

Soft plastic injection molds play a very important role in changing soft plastic parts in the form of drawings into actual products. Making a flawless soft plastic part drawing is just the first step.
When the drawings are turned into real products, are problems like thin walled short shots, white marks during demolding, dimensional changes, and inability to meet medical grade cleanliness standards holding back your project and increasing your costs?
The intricacy of soft plastic injection molding is far beyond that of hard plastics, and the usual mold suppliers are often at loss to find a balance between high precision and high efficiency.
Besides, quality injection mold tooling is a rarity. This article will highlight the seven major issues in soft plastic injection molding and offer you mass produced, tried and tested solutions from China.
Core Answer Summary Table
|
Core Challenges
|
Solution Overview
|
Deliverables
|
|---|---|---|
|
Thin walled Filling and Flash
|
0.01mm level venting system + needle valve hot runner
|
50% increase in first trial molding success rate
|
|
Demolding White Marks and Deformation
|
Nano coated core + air assisted demolding
|
White mark rate ≤0.5%, demolding force reduced by 70%
|
|
Precision Tolerance Control
|
Conformal cooling water channel + powder metallurgy steel
|
Long term CPK≥1.33, tolerance ±0.02mm
|
|
Medical grade Cleanliness Requirements
|
Vacuum chrome plating + ISO 13485 cleanroom
|
Zero precipitates, FDA compliant
|
|
Material Thermal Degradation Black Spots
|
PID independent temperature control (temperature difference ≤2℃)
|
Eliminates black spots, molding cycle shortened by 25%
|
|
Peel Strength of Soft and Hard Glues
|
Micro barb structure + plasma pretreatment
|
Peel strength ≥5N/mm
|
|
Delivery Time and Mold Life
|
Full process DFM analysis + mold flow simulation
|
45-day sample delivery, guaranteed 100,000 cycles life
|
Key Takeaways
- JS Precision offers measurable data assistance in tackling the pain points of soft plastic injection molding, thereby allowing production risks to be safely controlled by customers.
- Dimensional tolerances can be reliably maintained within 0.02mm, thus not only fulfilling the strict demands of the medical sector but also those of the automotive industry.
- Delivery lead time has been shortened to 45 days, performing pre-processing mold flow analysis can successfully address and prevent the occurrence of different risks during production, which come at a later stage.
- Millions of pieces produced will consistently meet quality standards over the life of the mold, which will help in minimizing customers' production costs in the long run.
How Do JS Precision's Soft Plastic Injection Molds Optimize Your Parts?
The main value of soft plastic injection molds is to turn the advantages of soft plastic parts you designed into the tangible benefits of reliable large scale production. This is not possible without a thorough technical understanding and hands-on experience.
JS Precision has been assisting soft plastic injection molding companies for years and can support you by giving you a team of engineers who have been working in the industry for over 20 years and can help you solve various intricate molding problems of soft plastic parts.
Our injection mold tooling is subjected to stringent quality testing and mass production verification, we comply with the injection mold precision standard ISO 294-1:2018, so you will not really be concerned about low quality mold.
Suppose you are in the same situation as a leading North American medical device client:
Your TPE tourniquet connector parts have a very thin wall of only 0.5mm and during trial molding you experience very serious short-shot and charring problems and your CPK value is only 0.8 so you will not pass ISO 13485 certification.
If you are experiencing this problem, you can rely on JS Precision to create unique soft plastic injection molds for you, to optimize the venting system and the thermal management design.
Finally, that can allow you to bring the defect rate from 25% to 0.8%, raise CPK to 1.42, and get FDA 510(k) approval 3 weeks ahead of time, without project delay and extra costs.
Research demonstrates the real advantages of picking the right soft plastic injection molds:
JS Precision's soft plastic injection molds are capable of enhancing your first-trial molding success rate by 50%, with the resulting reduction in time and cost wastage due to repeated molding trials.
Mold life is regularly more than 100,000 cycles, with the result that your long term mold replacement costs will be less, and lead time is 30% less than the industry average, which means you will be able to get your product to the market faster.
Be it the strict cleanliness criteria for medical grade injection mold parts or the tight precision tolerances for automotive grade plastic injection molded parts, JS Precision is capable of presenting quantifiable and traceable solutions to exactly satisfy your customized needs in various fields.
Choosing a professional soft plastic injection molds supplier can save you significant time and costs. Submit your 3D drawings now to receive a free 24-hour DFM analysis and project evaluation report.
How Can Soft Plastic Injection Molds Solve The Problems Of Insufficient Filling And Flash Edges In Thin-Walled Soft Rubber Parts?
Having figured out the core trust issues of soft plastic injection molding, we next examine the problem of thin walled filling. For soft plastic parts with a wall thickness of less than 0.6 mm, soft plastic injection molds can handle this problem by improving venting and gate balance.
The key is a needle valve-type hot runner for controlled filling and a vacuum venting groove design on a 0.01 mm level of precision, allowing gases in the cavity to be expelled in mere milliseconds.
The Dilemma of Thin Wall Molding: A Conflicting Analysis of Short Shots and Flash
The flowability of thin walled soft plastics like TPU, decreases drastically with the reduction in wall thickness. In standard molds, venting depths greater than 0.03 mm easily cause flash while less than 0.02 mm leads to air traps.
The tiny process window does not allow simultaneously achieving filling and flash free molding, a customer nightmare.
Basically, it is the same as inflating a balloon. If the vent is very large, it leaks air and does more harm than good, if it is very small, it won't be inflated at all. So finding the just right size is enormously difficult.
Synergistic Effect of 0.01mm Venting Level and High Speed Response Injection Molding
JS Precision machining centers are capable of controlling the depth tolerance of venting grooves on the entire periphery within 0.01mm precisely. This together with needle valve hot runner timing control, completely gets rid of weld lines, balances the cavity pressure, and enables uniform filling of thin walled molds.
Why the First Trial Molding Success Rate Has Increased by 50%
The mold flow analysis indicates that the filling pressure and clamping force before optimization were 180MPa and 3500kN respectively.
Using our soft plastic injection molds, these forces have been lowered to 130MPa and 2800kN respectively. A successful first trial molding can save about two weeks of sample delivery time as well as a couple of modifying expenses of $5000 or more.
Want to solve the problem of thin walled flash? Download the soft plastic injection molds technical white paper to quickly master venting optimization techniques and easily improve the molding pass rate of plastic injection molded parts.

Figure 1: Two black injection molded parts with central holes and patterned edges are displayed side-by-side, with the left part showing a rough, flawed edge and the right part appearing smooth.
How To Stably Control The Dimensional Tolerance Within ± 0.02mm When Producing Precision Plastic Injection Molded Parts?
Once the thin walled problem was addressed, precision tolerance became a fundamental and core requirement especially in the medical and automotive sectors.
Since the shrinkage of soft plastic is highly influenced by the mold temperature, the mold steel needs to be not only reconstructed through the heat conduction but also through the shrinkage compensation mechanisms.
Key to the success of soft plastic injection is the quality of the high grade injection molds and their tooling accuracy must meet ISO 294-2:2018 standards for injection molds.
Material Temperature Fluctuation Management: The Thermal Stability Advantages of Powder Metallurgy Mold Steel
Ordinary P20 steel has a coefficient of thermal expansion of 12.5×10^-6/℃ The coefficient of thermal expansion of powder metallurgy steel (for example, ASP 23) is much lower, only 10.8×10^-6/℃.
This property of having a high thermal conductivity helps to reduce the mold temperature fluctuations, thereby preventing the deformation of the mold and maintaining the dimensional stability of the plastic injection molded parts.
The Decisive Influence of Conformal Cooling Channel Design on Shrinkage Uniformity
Conventional drilling cooling channels cause mold temperature to fluctuate by ±10℃, whereas 3D printing conformal cooling channels can lower those fluctuations to ±2℃. Better mold temperature uniformity helps to achieve a stable shrinkage of the soft plastic and therefore to avoid dimensional deviations.
That is to say, heating a cake evenly is like this. Normally, cooling channels only bake a part of the cake, leaving the outer side burnt and the inner side raw. Contrarily, conformal cooling channels provide heating from all sides, so that the cake is cooked through and it has a uniform texture.
|
Mold Steel Type
|
Coefficient of Thermal Expansion (×10^-6/℃)
|
Mold Temperature Fluctuation (℃)
|
Tolerance Control Range (mm)
|
Long Term CPK Value
|
|---|---|---|---|---|
|
Ordinary P20 Steel
|
12.5
|
±10
|
±0.05-0.08
|
≤0.8
|
|
Powder Metallurgy Steel (ASP 23)
|
10.8
|
±2
|
±0.02
|
≥1.33
|
|
Powder Metallurgy Steel (S136)
|
11.2
|
±3
|
±0.025
|
≥1.2
|
|
H13 Hot Work Mold Steel
|
11.8
|
±5
|
±0.03-0.04
|
≥1.0
|
Closed Loop Process Control: Online Shrinkage Compensation Ensures CPK ≥1.33 for Millions of Parts
Real time data communications between the injection molding machine and the mold sensors allow JS Precision to adjust holding pressure switching points in response to soft plastic viscosity changes.
This ensures that plastic injection molded parts maintain their dimensions even over millions of cycles with a long term CPK 1.33.
How Can Soft Plastic Injection Molds Avoid Stretch Marks On High Elasticity Parts During Demolding?
The appearance of TPE/TPU parts which have high elasticity will be damaged because they develop stretch marks when they are removed from their molds.
JS Precision employs air assisted ejection and nano coating technology in its soft plastic injection molds to decrease demolding resistance which results in the elimination of white marks that would have affected the quality of injection molded plastic components.
Dual Effect of Friction Coefficient and Vacuum Adhesion
The "suction cup effect" of TPE/TPU causes increased demolding resistance when it attaches to polished surfaces. The medical and food industries face restrictions on traditional mold release agents because of their potential to cause contamination.
Application Parameters of Air Ejection and Sequential Core Pulling Mechanism in Deep Cavity Structures
The air ejection valve opens 50ms in advance to release the vacuum before the ejection action, the sequential core pulling mechanism can release the undercut clamping force in advance, preventing part damage and ensuring the integrity of the injection molded plastic components.
|
Surface Treatment Method
|
Friction Coefficient (TPE/Mold)
|
Demolding Force (N)
|
White Stain Rate (%)
|
Applicable Scenarios
|
|---|---|---|---|---|
|
Ordinary Polishing
|
0.45
|
850
|
12.3
|
Parts with ordinary appearance requirements
|
|
DLC Diamond like Coating
|
0.12
|
255
|
0.3
|
Parts with medical grade appearance requirements
|
|
PTFE Impregnation Coating
|
0.15
|
298
|
0.4
|
Food contact grade parts
|
|
Nano ceramic Coating
|
0.11
|
238
|
0.2
|
High end automotive interior parts
|
Actual Comparison of 70% Reduction in Demolding Force
The friction coefficient between TPE and the mold at this stage had a value of 0.45 while the demolding force measured at 850N and the white stain rate reached 12.3%.
The white stain rate decreased to ≤0.5%, which fulfilled high end product requirements, while the post coating values reached 0.12 for friction coefficient and 255N for demolding force.
Medical Grade Injection Mold Parts Require No Burrs Or Precipitates,Can Your Mold Meet The ISO 13485 Cleanliness Standard?
Medical grade injection molding requires parts to have their parting surfaces free from any burrs above 0.02mm and their components to exhibit no oil exudation because these factors create safety risks for the product.
JS Precision uses vacuum chrome plating together with ISO 13485 cleanroom assembly to achieve their injection mold parts performance standards.
ISO 13485 Cleanroom Mold Assembly and Production Specifications
JS Precision operates its mold assembly process inside a Class 10,000 cleanroom environment. The organization maintains cleanroom standards through worker cleanroom wear and dust free treatment for all tools and the application of cleanroom lubricants together with medical grade rust protectants that preserve mold integrity.
Vacuum Chrome Plating Process: Eliminating Microscopic Burrs and Exudation on the Parting Surface from the Source
The vacuum chrome plating layer of 20-50μm thickness creates a barrier that blocks bacterial development while preventing gas emissions through steel micropores.
The results from ultrasonic cleaning showed that ordinary molds had 120 particles remaining per 100cm² while chrome plated molds had only 8 particles per 100cm² which met medical cleanliness standards.
Accelerated FDA Review: Traceable Trial Molding Reports and Material Certificates
The organization provides clients with comprehensive documentation that includes 3.1B material certificates and heat treatment curves which enable clients to decrease FDA audit preparation time by 3-4 weeks while they expedite product introduction.
Need a medical grade injection mold parts solution? Free cost calculation. JS Precision helps you quickly obtain ISO 13485 certification and smoothly advance FDA review.

Figure 2: A technician in protective gear inspects transparent medical components under a microscope in a cleanroom, with injection molding machinery in the background, highlighting precision production.
How To Prevent Black Spots And Scorching In Injection Molded Plastic Components Molds For Heat Sensitive Soft Plastics (TPU/TPE)?
TPU/TPE material undergoes degradation when it stays inside the high temperature runner for more than 5 minutes which results in black spots and scorching. JS Precision completely solves this problem through PID zone temperature control and a dead-angle-free runner design in soft plastic injection molds.
Analysis of Thermal Degradation Mechanism: Quantitative Risk of Residence Time and Mold Temperature Overshoot
TPU has a clearly defined thermal stability window: safe residence time of 5 minutes at 180℃, which gets reduced to 2 minutes at 190℃, and at 200℃ the material can only withstand 30 seconds. The use of traditional heating coils results in a temperature overshoot of 10-15℃, which leads to product defect rates that exceed 15%.
PID Independent Zone Temperature Control System: Achieving Precise Management Within a 2℃ Temperature Difference
The stability of PID algorithms exceeds that of on/off temperature control methods. Soft plastic injection molds divide the cavity into 4-8 independent temperature zones, which include dedicated sensors that maintain a mold temperature difference of 2℃ or less to prevent material degradation.
Application Example of 3D Printed Conformal Water Channels in Eliminating Dead Zones in Runners
The retention layer at the turning point of traditional flow channels is 0.8mm, which is easy to degrade. The 3D printing channel has no dead corners, with a retention layer of only 0.1mm. After eliminating black spots, the molding cycle is shortened by 25%, and an additional 30 plastic injection molded parts are produced per hour.
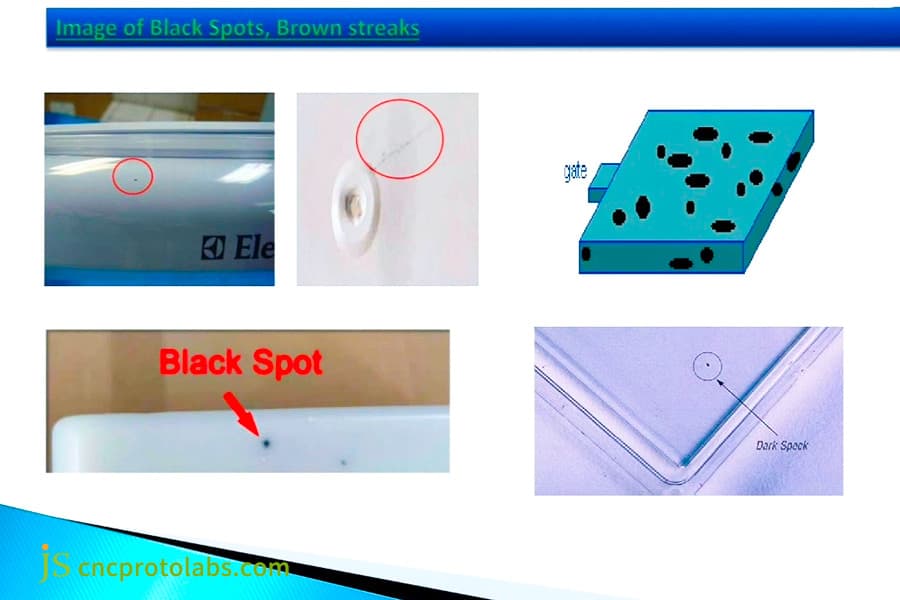
Figure 3: A composite image showing close-up views of injection molded parts with various surface defects, including black spots and brown streaks, marked for analysis and prevention.
How To Ensure That The Bonding Strength Of Soft Plastic Injection Molds Does Not Peel Off During The Composite Injection Molding Of Soft And Hard Adhesives?
Interfacial delamination occurs frequently between soft plastic and hard plastic materials during composite injection molding, which results in bonding strength values that fall below 2N/mm.
The micro barb structure and plasma pretreatment of JS Precision's soft plastic injection molds increase delamination strength to at least 5N/mm, which guarantees plastic injection molded parts will remain stable.
Micro barb Structure Design Specifications
The hard plastic area of the mold contains micro barbs that extend between 0.1 to 0.2 millimeters into the mold material and measure between 0.3 to 0.5 millimeters in width.
This process creates a strong bond between soft and hard plastics, which maintains integrity during secondary mold opening to develop a dependable mechanical lock.
The soft plastic functions as the Velcro fleece while the micro barbs of hard plastic function as the Velcro hook. The two materials create a solid bond which remains intact until someone intentionally breaks it.
Plasma Pretreatment Improves Surface Dyne Value to 72 m·N/m
The atmospheric pressure plasma nozzles clean the surface by removing oil and impurities which were present after the hard plastic molding process. This process raises the dyne value from 38 mN/m to 72 mN/m which improves how both soft and hard plastics will stick together.
Automotive Interior Standard Verification: Passes Dual Reliability Tests for Peel Strength and Weather Resistance
The VW TL 52642 automotive interior standard requires a peel strength ≥4 N/mm. The solution from JS Precision achieves more than 5 N/mm because it maintained its joint integrity without any peeling or cracking throughout weather resistance testing which ranged from -40℃ to 80℃.
Can Your Soft Plastic Injection Molds Be Delivered Within 45 Days And Meet a Fatigue Life Of 100000 Cycles?
Both high precision and short lead time remain achievable through this process. JS Precision provides soft plastic injection molds which will be delivered within 45 days after they complete pre-treatment DFM analysis using high toughness steel.
24-Hour Response to DFM and Mold Flow Analysis Reports
DFM reports provide wall thickness and draft angle analyses which assist in identifying potential project risks. The team conducts both mold flow analysis and steel ordering processes at the same time while they design injection mold tooling.
Mold Life Engineering: High Toughness Steel Guarantees 100,000 Fault Free Cycles
The SKD11/M390 steel components of sliders and guide pillars achieve a hardness between HRC 58 and HRC 62 after undergoing cryogenic treatment. The ejector plate guiding system receives reinforcement which enables 100,000 faultless mold openings and closings while decreasing maintenance expenses.
Fatigue Test Data Traceability and Warranty Terms
JS Precision provides free wear part repairs for customers who reach 100,000 cycles or complete one year of operation, including a monitorable first piece fatigue test report to demonstrate that soft plastic injection molds will operate according to their expected lifecycle.
JS Precision Manufactures Medical-Grade TPE Tourniquet Connectors: Solving Challenges Of Thin Walls And Tight Tolerances
This section demonstrates through actual case studies how medical grade soft plastic parts use soft plastic injection molds to solve various operational challenges. The client is an international medical company, and their TPE tourniquet connectors have extremely high requirements for precision and cleanliness.
Challenges Encountered:
The part has a wall thickness of 0.5mm with high TPE viscosity, which causes short shots during trial molding because the material only fills 75% of the mold while the distal end experiences scorching damage.
The sealing ring groove has a tolerance of 0.02mm, but the initial CPK value stands at 0.8. The project needs ISO 13485 certification to proceed, but ordinary molds cannot meet the required standards, which leads to project delays and $10,000 extra trial molding costs.
Solution (Executed by JS Precision)
JS Precision created custom soft plastic injection molds, which they enhanced through three different enhancements.
1. Mold Design:
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Final Results
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.

Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
FAQs
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Summary
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

