

Facteurs de prix du moulage par injection déterminer les devis finaux à travers huit facteurs quantifiables : coût de l'acier pour moule (environ 30 à 50 %), matériau (le coût du matériau représente 15 à 25 %), coût du cycle de fabrication (20 à 35 %), amortissement du volume (10 à 20 %), opérations supplémentaires (5 à 15 %), contrôle qualité. (3-8 %), coût de livraison et de distribution (logistique) (3-10 %), support technique (5-12 %).
Un moule P20 à une seule cavité coûtant entre 8 000 et 15 000 $ par rapport à un moule H13 à quatre cavités entre 25 000 et 45 000 $ peut faire augmenter la différence de coût unitaire des pièces de plus de 300 %. Cet article analyse un par un les facteurs déterminant les coûts du moulage par injection et propose des données provenant de plus de 300 projets chez JS Precision pour suggérer des méthodes pratiques pour réduire les prix.
Répartition des coûts de moulage par injection – 8 facteurs clés
|
Inducteur de coûts |
Partage typique |
Levier d'optimisation |
|---|---|---|
|
Coût de l'outillage du moule |
30 à 50 % |
Sélection de la nuance d'acier, optimisation du nombre de cavités |
|
Coût du matériel |
15 à 25 % |
Substitution de résine, taux de rebroyage |
|
Coût du processus |
20 à 35 % |
Conception du système de refroidissement, réduction du temps de cycle |
|
Amortissement du volume |
10 à 20 % |
Engagement de volume annuel, accord à long terme |
|
Opérations secondaires |
5 à 15 % |
Conception intégrée pour réduire le post-traitement |
|
Contrôle qualité |
3 à 8 % |
Le contrôle des processus remplace l'inspection complète |
|
Logistique et tâches |
3 à 10 % |
Approvisionnement local, optimisation tarifaire |
|
Ingénierie et DFM |
5 à 12 % |
Intervention précoce pour réduire les changements tardifs |
Principaux résultats
- Le coût de l'outillage du moule est l'une des dépenses les plus importantes, jusqu'à 50 % de l'investissement initial. L'ajout de plus d'empreintes dans un moule réduit les coûts unitaires amortis jusqu'à 80 %.
- 60 à 80 % du coût du processus de moulage par injection provient du temps de refroidissement, et l'optimisation de la conception du canal d'eau de refroidissement peut directement raccourcir le cycle de 15 à 30 %.
- Les coûts des matériaux ne sont pas fixes et ne sont pas toujours déterminés par le prix unitaire. Même si les plastiques techniques peuvent être plus chers par unité, ils peuvent parfois avoir des coûts totaux inférieurs en raison de temps de cycle plus courts et d'une durée de vie des moules.
- Pour obtenir un devis de moulage par injection fiable, un ensemble complet de dessins 3D, le volume annuel, la qualité du matériau et les exigences de tolérance doivent être fournis.
Pourquoi le service de moulage par injection personnalisé de JS Precision est-il digne de confiance ?
Les 15 années d'expérience pratique de notre équipe dans le moulage par injection montrent qu'un bon service de moulage par injection personnalisé devrait être en mesure de prouver sa capacité à réduire les coûts grâce aux données.
Grâce à notre expérience de travail avec les supports de masques de ventilation médicale, nous avons constaté que le devis initial pour le moule était de 47 000 et un coût unitaire de 2,85. Après avoir effectué un examen DFM et apporté des modifications au processus, nous avons réussi à réduire le coût de l'outillage du moule à 32 000 et le coût unitaire à 1,94, cela a entraîné une réduction de 32 % dans les deux sens.
La norme ISO 9001:2015 (Système de gestion de la qualité) mentionne explicitement : Le processus de production de pièces moulées par injection doit inclure un mécanisme d'enregistrement des paramètres traçables, les données et procédures clés du processus doivent être conservées jusqu'à la fin du cycle de vie du produit.
Pour nous conformer, nous avons mis en place un examen en trois phases dans chaque projet : examen des entrées de conception, examen de l'analyse du flux de moule, examen de la vérification du moulage d'essai pour garantir que le coût de chaque décision peut être retracé.
Cette technique fait désormais partie de la base de données de plus de 300 projets de moulage par injection de JS Precision, ce qui permet de réduire les coûts de 18 à 25 % en moyenne.
Téléchargez le livre blanc sur l'optimisation des coûts de moulage par injection pour maîtriser la sélection de l'acier pour moules, les techniques de raccourcissement des cycles et les méthodes de calcul de l'amortissement de la production, et évaluer de manière proactive le potentiel d'optimisation des coûts de votre service de moulage par injection personnalisé.
Quelles sont les principales structures de coûts qui affectent les facteurs de prix du moulage par injection ?
Les facteurs de prix du moulage par injection peuvent être regroupés en quatre grandes catégories : investissement fixe (conception et production de moules), coûts variables (matières premières et transformation), coûts semi-variables (post-traitement et contrôle qualité) et coûts cachés (ingénierie et logistique). Ces quatre catégories représentent ensemble plus de 95 % de la cotation globale.
Coûts fixes : conception et production de moules
- Sélection d'acier : P20 avec (5-8/kg, durée de vie 500 000 cycles), H13 avec (12-18/kg, durée de vie 1 000 000 cycles), S136 (20 $, 30/kg, durée de vie 2 000 000 cycles). Le type d'acier utilisé affecte considérablement la durée de vie du moule et l'amortissement de chaque article produit.
- Nombre de cavités : Les moules à une seule cavité sont pris comme référence, les moules à deux cavités en prendront 50 à 70 %. En comparaison, les moules à quatre cavitésaugmenteront le temps de 120 à 150 %. Un moule à 4 cavités a une efficacité de traitement de 3,2 à 3,8 par rapport à un moule à une seule cavité.
Coûts variables : matériaux et transformation
- Coût des matériaux : plastiques à usage général entre 1 $ et 5 $/kg, plastiques techniques entre 15 $ et plus de 50 $/kg. Le choix des matériaux déterminera également les temps de traitement et la durée de vie du moule, entre autres choses.
- Coûts de traitement : coût horaire pour l'amortissement de la machine entre 50 et 150 $, consommation d'énergie entre 5 et 15 $/heure, coût de la main d'œuvre entre 10 et 25 $. Le devis de moulage par injection doit être répertorié article par article.
Coûts cachés : ingénierie et logistique
- Support technique DFM : 100 à 200 USD/heure. Cependant, en l'impliquant dès le début de la phase de conception, vous pouvez réaliser d'importantes économies lors du changement final.
- Moulage et corrections d'essai : 500 à 2 000 USD/essai. En mettant en œuvre la prévisualisation DFM, JS Precision leur permet de réduire le nombre d'essais de moulage en moyenne de 5 à 7 dans l'industrie, jusqu'à 2 ou 3 seulement.
Contactez un ingénieur pour une ventilation gratuite des coûts de votre projet et un modèle de devis de moulage par injection transparent.
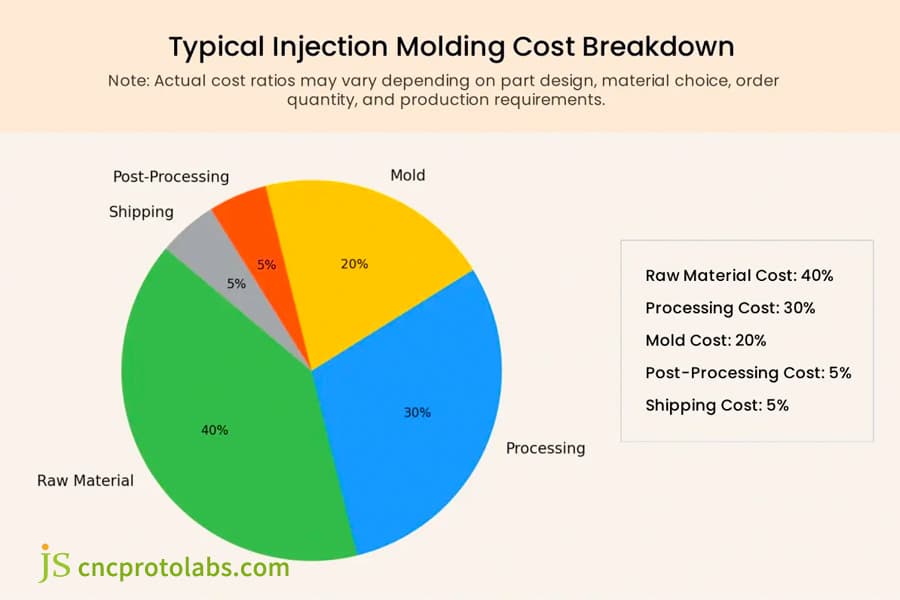
Figure 1 : diagramme circulaire illustrant la répartition typique des coûts de moulage par injection.
Quels sont les 8 facteurs déterminants et les plages quantitatives du coût de l'outillage de moule ?
La fourchette du coût d'outillage de moule va de 1 000 (pour des prototypes d'impression 3D simples) à plus de 100 000 (pour des moules de production complexes à plusieurs cavités). Huit facteurs déterminent le coût spécifique : l'acier, le nombre de cavités, la complexité, les tolérances, le traitement de surface, les canaux chauds, dimensions et exigences en matière de durée de vie.
Répartition des coûts du moule
- Ingénierie de conception : 10 à 15 %
- Approvisionnement en matériel : 25 à 35 %
- Usinage CNC/EDM : 35 à 45 %
- Traitement thermique : 3 à 8 %
- Assemblage et moulage d'essai : 5 à 10 %
Impact de la sélection de l'acier sur le coût
|
Qualité d'acier |
Prix ($/kg) |
Dureté (HRC) |
Vie (cycles) |
Meilleur pour |
|---|---|---|---|---|
|
P20 |
5 à 8 |
28-32 |
500 000 |
ABS, plastiques généraux PP |
|
H13 |
12-18 |
46-52 |
1 million |
Matériaux remplis de verre |
|
S136 |
20 à 30 |
48-52 |
2M |
Pièces transparentes médicales et optiques |
|
NAK80 |
18-25 |
37-43 |
800 000 |
Pièces d'apparence très brillante |
Décision relative au numéro de cavité
- Moule à empreinte unique : Le coût de fabrication est simplement de base x 1, le coût d'amortissement par unité est plus élevé.
- Moule à double cavité : Les dépenses augmentent de 50 à 70 %, mais l'efficacité est presque doublée.
- Moule à quatre cavités : le coût augmente de 120 à 150 % et la productivité est multipliée par 3,2 à 3,8. Si le besoin est supérieur à 50 000 unités par an, les moules à quatre empreintes entraîneront bientôt une réduction du coût unitaire.
En termes simples, un moule à empreinte unique qui semble moins cher au départ finira par devenir plus cher avec un prix par pièce plus élevé. Un moule P20 à une seule empreinte produisant 500 000 pièces coûte 0,016 par pièce. Cependant, le coût d'un moule H13 à quatre empreintes pour la production de 2 000 000 pièces n'était que de 0,0125 par pièce.

Figure 2 : Moule d'injection de précision en acier inoxydable sur la table de l'atelier.
Comment quantifier les éléments de temps de cycle affectant le coût du processus de moulage par injection ?
Le coût du processus de moulage par injection dépend du temps de cycle, la phase de refroidissement représentant 60 à 80 % du temps de cycle.Dans un cycle de 30 secondes, environ 18 à 24 secondes sont nécessaires pour refroidissement, le temps d'injection est de 2 à 5 secondes seulement, la période de maintien sous pression est de 3 à 5 secondes et le temps de retrait est d'environ 1 à 2 secondes.
Répartition du temps de cycle (machine de 50 tonnes, cavité unique, pièce PP de 100 g)
- Fermeture du moule et injection : 2 à 5 secondes (6 à 17 % du temps de cycle)
- Maintien de la pression et compensation du retrait : 3 à 8 secondes (10 à 27 % du temps de cycle)
- Refroidissement et durcissement : 15 à 25 secondes (50 à 83 % du temps de cycle) – Potentiel d'optimisation maximal
- Ouverture et éjection du moule : 1 à 3 secondes (3 à 10 % du temps de cycle)
Méthodes quantitatives et avantages de l'optimisation du refroidissement
-
Le
- Refroidissement conforme est une technologie de refroidissement qui produit des canaux de refroidissement façonnés en fonction d'une pièce par impression 3D ou usinage à cinq axes. Cela réduit le temps de refroidissement (de 20 à 40 %), bien que l'outillage du moule devienne plus coûteux en raison de la technique (d'environ 15 à 30 % d'augmentation).
- Optimisation des canaux : Le diamètre doit être environ 2 à 3 fois l'épaisseur de la paroi (c'est-à-dire 8 à 12 mm), l'espacement entre deux canaux doit être environ 3 à 5 fois le diamètre (c'est-à-dire 30 à 50 mm) et la distance entre la partie de la surface de la cavité et le mur est de 1,5 à 2 fois le diamètre.
- Régulation du moyen de refroidissement : chaque réduction de 10 degrés Celsius de la température de l'eau entraîne une réduction de 8 à 12 % du temps nécessaire au refroidissement. Le coefficient de transfert de chaleur peut être augmenté d'environ 40 % si le débit passe de 1 m/s à 3 m/s.
Formule de calcul du coût de traitement d'une seule pièce : Coût de traitement d'une seule pièce = Taux horaire de l'équipement × Temps de cycle (secondes) / 3 600 × Nombre d'empreintes de moule.
Prenons par exemple un projet qui produit chaque année 1 million d'articles : le temps nécessaire pour réaliser un cycle de travail est passé de 30 secondes à 24 secondes (soit une diminution de 20 %), le coût horaire des machines est de 80 et les dépenses de traitement d'un article diminuent de 0,667 à 0,533 de sorte que cela conduit en fait à une économie de 13 400 chaque année.
Comment la sélection des matériaux peut-elle optimiser le coût total d'un service de moulage par injection à faible coût ?
LeService de moulage par injection à faible coût ne vise pas seulement à sélectionner le matériau le moins cher, mais à opter pour le matériau qui entraîne le coût total global le plus bas. Bien que le coût individuel d'un matériau ne représente que 15 à 25 % du total, le choix du matériau détermine le temps de traitement d'un cycle (qui représente 30 %), la durée de vie du moule (qui est d'environ 40 %) ainsi que le rendement du produit (qui est d'environ 20 %).
Prix communs des matériaux et paramètres de traitement (référence du marché 2026)
|
Matériel |
Prix ($/kg) |
Température de traitement (°C) |
Retrait (%) |
Exigence de séchage |
|---|---|---|---|---|
|
PP/PE |
0,8 à 1,8 |
180-240 |
1,0 à 2,5 |
Faible |
|
ABS |
1,8 à 3,5 |
220-260 |
0,4 à 0,7 |
Moyen (80 °C/2 à 4 h) |
|
PA6/PA66 |
3,5 à 6,0 |
240-290 |
0,8 à 1,5 |
Élevé (80 °C/4 à 6 h, humidité <0,2 %) |
|
PC |
4,0 à 7,0 |
280 à 320 |
0,5 à 0,7 |
Très élevé (120 °C/4–6 h, humidité <0,02 %) |
|
POM |
3,0 à 5,5 |
190-230 |
1,5 à 2,5 |
Moyen |
|
PEEK |
80 à 120 |
360 à 400 |
0,3 à 0,5 |
Extrêmement élevé (150 °C/3 à 5 h) |
Modèle de décision du coût total de sélection des matériaux (PP de référence = 1,0)
- PP : Prix unitaire 1,2 $/kg, temps de cycle 25 secondes, faible usure du moule, indice de coût global 1,0
- ABS : Prix unitaire 2,5 $/kg, temps de cycle 30 secondes, indice de coût global 1,6
- PA6-GF30 : Prix unitaire 4,5 $/kg, temps de cycle 35 secondes, usure moyenne du moule, indice de coût global 2,8
- PC : Prix unitaire 5,5 $/kg, temps de cycle 40 secondes, indice de coût global 3,2
- PEEK : Prix unitaire 100 $/kg, temps de cycle 45 secondes, usure élevée du moule, indice de coût global 15,0+
Les coûts cachés du séchage des matériaux doivent être pris en compte. La teneur en humidité du PA6 a diminué de 0,5 % à moins de 0,2 %, ce qui entraîne une consommation d'énergie d'environ 0,3 à 0,5 kWh par kilogramme de séchage, une augmentation de 0,04 à 0,06 $. Pour le PC, le séchage doit être effectué à 120 °C jusqu'à ce que la teneur en humidité soit inférieure à 0,02 %, sinon le taux de rebut est 5-15%. Ces coûts cachés doivent être pris en compte lorsque l'entreprise va fournir le devis de service de moulage par injection personnalisé.

Figure 3 : Gamme diversifiée de pièces en plastique personnalisées colorées.
Comment l'amortissement du volume de production est-il calculé dans la répartition des coûts de moulage par injection ?
Le volume de production est le facteur qui a le plus grand effet sur les coûts unitaires dans la répartition des coûts de moulage par injection, une augmentation de la production de 27 unités à 3 937 unités entraînerait une diminution du coût unitaire total d'environ 96-98 %. Les coûts fixes liés aux moules seront amortis à mesure que les quantités de production augmentent.
Formule du coût total par unité
Coût total par unité = (Coût du moule / Production totale) + Coût des matériaux par unité + Coût d'usinage par unité + Coût de post-traitement par unité + Coût du contrôle qualité par unité
Prenons comme exemple un ensemble de 15 000 moules et un coût matière + usinage de 1,50 par unité :
|
Volume annuel |
Amortissement du moule/pc |
Coût variable/pièce |
Coût unitaire total |
Coût total annuel |
|---|---|---|---|---|
|
1 000 |
15,00 $ |
1,50 $ |
16,50 $ |
16 500 $ |
|
5 000 |
3,00 $ |
1,50 $ |
4,50 $ |
22 500 $ |
|
10 000 |
1,50 $ |
1,50 $ |
3,00 $ |
30 000 $ |
|
50 000 |
0,30 $ |
1,50 $ |
1,80 $ |
90 000 $ |
|
100 000 |
0,15 $ |
1,50 $ |
1,65 $ |
165 000 $ |
Lorsque la production augmente de 9 000 unités par rapport au niveau initial de 1 000 à 10 000 unités, le coût marginal d'une unité diminue d'environ 81,8 %. Aller plus loin jusqu'à 100 000 unités ajoute une diminution supplémentaire de 45 % par unité. Le point où une entreprise commence à tirer moins d'avantages de chaque unité supplémentaire produite se situe entre un niveau de production de 5 000 et 10 000 unités par an.
Impact du nombre de cavités du moule sur l'amortissement (production annuelle de 50 000 unités, coût total du moule de 30 000 $)
- Empreinte unique : Coût du moule 18 000 $, temps de cycle 30 secondes, coût de traitement unitaire 0,42, coût unitaire total 0,78 $
- Deux cavités : le moule coûte 27 000 (+500,22, coût unitaire total 0,76 $)
- Quatre cavités : le moule coûte 42 000 (+1 330,13, coût unitaire total 0,97 $)
Lorsque la production annuelle atteint 50 000 unités, un moule à deux empreintes devient la solution privilégiée, lorsque la production dépasse 100 000 unités par an, un moule à quatre empreintes commence à prendre un net avantage. Le devis de moulage par injection doit recommander le nombre optimal de cavités en fonction de la production annuelle réelle.
Contactez un ingénieur pour un calcul gratuit de l'amortissement de votre production et du nombre optimal de cavités, et obtenez un rapport d'analyse de la répartition des coûts de moulage par injection.

Figure 4 : Gros plan du système de canaux chauds dans la machine de moulage.
Comment JS Precision réduit-il le coût total du service de moulage par injection personnalisé grâce à l'optimisation DFM ?
La majorité des dépenses liées aux pièces moulées par injection prennent vie dans la phase de conception, avec seulement environ 70 % d'entre elles étant définitives. Chez JS Precision, la révision de la conception pour la fabrication (DFM) a lieu avant l'ouverture du moule, ce qui entraîne une réduction totale des coûts pour le client de 15 à 25 % en moyenne.
Cinq principes numériques fondamentaux de l'optimisation DFM :
- Principe d'homogénéité de l'épaisseur de paroi :
Il est conseillé d'avoir une épaisseur de paroi de 1,5 à 4,0 mm tandis que les épaisseurs de paroi adjacentes ne doivent pas varier au-delà de 25 %. Une augmentation de l'épaisseur de paroi de 3 mm à 4 mm entraîne une augmentation d'environ 78 % du temps de refroidissement (le temps de refroidissement est au carré de l'épaisseur de la paroi). Une épaisseur de paroi inégale entraîne des marques de retrait et des déformations, ce qui augmente le taux de rebut de 5 à 10 %.
- Normes d'angle de dessin :
1 à 2° par côté pour les surfaces extérieures, 0,5 à 1° par côté pour les surfaces fonctionnelles et 2 à 3° par côté pour les cavités profondes (>50 mm). Pour chaque 1° de diminution par rapport à l'angle de dépouille, la force d'éjection augmente d'environ 20 %, ce qui à son tour augmente l'usure du moule.
- Règlement du rayon des coins :
Le rayon du coin intérieur doit être au moins égal à la moitié de l'épaisseur de la paroi (minimum 0,5 mm). La concentration de contraintes causée par les angles vifs est responsable de réduire la durée de vie du moule de 30 à 50 % et entrave également le processus de remplissage.
- Paramètres de conception des nervures :
À la racine de la nervure, l'épaisseur ne peut pas dépasser 60 % de l'épaisseur de la paroi et la hauteur doit être au maximum cinq fois supérieure à l'épaisseur de la paroi. Des nervures trop épaisses entraînent des marques de retrait sur la face arrière.
- Optimisation des lignes de joint et de l'extraction du noyau :
Chaque dispositif d'extraction de noyau supplémentaire augmente les coûts de moulage jusqu'à 8 000 €. Il est fortement recommandé d'économiser sur l'investissement dans le moule grâce à des changements tels que changer le sens de séparation ou repenser le produit pour éviter d'arracher le noyau.
Processus de service JS Precision DFM
- Le client télécharge des dessins 3D (format STEP/IGS).
- Un rapport DFM sera remis dans un délai de deux jours (comprenant l'analyse de l'épaisseur de paroi, les suggestions d'angle de dépouille, les avertissements de défauts potentiels et les recommandations de matériaux).
- Approbation finale de la conception.
- Phase de fabrication du moule.
Cette méthode réduit le nombre total de moulages d'essai de 5 à 7, ce qui est typique pour l'industrie, à seulement 2-3 et 500 à 2 000 $ sont économisés par essai. L'idée principale derrière le service de moulage par injection à faible coût n'est pas que le prix du produit soit réduit mais que les déchets soient éliminés du processus de conception.
Comment JS Precision a-t-il réduit de 32 % le devis de moulage par injection pour un OEM de dispositifs médicaux dans un cas de fabrication réel ?
Le projet de support de masque de ventilation d'un équipementier médical américain avait un devis initial de 47 000 $ pour un coût unitaire de 2,85 $. JS Precision a réduit le coût d'outillage de moule grâce à l'optimisation et à l'ajustement des paramètres de processus. Le coût du moule a été réduit à 32 000 $ et le coût unitaire à 1,94 $.
Historique du client et défis :
Le produit du client est un support de masque respiratoire fabriqué en polycarbonate avec une demande annuelle de 80 000 unités. La conception originale était complexe : épaisseur de paroi variant de 2 à 6 mm, trois mouvements principaux, quatre modèles partageant uniquement le moule. Devis initial à 47 000 $ (acier H13, canaux chauds, quatre cavités) avec un coût unitaire de 2,85 $. Le client avait un plafond budgétaire de 40 000 $ et un objectif de coût unitaire de 2,20 $.
Solutions de précision JS
- Analyse DFM :
L'épaisseur de la paroi a été réduite de 6 mm à 3,5 mm (confirmé par FEA), le temps de refroidissement est passé de 32 secondes à 22 secondes. La direction de séparation a été modifiée et 3 opérations d'extraction de noyaux ont été réalisées en une seule, ce qui pourrait permettre d'économiser 8 000 $ supplémentaires. La suggestion était de combiner quatre modèles en deux ensembles de noyaux de moule interchangeables à l'intérieur d'une seule base de moule.
- Optimisation de la fabrication de moules de la solution :
L'acier H13 a été remplacé par P20 avec nitruration de surface (nitruration 8+500), dureté HRC 38-42, durée de vie de 800 000 pièces. En remplaçant les canaux froids par les canaux chauds, le client a économisé 6 000 $ de réduction du coût de l'acier au lieu de 3 200 $, et la conception du moule à deux cavités a simplifié la complexité du moule puisque l'original avait quatre chambres.
- Optimisation des paramètres de processus :
Le remplissage du moule lors du premier moulage d'essai était déséquilibré, la différence de poids entre les deux cavités (standard <0,5 %) a changé (de 1,2 mm à 1,5 mm) et la courbe de vitesse d'injection, le deuxième moulage d'essai a réduit la différence de poids jusqu'à 0,3 %, le taux de réussite dimensionnelle est passé de 82 % à 97 %.
Fenêtre de processus final : Température du matériau 290–300 ℃, température du moule 80–90℃, pression d'injection 80–100 MPa, pression de maintien 60–80 MPa, temps de maintien 6 secondes, temps de refroidissement 22 secondes.
Leçons apprises :
Le problème de la viscosité élevée du matériau PC n'a pas été pris en compte de manière adéquate lors des essais de moulage T1. En conséquence, la toute première valeur de vitesse d'injection de 120 mm/s a provoqué un échauffement excessif par cisaillement (température de fusion locale supérieure à 340), entraînant des défauts tels que des stries d'argent et des points de carbonisation sur le produit fini.
Modification mise en œuvre : La vitesse a été réduite à 65 mm/s, plus des commandes de vitesse à trois niveaux (rapide-moyen-lent) et la contre-pression a été augmentée de 5 bars à 10 bars. Le temps de cycle a augmenté de 26 secondes à 28 secondes (+2 secondes). Pourtant, le taux de réussite a été augmenté de 82 % à 97 % et le coût unitaire global a été réduit.
ISO 10993-5:2009 "Évaluation biologique des dispositifs médicaux" spécifie que les tests de cytotoxicité doivent utiliser du sérum contenant un milieu de culture avec un temps d'exposition d'au moins 24 heures.
Pour nous conformer à cette norme, nous utilisons du PC de qualité médicale dans le projet de masque médical et contrôlons strictement la traçabilité des lots de matériaux pour garantir le respect de la biocompatibilité.
Résultats finaux
- Coût de l'outillage du moule : 32 000 $ (32 % de moins que le devis initial).
- Coût unitaire : 1,94 $ (32 % de moins que le forfait initial, 12 % de moins que l'objectif du client).
- Économies totales au cours de la première année : 15 000 $ (moule) + 72 800 $ (unité) = 87 800 $.
- Durée de vie du moule : Le traitement de nitruration P20 devrait durer 800 000 cycles, répondant à 8 ans de besoins de production.
- Délai de livraison : 10 semaines entre la conception et la première production en série (14 à 16 semaines en moyenne dans l'industrie).
Obtenez un rapport comparatif des solutions d'optimisation DFM et des coûts pour des composants médicaux similaires. Téléchargez vos dessins sur JS Precision et recevez une évaluation gratuite et un devis de service de moulage par injection OEM dans les 24 heures.
Pourquoi choisir JS Precision comme partenaire de service de moulage par injection OEM ?
La sélection d'un fournisseur de moules à injection implique l'évaluation de deux facteurs principaux : le coût global le plus bas et le risque le plus faible. JS Precision, grâce à sa tarification transparente, son DFM avant la mise en œuvre et son système de contrôle qualité complet du processus, a établi plus de 50 clients OEM dans le monde entier comme partenaires à long terme.
Fonctionnalités de vente uniques de JS Precision
- Facturation entièrement détaillée : Chaque devis de moulage par injection est démonté en coût de l'acier du moule, coût de traitement, coût de traitement thermique, coût d'assemblage, coût du moule d'essai, coût des matériaux, coût du contrôle qualité, coût de l'emballage, coût de la logistique et le prix est verrouillé pendant la période de validité du devis.
- Revue de la conception à la fabrication (pré-DFM) : Avant de commencer le processus de production du moule, le dessin doit être examiné lors d'une revue de fabricabilité, qui doit normalement suggérer environ 8 à 15 points d'optimisation et ainsi réduire le coût total d'environ 15 à 25 %.
- Contrôle qualité complet du processus : Certification ISO 9001:2015, inspection à la réception → contrôle du processus (SPC) → inspection du premier article → inspection complète de l'expédition (CMM). La dimension critique CPk est ≥1,33 (norme industrielle ≥1,0).
- Délai de livraison rapide : Moules standard 6 à 8 semaines, beaucoup plus rapide que la norme de l'industrie 10 à 14 semaines, les travaux urgents ne prennent que 4 à 5 semaines. Rapport DFM livré sous 48h, devis réalisé sous 72h.
La valeur à long terme du service de moulage par injection OEM se mesure par un taux de répétition de 85 % et une économie moyenne de 14 à 20 %. Choisir JS Precision signifie que vous choisissez un fournisseur dont la réduction des coûts peut être clairement mesurée et une garantie de calendrier de livraison fiable.
FAQ
Q1 : Comment obtenir un devis de moulage par injection précis tout en préservant la confidentialité des fichiers CAO ?
JS Precision accepte les dessins dessinés à la main, les dessins techniques 2D ou les photos d'éléments existants avec des mesures. JS Precision sera en mesure de vous donner un coût approximatif (erreur de ± 30 %), mais le devis final nécessitera des dessins CAO 3D.
Q2 : Quelle est la quantité minimale de commande (MOQ) pour le moulage par injection personnalisé ?
JS Precision n'impose pas de MOQ. Il est possible de passer une commande de 100 pièces, par exemple, en utilisant des moules en aluminium ou en acier doux (3 000 à 8 000 coups). Pour les grandes quantités, des moules durs (P20/H13/S136) sont utilisés. Le type de moule approprié sera sélectionné en fonction de la taille réelle de la production.
Q3 : À quelle longévité des outils de moulage pouvons-nous nous attendre ?
En moyenne, un moule P20 durera environ 500 000 cycles, le moule H13 résistera à 1 million de cycles et le S136 ira jusqu'à 2 millions de cycles. Mais si le produit contient de la fibre de verre, par exemple PA6-GF30, la durée de vie du moule sera réduite de 30 à 50 %.
Q4 : Est-il possible que JS Precision puisse aider à la conception en vue de réduire les coûts ?
C'est l'une des choses pour lesquelles JS Precision est en mesure de vous aider. Nous proposons un service de conception pour la fabricabilité (DFM) pour évaluer la pièce avant la production du moule pour les congés de dépouille d'épaisseur de paroi, les lignes de joint et les structures d'extraction de noyau. Cela conduit généralement à 8 à 15 suggestions d'économies qui, ensemble, réduisent la facture de 15 à 25 %. En fait, cette révision et cette optimisation de la conception sont entièrement incluses dans la phase de devis de l'entreprise, absolument à un prix nominal.
Q5 : Quelle est la période habituelle pendant laquelle vous dirigez le travail de moulage par injection ?
Le cycle de production typique d'un moule est de 6 à 8 semaines, tandis que pour les travaux précipités, cela prend 4 à 5 semaines. Les premiers échantillons (modèle d'essai T0) seront remis 2 semaines après la préparation des moules. La production en quantité totale commence généralement entre 1 et 3 semaines après l'approbation d'un échantillon. En téléchargeant directement vos projets de conception, vous recevrez un devis et JS Precision vous répondra dans un délai très court.
Q6 : Comment JS Precision garantit-il la cohérence de la qualité des pièces pour de grandes quantités ?
Le contrôle qualité est effectué à toutes les étapes : Inspection des matériaux au moment de la réception → Inspection du premier article (FAI) → Contrôle du processus (surveillance en temps réel SPC des principales dimensions) → Inspection complète des produits sortants (machine de mesure tridimensionnelle CMM). La valeur CPK minimale pour les dimensions clés est 1,33.
Q7 : Quelle est la différence financière entre un moule rapide et un vrai moule destiné à la fabrication ?
Un prototype de moule fabriqué à partir d'aluminium ou d'acier doux coûte entre 3 000 et 10 000 € et peut durer entre 5 000 et 20 000 cycles. Un moule de production fabriqué à partir d'une seule qualité d'acier à outils coûte entre 10 000 et plus de 80 000 et sa durée de vie est de 500 000 à 2 000 000 de cycles. JS Precision conseille ses clients sur le moule le plus approprié et le plus économique à utiliser aux différentes étapes du projet.
Q8 : JS Precision effectue-t-il des opérations secondaires après le moulage ?
Nous fournissons des services complets de post-traitement : ébavurage, soudage thermofusible/ultrasons, sérigraphie/impression par transfert, pulvérisation/galvanoplastie, assemblage, emballage et expédition. Nous pouvons également proposer un service de moulage par injection OEM à guichet unique, depuis la conception du moule jusqu'à la livraison des produits finis.
Résumé
Les facteurs influençant les coûts de moulage par injection incluent le type d'acier de moulage utilisé, la possibilité de réduire le temps de cycle en optimisant le temps passé au refroidissement (60 à 80 %) et le moment où l'amortissement de la production atteint un avantage marginal maximum (production de 5 000 à 10 000 pièces/an). Chaque point de décision a une solution mathématique optimale. JS Precision aide ses clients à prendre des décisions éclairées et chiffrées pour tous les choix possibles en divulguant des prix détaillés transparents, un examen pré-DFM et un contrôle qualité de bout en bout.
Que diriez-vous d'obtenir un devis approprié pour le moulage par injection dès maintenant ? Envoyer les fichiers de dessins 3D (STEP/IGS) et les exigences à JS Precision. Dans les 48 heures, nous vous fournirons gratuitement l'analyse de faisabilité DFM de notre équipe d'ingénierie ainsi qu'un devis détaillé et détaillé - couvrant toutes les dépenses, y compris le coût de l'outillage du moule, le coût des matériaux, le coût de traitement et le coût de post-traitement. Aucun engagement préalable ne sera requis. Contactez-nous dès aujourd'hui.

Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information. Pour JS Precision Services, il n'existe aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il est de la responsabilité de l'acheteur d'identifier les exigences techniques spécifiques et de demander un devis formel de pièces. Veuillez nous contacter pour plus d'informations.
Équipe JS Précision
Solutions de fabrication personnalisées. Avec plus de 15 ans d'expérience au service de plus de 1 000 clients, nous nous spécialisons dans la usinage CNC de haute précision, la fabrication de tôlerie, impression 3D, moulage par injection et estampage de métal. Après avoir livré avec succès plus de 300 000 pièces de précision, nous maintenons un taux de livraison à temps de 99,2 % sur tous les projets personnalisés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients B2B dans 150 pays. Que vous ayez besoin d'un prototypage en petit volume ou d'une personnalisation à grande échelle, nous accompagnons votre projet dans des délais aussi courts que 24 heures. Choisissez JS Precision pour une efficacité, une qualité et un professionnalisme inégalés.
Pour en savoir plus ou soumettre votre demande de prix, visitez notre site Web : www.cncprotolabs.com
Ressource

