
|---|---|---|---|---|
|
Polissage ordinaire
|
0,45
|
850
|
12.3
|
Pièces avec exigences d'apparence ordinaires
|
|
Revêtement DLC de type diamant
|
0,12
|
255
|
0.3
|
Pièces avec exigences d'apparence de qualité médicale
|
|
Revêtement d'imprégnation PTFE
|
0,15
|
298
|
0.4
|
Pièces de qualité contact alimentaire
|
|
Revêtement nano-céramique
|
0.11
|
238
|
0.2
|
Pièces intérieures automobiles haut de gamme
|
Comparaison réelle de 70 % de réduction de la force de démoulage
Le coefficient de frottement entre le TPE et le moule à ce stade avait une valeur de 0,45 tandis que la force de démoulage mesurée à 850N et le taux de taches blanches atteignaient 12,3%.
Le taux de taches blanches a diminué à ≤0,5 %, ce qui répond aux exigences des produits haut de gamme, tandis que les valeurs après revêtement ont atteint 0,12 pour le coefficient de friction et 255N pour la force de démoulage.
Les pièces de moulage par injection de qualité médicale ne nécessitent aucune bavure ni précipité. Votre moule peut-il répondre à la norme de propreté ISO 13485 ?
Le moulage par injection de qualité médicale exige que les surfaces de séparation des pièces soient exemptes de bavures supérieures à 0,02 mm et que leurs composants ne présentent aucune exsudation d'huile, car ces facteurs créent des risques pour la sécurité du produit.
JS Precision utilise le chromage sous vide avec un assemblage en salle blanche conforme à la norme ISO 13485 pour atteindre ses normes de performance en matière de pièces de moulage par injection.
Spécifications d'assemblage et de production de moules pour salle blanche ISO 13485
JS Precision exploite son processus d'assemblage de moules dans un environnement de salle blanche de classe 10 000. L'organisation maintient les normes des salles blanches grâce au port des travailleurs en salle blanche et au traitement sans poussière de tous les outils et à l'application de lubrifiants pour salle blanche ainsi que de produits antirouille de qualité médicale qui préservent l'intégrité des moisissures.
Processus de chromage sous vide : élimination des bavures microscopiques et de l'exsudation sur la surface de joint à partir de la source
La couche de chromage sous vide d'une épaisseur de 20 à 50 μm crée une barrière qui bloque le développement bactérien tout en empêchant les émissions de gaz à travers les micropores de l'acier.
Les résultats du nettoyage par ultrasons ont montré que les moules ordinaires contenaient 120 particules restantes par 100 cm², tandis que les moules chromés n'en contenaient que 8 particules par 100 cm², ce qui répondait aux normes de propreté médicale.
Examen accéléré de la FDA : rapports d'essai de moulage et certificats de matériaux traçables
L'organisation fournit à ses clients une documentation complète comprenant des certificats de matériaux 3.1B et des courbes de traitement thermique qui permettent aux clients de réduire le temps de préparation aux audits FDA de 3 à 4 semaines tout en accélérant l'introduction du produit.
Besoin d'une solution de pièces moulées par injection de qualité médicale ? Calcul des coûts gratuit. JS Precision vous aide à obtenir rapidement la certification ISO 13485 et à faire progresser en douceur l'examen FDA.

Figure 2 : Un technicien en tenue de protection inspecte des composants médicaux transparents au microscope dans une salle blanche, avec des machines de moulage par injection en arrière-plan, mettant en évidence une production de précision.
Comment éviter les points noirs et les brûlures dans les moules de composants en plastique moulés par injection pour les plastiques souples sensibles à la chaleur (TPU/TPE) ?
Le matériau TPU/TPE subit une dégradation lorsqu'il reste à l'intérieur du canal haute température pendant plus de 5 minutes, ce qui entraîne des points noirs et des brûlures. JS Precision résout complètement ce problème grâce au contrôle de la température de la zone PID et à une conception de canaux sans angle mort dans les moules d'injection de plastique souple.
Analyse du mécanisme de dégradation thermique : risque quantitatif de temps de séjour et de dépassement de température du moule
Le TPU a une fenêtre de stabilité thermique clairement définie : un temps de séjour sûr de 5 minutes à 180℃, qui est réduit à 2 minutes à 190℃, et à 200℃, le matériau ne peut résister que 30 secondes. L'utilisation de serpentins de chauffage traditionnels entraîne un dépassement de température de 10 à 15 ℃, ce qui entraîne des taux de défauts de produits supérieurs à 15 %.
Système de contrôle de température de zone indépendant PID : obtention d'une gestion précise dans une différence de température de 2 ℃
La stabilité des algorithmes PID dépasse celle des méthodes de contrôle de température marche/arrêt. Les moules d'injection de plastique souple divisent la cavité en 4 à 8 zones de température indépendantes, qui comprennent des capteurs dédiés qui maintiennent une différence de température du moule de 2 ℃ ou moins pour éviter la dégradation du matériau.
Exemple d'application de canaux d'eau conformes imprimés en 3D pour éliminer les zones mortes dans les coureurs
La couche de rétention au point d'inflexion des canaux d'écoulement traditionnels est de 0,8 mm, ce qui est facile à dégrader. Le canal d'impression 3D ne présente aucun coin mort, avec une couche de rétention de seulement 0,1 mm. Après avoir éliminé les points noirs, le cycle de moulage est raccourci de 25 % et 30 pièces supplémentaires moulées par injection de plastique sont produites par heure.
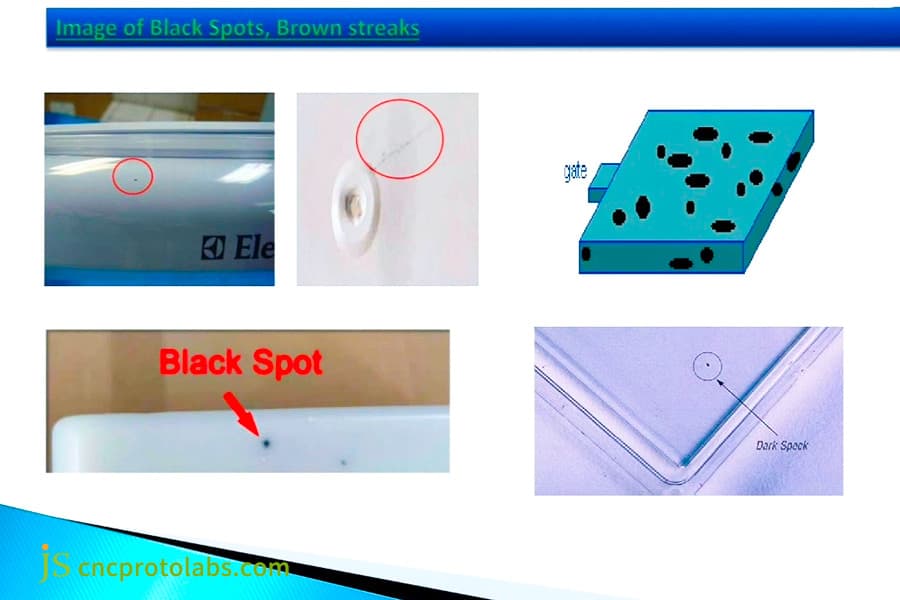
Figure 3 : Image composite montrant des vues rapprochées de pièces moulées par injection présentant divers défauts de surface, notamment des points noirs et des stries brunes, marquées à des fins d'analyse et de prévention.
Comment garantir que la force de liaison des moules d'injection de plastique souple ne se décolle pas pendant le moulage par injection composite d'adhésifs souples et durs ?
Le délaminage interfacial se produit fréquemment entre le plastique souple et les matériaux plastiques durs lors du moulage par injection de composites, ce qui entraîne des valeurs de force de liaison inférieures à 2 N/mm.
La structure micro-barbillons et le prétraitement au plasma des moules d'injection plastique souple de JS Precision augmentent la résistance au délaminage jusqu'à au moins 5N/mm, ce qui garantit la stabilité des pièces moulées par injection plastique.
Spécifications de conception de la structure à micro-barbillons
La zone en plastique dur du moule contient des micro-barbillons qui s'étendent entre 0,1 et 0,2 millimètres dans le matériau du moule et mesurent entre 0,3 et 0,5 millimètres de largeur.
Ce processus crée un lien solide entre les plastiques souples et durs, qui maintient l'intégrité lors de l'ouverture secondaire du moule pour développer un verrouillage mécanique fiable.
Le plastique souple fonctionne comme le molleton Velcro tandis que les micro-ardillons en plastique dur fonctionnent comme le crochet Velcro. Les deux matériaux créent un lien solide qui reste intact jusqu'à ce que quelqu'un le brise intentionnellement.
Le prétraitement au plasma améliore la valeur Dyne de surface à 72 m·N/m
Les buses plasma à pression atmosphérique nettoient la surface en éliminant l'huile et les impuretés présentes après le processus de moulage du plastique dur. Ce processus augmente la valeur dyne de 38 mN/m à 72 mN/m , ce qui améliore la façon dont les plastiques souples et durs adhèrent ensemble.
Vérification des normes intérieures d'automobile : réussit les doubles tests de fiabilité pour la résistance au pelage et la résistance aux intempéries
La norme intérieure automobile VW TL 52642 exige une résistance au pelage ≥4 N/mm. La solution de JS Precision atteint plus de 5 N/mm car elle a maintenu l'intégrité de son joint sans aucun pelage ni fissure tout au long des tests de résistance aux intempéries qui allaient de -40 ℃ à 80 ℃.
Vos moules d'injection de plastique souple peuvent-ils être livrés dans un délai de 45 jours et avoir une durée de vie en fatigue de 100 000 cycles ?
Une haute précision et des délais de livraison courts restent possibles grâce à ce processus. JS Precision fournit des moules d'injection de plastique souple qui seront livrés dans les 45 jours après avoir terminé l'analyse DFM de prétraitement en utilisant de l'acier à haute ténacité.
Réponse 24 heures sur 24 aux rapports d'analyse DFM et flux de moule
Les rapports DFM fournissent des analyses de l'épaisseur des murs et de l'angle de dépouille qui aident à identifier les risques potentiels du projet. L'équipe effectue à la fois l'analyse du flux de moule et les processus de commande d'acier en même temps qu'elle conçoit des outils de moulage par injection.
Ingénierie de la durée de vie des moules : l'acier à haute ténacité garantit 100 000 cycles sans défaut
Les composants en acier SKD11/M390 des curseurs et des piliers de guidage atteignent une dureté entre HRC 58 et HRC 62 après avoir subi un traitement cryogénique. Le système de guidage de la plaque d'éjection reçoit un renfort qui permet 100 000 ouvertures et fermetures de moules sans faille tout en réduisant les dépenses de maintenance.
Traçabilité des données des tests de fatigue et conditions de garantie
JS Precision propose des réparations gratuites de pièces d'usure aux clients qui atteignent 100 000 cycles ou complètent un an de fonctionnement, y compris un rapport de test de fatigue de la première pièce contrôlable pour démontrer que les moules d'injection de plastique souple fonctionneront conformément à leur cycle de vie prévu.
JS Precision fabrique des connecteurs de garrot en TPE de qualité médicale : résoudre les problèmes de parois minces et de tolérances serrées
Cette section montre, à travers des études de cas réels, comment les pièces en plastique souple de qualité médicale utilisent des moules d'injection de plastique souple pour résoudre divers défis opérationnels. Le client est une entreprise médicale internationale et ses connecteurs de garrot TPE ont des exigences extrêmement élevées en matière de précision et de propreté.
Défis rencontrés :
La pièce a une épaisseur de paroi de 0,5 mm avec une viscosité TPE élevée, ce qui provoque des tirs courts lors des essais de moulage car le matériau ne remplit que 75 % du moule tandis que l'extrémité distale subit des dommages dus à des brûlures.
La rainure de la bague d'étanchéité a une tolérance de 0,02 mm, mais la valeur CPK initiale est de 0,8. Le projet nécessite la certification ISO 13485 pour avancer, mais les moules ordinaires ne peuvent pas répondre aux normes requises, ce qui entraîne des retards dans le projet et des coûts de moulage d'essai supplémentaires.
Solution (exécutée par JS Precision)
JS Precision a créé des moules d'injection de plastique souple personnalisés, qu'ils ont améliorés grâce à trois améliorations différentes.
1. Conception du moule :
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Résultats finaux
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.

Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
FAQ
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Résumé
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.

Avis de non-responsabilité
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe JS Précision
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Ressource

