

Services de fraisage CNC de précision sont confrontés à un problème de défauts de surface dans le domaine de la fabrication de pièces de précision haut de gamme qui est facilement négligé mais a un impact significatif : la saillie du quadrant.
Ce minuscule défaut à l'échelle du micron est comme un « ennemi invisible » dans la quête de surfaces parfaites. Cela affecte l'apparence des pièces et peut entraîner des problèmes de fonctionnalité, d'étanchéité ou de précision d'assemblage, entraînant ainsi des coûts de post-traitement et de traitement plus élevés et des risques liés au projet . Les services professionnels de fraisage CNC de précision jouent un rôle essentiel dans la résolution de ce problème grâce à des solutions systématiques.
Voici un article qui discute de la cause et donne un ensemble complet de stratégies, y compris les changements techniques et le choix des fournisseurs.
Résumé des réponses de base
| Vos principales préoccupations | Les solutions de JS Précision | Valeur fondamentale pour vous |
| Les marques d'outils de rainure en quadrant affectent négativement la précision et l'apparence des pièces et sont presque impossibles à éliminer. | Pour le fraisage CNC des métaux, nous fournissons des diagnostics approfondis et des packages de processus sur mesure pour les machines-outils, le contrôle et les processus. | Obtenez des surfaces parfaites, réduisez le polissage secondaire et assurez-vous que la fonctionnalité de la pièce est telle que conçue. |
| Les fournisseurs de standards sont incapables de résoudre des problèmes profondément enracinés en raison des coûts internes élevés de débogage et du manque d’expérience. | Grâce aux services de fraisage CNC du marché et à la connaissance des processus, nous fournissons des solutions de base . | Gains de temps et de coûts de débogage R&D, résultats d'usinage stables et accélération de l'avancement du projet. |
| Comment reconnaître les fournisseurs qui ont la capacité de résoudre de tels problèmes de précision sur le marché chinois du fraisage CNC ? | Utilisez les présentations des rapports de machine-outil et d'étalonnage et la vérification des échantillons pour montrer le professionnalisme des services d'usinage de précision personnalisés. | Développer une relation de confiance à long terme et assurer la production constante de pièces de haute qualité pour les tâches complexes d'usinage de fraisage CNC en aluminium. |
Points clés à retenir
- L’apparition des saillies de quadrant peut s’expliquer conjointement par le décalage du système d’asservissement, le jeu et les effets de contrôle de trajectoire. Une solution systématique est nécessaire.
- La manière dont le problème se manifeste et les stratégies pour son optimisation doivent être adaptées au cas des différents matériaux usinés (par exemple, aluminium ou acier). Fraisage CNC de pièces en aluminium sont très sensibles aux paramètres.
- Outre le prix et l'équipement de base, l'accent est mis lors du choix d'un fournisseur sur les performances dynamiques de sa machine-outil, sa capacité d'optimisation du système de contrôle et son expérience dans le processus.
- Si vous avez une communication technique précoce avec des experts comme JS Precision , il est possible d'appliquer directement leurs packages de processus matures pour résoudre les problèmes en 1 à 2 itérations.
Comment éliminer les saillies des quadrants ? Solutions de services de fraisage CNC de précision JS
La saillie des quadrants est un problème typique dans les services de fraisage CNC de précision. Seule une solution systématique intégrant les machines-outils, les processus et les matériaux peut résoudre un tel problème. Il ne s’agit pas simplement de modifier un seul paramètre.
JS Precision travaille dans le secteur des équipes d'ingénierie depuis plus de 20 ans . Pendant ce temps, la société a développé un système exclusif de résolution de problèmes.
- Un diagnostic approfondi est effectué au cours duquel le système d'asservissement de la machine-outil, la rigidité du guidage et le jeu sont testés avec précision pour garantir que le jeu est contrôlé à moins de 0,003 mm.
- Un ensemble de processus est personnalisé en choisissant le revêtement d'outil, les paramètres de coupe et la stratégie de trajectoire appropriés en fonction des caractéristiques du fraisage CNC des métaux.
- Vérification en boucle fermée, c'est-à-dire utilisation d'une machine à mesurer tridimensionnelle (MMT) et d'un profilomètre pour une inspection quantitative afin de s'assurer que le défaut a été entièrement éliminé.
L'amélioration des erreurs de quadrant au moyen d'une compensation précise est l'une des choses illustrées dans ISO 230-2:2018 .
JS Precision a intégré cette technologie dans l'optimisation des composants de transmission des machines-outils, ainsi que sa solution d'étalonnage des paramètres d'asservissement, qui, ensemble, lui ont permis d'atteindre un niveau de précision de 0,005 mm dans plus de 95 % des projets .
Notre entreprise aide également ses clients à réduire leurs coûts de traitement de 20 % en moyenne et 98 % des commandes de livraison sont à temps. Pour les scénarios exigeants tels que l'usinage de fraisage CNC de l'aluminium, nous pouvons également proposer des processus dédiés à grande vitesse et à faible profondeur de coupe pour éviter le grippage des outils et l'augmentation des vibrations.
Choisir un fournisseur capable de résoudre fondamentalement le problème est bien plus rentable que des retouches répétées. Vous souhaitez vérifier les capacités de nos services de fraisage CNC de précision ? Soumettez vos dessins de pièces maintenant et JS Precision vous fournira gratuitement une analyse de faisabilité du processus et un calcul des coûts, vous permettant de voir visuellement l'effet de la résolution de saillie de quadrant.
Qu'est-ce qu'un motif de lame surélevé dans le quadrant et pourquoi affecte-t-il la qualité des pièces ?
Les saillies des quadrants de fraisage CNC et les marques d'outils sont généralement les principaux responsables de la qualité des pièces de précision, et les services de fraisage CNC de précision sont fondamentalement la bouée de sauvetage pour résoudre ce problème.
Manifestations visuelles du problème
Vous pouvez voir des saillies, des marques d'outils ou même une surdécoupe sur la surface des pièces au niveau des contours circulaires, incurvés ou des coins. Ces défauts sont généralement des écarts de niveau de l'ordre du micron, c'est-à-dire de l'ordre de 0,005 à 0,02 mm. Ils sont presque invisibles à l’œil nu mais ont un impact direct sur les performances fondamentales de la pièce.
Dommages multiples aux pièces
- La présence de saillies et de marques modifiera radicalement la rugosité de la surface à tel point que la valeur Ra augmentera et que l’apparence générale et la fonctionnalité du produit haut de gamme seront compromises.
- La précision de l'assemblage sera affectée, ce qui sera démontré, par exemple, par l'apparition d'un blocage dû à l'accouplement d'un boîtier de roulement, ce qui affectera la stabilité globale du fonctionnement d'une machine .
- Les performances d'étanchéité des pièces seront compromises, de sorte que les risques de fuite dans les composants hydrauliques et pneumatiques seront très faciles à survenir .
- Le recours au post-traitement sera plus nécessaire et donc les coûts augmenteront, par exemple, un processus de polissage sera nécessaire pour corriger les défauts.

Figure 1 : Deux pièces cylindriques en aluminium côte à côte ; celui de droite montre des rayures visibles et des défauts de surface, illustrant des problèmes potentiels de saillie de quadrant.
Comment les services de fraisage CNC de précision définissent-ils et diagnostiquent-ils les problèmes de renflement des quadrants ?
Un diagnostic précis est la première étape pour résoudre tout problème. La force des services de fraisage CNC de précision est qu’ils peuvent découvrir très rapidement la cause principale des marques d’outils de saillie du quadrant.
Le point principal est l'erreur dynamique du système
Ce défaut est dû aux effets combinés d'une réponse retardée du servomoteur, d'une compensation insuffisante du jeu en marche arrière et du frottement des rails lors de l'inversion de l'axe de coordonnées de la machine-outil.
Lorsque la machine-outil effectue une interpolation d'arc, la vitesse de déplacement des deux axes de coordonnées doit être adaptée avec précision, et tout décalage de l'un ou l'autre axe entraînera une déviation de trajectoire , formant finalement une saillie.
Diagnostic rapide des problèmes
- Inspectez les coins à 90 degrés de la pièce pour déceler tout petit arrondi ou saillie.
- Déterminez le diamètre du cercle et vérifiez si les dimensions des points du quadrant sont égales.
- Vérifiez le jeu de machine-outil , la valeur est -elle supérieure à 0,003 mm , qui est la valeur critique ?
- Pendant le processus de coupe, y a-t-il des bruits d’outils visibles ?
Services de fraisage CNC : quels facteurs liés aux machines-outils et aux systèmes d'asservissement provoquent une saillie ?
Le cœur même de Services de fraiseuses CNC C'est dans quelle mesure les performances de la machine-outil et le système d'asservissement peuvent interagir, déterminant ainsi directement si des renflements de quadrants ou des marques d'outils seront formés.
Raisons mécaniques et électriques fondamentales
- Le gain du servo n'est pas correctement réglé : si le gain est réglé trop haut, la machine vibrera facilement. Cependant, si le gain est trop faible, la réponse de la machine sera retardée.
- Jeu excessif : Si le jeu est supérieur à 0,003 mm, la course libre lors de l'inversion provoquera directement la déviation de la trajectoire.
- Problèmes de rigidité ou d'usure du rail : Pendant le mouvement, la déformation affectera la précision de positionnement des axes de coordonnées.
- Le frottement de la vis à billes n'est pas stable : un changement soudain de frottement pendant l'inversion entraînera une perturbation de la trajectoire du mouvement.
À quoi joue le système de contrôle ?
Les performances de l'algorithme de compensation sont très différentes selon les marques de systèmes de contrôle.
En fait, il existe une différence entre le contrôle de contour AI de Fanuc et le système Advanced Surface de Siemens , dans le sens où les deux systèmes ont une meilleure capacité de pré-lecture et de lissage, ce qui peut réduire considérablement les erreurs de quadrant. Ce type de fonctionnalité avancée n'est pas disponible dans les systèmes bas de gamme, ils ont donc des difficultés à répondre aux besoins d'usinage de haute précision.
Comparaison des capacités de compensation des erreurs de quadrant de différents systèmes de contrôle
| Marque du système de contrôle | Algorithme de rémunération | Précision du contrôle des erreurs dans les quadrants | Scénarios applicables | Services d'assistance |
| Fanuc | Contrôle des contours IA | ±0,004mm | Moules de haute précision, pièces aérospatiales | Étalonnage des paramètres d'usine d'origine |
| Siemens | Surface avancée | ±0,003mm | Surfaces courbes complexes, pièces médicales | Optimisation du chemin en temps réel |
| Système économique national | Compensation de dédouanement de base | ±0,015mm | Pièces structurelles ordinaires, pièces de faible précision | Réglage simple des paramètres |
| Heidenhain | Compensation dynamique TNC640 | ±0,002mm | Pièces optiques d'ultra-précision, composants satellites | Adaptation complète du processus |
| Mitsubishi | Contrôle intelligent des contours | ±0,006mm | Pièces automobiles, pièces de production en série | Solutions de production de masse à haute efficacité |
Quelles sont les différences dans les problèmes de saillie de fraisage CNC lors du traitement de différents matériaux métalliques ?
Les différentes propriétés matérielles de Fraisage CNC des métaux Les performances et les effets des marques d'outils de saillie de quadrant diffèrent considérablement.
Défis liés aux métaux mous (par exemple, les alliages d'aluminium)
Les paramètres de fraisage CNC de pièces en aluminium sont particulièrement limités. Les alliages d'aluminium ayant des exigences élevées en matière de finition de surface ont tendance à mettre en évidence les marques d'outils .
D'un autre côté, la viscosité élevée des alliages d'aluminium fait qu'il est très facile que des paramètres de coupe inappropriés provoquent le collage et le broutage des outils , qui sont les principaux contributeurs aux problèmes de saillie des quadrants, ayant ainsi un impact sur l'apparence et la précision d'assemblage des pièces.
Défis liés aux métaux durs (par exemple, l'acier inoxydable)
Dans le cas de l'acier inoxydable et d'autres métaux durs, les forces de coupe sont si élevées que des modifications de la charge servo se produisent, affectant ainsi la précision du suivi de trajectoire.
Les saillies des quadrants dans ces matériaux se présentent généralement sous la forme d' écarts dimensionnels cachés plutôt que de marques d'outils de surface, ce qui les rend très difficiles à localiser et à réparer et nécessite donc un niveau de service élevé de la part des fraiseuses CNC.

Figure 2 : Un assortiment de pièces métalliques comprenant des blocs et des tiges de couleurs argent et cuivre, présentant la variété de matériaux pour un usinage de précision.
Quelles sont les stratégies d’élimination ciblées pour le fraisage CNC de pièces en aluminium ?
Le problème de saillie des quadrants dans le fraisage CNC de pièces en aluminium nécessite des stratégies de processus ciblées pour y remédier.
Ajustement précis des paramètres de processus
- Application d'une rotation à grande vitesse, en faisant varier lentement la vitesse entre 8 000 et 12 000 tr/min pour raccourcir le temps de contact avec l'outil et le matériau.
- Garder une petite profondeur de coupe, limiter la profondeur de coupe de finition à 0,1-0,2 mm pour réduire la force de coupe et les vibrations.
- Réglage de l'avance, gestion de la vitesse d'avance à 0,05-0,1 mm/dent pour garantir une coupe ininterrompue.
- Sélection d'outils de finition tranchants avec des revêtements spéciaux, par exemple outils diamantés , à la réduction du collage des outils.
Technologie d'optimisation du chemin de programmation
- Utilisation de la fonction de filtrage d'arc pour rendre la trajectoire de mouvement des coins de l'outil plus fluide.
- Ajustement de la décélération dans les virages pour réduire la vitesse d'avance dans les virages afin que le système d'asservissement puisse suivre avec précision.
- Utilisation de l'interpolation NURBS pour améliorer la précision d'usinage de surfaces courbes complexes, minimisant ainsi l'écart de trajectoire.
Vous souhaitez résoudre le problème de saillie des quadrants dans les pièces en alliage d'aluminium ? Indiquez à JS Precision votre modèle de pièce en aluminium et vos exigences de précision pour obtenir une solution de processus d'usinage de fraisage CNC en aluminium personnalisée.
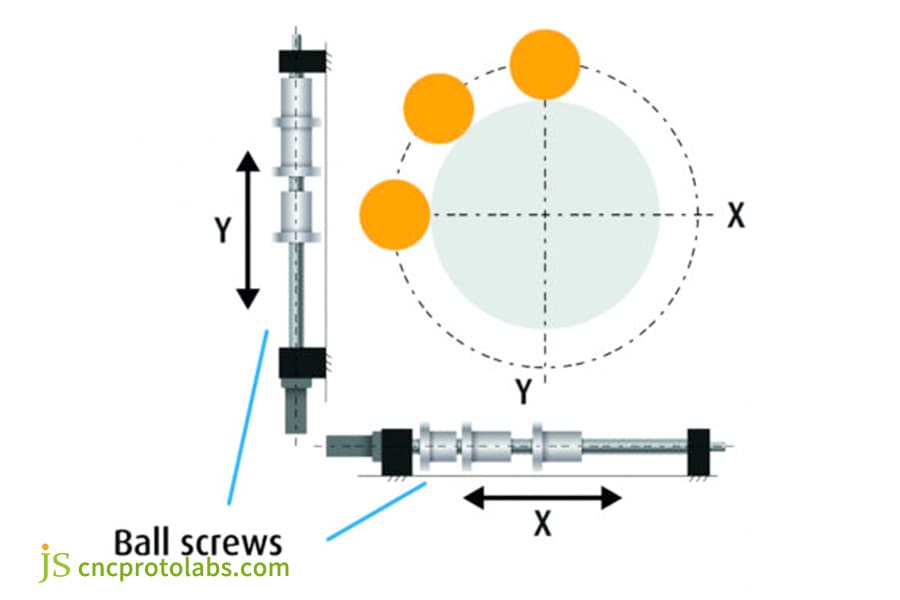
Figure 3 : Un schéma technique illustrant des vis à billes sur les axes X et Y pour un mouvement précis de la machine-outil, avec une limite circulaire de la pièce.
Services d'usinage de précision personnalisés : de quelles optimisations de processus exclusives avez-vous besoin pour votre projet personnalisé ?
Les services d’usinage de précision sur mesure concernent essentiellement l’art de la couture. JS Precision est capable de développer des solutions personnalisées d’optimisation des processus pour vos initiatives.
Ingénierie des systèmes de la conception au produit final
- ASME Y14.5-2009 nécessite de donner des commentaires sur la conception pour la fabricabilité (DFM) afin d'optimiser la géométrie des pièces et d'éliminer les coins complexes sujets aux saillies . Élaborer un schéma d'ébauche et de finition par étapes.
- L'ébauche élimine la majeure partie des déchets, tandis que la finition garantit la précision.
- Intégrez l'analyse des vibrations pour déterminer la meilleure solution de serrage , par exemple en utilisant des pinces hydrauliques ou des mâchoires souples, pour éviter la déformation des pièces.
Mesure, itérative, fermée, en boucle
Utiliser une machine à mesurer tridimensionnelle (MMT) de haute précision pour effectuer la mesure du contour de la pièce, en transférant le résultat de la mesure vers l'extrémité de programmation pour l'ajustement des paramètres, créant ainsi une optimisation en boucle fermée . Cette approche est un moyen sûr d’obtenir une amélioration continue des processus, en supprimant éventuellement complètement les marques d’outils en saillie en quadrant.
Données d'effet d'optimisation de processus personnalisé JS Precision
| Type de projet | Matériel | Valeur originale du défaut | Précision optimisée | Délai de livraison plus court | Coût inférieur |
| Support de caméra pour drone | Alliage d'aluminium 7075 | 0,015 mm | ±0,005mm | 30% | 25% |
| Boîtier de roulement aérospatial | Acier inoxydable 316L | 0,012 mm | ±0,004mm | 25% | 20% |
| Instruments chirurgicaux médicaux | Alliage de titane TC4 | 0,008 mm | ±0,002mm | 20% | 18% |
| Composants structurels des satellites | Alliage d'aluminium 6061 | 0,020 mm | ±0,003mm | 35% | 22% |
| Boîtier de capteur automobile | Alliage de zinc | 0,018 mm | ±0,006mm | 28% | 21% |
Vous souhaitez une solution d’usinage de précision personnalisée ? Soumettez vos dessins de pièces à JS Precision et nous vous fournirons un rapport d'analyse DFM gratuit pour améliorer la rentabilité de votre services d'usinage de précision personnalisés .
Comment évaluer la force technique des fournisseurs mondiaux pour résoudre ce problème lors de leur sélection ?
Dans le processus de sélection des fournisseurs sur le marché chinois du fraisage CNC, l'un des critères les plus importants pour vérifier leurs prouesses techniques, car c'est le principal facteur qui décide si les problèmes de saillie des quadrants peuvent être résolus ou non.
Spécifications techniques de base
- Quelle est la marque et le modèle de la machine-outil, dispose-t-elle d'un système de contrôle de haut niveau comme Heidenhain ou Fanuc ?
- Données d'étalonnage du jeu, est-il possible de contrôler le jeu de manière stable à moins de 0,003 mm ?
- Expérience de réglage des paramètres des servos, ont-ils effectué des réglages pour différents types de matériaux ?
- De quels équipements de test disposent-ils, sont-ils équipés d'outils de test de haute précision comme des machines à mesurer tridimensionnelles et des profilomètres ?
Des échantillons comme preuve de capacité
Il convient de proposer aux fournisseurs d'expérimenter un usinage gratuit ou payant d'éprouvettes comprenant des surfaces courbes et des coins typiques, puis de mesurer la précision de leur contour et leur rugosité de surface, en demandant par exemple un Ra < 0,4 m. La vérification avec des échantillons est un moyen de vérifier directement les capacités techniques des fournisseurs.
Vous souhaitez identifier des fournisseurs de haute qualité dans le Fraisage CNC Chine marché? Contactez JS Precision pour obtenir une liste d’évaluation gratuite des fournisseurs et éviter les pièges de sélection.
Étude de cas : surmonter le problème de la saillie du quadrant des pièces en alliage d'aluminium pour le support de caméra de drone en 48 heures
Défi
Un fabricant de drones avait besoin d'un lot de supports de caméra en alliage d'aluminium 7075 de haute précision. Lors du fraisage CNC interne des pièces en aluminium, la petite saillie d'environ 0,01 à 0,015 mm apparaissait au point de transition du quadrant de la surface incurvée du rail de guidage.
À cause de cela, l'objectif s'est bloqué. Un polissage manuel aurait compromis la précision de la pièce, c'est pourquoi le projet est resté bloqué.
Solution JS Precision : éradication systématique en trois étapes
1. Diagnostic dynamique : Après avoir reçu les pièces et le programme du client, les ingénieurs ont étudié le parcours d'outil et les paramètres d'origine. Ils ont conclu que le problème principal était l'incompatibilité entre les paramètres de réponse des servos et les conditions de coupe.
2. Ensemble de processus personnalisé : Nous avons utilisé une fraiseuse à cinq axes à haute dynamique équipée d'un système Heidenhain TNC640 pour
optimiser le gain d'anticipation du servo et la tolérance du contour. Usinage de fraisage CNC en aluminium a été réalisée à l'aide d'une fraise de précision à grand angle d'hélice à une seule cannelure sélectionnée spécifiquement, et la reprogrammation a été effectuée à l'aide de l'interpolation NURBS.
3. Vérification et livraison : Une fois la première pièce fabriquée, un instrument de contournage a été utilisé pour l'inspection et les saillies ont été totalement éliminées. La précision totale du contour a été maintenue à moins de 0,005 mm et la rugosité de surface Ra était de 0,3 m.
Résultats
JS Precision a remis un échantillon qualifié dans les 48 heures, ce qui a entièrement réglé le problème d'assemblage. Le client a été tellement impressionné qu'il a confié à JS Precision les trois lots suivants, soit un total de 500 pièces. Cela a conduit à une réduction de 25 % des coûts d'usinage par pièce et de 30 % des délais de livraison.
Vous êtes confronté à des défis similaires en matière d’usinage de pièces de précision ? Contactez JS Precision dès maintenant, soumettez vos besoins en pièces et nous vous fournirons des services de prototypage rapides, prouvant la valeur de nos services d'usinage de précision personnalisés.

Figure 4 : Deux anneaux de lunette en aluminium anodisé noir mat avec « 34 mm » gravé et spécifications de couple, mettant en valeur les composants finis fraisés avec précision.
FAQ
Q1 : Quand les marques d'outils de quadrant sont-elles les plus susceptibles d'apparaître ?
Le défaut est plus susceptible de se produire lors d'opérations d'usinage de cercles complets ou de contours arrondis et de coins à angle droit de 90 degrés, car ces changements de direction instantanés de la trajectoire programmée dépassent la vitesse de réponse du servo de la machine-outil .
Q2 : Est-il possible de se débarrasser des marques d'outils en réduisant l'avance ?
Réduire légèrement la vitesse d'avance au coin devrait pouvoir améliorer le défaut dans une certaine mesure. Cependant, une réduction excessive n’affectera pas seulement l’efficacité de l’usinage mais pourra également provoquer d’autres problèmes de surface. Il doit être ajusté de manière globale avec les paramètres du servo.
Q3 : Cela fait-il une grande différence entre résoudre ce problème avec des machines-outils nouvelles et anciennes ?
Oui, il y a une grande différence. En particulier, les nouvelles machines CNC des 5 dernières années sont plus susceptibles d'être équipées d'une excellente technologie de servomoteurs et d'algorithmes de contrôle combinés à des fonctions anti-marque d'outil mieux intégrées, elles peuvent donc être résolues assez facilement.
Q5 : Comment mesurer et vérifier si la saillie a été éliminée ?
Nous utilisons des profilomètres de haute précision ou des machines de mesure tridimensionnelles pour scanner les points denses des contours des caractéristiques, générer des graphiques de courbes de contour agrandis des centaines de fois et analyser quantitativement si les défauts ont été éliminés.
Q6 : La résolution de ce problème augmentera-t-elle considérablement les coûts de traitement ?
L'optimisation des processus en elle-même n'entraîne généralement pas de frais supplémentaires, car elle relève du champ d'application professionnel de nos services de fraisage CNC de précision. En nous choisissant, vous pouvez réellement économiser sur les coûts de reprise et de rebut.
Q7 : Êtes-vous également disposé à mener ce type d'optimisation approfondie pour des prototypes ou des pièces en petits lots ?
Bien sûr, nous le souhaitons. C'est la valeur de services d'usinage de précision personnalisés , car nous appliquons les meilleures pratiques dès la première pièce pour garantir le succès de la fonctionnalité et de l'apparence du prototype en une seule fois.
Q8 : Les services de fraiseuses CNC en Chine peuvent-ils atteindre le niveau de précision requis pour éviter les saillies ?
Absolument possible. En prenant JS Precision comme exemple, nous investissons dans des équipements importés de premier ordre et les entretenons strictement, possédant une connaissance approfondie des processus qui peut répondre, voire dépasser, aux exigences de précision des clients internationaux.
Résumé
Les marques d'outils de saillie de quadrant ne doivent pas être considérées comme un problème insoluble, mais plutôt un moyen de vérifier les capacités techniques d'un fournisseur de services de fraisage CNC de précision.
Les vraies réponses résident dans une très bonne connaissance des performances de la machine-outil, une compréhension précise des propriétés des matériaux des métaux de fraisage CNC et une grande expérience dans la transformation de ces deux processus en processus stables . Parmi toutes les options disponibles sur le marché du fraisage CNC en Chine, le choix judicieux est d'éviter les pièges des prix et de parler directement aux experts techniques.
Agissez maintenant ! Envoyer à JS Precision les plans des pièces qui vous posent ce problème. Notre équipe d'ingénieurs vous proposera une analyse diagnostique approfondie et des solutions de processus sur mesure qui vous permettront de vous débarrasser complètement des saillies du quadrant et d'atteindre le niveau supérieur de fabrication de précision zéro défaut.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

