Soluciones de moldes de inyección de plástico blando: resolviendo sus desafíos de piezas más exigentes
Escrito por
Precisión JS
Publicado
Apr 09 2026
Herramientas para moldeo por inyección
Síguenos
Los moldes de inyección de plástico blando desempeñan un papel muy importante a la hora de convertir piezas de plástico blando en forma de dibujos en productos reales. Hacer un dibujo de pieza de plástico blando impecable es solo el primer paso.
Cuando los dibujos se convierten en productos reales, ¿problemas como planos cortos de paredes delgadas, marcas blancas durante el desmolde, cambios dimensionales y la incapacidad de cumplir con los estándares de limpieza de grado médico frenan su proyecto y aumentan sus costos?
La complejidad del moldeo por inyección de plástico blando va mucho más allá de la de los plásticos duros, y los proveedores habituales de moldes a menudo no logran encontrar un equilibrio entre alta precisión y alta eficiencia.
Además, las herramientas para moldes de inyección de calidad son una rareza. Este artículo destacará los siete principales problemas del moldeo por inyección de plástico blando y le ofrecerá soluciones probadas y producidas en masa en China.
Tabla de resumen de respuestas principales
Desafíos principales
Descripción general de la solución
Entregables
Relleno y Flash de paredes delgadas
Sistema de ventilación de nivel de 0,01 mm + canal caliente con válvula de aguja
Aumento del 50 % en la tasa de éxito del moldeado de la primera prueba
Desmoldeo de marcas blancas y deformaciones
Núcleo nano recubierto + desmolde asistido por aire
Tasa de marcas blancas ≤0,5%, fuerza de desmoldeo reducida en un 70%
Control de tolerancia de precisión
Canal de agua de refrigeración conformado + acero pulvimetalúrgico
CPK a largo plazo≥1,33, tolerancia ±0,02 mm
Requisitos de limpieza de grado médico
Cromado al vacío + sala blanca ISO 13485
Cero precipitados, cumple con la FDA
Puntos negros de degradación térmica del material
Control de temperatura independiente PID (diferencia de temperatura ≤2 ℃)
Elimina los puntos negros, el ciclo de moldeo se acorta en un 25 %
Resistencia al pelado de pegamentos blandos y duros
Estructura de micro púas + pretratamiento con plasma
Resistencia al pelado ≥5N/mm
Tiempo de entrega y vida útil del molde
Análisis DFM de proceso completo + simulación de flujo de molde
Entrega de muestra en 45 días, 100.000 ciclos de vida garantizados
Conclusiones clave
JS Precision ofrece asistencia con datos mensurables para abordar los puntos débiles del moldeo por inyección de plástico blando, permitiendo así que los clientes controlen de forma segura los riesgos de producción.
Las tolerancias dimensionales se pueden mantener de forma fiable dentro de 0,02 mm, cumpliendo así no solo las estrictas exigencias del sector médico sino también las de la industria automotriz.
El plazo de entrega se ha reducido a 45 días; la realización de un análisis de flujo del molde previo al procesamiento puede abordar y prevenir con éxito la aparición de diferentes riesgos durante la producción, que se presentan en una etapa posterior.
Millones de piezas producidas cumplirán constantemente con los estándares de calidad durante la vida útil del molde, lo que ayudará a minimizar los costos de producción de los clientes a largo plazo.
¿Cómo optimizan sus piezas los moldes de inyección de plástico blando de JS Precision?
El principal valor de los moldes de inyección de plástico blando es convertir las ventajas de las piezas de plástico blando que usted diseñó en beneficios tangibles de una producción confiable a gran escala. Esto no es posible sin un profundo conocimiento técnico y experiencia práctica.
JS Precision ha ayudado a las empresas de moldeo por inyección de plástico blando durante años y puede respaldarlo brindándole un equipo de ingenieros que han trabajado en la industria durante más de 20 años y pueden ayudarlo a resolver diversos problemas complejos de moldeo de piezas de plástico blando.
Nuestras herramientas de moldeo por inyección están sujetas a estrictas pruebas de calidad y verificación de producción en masa, cumplimos con el estándar de precisión de moldes de inyección ISO 294-1:2018, por lo que realmente no tendrá que preocuparse por el molde de baja calidad.
Supongamos que se encuentra en la misma situación que un cliente líder en dispositivos médicos de América del Norte:
Las piezas de su conector de torniquete TPE tienen una pared muy delgada de solo 0,5 mm y durante el moldeo de prueba experimenta problemas muy graves de disparo corto y carbonización y su valor CPK es de solo 0,8, por lo que no aprobará la certificación ISO 13485.
Si tiene este problema, puede confiar en JS Precision para crear moldes de inyección de plástico blando únicos para usted, para optimizar el sistema de ventilación y el diseño de gestión térmica.
Finalmente, eso puede permitirle aumentar la tasa de defectos del 25% al 0,8%, aumentar el CPK a 1,42 y obtener la aprobación 510(k) de la FDA con 3 semanas de anticipación, sin retrasos en el proyecto ni costos adicionales.
La investigación demuestra las ventajas reales de elegir los moldes de inyección de plástico blando adecuados:
Los moldes de inyección de plástico blando de JS Precision son capaces de mejorar la tasa de éxito del moldeo en la primera prueba en un 50 %, con la consiguiente reducción de tiempo y costos debido a las repetidas pruebas de moldeo.
La vida útil del molde suele ser de más de 100 000 ciclos, con el resultado de que los costos de reemplazo del molde a largo plazo serán menores y el tiempo de entrega es un 30 % menor que el promedio de la industria, lo que significa que podrá llevar su producto al mercado más rápido.
Ya sean los estrictos criterios de limpieza para piezas de moldes de inyección de grado médico o las estrictas tolerancias de precisión para piezas moldeadas por inyección de plástico de grado automotriz, JS Precision es capaz de presentar soluciones cuantificables y trazables para satisfacer exactamente sus necesidades personalizadas en diversos campos.
Elegir un proveedor profesional de moldes de inyección de plástico blando puede ahorrarle mucho tiempo y costos. Envíe sus dibujos 3D ahora para recibir un análisis DFM gratuito las 24 horas y un informe de evaluación del proyecto.
¿Cómo pueden los moldes de inyección de plástico blando resolver los problemas de llenado insuficiente y bordes de rebaba en piezas de caucho blando de paredes delgadas?
Habiendo descubierto los principales problemas de confianza del moldeo por inyección de plástico blando, a continuación examinamos el problema del relleno de paredes delgadas. Para piezas de plástico blando con un espesor de pared inferior a 0,6 mm, los moldes de inyección de plástico pueden solucionar este problema mejorando la ventilación y el equilibrio de la compuerta.
La clave es un canal caliente tipo válvula de aguja para un llenado controlado y un diseño de ranura de ventilación de vacío con un nivel de precisión de 0,01 mm, lo que permite expulsar los gases de la cavidad en apenas milisegundos.
El dilema de las molduras de paredes delgadas: un análisis contradictorio entre planos cortos y flash
La fluidez de los plásticos blandos de paredes delgadas, como el TPU, disminuye drásticamente con la reducción del espesor de la pared. En los moldes estándar, las profundidades de ventilación superiores a 0,03 mm provocan fácilmente rebabas, mientras que menos de 0,02 mm provocan trampas de aire.
La pequeña ventana del proceso no permite lograr simultáneamente el llenado y el moldeo instantáneo, una pesadilla para el cliente.
Básicamente, es lo mismo que inflar un globo. Si la ventilación es muy grande, pierde aire y hace más daño que bien, si es muy pequeña, no se inflará en absoluto. Por eso, encontrar la talla adecuada es enormemente difícil.
Efecto sinérgico del nivel de ventilación de 0,01 mm y el moldeo por inyección de respuesta de alta velocidad
Los centros de mecanizado JS Precision son capaces de controlar la tolerancia de profundidad de las ranuras de ventilación en toda la periferia con una precisión de 0,01 mm. Esto, junto con el control de sincronización del canal caliente de la válvula de aguja, elimina por completo las líneas de soldadura, equilibra la presión de la cavidad y permite el llenado uniforme de moldes de paredes delgadas.
Por qué la tasa de éxito del primer moldeado de prueba ha aumentado en un 50 %
El análisis del flujo del molde indica que la presión de llenado y la fuerza de sujeción antes de la optimización eran de 180 MPa y 3500 kN respectivamente.
Utilizando nuestros moldes de inyección de plástico blando, estas fuerzas se han reducido a 130 MPa y 2800 kN respectivamente. Una primera prueba de moldeo exitosa puede ahorrar alrededor de dos semanas de tiempo de entrega de muestras, así como un par de gastos de modificación de $5000 o más.
¿Quiere resolver el problema del flash de paredes delgadas? Descargue el documento técnico sobre moldes de inyección de plástico blando para dominar rápidamente las técnicas de optimización de ventilación y mejorar fácilmente la tasa de aprobación del moldeo de piezas moldeadas por inyección de plástico.
Figura 1: Dos piezas moldeadas por inyección de color negro con orificios centrales y bordes estampados se muestran una al lado de la otra: la parte izquierda muestra un borde áspero y defectuoso y la parte derecha parece lisa.
¿Cómo controlar de forma estable la tolerancia dimensional dentro de ± 0,02 mm al producir piezas moldeadas por inyección de plástico de precisión?
Una vez que se abordó el problema de las paredes delgadas, la tolerancia de precisión se convirtió en un requisito fundamental y central, especialmente en los sectores médico y automotriz.
Dado que la contracción del plástico blando está altamente influenciada por la temperatura del molde, el acero del molde necesita ser reconstruido no sólo a través de la conducción de calor sino también a través de los mecanismos de compensación de la contracción.
La clave del éxito de la inyección de plástico blando es la calidad de los moldes de inyección de alta calidad y la precisión de sus herramientas debe cumplir con las normas ISO 294-2:2018 para moldes de inyección.
Gestión de la fluctuación de la temperatura del material: las ventajas de estabilidad térmica del acero para moldes de pulvimetalurgia
El acero P20 común tiene un coeficiente de expansión térmica de 12,5×10^-6/℃. El coeficiente de expansión térmica del acero pulvimetalúrgico (por ejemplo, ASP 23) es mucho menor, solo 10,8×10^-6/℃.
Esta propiedad de tener una alta conductividad térmica ayuda a reducir las fluctuaciones de temperatura del molde, evitando así la deformación del molde y manteniendo la estabilidad dimensional de las piezas moldeadas por inyección de plástico.
La influencia decisiva del diseño del canal de enfriamiento conformado en la uniformidad de la contracción
Los canales de enfriamiento de perforación convencionales hacen que la temperatura del molde fluctúe en ±10 ℃, mientras que los canales de enfriamiento conformes de impresión 3D pueden reducir esas fluctuaciones a ±2 ℃. Una mejor uniformidad de la temperatura del molde ayuda a conseguir una contracción estable del plástico blando y, por tanto, a evitar desviaciones dimensionales.
Es decir, calentar un pastel de manera uniforme es así. Normalmente, los canales de enfriamiento solo hornean una parte del pastel, dejando el lado exterior quemado y el interior crudo. Por el contrario, los canales de enfriamiento conformados calientan por todos lados, de modo que el pastel se cocina bien y tiene una textura uniforme.
Tipo de acero para molde
Coeficiente de expansión térmica (×10^-6/℃)
Fluctuación de la temperatura del molde (℃)
Rango de control de tolerancia (mm)
Valor de CPK a largo plazo
Acero P20 ordinario
12.5
±10
±0,05-0,08
≤0.8
Acero para pulvimetalurgia (ASP 23)
10.8
±2
±0.02
≥1,33
Acero para pulvimetalurgia (S136)
11.2
±3
±0.025
≥1.2
Acero para moldes de trabajo en caliente H13
11.8
±5
±0.03-0.04
≥1.0
Control de procesos de circuito cerrado: la compensación de contracción en línea garantiza un CPK ≥1,33 para millones de piezas
Las comunicaciones de datos en tiempo real entre la máquina de moldeo por inyección y los sensores del molde permiten a JS Precision ajustar los puntos de conmutación de presión de retención en respuesta a los cambios de viscosidad del plástico blando.
¿Cómo pueden los moldes de inyección de plástico blando evitar las estrías en piezas de alta elasticidad durante el desmoldeo?
La apariencia de las piezas de TPE/TPU que tienen alta elasticidad se dañará porque desarrollan estrías cuando se retiran de sus moldes.
JS Precision emplea expulsión asistida por aire y tecnología de nanorrecubrimiento en sus moldes de inyección de plástico blando para disminuir la resistencia al desmoldeo, lo que resulta en la eliminación de marcas blancas que habrían afectado la calidad de los componentes de plástico moldeados por inyección.
Efecto dual del coeficiente de fricción y adherencia al vacío
El "efecto ventosa" del TPE/TPU provoca una mayor resistencia al desmoldeo cuando se adhiere a superficies pulidas. Las industrias médica y alimentaria enfrentan restricciones sobre los agentes desmoldantes tradicionales debido a su potencial de causar contaminación.
Parámetros de aplicación del mecanismo de eyección de aire y extracción secuencial del núcleo en estructuras de cavidades profundas
La válvula de expulsión de aire se abre 50 ms antes para liberar el vacío antes de la acción de expulsión, el mecanismo secuencial de extracción del núcleo puede liberar la fuerza de sujeción socavada por adelantado, evitando daños a las piezas y garantizando la integridad de los componentes de plástico moldeados por inyección.
Método de tratamiento de superficies
Coeficiente de fricción (TPE/molde)
Fuerza de desmoldeo (N)
Tasa de tinción blanca (%)
Escenarios aplicables
Pulido ordinario
0,45
850
12.3
Piezas con requisitos de apariencia normales
DLC Recubrimiento tipo diamante
0.12
255
0.3
Piezas con requisitos de apariencia de grado médico
Recubrimiento de impregnación de PTFE
0,15
298
0.4
Piezas aptas para contacto con alimentos
Revestimiento nano cerámico
0.11
238
0.2
Piezas interiores de automóviles de alta gama
Comparación real de una reducción del 70 % en la fuerza de desmoldeo
El coeficiente de fricción entre el TPE y el molde en esta etapa tenía un valor de 0,45, mientras que la fuerza de desmoldeo medida a 850 N y la tasa de mancha blanca alcanzó el 12,3 %.
La tasa de tinción blanca disminuyó a ≤0,5 %, lo que cumplió con los requisitos del producto de alta gama, mientras que los valores posteriores al recubrimiento alcanzaron 0,12 para el coeficiente de fricción y 255 N para la fuerza de desmoldeo.
Las piezas de moldes de inyección de grado médico no requieren rebabas ni precipitados. ¿Puede su molde cumplir con el estándar de limpieza ISO 13485?
moldeo por inyección de grado médico requiere que las piezas tengan sus superficies de separación libres de rebabas superiores a 0,02 mm y que sus componentes no presenten exudación de aceite porque estos factores crean riesgos de seguridad para el producto.
JS Precision utiliza el cromado al vacío junto con un conjunto de sala limpia ISO 13485 para lograr los estándares de rendimiento de sus piezas de moldes de inyección.
Especificaciones de producción y montaje de moldes para salas blancas ISO 13485
JS Precision opera su proceso de ensamblaje de moldes dentro de un ambiente de sala limpia Clase 10,000. La organización mantiene los estándares de las salas blancas mediante el uso de los trabajadores en las salas blancas y un tratamiento libre de polvo para todas las herramientas y la aplicación de lubricantes para salas blancas junto con protectores contra el óxido de grado médico que preservan la integridad del molde.
Proceso de cromado al vacío: eliminación de rebabas microscópicas y exudación en la superficie de separación desde la fuente
La capa de cromado al vacío de 20-50 μm de espesor crea una barrera que bloquea el desarrollo bacteriano al tiempo que previene las emisiones de gases a través de los microporos de acero.
Los resultados de la limpieza ultrasónica mostraron que a los moldes normales les quedaban 120 partículas por 100 cm², mientras que a los moldes cromados solo les quedaban 8 partículas por 100 cm², lo que cumplía con los estándares de limpieza médica.
Revisión acelerada de la FDA: informes de moldeo de prueba rastreables y certificados de materiales
La organización proporciona a los clientes documentación completa que incluye 3.100 millones de certificados de materiales y curvas de tratamiento térmico que les permiten reducir el tiempo de preparación de la auditoría de la FDA entre 3 y 4 semanas mientras aceleran la introducción del producto.
¿Necesita una solución de piezas de moldeo por inyección de grado médico? Cálculo de costes gratuito. JS Precision le ayuda a obtener rápidamente la certificación ISO 13485 y avanzar sin problemas en la revisión de la FDA.
Figura 2: Un técnico con equipo de protección inspecciona componentes médicos transparentes bajo un microscopio en una sala limpia, con maquinaria de moldeo por inyección al fondo, destacando la producción de precisión.
¿Cómo prevenir puntos negros y quemaduras en moldes de componentes de plástico moldeados por inyección para plásticos blandos sensibles al calor (TPU/TPE)?
El material TPU/TPE se degrada cuando permanece dentro del corredor de alta temperatura durante más de 5 minutos, lo que resulta en puntos negros y quemaduras. JS Precision resuelve completamente este problema mediante el control de temperatura de la zona PID y un diseño de canal sin ángulo muerto en moldes de inyección de plástico blando.
Análisis del mecanismo de degradación térmica: riesgo cuantitativo de sobrepaso del tiempo de residencia y temperatura del molde
El TPU tiene una ventana de estabilidad térmica claramente definida: un tiempo de residencia seguro de 5 minutos a 180 ℃, que se reduce a 2 minutos a 190 ℃, y a 200 ℃ el material solo puede resistir 30 segundos. El uso de serpentines calefactores tradicionales da como resultado un exceso de temperatura de 10-15 ℃, lo que genera tasas de defectos del producto que superan el 15 %.
Sistema de control de temperatura de zona independiente PID: lograr una gestión precisa dentro de una diferencia de temperatura de 2 ℃
La estabilidad de los algoritmos PID supera la de los métodos de control de temperatura de encendido/apagado. Los moldes de inyección de plástico blando dividen la cavidaden 4-8 zonas de temperatura independientes, que incluyen sensores dedicados que mantienen una diferencia de temperatura del molde de 2 ℃ o menos para evitar la degradación del material.
Ejemplo de aplicación de canales de agua conformados impresos en 3D para eliminar zonas muertas en canales
La capa de retención en el punto de inflexión de los canales de flujo tradicionales es de 0,8 mm, lo que es fácil de degradar. El canal de impresión 3D no tiene esquinas muertas, con una capa de retención de solo 0,1 mm. Después de eliminar los puntos negros, el ciclo de moldeo se acorta en un 25% y se producen 30 piezas moldeadas por inyección de plástico adicionales por hora.
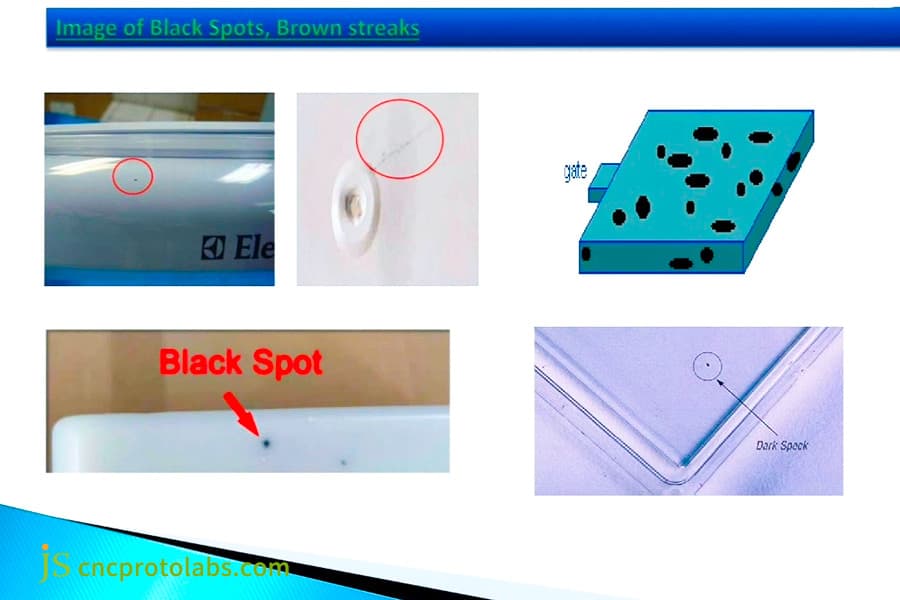
Figura 3: Imagen compuesta que muestra vistas en primer plano de piezas moldeadas por inyección con diversos defectos superficiales, incluidas manchas negras y rayas marrones, marcadas para análisis y prevención.
¿Cómo garantizar que la fuerza de unión de los moldes de inyección de plástico blando no se desprenda durante el moldeo por inyección compuesto de adhesivos blandos y duros?
La delaminación interfacial se produce con frecuencia entre materiales de plástico blando y plástico duro durante el moldeo por inyección de compuestos, lo que da como resultado valores de resistencia de unión que caen por debajo de 2 N/mm.
La estructura de micro púas y el pretratamiento con plasma de los moldes de inyección de plástico blando de JS Precision aumentan la resistencia a la delaminación a al menos 5 N/mm, lo que garantiza que las piezas moldeadas por inyección de plástico permanecerán estables.
Especificaciones de diseño de estructura de micro púas
El área de plástico duro del molde contiene microbarbas que se extienden entre 0,1 y 0,2 milímetros dentro del material del molde y miden entre 0,3 y 0,5 milímetros de ancho.
Este proceso crea una fuerte unión entre los plásticos blandos y duros, que mantiene la integridad durante la apertura secundaria del molde para desarrollar un bloqueo mecánico confiable.
El plástico blando funciona como vellón de velcro, mientras que las micropúas de plástico duro funcionan como gancho de velcro. Los dos materiales crean un vínculo sólido que permanece intacto hasta que alguien lo rompe intencionalmente.
El pretratamiento con plasma mejora el valor dina de la superficie a 72 m·N/m
Las boquillas de plasma a presión atmosférica limpian la superficie eliminando el aceite y las impurezas que estaban presentes después del proceso de moldeado del plástico duro. Este proceso aumenta el valor de dina de 38 mN/m a 72 mN/m lo que mejora la forma en que se unen los plásticos blandos y duros.
Verificación del estándar interior del automóvil: pasa las pruebas de confiabilidad dual para resistencia al pelado y resistencia a la intemperie
La norma de interiores de automóviles VW TL 52642 requiere una resistencia al pelado ≥4 N/mm. La solución de JS Precision logra más de 5 N/mm porque mantuvo la integridad de la junta sin pelarse ni agrietarse durante las pruebas de resistencia a la intemperie que oscilaron entre -40 ℃ y 80 ℃.
¿Pueden entregarse sus moldes de inyección de plástico blando en un plazo de 45 días y resistir la fatiga de 100.000 ciclos?
A través de este proceso se pueden lograr tanto una alta precisión como un corto plazo de entrega. JS Precision proporciona moldes de inyección de plástico blando que se entregarán dentro de los 45 días posteriores a que completen el análisis DFM previo al tratamiento utilizando acero de alta tenacidad.
Respuesta en 24 horas a informes de análisis de flujo de molde y DFM
Los informes DFM proporcionan análisis del espesor de la pared y del ángulo de inclinación que ayudan a identificar los riesgos potenciales del proyecto. El equipo lleva a cabo análisis de flujo de moldes y procesos de pedido de acero al mismo tiempo mientras diseñan herramientas para moldes de inyección.
Ingeniería de vida útil del molde: el acero de alta tenacidad garantiza 100.000 ciclos sin fallos
Los componentes de acero SKD11/M390 de los deslizadores y pilares guía alcanzan una dureza entre HRC 58 y HRC 62 después de someterse a un tratamiento criogénico. El sistema de guía de la placa eyectora recibe un refuerzo que permite 100.000 aperturas y cierres del molde sin fallos y al mismo tiempo reduce los gastos de mantenimiento.
Trazabilidad de datos de pruebas de fatiga y términos de garantía
JS Precision ofrece reparaciones gratuitas de piezas de desgaste para clientes que alcanzan 100 000 ciclos o completan un año de operación, incluido un informe de prueba de fatiga de la primera pieza monitorizable para demostrar que los moldes de inyección de plástico blando funcionarán de acuerdo con su ciclo de vida esperado.
JS Precision fabrica conectores de torniquete TPE de grado médico: resolviendo los desafíos de paredes delgadas y tolerancias estrictas
Esta sección demuestra a través de estudios de casos reales cómo las piezas de plástico blando de grado médico utilizan moldes de inyección de plástico blando para resolver diversos desafíos operativos. El cliente es una empresa médica internacional y sus conectores de torniquete TPE tienen requisitos extremadamente altos de precisión y limpieza.
Desafíos encontrados:
La pieza tiene un espesor de pared de 0,5 mm con alta viscosidad de TPE, lo que provoca disparos cortos durante el moldeo de prueba porque el material solo llena el 75 % del molde mientras que el extremo distal sufre daños abrasadores.
La ranura del anillo de sellado tiene una tolerancia de 0,02 mm, pero el valor inicial de CPK es 0,8. El proyecto necesita la certificación ISO 13485 para continuar, pero los moldes comunes no pueden cumplir con los estándares requeridos, lo que genera retrasos en el proyecto y $10,000 adicionales en costos de moldeo de prueba.
Solución (ejecutada por JS Precision)
JS Precision creó moldes de inyección de plástico blando personalizados, que mejoraron mediante tres mejoras diferentes.
1. Diseño de moldes:
The needle valve hot runner gate location needed redesigning, so we placed the new gate at the mold cavity's most remote point.
Our team developed a parting surface with a 0.008mm-0.01mm deep vacuum venting groove, which enables automatic gas release from the cavity to eliminate two problems caused by incomplete injection and excessive heat.
2. Thermal Management:
The cooling system includes 3D printed conformal cooling inserts, which maintain precise temperature control within the mold by limiting temperature changes to less than 1.5℃.
The system helps maintain material dimensions because it controls temperature changes, which TPE materials use to shrink. The system achieves both functions by managing temperature shifts, which TPE materials use to contract.
3. Surface Treatment:
The core is treated with vacuum chrome plating, with a thickness controlled at 30μm. The steel surface is filled with micropores to prevent oil and impurities from accumulating, ensuring the cleanliness of the injection mold parts. At the same time, we complete the mold assembly and testing in an ISO 13485 certified cleanroom to avoid any contamination.
Final Results
The first trial molding achieved a 100% fill rate, while the defect rate decreased from 25% to 0.8%, which resulted in monthly savings of $5,000. The CPK value reached 1.42, and 500,000 units passed inspection with a tolerance of ±0.02mm.
The product achieved ISO 13485 and FDA certification, which enabled its launch three weeks before the planned date. The complete verification documentation system decreased audit communication costs while helping customers gain a competitive advantage.
Want to replicate this success story? View complete case studies of medical grade soft plastic injection molds and contact us for customized solutions to quickly solve your mass production challenges.
Figure 4: Three injection molded parts in orange and blue colors, displayed to showcase their cleanliness and lack of burrs, suitable for medical-grade applications.
FAQs
Q1: What are the main differences between soft plastic injection molds and hard plastic molds?
Soft plastic injection molds require more precise venting systems (0.01mm level) and special demolding mechanisms to handle the high elastic deformation of soft plastics, while hard plastic molds do not require such high venting precision and special demolding designs.
Q2: What is the highest precision achievable in soft plastic injection molding?
Precision soft plastic injection molds can stably achieve a tolerance of ±0.02mm. The specific precision depends on the part structure and material, for complex parts, the precision can be controlled within ±0.03mm.
Q3: What is the typical mold delivery cycle?
JS Precision's standard sample delivery cycle for soft plastic injection molds is 45 days. The company can complete rush projects within 30 days, which helps customers who need urgent production.
Q4: How to solve the flow mark problem on the surface of TPE injection molded parts?
By optimizing the gate position of soft plastic injection molds, improving mold temperature uniformity, and adjusting the injection speed curve, it is possible to effectively eliminate flow marks on the surface of TPE injection molded parts and enhance product appearance.
Q5:Can you provide medical grade injection mold parts?
JS Precision operates an ISO 13485 cleanroom facility where it assembles molds and provides complete validation documentation to guarantee that its injection mold parts meet both medical grade cleanliness and precise operational standards.
Q6: What is the expected lifespan of the molds?
The standard lifespan of soft plastic molds is 100,000 to 500,000 cycles. The lifespan of soft plastic injection molds produced from powder metallurgy steel extends beyond 500,000 cycles.
Q7: How does JS Precision handle mold trial acceptance for overseas customers?
JS Precision provides overseas customers with high definition mold trial videos, full size reports, and T1 sample international express delivery services to ensure customers clearly understand the mold trial results.
Q8: Do you provide mold design optimization services?
Yes, all soft plastic injection molds orders include a 24-hour response DFM report. Engineers will provide professional design optimization suggestions regarding the feasibility of part molding.
Resumen
The core of soft plastic injection molding is balancing four essential elements which include precision and efficiency and cleanliness and cost through the use of professional soft plastic injection molds.
The combination of data driven technology and strict quality control and 45-day delivery capability enables JDS Precision to implement mass production processes for injection molded plastic components which provide customers with total project control.
Product launches must not be delayed because of mold problems. Send your 3D drawings to info@cncprotolabs.com now to receive free 24-hour DFM analysis and project assessment. Let JS Precision's soft plastic injection molds safeguard your success.
Descargo de responsabilidad
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.